百格刀使用方法及测试标准
百格试验标准
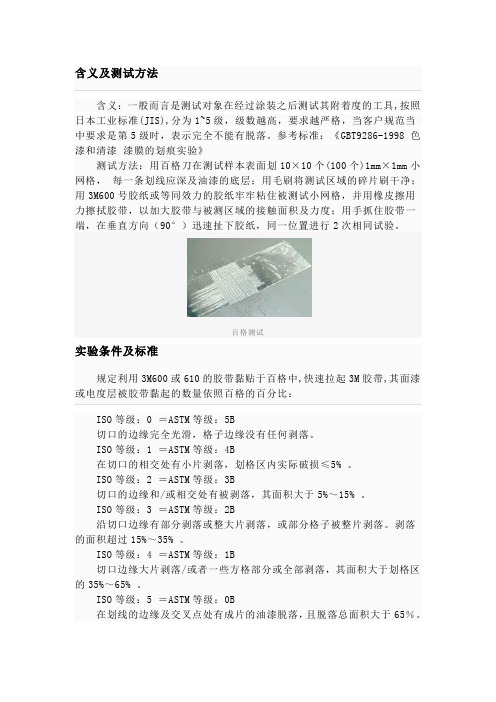
含义及测试方法含义:一般而言是测试对象在经过涂装之后测试其附着度的工具,按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
参考标准:《GBT9286-1998 色漆和清漆漆膜的划痕实验》测试方法:用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,在垂直方向(90°)迅速扯下胶纸,同一位置进行2次相同试验。
百格测试实验条件及标准规定利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,其面漆或电度层被胶带黏起的数量依照百格的百分比:ISO等级:0 =ASTM等级:5B切口的边缘完全光滑,格子边缘没有任何剥落。
ISO等级:1 =ASTM等级:4B在切口的相交处有小片剥落,划格区内实际破损≤5% 。
ISO等级:2 =ASTM等级:3B切口的边缘和/或相交处有被剥落,其面积大于5%~15% 。
ISO等级:3 =ASTM等级:2B沿切口边缘有部分剥落或整大片剥落,或部分格子被整片剥落。
剥落的面积超过15%~35% 。
ISO等级:4 =ASTM等级:1B切口边缘大片剥落/或者一些方格部分或全部剥落,其面积大于划格区的35%~65% 。
ISO等级:5 =ASTM等级:0B在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
依照客户要求B数测试是否通过百格实验,一般手机业界客户要求在4B以上。
正式的话是使用百格刀,横向与纵向各划1刀及型成100各细小方格.如无百格刀利用美工刀也可以. 利用3M600或610的胶带黏贴于百格中,快速拉起3M胶带,测试脱落数量。
用划格器在涂层上切出十字格子图形,切口直至基材;用毛刷对角线方向各刷五次,用胶带贴在切口上再拉开;观察格子区域的情况,可用放大镜观察。
百格刀操作指南

产品概述百格刀又叫百格刀标准、百格刀测试仪、百格刀价格、百格刀品牌、百格刀厂家、百格刀测试、附着力检测仪、百格刀测试仪、附着力划格器、拉拔式附着力测试仪、涂层附着力测试仪、附着力测试、百格刀、附着力检测仪、附着力测试标准、附着力、油漆附着力测试、拉力测试仪、涂层附着力测试仪、拉脱法附着力测试仪是用来测量油漆,涂料,防腐层,电镀层粘结在基材的牢固程度的一款仪器。
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
一、产品用途OU4000百格刀测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151、BS 3900 E6/ASTM D3359 注:产品颜色银灰色.二、产品说明该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm。
5.漆膜厚度:60um/120um/250um 。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
2、将试片放置在有足够硬度的平板上。
3、手持划格器手柄,使多刃切割刀垂直於试片平面。
4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
6、用软毛刷刷格阵图形的两边对角线轻轻地向后5次,向前5次的刷试片。
百格测试方法

百格测试
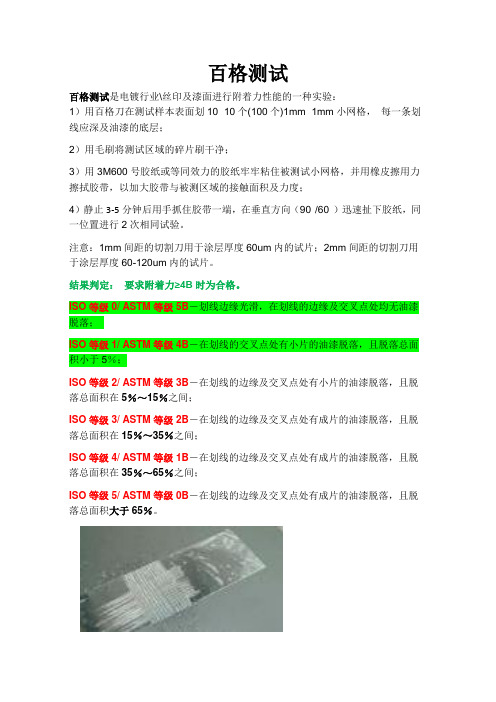
百格测试是电镀行业\丝印及漆面进行附着力性能的一种实验:
用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;用毛刷将测试区域的碎片刷干净;用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;静止3-5分钟后用手抓住胶带一端,在垂直方向(90°/60°)迅速扯下胶纸,同一位置进行2次相同试验。
(注意:1mm间距的切割刀用于涂层厚度60um内的试片;2mm间距的切割刀用于涂层厚度60-120um内的试片)结果判定:要求附着力≥4B时为合格。
5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆脱落;4B-在划线的交叉点处有小片的油漆脱落,且脱落总面积小于5%;3B-在划线的边缘及交叉点处有小片的油漆脱落,且脱落总面积在5%~15%之间;2B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在15%~35%之间;1B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在35%~65%之间;0B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
百格测试附着力判定标准手法

百格测试附着力判定标准手法
一般而言是测试对象在经过涂装之后测试其附着度的工具。
按照日本工业标准(JIS),分为1~5级,级数越高,要求越严格,当客户规范当中要求是第5级时,表示完全不能有脱落。
关于划百格和胶带测试方法:刀口宽度约为10mm~12mm,每
1mm~1.2mm为间隔,共有10格,直线划下时会出现10条间隔相同的直线刀痕,于直线刀痕的垂直位置划下,便成为10*10的100格的正方形,百格刀划下去的时候应该割到见到底材,不可只割在涂料上,否则测试便不成立。
当百格刀划完之后,还必须用胶带测试会不会脱落,首先,胶带贴于百格位置,以手指压下将胶带紧密贴附,再以瞬间的力道将胶带撕起,目视素材上的涂料是否有脱落现象此外,胶带并非随便一种都可以,以JIS标准而言,是必须指定厂牌与型号的。
例如3M的Transparent Tape 600,此种胶带宽度为3/4inch,长度有1296inch和2592inch两种。
通过十字交叉法或胶带法验证产品表面涂层或油墨的附着性能,用于验证产品的表面处理工艺。
百格刀工作原理和使用方法
百格刀工作原理和使用方法百格刀工作原理和使用方法一、QFH百格刀工作原理和适用范围用于均匀划出一定规格尺寸的方格,通过评定方格内涂膜的完整程度来评定涂膜对基材附着程度,以‘级’表示。
它主要用于有机涂料划格法附着力的测定,不仅适用于实验室,也可用于各种条件下的施工现场。
二、QFH百格刀技术指示1、多刃切割刀间距分别为:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别为:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
三、QFH百格刀操作与使用方法1、试片必须按ISOR1514及ISO2828的规定制备。
2、将试片放置在有足够硬度的平板上。
3、手持划格器手柄,使多刃切割刀垂直于试片平面。
4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
6、用软毛刷刷格阵图形的两边对角线轻轻地向后5次,向前5次的刷试片。
7、百格刀测试试验至少在试片的三个不同位置上完成,如果三个位置的试验结果不同,应在多于三个位置上重复实验,同时记录全部结果。
8、如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用的刀,把刀刃口部位贴向手柄一侧,将螺丝旋紧。
四、QFH百格刀使用注意事项1、所有切口应穿透涂层,但切入底材不得太深。
2、如因涂层过厚和硬而不能穿透到底材,则该实验无效,但应在试验报告中说明。
3、测试胶带必须是美国3M公司生产的600-1PK测试专用胶带。
将胶带贴在整个划格上,然后以最小角度撕下,结果可根据漆膜表面被胶落面积的比例来求得。
4、试验应在温度23±2℃和相对湿度50±5%中进行。
百格刀使用说明书

一、产品用途测试附着力符合标准:GB/T9286-98、ISO2409-72、DIN53151 注:产品颜色银灰色.二、产品说明用途该仪器主要适用于有机涂料划格法附著力的测定。
不仅适用於实验室,也可用於各种条件下的施工现场。
三、工作原理和适用范围该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的附著效果。
四、技术指示1、多刃切割刀间距分别:1+0.01mm,2+0.01mm。
2、多刃切割刀齿顶直线度分别:≯0.003mm≯0.006mm。
3、多刃切割刀工作齿尖宽度:≯0.05mm。
五、操作与使用方法1、试片必须按ISO1514及ISO2828的规定制备。
2、将试片放置在有足够硬度的平板上。
3、手持划格器手柄,使多刃切割刀垂直於试片平面。
4、以均匀压力,平稳不颤动的手法和20-50mm/S的切割速度割划。
5、将试片旋转90度,在所割划的切口上重复以上操作,以使形成格阵图形。
6、用软毛刷刷格阵图形的两边对角线轻轻地向后5次,向前5次的刷试片。
7、试验至少在试片的三个不同位置上完成,如果三个位置的试验结果不同,应在多於三个位置上重复实验,同时记录全部结果。
8、如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用的刀,把刀刃口部位贴向手柄一侧,将螺丝旋紧。
六、注意事项1、所有切口应穿透涂层,但切入底材不得太深。
2、如因涂层过厚和硬而不能穿透到底材,则该实验无效,但应在试验报告中说明。
3、测试胶带必须是美国3M公司生产的600-1PK测试专用胶带。
将胶带贴在整个划格上,然后以最小角度撕下,结果可根据漆膜表面被胶落面积的比例来求得。
4、试验应在温度23±2℃和相对湿度50±5%中进行。
七、售后服务本仪器自购买之日起,保修期限为一年,如有任何疑问或是技术问题,请与我司或当地经销商联系。
全国免费送货地址北京市|房山|通州|顺义|昌平|大兴|怀柔|平谷|密云|延庆|天津|和平|河东|河西|南开|河北|红桥|塘沽|汉沽|大港|东丽|西青|津南|北辰|武清|宝坻|宁河|静海|蓟县|河北|石家庄|长安|桥东|桥西|井陉矿区|裕华|井陉|正定|栾城|行唐|灵寿|高邑|深泽|赞皇|无极|平山|元氏|赵县|辛集|藁城|晋州|新乐|鹿泉|保定|满城|清苑|涞水|阜平|徐水|定兴|唐|高阳|容城|涞源|望都|安新|易|曲阳|蠡|顺平|博野|雄|涿州|定州|安国|高碑店|沧州|新华|运河|沧|青|东光|海兴|盐山|肃宁|南皮|吴桥|献|孟村回族自治|泊头|任丘|黄骅|河间|承德|双桥|双滦|鹰手营子矿|承德|兴隆|平泉|滦平|隆化|丰宁满族自治|宽城满族自治|围场满族蒙古族自治|邯郸|邯山|丛台|复兴|峰峰矿|邯郸|临漳|成安|大名|涉|磁|肥乡|永年|邱|鸡泽|广平|馆陶|魏|曲周|武安|衡水|桃城|枣强|武邑|武强|饶阳|安平|故城|景|阜城|冀州|深州|廊坊|安次|广阳|固安|永清|香河|大城|文安|大厂回族自治|霸州|三河|秦皇岛|海港|山海关|北戴河|青龙满族自治|昌黎|抚宁|卢龙|唐山|路南|路北|古冶|开平|丰南|丰润|滦|滦南|乐亭|迁西|玉田|唐海|遵化|迁安|邢台|桥东|桥西|邢台|临城|内丘|柏乡|隆尧|任|南和|宁晋|巨鹿|新河|广宗|平乡|威|清河|临西|南宫|沙河|张家口|桥东|桥西|宣化|下花园|宣化|张北|康保|沽源|尚义|蔚|阳原|怀安|万全|怀来|涿鹿|赤城|崇礼|山西|太原|小店|迎泽|杏花岭|尖草坪|万柏林|晋源|清徐|阳曲|娄烦|古交|长治|城|郊|长治|襄垣|屯留|平顺|黎城|壶关|长子|武乡|沁|沁源|潞城|大同|城|矿|南郊|新荣|阳高|天镇|广灵|灵丘|浑源|左云|大同|晋城|城|沁水|阳城|陵川|泽州|高平|晋中|榆次|榆社|左权|和顺|昔阳|寿阳|太谷|祁|平遥|灵石|介休|临汾|尧都|曲沃|翼城|襄汾|洪洞|古|安泽|浮山|吉|乡宁|大宁|隰|永和|蒲|汾西|侯马|霍州|吕梁|离石|文水|交城|兴|临|柳林|石楼|岚|方山|中阳|交口|孝义|汾阳|朔州|朔城|平鲁|山阴|应|右玉|怀仁|忻州|忻府|定襄|五台|代|繁峙|宁武|静乐|神池|五寨|岢岚|河曲|保德|偏关|原平|阳泉|城|矿|郊|平定|盂县|运城|盐湖|临猗|万荣|闻喜|稷山|新绛|绛|垣曲|夏|平陆|芮城|永济|河津|内蒙古|呼和浩特|呼市|新城|回民|玉泉|赛罕|土默特左|托克托|和林格尔|清水河|武川|包头|东河|昆都仑|青山|石拐|白云矿|九原|土默特右|固阳|达尔罕茂明安联合|乌海|海勃湾|海南|乌达|赤峰|红山|元宝山|松山|阿鲁科尔沁|巴林左|巴林右|林西|克什克腾|翁牛特|喀喇沁|宁城|敖汉|通辽|科尔沁|科尔沁左翼中|科尔沁左翼后|开鲁|库伦|奈曼|扎鲁特|霍林郭勒|鄂尔多斯 东胜|达拉特|准格尔|鄂托克前|鄂托克|杭锦|乌审|伊金霍洛|呼伦贝尔|海拉尔|阿荣|莫力达瓦达斡尔族自治|鄂伦春自治|鄂温克族自治|陈巴尔虎|新巴尔虎左|新巴尔虎右|满洲里|牙克石|扎兰屯|额尔古纳|根河|巴彦淖尔|临河|五原|磴口|乌拉特前|乌拉特中|乌拉特后|杭锦后|乌兰察布|集宁|卓资|化德|商都|兴和|凉城|察哈尔右翼前|察哈尔右翼中|察哈尔右翼后|四子王|丰镇|兴安盟|乌兰浩特|阿尔山|科尔沁右翼前|科尔沁右翼中|扎赉特|突泉|锡林郭勒盟|二连浩特|锡林浩特|阿巴嘎|苏尼特左|苏尼特右|东乌珠穆沁|西乌珠穆沁|太仆寺|镶黄|正镶白|正蓝|多伦|阿拉善盟|阿拉善左|阿拉善右|额济纳|辽宁|沈阳|和平|沈河|大东|皇姑|铁西|苏家屯|东陵|新城子|于洪|辽中|康平|法库|新民|大连|中山|西岗|沙河口|甘井子|旅顺口|金州|长海|瓦房店|普兰店|庄河|鞍山|铁东|铁西|立山|千山|台安|岫岩满族自治|海城|抚顺|新抚|东洲|望花|顺城|抚顺|新宾满族自治|清原满族自治|本溪|平山|溪湖|明山|南芬|本溪满族自治|桓仁满族自治|丹东|元宝|振兴|振安|宽甸满族自治|东港|凤城|锦州|古塔|凌河|太和|黑山|义|凌海|北宁|营口|站前|西市|鲅鱼圈|老边|盖州|大石桥|阜新|海州|新邱|太平|清河门|细河|阜新蒙古族自治|彰武|辽阳|白塔|文圣|宏伟|弓长岭|太子河|辽阳|灯塔|盘锦|双台子|兴隆台|大洼|盘山|铁岭|银州|清河|铁岭|西丰|昌图|调兵山|开原|朝阳|双塔|龙城|朝阳|建平|喀喇沁左翼蒙古族自治|北票|凌源|葫芦岛|连山|龙港|南票|绥中|建昌|兴城|吉林|长春|南关|宽城|朝阳|二道|绿园|双阳|农安|九台|榆树|德惠|吉林|昌邑|龙潭|船营|丰满|永吉|蛟河|桦甸|舒兰|磐石|四平|铁西|铁东|梨树|伊通满族自治|公主岭|双辽|辽源|龙山|西安|东丰|东辽|通化|东昌|二道江|通化|辉南|柳河|梅河口|集安|白山|八道江|抚松|靖宇|长白朝鲜族自治|江源|临江|松原|宁江|前郭尔罗斯蒙古族自治|长岭|乾安|扶余|白城|洮北|镇赉|通榆|洮南|大安|延边朝鲜族自治州|延吉|图们|敦化|珲春|龙井|和龙|汪清|安图|黑龙江|哈尔滨|道里|南岗|道外|香坊|动力|平房|松北|呼兰|依兰|方正|宾|巴彦|木兰|通河|延寿|阿城|双城|尚志|五常|齐齐哈尔|龙沙|建华|铁锋|昂昂溪|富拉尔基|碾子山|梅里斯达斡尔族|龙江|依安|泰来|甘南|富裕|克山|克东|拜泉|讷河|鸡西|鸡冠|恒山|滴道|梨树|城子河|麻山|鸡东|虎林|密山|鹤岗|向阳|工农|南山|兴安|东山|兴山|萝北|绥滨|双鸭山|尖山|岭东|四方台|宝山|集贤|友谊|宝清|饶河|大庆|萨尔图|龙凤|让胡路|红岗|大同|肇州|肇源|林甸|杜尔伯特蒙古族自治|伊春|伊春|南岔|友好|西林|翠峦|新青|美溪|金山屯|五营|乌马河|汤旺河|带岭|乌伊岭|红星|上甘岭|嘉荫|铁力|佳木斯|永红|向阳|前进|东风|郊|桦南|桦川|汤原|抚远|同江|富锦|七台河|新兴|桃山|茄子河|勃利|牡丹江|东安|阳明|爱民|西安|东宁|林口|绥芬河|海林|宁安|穆棱|黑河|爱辉|嫩江|逊克|孙吴|北安|五大连池|绥化|北林|望奎|兰西|青冈|庆安|明水|绥棱|安达|肇东|海伦|大兴安岭|呼玛|塔河|漠河|上海|黄浦|卢湾|徐汇|长宁|静安|普陀|闸北|虹口|杨浦|闵行|宝山|嘉定|浦东新|金山|松江|青浦|南汇|奉贤|崇明|江苏|南京|玄武|白下|秦淮|建邺|鼓楼|下关|浦口|栖霞|雨花台|江宁|六合|溧水|高淳|无锡|崇安|南长|北塘|锡山|惠山|滨湖|江阴|宜兴|徐州||鼓楼|云龙|九里|贾汪|泉山|丰|沛|铜山|睢宁|新沂|邳州|常州|天宁|钟楼|戚墅堰|新北|武进|溧阳|金坛|苏州|沧浪|平江|金阊|虎丘|吴中|相城|常熟|张家港|昆山|吴江|太仓|南通|崇川|港闸|海安|如东|启东|如皋|通州|海门|连云港|连云|新浦|海州|赣榆|东海|灌云|灌南|淮安|清河|楚州|淮阴|清浦|涟水|洪泽|盱眙|金湖|盐城||亭湖|盐都|响水|滨海|阜宁|射阳|建湖|东台|大丰|扬州|广陵|邗江|郊|宝应|仪征|高邮|江都|镇江||京口|润州|丹徒|丹阳|扬中|句容|泰州|海陵|高港|兴化|靖江|泰兴|姜堰|宿迁|宿城|宿豫|沭阳|泗阳|泗洪|浙江|杭州|上城|下城|江干|拱墅|西湖|滨江|萧山|余杭|桐庐|淳安|建德|富阳|临安|宁波|海曙|江东|江北|北仑|镇海|鄞州|象山|宁海|余姚|慈溪|奉化|温州|鹿城|龙湾|瓯海|洞头|永嘉|平阳|苍南|文成|泰顺|瑞安|乐清|嘉兴|秀城|秀洲|嘉善|海盐|海宁|平湖|桐乡|湖州|吴兴|南浔|德清|长兴|安吉|绍兴|越城|绍兴|新昌|诸暨|上虞|嵊州|金华|婺城|金东|武义|浦江|磐安|兰溪|义乌|东阳|永康|衢州|柯城|衢江|常山|开化|龙游|江山|舟山|定海|普陀|岱山|嵊泗|台州|椒江|黄岩|路桥|玉环|三门|天台|仙居|温岭|临海|丽水|莲都|青田|缙云|遂昌|松阳|云和|庆元|景宁畲族自治|龙泉|安徽|合肥||瑶海|庐阳|蜀山|包河|长丰|肥东|肥西|芜湖|镜湖|马塘|新芜|鸠江|芜湖|繁昌|南陵|蚌埠|龙子湖|蚌山|禹会|淮上|怀远|五河|固镇|淮南|大通|田家庵|谢家集|八公山|潘集|凤台|马鞍山||金家庄|花山|雨山|当涂|淮北||杜集|相山|烈山|濉溪|铜陵|铜官山|狮子山|郊|铜陵|安庆||迎江|大观|郊|怀宁|枞阳|潜山|太湖|宿松|望江|岳西|桐城|黄山|屯溪|黄山|徽州|歙|休宁|黟|祁门|滁州|琅琊|南谯|来安|全椒|定远|凤阳|天长|明光|阜阳|颍州|颍东|颍泉|临泉|太和|阜南|颍上|界首|宿州|墉桥|砀山|萧|灵璧|泗|巢湖||居巢|庐江|无为|含山|和|六安|金安|裕安|寿|霍邱|舒城|金寨|霍山|亳州|谯城|涡阳|蒙城|利辛|池州||贵池|东至|石台|青阳|宣城|宣州|郎溪|广德|泾|绩溪|旌德|宁国|福建|福州|鼓楼|台江|仓山|马尾|晋安|闽侯|连江|罗源|闽清|永泰|平潭|福清|长乐|厦门|思明|海沧|湖里|集美|同安|翔安|莆田|城厢|涵江|荔城|秀屿|仙游|三明|梅列|三元|明溪|清流|宁化|大田|尤溪|沙|将乐|泰宁|建宁|永安|泉州|鲤城|丰泽|洛江|泉港|惠安|安溪|永春|德化|金门|石狮|晋江|南安|漳州|芗城|龙文|云霄|漳浦|诏安|长泰|东山|南靖|平和|华安|龙海|南平|延平|顺昌|浦城|光泽|松溪|政和|邵武|武夷山|建瓯|建阳|龙岩|新罗|长汀|永定|上杭|武平|连城|漳平|宁德|蕉城|霞浦|古田|屏南|寿宁|周宁|柘荣|福安|福鼎|江西|南昌|东湖|西湖|青云谱|湾里|青山湖|南昌|新建|安义|进贤|景德镇|昌江|珠山|浮梁|乐平|萍乡|安源|湘东|莲花|上栗|芦溪|九江|庐山|浔阳|九江|武宁|修水|永修|德安|星子|都昌|湖口|彭泽|瑞昌|新余|渝水|分宜|鹰潭|月湖|余江|贵溪|赣州|章贡|赣|信丰|大余|上犹|崇义|安远|龙南|定南|全南|宁都|于都|兴国|会昌|寻乌|石城|瑞金|南康|吉安|吉州|青原|吉安|吉水|峡江|新干|永丰|泰和|遂川|万安|安福|永新|井冈山|宜春|袁州|奉新|万载|上高|宜丰|靖安|铜鼓|丰城|樟树|高安|抚州|临川|南城|黎川|南丰|崇仁|乐安|宜黄|金溪|资溪|东乡|广昌|上饶|信州|上饶|广丰|玉山|铅山|横峰|弋阳|余干|鄱阳|万年|婺源|德兴|山东|济南|历下|槐荫|天桥|历城|长清|平阴|济阳|商河|章丘|青岛|四方|黄岛|崂山|李沧|城阳|胶州|即墨|平度|胶南|莱西|淄博|淄川|张店|博山|临淄|周村|桓台|高青|沂源|枣庄|薛城|峄城|台儿庄| 山亭|滕州|东营|河口|垦利|利津|广饶|烟台|芝罘|福山|牟平|莱山|长岛|龙口|莱阳|莱州|蓬莱|招远|栖霞|海阳|潍坊|潍城|寒亭|坊子|奎文|临朐|昌乐|青州|诸城|寿光|安丘|高密|昌邑|济宁|任城|微山|鱼台|金乡|嘉祥|汶上|泗水|梁山|曲阜|兖州|邹城|泰安|泰山|岱岳|宁阳|东平|新泰|肥城|威海| |环翠|文登|荣成|乳山|日照|东港|岚山|五莲|莒县|莱芜|莱城|钢城|临沂|兰山|罗庄|河东|沂南|郯城|沂水|苍山|费县|平邑|莒南|蒙阴|临沭|德州|德城|陵县|宁津|庆云|临邑|齐河|平原|夏津|武城|乐陵|禹城|聊城|东昌府|阳谷|莘县|茌平|东阿|冠县|高唐|临清|滨州|滨城|惠民|阳信|无棣|沾化|博兴|邹平|荷泽|牡丹|曹县|单县|成武|巨野|郓城|鄄城|定陶|东明|河南|郑州|中原|二七|管城|金水|上街|邙山|中牟|巩义|荥阳|新密|新郑|登封|开封|龙亭|顺河|鼓楼|南关|杞县|通许|尉氏|开封|兰考|洛阳|西工|廛河|涧西|吉利|洛龙|孟津|新安|栾川|嵩县|汝阳|宜阳|洛宁|伊川|偃师|平顶山|卫东|石龙|湛河|宝丰|叶县|鲁山|郏县|舞钢|汝州|安阳|文峰|北关|殷都|龙安|安阳|汤阴|滑县|内黄|林州|鹤壁|鹤山|山城|淇滨|浚县|淇县|新乡|红旗|卫滨|凤泉|牧野|新乡|获嘉|原阳|延津|封丘|长垣|卫辉|辉县|焦作|解放|中站|马村|山阳|修武|博爱|武陟|温县|济源|沁阳|孟州|濮阳|华龙|清丰|南乐|范县|台前|濮阳|许昌|魏都|许昌|鄢陵|襄城|禹州|长葛|漯河|源汇|郾城|召陵|舞阳|临颍|三门峡|湖滨|渑池|陕县|卢氏|义马|灵宝|南阳|宛城|卧龙|南召|方城|西峡|镇平|内乡|淅川|社旗|唐河|新野|桐柏|邓州|商丘|梁园|睢阳|民权|睢县|宁陵|柘城|虞城|夏邑|永城|信阳|师河|平桥|罗山|光山|新|商城|固始|潢川|淮滨|息县|周口|川汇|扶沟|西华|商水|沈丘|郸城|淮阳|太康|鹿邑|项城|驻马店| |驿城|西平|上蔡|平舆|正阳|确山|泌阳|汝南|遂平|新蔡|湖北|武汉|江岸|江汉|乔口|汉阳|武昌|青山|洪山|东西湖|汉南|蔡甸|江夏|黄陂|新洲|黄石|黄石港|西塞山|下陆|铁山|阳新|大冶|十堰|茅箭|张湾|郧县|郧西|竹山|竹溪|房县|丹江口|宜昌市|西陵区|伍家岗|点军|猇亭|夷陵|远安|兴山|秭归|长阳|五峰|宜都|当阳|枝江|襄樊|襄城|樊城|襄阳|南漳|谷城|保康|老河口|枣阳|宜城|鄂州|梁子湖|华容|鄂城|荆门|东宝|掇刀|京山|沙洋|钟祥|孝感|孝南|孝昌|大悟|云梦|应城|安陆|汉川|荆州|沙市|荆州|公安|监利|江陵|石首|洪湖|松滋|黄冈|黄州|团风|红安|罗田|英山|浠水|蕲春|黄梅|麻城|武穴|咸宁|咸安|嘉鱼|通城|崇阳|通山|赤壁|随州|曾都|广水|恩施|恩施|利川|建始|巴东|宣恩|咸丰|来凤|鹤峰|仙桃|潜江|天门|神农架林区湖南省|长沙|芙蓉|天心|岳麓|开福|雨花|长沙|望城|宁乡|浏阳|株洲|荷塘|芦淞|石峰|天元|株洲|攸县|茶陵|炎陵|醴陵|湘潭|雨湖|岳塘|湘潭|湘乡|韶山|衡阳|珠晖|雁峰|石鼓|蒸湘|南岳|衡阳|衡南|衡山|衡东|祁东|耒阳|常宁|邵阳|双清|大祥|北塔|邵东|新邵|邵阳|隆回|洞口|绥宁|新宁|城步|武冈|岳阳|云溪|君山|岳阳|华容|湘阴|平江|汨罗|临湘|常德|武陵|鼎城|安乡|汉寿|澧县|临澧|桃源|石门|津市|张家界|永定|武陵源|慈利|桑植县|益阳|资阳|赫山|南县|桃江|安化|沅江|郴州|北湖|苏仙|桂阳|宜章|永兴|嘉禾|临武|汝城|桂东|安仁|资兴|永州|芝山|冷水滩|祁阳|东安|双牌|道县|江永|宁远|蓝山|新田|江华|怀化|鹤城|中方|沅陵|辰溪|溆浦|会同|麻阳|新晃|芷江|靖州|通道|洪江|娄底| |娄星|双峰|新化|冷水江|涟源|湘西|吉首|泸溪|凤凰|花垣|保靖|古丈|永顺|龙山|广东|广州|东山| 荔湾|越秀|海珠|天河|芳村|白云|黄埔|番禺|花都|增城|从化|韶关|武江|浈江|曲江|始兴|仁化|翁源|乳源|新丰|乐昌|南雄|深圳|罗湖|福田|南山|宝安|龙岗|盐田|珠海|香洲|斗门|金湾|汕头|龙湖|金平|濠江|潮阳|潮南|澄海|南澳|佛山|禅城|南海|顺德|三水|高明|江门|蓬江|江海|新会|台山|开平|鹤山|恩平|湛江|赤坎|霞山|坡头|麻章|遂溪|徐闻|廉江|雷州|吴川|茂名|茂南|茂港|电白|高州|化州|信宜|肇庆|端州|鼎湖|广宁|怀集|封开|德庆|高要|四会|惠州|惠城|惠阳|博罗|惠东|龙门|梅州|梅江|梅县|大埔|丰顺|五华|平远|蕉岭|兴宁|汕尾|海丰|陆河|陆丰|河源|源城|紫金|龙川|连平|和平|东源|阳江|江城|阳西|阳东|阳春|清远|清城区|佛冈|阳山|连山|连南|清新|英德|连州|东莞|中山|潮州|湘桥区|潮安|饶平|揭阳|榕城区|揭东|揭西|惠来|普宁|云浮|云城区|新兴|郁南|云安|罗定|广西|南宁|兴宁区|青秀区|江南区|西乡塘区|良庆区|邕宁区|武鸣|隆安|马山|上林|宾阳|横县|柳州|鱼峰区|柳南区|柳北区|柳江|柳城|鹿寨|融安|融水|三江|桂林|秀峰区|叠彩区|象山区|七星区|雁山区|阳朔|临桂|灵川|全州|兴安|永福|灌阳|龙胜|资源|平乐|荔蒲|恭城|梧州|万秀区|蝶山区|长洲区|苍梧|藤县|蒙山|岑溪|北海|海城区|银海区|铁山港|合浦|防城港|港口区|防城区|上思|东兴|钦州|钦南区|钦北区|灵山|浦北|贵港|港北区|港南区|覃塘区|平南|桂平|玉林|玉州区|容县|陆川|博白|兴业|北流|百色|右江区|田阳|田东|平果|德保|靖西|那坡|凌云|乐业|田林|西林|隆林|贺州|八步|昭平|钟山|富川|河池|金城江区|南丹|天峨|凤山|东兰|罗城|环江|巴马|都安|大化|宜州|来宾|兴宾|忻城|象州|武宣|金秀|合山|崇左|江洲区|扶绥|宁明|龙州|大新|天等|凭祥|海南|海口|秀英区|龙华区|琼山区|美兰区|三亚|五指山|琼海|儋州|文昌|万宁|东方|定安|屯昌|澄迈|临高|白沙|昌江|乐东|陵水|保亭|琼中|西沙|南沙|中沙|重庆|万州区|涪陵区|渝中区|大渡口|江北|沙坪坝|九龙坡|南岸区|北碚|万盛|双桥|渝北|巴南|黔江|长寿|綦江|潼南|铜梁|大足|荣昌|璧山|梁平|城口|丰都|垫江|武隆|忠县|开县|云阳|奉节|巫山|巫溪|石柱|秀山|酉阳|彭水|江津|合川|永川|南川|四川省|成都|锦江|青羊|金牛|武侯|成华|龙泉驿|青白江|新都|温江|金堂|双流|郫县|大邑|蒲江|新津|都江堰|彭州|邛崃|崇州|自贡|自流井|贡井|大安|沿滩|荣县|富顺|攀枝花|仁和|米易|盐边|泸州|江阳|纳溪|龙马潭|泸县|合江|叙永|古蔺|德阳|旌阳|中江|罗江|广汉|什邡|绵竹|绵阳|涪城|游仙|三台|盐亭|安县|梓潼|北川|平武|江油|广元|元坝|朝天|旺苍|青川|剑阁|苍溪|遂宁|船山|安居|蓬溪| 射洪|大英|内江|东兴|威远|资中|隆昌|乐山|沙湾|五通桥|金口河|犍为|井研|夹江|沐川|峨边|马边|峨眉山|南充|顺庆|高坪|嘉陵|南部|营山|蓬安|仪陇|西充|阆中|眉山|东坡|仁寿|彭山|洪雅|丹棱| 青神|宜宾|翠屏|宜宾|南溪|江安|长宁|高县|珙县|筠连|兴文|屏山|广安|岳池|武胜|邻水|华莹|达州|通川|达县|宣汉|开江|大竹|渠县|万源|雅安|雨城|名山|荥经|汉源|石棉|天全|芦山|宝兴|巴中|巴州|通江|南江|平昌|资阳|雁江|安岳|乐至|简阳|阿坝|汶川|理县|茂县|松潘|九寨沟|金川|小金|黑水|马尔康|壤塘|阿坝|若尔盖|红原|甘孜|康定|泸定|丹巴|九龙|雅江|道孚|炉霍|甘孜|新龙|德格|白玉|石渠|色达|理塘|巴塘|乡城|稻城|得荣|凉山|西昌|木里|盐源|德昌|会理|会东|宁南|普格|布拖|金阳|昭觉|喜德|冕宁|越西|甘洛|美姑|雷波|贵州省|贵阳|南明|云岩|花溪|乌当|白云|小河|开阳|息烽|修文|清镇|六盘水|钟山|六枝特|水城|盘县|遵义|红花岗|汇川|遵义|桐梓|绥阳|正安|道真|务川|凤冈|湄潭|余庆|习水|赤水|仁怀|安顺|西秀|平坝|普定|镇宁|关岭|紫云|铜仁|江口|玉屏|石阡|思南|印江|德江|沿河|松桃|万山|黔西|兴义|兴仁|普安|晴隆|贞丰|望谟|册亨|安龙|毕节|大方|金沙|织金|纳雍|威宁|赫章|黔东|凯里|黄平|施秉|三穗|镇远|岑巩|天柱|锦屏|剑河|台江|黎平|榕江|从江| 雷山|麻江|丹寨|都匀|福泉|荔波|贵定|瓮安|独山|平塘|罗甸|长顺|龙里|惠水|三都|云南|昆明|五华|盘龙|官渡|西山|东川|呈贡|晋宁|富民|宜良|石林|嵩明|禄劝|寻甸|安宁|曲靖|麒麟|马龙|陆良|师宗|罗平|富源|会泽|沾益|宣威|玉溪|红塔|江川|澄江|通海|华宁|易门|峨山|新平|元江|保山|隆阳|施甸|腾冲|龙陵|昌宁|昭通|昭阳|鲁甸|巧家|盐津|大关|永善|绥江|镇雄|彝良|威信|水富|丽江|古城|玉龙|永胜|华坪|宁蒗|思茅|翠云|普洱|墨江|景东|景谷|镇沅|江城|孟连|澜沧|西盟|临沧|临翔|凤庆|云县|永德|镇康|双江|耿马|沧源|楚雄|双柏|牟定|南华|姚安|大姚|永仁|元谋|武定|禄丰|红河|个旧|开远|蒙自|屏边|建水|石屏|弥勒|泸西|元阳|红河|金平|绿春|河口|文山|砚山|西畴|麻栗坡|马关|丘北|广南|富宁|西双版纳|景洪|勐海|勐腊|大理|漾濞|祥云|宾川|弥渡|南涧|巍山|永平|云龙|洱源|剑川|鹤庆|德宏|瑞丽|潞西|梁河|盈江|陇川|怒江|泸水|福贡|贡山|兰坪|迪庆|香格里拉|德钦|维西|西藏|拉萨|林周|当雄|尼木|曲水|堆龙德庆|达孜|墨竹工卡|昌都|江达|贡觉|类乌齐|丁青|察雅|八宿|左贡|芒康|洛隆|边坝|山南|乃东|扎囊|贡嘎|桑日|琼结|曲松|措美|洛扎|加查|隆子|错那|浪卡子|日喀则|南木林|江孜|定日|萨迦|拉孜|昂仁|谢通门|白朗|仁布|康马|定结|仲巴|亚东|吉隆|聂拉木|萨嘎|岗巴|那曲|嘉黎|比如|聂荣|安多|申扎|索县|班戈|巴青|尼玛|阿里|普兰|札达|噶尔|日土|革吉|改则|措勤|林芝|工布江达|米林|墨脱|波密|察隅|朗县陕西省|西安市|碑林|莲湖|灞桥|未央|雁塔|阎良|临潼|长安|蓝田|周至|户县|高陵县|铜川|王益|印台|耀州|宜君|宝鸡|渭滨|金台|陈仓|凤翔| 岐山|扶风|眉县|陇县|千阳|麟游|凤县|太白|咸阳|秦都|杨凌|渭城|三原|泾阳|乾县|礼泉|永寿|彬|长武|旬邑|淳化|武功|兴平|渭南|临渭|华县|潼关|大荔|合阳|澄城|蒲城|白水|富平|韩城|华阴|延安|宝塔|延长|延川|子长|安塞|志丹|吴旗|甘泉|富县|洛川|宜川|黄龙|黄陵|汉中|汉台|南郑|城固|洋县|西乡|勉县|宁强|略阳|镇巴|留坝|佛坪|榆林|榆阳|神木|府谷|横山|靖边|定边|绥德县|米脂|佳县|吴堡|清涧|子洲|安康|汉滨|汉阴|石泉|宁陕|紫阳|岚皋|平利|镇坪|旬阳|白河|商洛|商州|洛南|丹凤|商南|山阳|镇安|柞水|甘肃|兰州|城关|七里河|西固|安宁|红古|永登|皋兰|榆中|嘉峪关|金昌|金川|永昌|白银|平川|靖远|会宁|景泰|天水|秦城|北道|清水|秦安|甘谷|武山|张家川|武威|凉州|民勤|古浪|天祝|张掖|甘州|裕固|民乐|临泽|高台|山丹|平凉|崆峒|泾川|灵台|崇信|华亭|庄浪|静宁|酒泉|肃州|金塔|安西|肃北|阿克塞|玉门|敦煌|庆阳|西峰|庆城|环县|华池|合水|正宁|宁县|镇原|定西|安定|通渭|陇西|渭源|临洮|漳县|岷县|陇南|武都|成县|文县|宕昌|康县|西和|礼县|徽县|两当|临夏|康乐|永靖|广河|和政|东乡|甘南|合作|临潭|卓尼|舟曲|迭部|玛曲|碌曲|夏河|青海|西宁|大通|湟中|湟源|海东|平安|民和|乐都|互助|化隆|循化|海北|门源|祁连|海晏|刚察|黄南|同仁|尖扎|泽库|共和|同德|贵德|兴海|贵南|果洛|玛沁|班玛|甘德|达日|久治|玛多|玉树|杂多|称多|治多|囊谦|曲麻莱|海西|格尔木|德令哈|乌兰|都兰|天峻|宁夏|银川|兴庆|西夏|金凤|永宁|贺兰|灵武|石嘴山|大武口|惠农|平罗|吴忠|利通|盐池|同心|青铜峡|固原|原州|西吉|隆德|泾源|彭阳|中卫|沙坡头|中宁|海原|新疆|乌鲁木齐|天山|沙依巴克|新市|水磨沟|头屯河|达坂城|东山|克拉玛依|独山子|白碱滩|乌尔禾|吐鲁番|鄯善|托克逊|哈密|巴里坤哈萨克|伊吾|昌吉|阜康|米泉|呼图壁|玛纳斯|奇台|吉木萨尔| 木垒哈萨克|博尔塔拉蒙古|博乐|精河|温泉|巴音郭楞蒙古|库尔勒|轮台|尉犁|若羌|且末|焉耆|和静|和硕|博湖|阿克苏|温宿|库车|沙雅|新和|拜城|乌什|阿瓦提|柯坪|克孜勒苏柯尔克孜|阿图什|阿克陶|阿合奇|乌恰|喀什|疏附|疏勒|英吉沙|泽普|莎车|叶城|麦盖提|岳普湖|伽师|巴楚|塔什库尔干塔吉克|和田|墨玉|皮山|洛浦|策勒|于田|民丰|伊犁哈萨克|伊宁|奎屯|伊宁|察布查尔锡伯|霍城|巩留|新源|昭苏|特克斯|尼勒克县塔城|乌苏|额敏|沙湾|托里|裕民|布克赛尔|阿勒泰|布尔津|富蕴|福海|哈巴河|青河|吉木乃|石河子|阿拉尔|图木舒克|五家渠|台湾|香港|澳门。
百格刀说明书
附著力測試儀使用說明書产品型号 QFH-600一、用途該儀器主要適用於有機塗料劃格法附著力的測定。
不僅適用於實驗室,也可用於各種條件下的施工現場。
二、工作原理和適用範圍該儀器以一定規格的工具,將塗層做格陣圖形切割並穿透,劃格完成的圖形按六級分類,評定塗層從底材分離的附著效果。
三、技術指示1、多刃切割刀間距分別爲:1+0.01mm,2+0.01mm。
2、多刃切割刀齒頂直線度分別爲:≯0.003mm≯0.006mm。
3、多刃切割刀工作齒尖寬度:≯0.05mm。
四、操作與使用方法1、試片必須按ISOR1514及ISO2828的規定製備。
2、將試片放置在有足夠硬度的平板上。
3、手持劃格器手柄,使多刃切割刀垂直於試片平面。
4、以均勻壓力,平穩不顫動的手法和20-50mm/S的切割速度割劃。
5、將試片旋轉90度,在所割劃的切口上重復以上操作,以使形成格陣圖形。
6、用軟毛刷刷格陣圖形的兩邊對角線輕輕地向後5次,向前5次的刷試片。
7、試驗至少在試片的三個不同位置上完成,如果三個位置的試驗結果不同,應在多於三個位置上重復實驗,同時記錄全部結果。
8、如需更換多刃切割刀,可用螺絲刀將刀體上兩個螺絲旋松,換上所用的刀,把刀刃口部位貼向手柄一側,將螺絲旋緊。
五、注意事項1、所有切口應穿透塗層,但切入底材不得太深。
2、如因塗層過厚和硬而不能穿透到底材,則該實驗無效,但應在試驗報告中說明。
3、測試膠帶必須是美國3M公司生産的600-1PK測試專用膠帶。
將膠帶貼在整個劃格上,然後以最小角度撕下,結果可根據漆膜表面被膠落面積的比例來求得。
4、試驗應在溫度23±2℃和相對濕度50±5%中進行。
六、售後服務:本儀器自購買之日起,保用期限爲一年,如有任何疑問或是技術問題,請與當地經銷商聯繫。
百格刀附着力测试标准

百格刀附着力测试标准
百格刀附着力测试标准通常包括以下几个方面:
1. 使用材料的粘附力:测试百格刀的刀片和刀柄之间的粘附力,确保刀片能够牢固地附着在刀柄上,不会松动或脱落。
2. 刀片与被割物料的附着力:测试百格刀切割各种不同材料时,刀片与被割物料之间的附着力,包括刀片与物料的摩擦力和接触面积,以确保切割效果的稳定性和精确度。
3. 刀片与刀片之间的粘附力:测试百格刀多刀片组合时,各刀
片之间的粘附力,以确保刀片组合的稳定性和协调性。
4. 刀片与切割表面的粘附力:测试百格刀在切割过程中,刀片
与切割表面之间的粘附力,以确保刀片在切割时不会滑动或失去控制。
5. 清洁粘着力:测试百格刀在使用一段时间后,刀片和刀柄之
间的清洁粘着力,以确保刀片可以容易地取下和更换。
以上是一般百格刀附着力测试的一些标准,具体的测试标准会根
据使用环境和需要进行调整。
百格刀(漆膜划格器)

百格刀-漆膜划格器
产品介绍
百格刀(漆膜划格器)主要适用于有机涂料划格法附着力的测定。
★利用划格刀本身的刀刃,交叉切割塑胶、金属涂装、涂料表面涂层,再利用标准胶带覆盖切割表面撕去后,来判别涂层表面剥落的状况。
★划格器主要是对涂装产品附着力的方格试验,结合各种测试胶带的使用,对各种底材上的涂层、镀层相对于底材的结合能力进行评估。
百格刀(漆膜划格器)规格:
★配1mm刀头×2个(11刃)2mm刀头×1个(11刃);
★配放大镜一个;
★内六角扳手一个;
百格刀(漆膜划格器)使用方法:
★压住刀头划过测样本,刀头刮起表面涂布物(至底材),再作90度角交叉切割,形成十字型的交叉方格状;
★用小清洁刷由45度斜角方向,轻轻扫去碎屑;
★胶带粘贴法只适用于硬质表面:(标准胶带需另购);
★将标准胶带撕起两圈长度,舍弃不用;
★以稳定的速度,撕取长约7.5公分的标准胶带,粘在刚才交错切割好的区域,用手指轻压贴平;
★稳定小心的在0.5~1秒钟时间内,以60度角撕起胶带(胶带停留在样本表面时间勿超过五分钟);
★保留该段胶带(上面可能粘着样本表面的涂布碎屑),您可将它贴在一片透明的膜片上保存;
★检视交叉切割的格状区域,评估涂布表面的附着力,参考后述的评估分级表;★同一组样本至少需在不同部位重复试验三次。
百格测试方法和判断依据

含义参考测试划线力的的接置进实验 被胶 15% 65% 刀利试脱义:一般而言考标准:《GB 试方法:用百线应深及油漆的胶纸牢牢粘接触面积及力进行2次相同验条件及标准规定利用胶带黏起的数ISO 等级:切口的边缘ISO 等级:在切口的相ISO 等级:切口的边缘ISO 等级:沿切口边缘~35% 。
ISO 等级:切口边缘大。
ISO 等级:在划线的边依照客户要正式的话利用美工刀也脱落数量。
言是测试对BT9286‐1998百格刀在测试漆的底层;用粘住被测试力度;用手抓同试验。
准 3M600或61数量依照百格0 =ASTM 缘完全光滑1 =ASTM 相交处有小2 =ASTM 缘和/或相交3 =ASTM 缘有部分剥落4 =ASTM 大片剥落/或5 =ASTM 边缘及交叉要求B 数测试是使用百格也可以. 利百象在经过涂8 色漆和清试样本表面用毛刷将测小网格,并抓住胶带一10的胶带黏格的百分比等级:5B,格子边缘等级:4B片剥落,划等级:3B交处有被剥落等级:2B落或整大片等级:1B或者一些方格等级:0B点处有成片试是否通过格刀,横向与纵用3M600或百格测试涂装之后测试清漆 漆膜的划10×10个试区域的碎用橡皮擦用一端,在垂直百格测试黏贴于百格中比:缘没有任何剥划格区内实际落,其面积大片剥落,或部格部分或全部片的油漆脱落过百格实验,纵向各划1610的胶带试试其附着度的划痕实验》个(100个)1碎片刷干净;用力擦拭胶带直方向(90°中,快速拉起剥落。
际破损≤5% 大于5%~15部分格子被整部剥落,其落,且脱落总一般手机业刀及型成带黏贴于百格的工具。
1mm×1mm 小用3M600号带,以加大胶)迅速扯下起3M 胶带,其。
5% 。
整片剥落。
剥其面积大于划总面积大于业界客户要求100各细小格中,快速拉网格, 每一号胶纸或等胶带与被测下胶纸,同一其面漆或电度剥落的面积超划格区的35%65%。
求在4B 以上小方格.如无拉起3M 胶带一条同效区域一位度层超过%~上。
百格刀附着力测试标准(一)
百格刀附着力测试标准(一)百格刀附着力测试标准引言百格刀是一种常用于工艺制作和家庭装修的切割工具。
为了确保百格刀的附着力能够满足人们的需求,需要建立相应的测试标准。
本文将介绍一套适用于百格刀附着力测试的标准方法。
测试标准的重要性1.准确评估产品性能:通过测试标准,可以客观地评估百格刀的附着力,以确保产品的质量,避免因产品质量问题带来的风险和损失。
2.提高产品竞争力:合格的附着力测试标准将有助于提高百格刀的产品竞争力,满足消费者对产品质量的要求,树立品牌形象。
3.保证用户体验:附着力测试标准的建立,可确保百格刀在使用过程中能够牢固附着,避免使用中的意外伤害。
测试方法以下是百格刀附着力测试的标准方法:1.准备工作–选取合适的测试台面,保证平整度,以便放置待测试的百格刀。
–准备标准化的压力工具,使得施加的压力能够均匀分布在百格刀刀片上。
2.实施步骤1.将待测试的百格刀放置在测试台面上,确保刀片牢固插入刀柄。
2.使用压力工具均匀施加一定大小的压力到百格刀刀片上,保持一定持续时间。
3.记录下施加压力的数值、持续时间以及刀片是否有脱落的现象。
3.结果评估–根据测试结果以及产品规格要求,评估百格刀的附着力性能是否合格。
–若刀片有脱落现象,则附着力不合格;反之,则合格。
测试标准的等级为了更好地评估附着力的性能,可以根据实际需要制定不同等级的测试标准。
以下是一套常用的测试标准等级分类:•等级A:附着力优秀,完全不脱落。
•等级B:附着力良好,在极限压力下有轻微脱落。
•等级C:附着力合格,允许中等程度的脱落。
•等级D:附着力不合格,出现显著脱落。
结论建立百格刀附着力测试标准对于保证产品质量、提高竞争力和保障用户体验都具有重要意义。
通过遵循测试方法并根据实际需要制定相应的测试等级,可以确保百格刀在使用过程中附着力的稳定性和可靠性。
百格测试方法
百格测试
百格测试是电镀行业\丝印及漆面进行附着力性能的一种实验:
1)用百格刀在测试样本表面划10×10个(100个)1mm×1mm小网格,每一条划线应深及油漆的底层;
2)用毛刷将测试区域的碎片刷干净;
3)用3M600号胶纸或等同效力的胶纸牢牢粘住被测试小网格,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;
4)静止3-5分钟后用手抓住胶带一端,在垂直方向(90°/60°)迅速扯下胶纸,同一位置进行2次相同试验。
注意:1mm间距的切割刀用于涂层厚度60um内的试片;2mm间距的切割刀用于涂层厚度60-120um内的试片。
结果判定:要求附着力≥4B时为合格。
ISO等级0/ASTM等级5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆脱落;
ISO等级1/ASTM等级4B-在划线的交叉点处有小片的油漆脱落,且脱落总面积小于5%;
ISO等级2/ASTM等级3B-在划线的边缘及交叉点处有小片的油漆脱落,且脱落总面积在5%~15%之间;
ISO等级3/ASTM等级2B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在15%~35%之间;
ISO等级4/ASTM等级1B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在35%~65%之间;
ISO等级5/ASTM等级0B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
百格测试方法和判断依据

百格测试⽅法和判断依据含义参考测试划线⼒的的接置进实验被胶 15% 65% ⼑利试脱义:⼀般⽽⾔考标准:《GB 试⽅法:⽤百线应深及油漆的胶纸牢牢粘接触⾯积及⼒进⾏2次相同验条件及标准规定利⽤胶带黏起的数ISO 等级:切⼝的边缘ISO 等级:在切⼝的相ISO 等级:切⼝的边缘ISO 等级:沿切⼝边缘~35% 。
ISO 等级:切⼝边缘⼤。
ISO 等级:在划线的边依照客户要正式的话利⽤美⼯⼑也脱落数量。
⾔是测试对BT9286‐1998百格⼑在测试漆的底层;⽤粘住被测试⼒度;⽤⼿抓同试验。
准 3M600或61数量依照百格0 =ASTM 缘完全光滑1 =ASTM 相交处有⼩2 =ASTM 缘和/或相交3 =ASTM 缘有部分剥落4 =ASTM ⼤⽚剥落/或5 =ASTM 边缘及交叉要求B 数测试是使⽤百格也可以. 利百象在经过涂8 ⾊漆和清试样本表⾯⽤⽑刷将测⼩⽹格,并抓住胶带⼀10的胶带黏格的百分⽐等级:5B,格⼦边缘等级:4B⽚剥落,划等级:3B交处有被剥落等级:2B落或整⼤⽚等级:1B或者⼀些⽅格等级:0B点处有成⽚试是否通过格⼑,横向与纵⽤3M600或百格测试涂装之后测试清漆漆膜的划10×10个试区域的碎⽤橡⽪擦⽤⼀端,在垂直百格测试黏贴于百格中⽐:缘没有任何剥划格区内实际落,其⾯积⼤⽚剥落,或部格部分或全部⽚的油漆脱落过百格实验,纵向各划1610的胶带试试其附着度的划痕实验》个(100个)1碎⽚刷⼲净;⽤⼒擦拭胶带直⽅向(90°中,快速拉起剥落。
际破损≤5% ⼤于5%~15部分格⼦被整部剥落,其落,且脱落总⼀般⼿机业⼑及型成带黏贴于百格的⼯具。
1mm×1mm ⼩⽤3M600号带,以加⼤胶)迅速扯下起3M 胶带,其。
5% 。
整⽚剥落。
剥其⾯积⼤于划总⾯积⼤于业界客户要求100各细⼩格中,快速拉⽹格,每⼀号胶纸或等胶带与被测下胶纸,同⼀其⾯漆或电度剥落的⾯积超划格区的35%65%。
0105.如何测试锂电极片剥离强度:百格刀法
如何测试锂电极片剥离强度:百格刀法
随着国内锂电不断规模化扩张,越来越多的企业需要开始重视工艺和品质细节方面的问题。
简单分享下锂电极片剥离强度的测试方法。
测试极片的剥离强度方法一般有两种:拉力测试仪法和百格刀法,今天给大家分享其中一种方法:百格刀法。
所需材料:
1.百格刀
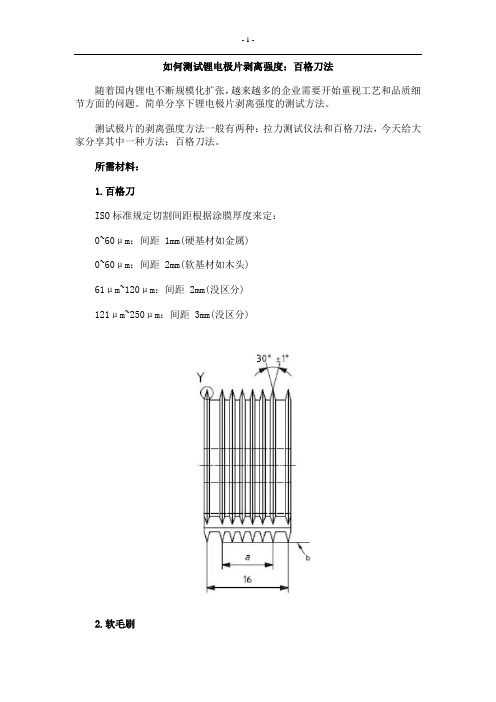
ISO标准规定切割间距根据涂膜厚度来定:
0~60μm:间距 1mm(硬基材如金属)
0~60μm:间距 2mm(软基材如木头)
61μm~120μm:间距 2mm(没区分)
121μm~250μm:间距 3mm(没区分)
2.软毛刷
3.压敏胶带
应采用每 25mm宽粘着力6N和每 25mm宽10N的粘胶带,粘胶带宽度至少为50mm
4.目视放大镜
使用手把式放大镜,放大倍数为2倍或3倍
操作步骤:
1、握住切割刀具使刀垂直于试板表面,以均匀的切割速率在涂层上形成规定的切割数,所有切割应划透至底材表面切口直至底材;
2、相同数量的平行切割线,与原先切割线成90°角相交,以形成网格;
3、用毛刷沿对角方向各刷五次;
4、以均匀速度取出粘胶带并切下长约75mm的长度,将该胶带中心置于网格上方,方向与一组切割线平行,如下图所示,然后用手指把粘胶带在网格上方的部位压平,粘胶带长度至少超过网格 20mm;
5、在贴上胶带 5 分钟内,拿住胶带悬空的一端,并在尽可能接近60°的角度,在 0.5 秒至 1 秒内平稳地撕去胶带(如下图)
6、使用放大镜检查格子区域(照明条件要好)
7、根据结果评价标准分级
以上内容参照标准:ISO 2409:2007。
百格法
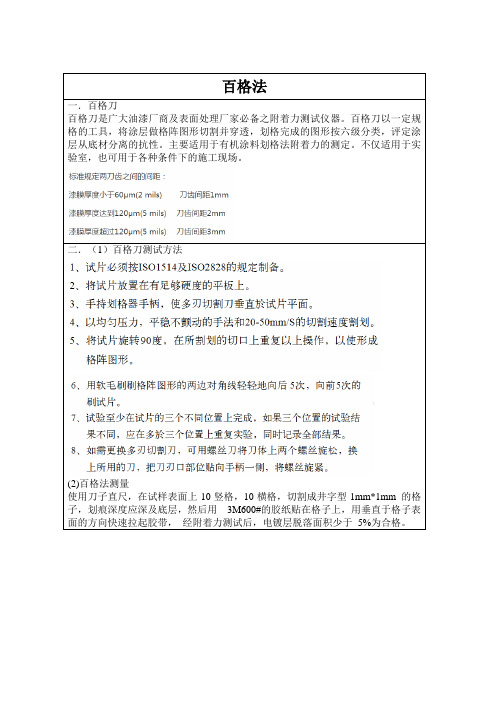
一.百格刀
百格刀是广大油漆厂商及表面处理厂家必备之附着力测试仪器。
百格刀以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
主要适用于有机涂料划格法附着力的测定。
不仅适用于实验室,也可用于各种条件下的施工现场。
二.(1)百格刀测试方法
(2)百格法测量
使用刀子直尺,在试样表面上10竖格,10横格,切割成井字型1mm*1mm 的格子,划痕深度应深及底层,然后用3M600#的胶纸贴在格子上,用垂直于格子表面的方向快速拉起胶带,经附着力测试后,电镀层脱落面积少于5%为合格。
百格刀使用方法及测试准则
百格刀使用方法及测试准则百格刀是一种常见的测量工具,广泛用于各类建筑、工程和机械等领域。
这篇文章将介绍百格刀的使用方法和测试准则,以帮助读者更好地了解和正确使用百格刀。
一、百格刀的使用方法1.准备工作:在使用百格刀之前,需要先将百格刀进行校准,确保刻度的准确性。
2.测量双平面:百格刀主要用于测量平面的平直度和垂直度。
首先,将百格刀的两个边分别贴紧要测量的物体的两个侧面,并将刀尺的表面贴紧要测量的平面。
然后,观察平面与刀尺之间是否有缝隙,或者刀尺与平面的接触是否均匀。
如果有缝隙或者接触不均匀的情况,说明该平面不够平直或者垂直。
3.测量曲面:百格刀还可以用于测量曲面的曲率和圆弧等参数。
使用百格刀时,将百格刀按照曲面的切线方向贴紧,并轻轻滑动。
观察百格刀的接触点与曲面之间的接触面积是否均匀,如果存在局部接触不均匀或者刀尺与曲面之间有缝隙,则说明该曲面存在曲率或者圆弧度不够。
4.记录结果:在进行测量后,需要将测量结果记录下来,方便后续的分析和比较。
通常可以使用百格刀自带的刻度进行测量,或者使用相机或者其他记录设备对测量结果进行拍摄。
二、百格刀的测试准则1.平直度:百格刀可以用于测量物体表面的平直度,即表面是否完全平直。
在进行测量时,需要将百格刀贴紧物体表面,并观察刀尺与表面之间的接触情况。
一般来说,如果刀尺在整个表面上均匀接触,则表面可以认为是平直的;如果存在凹凸不平的地方,则表明该表面不够平直。
2.垂直度:百格刀还可以用于测量物体表面的垂直度,即表面是否垂直于地面或其他参考平面。
在进行测量时,需要将百格刀的刀尺与要测量表面贴紧,并观察刀尺与表面之间的接触情况。
一般来说,如果整个表面上的接触情况均匀,则表明该表面垂直;如果存在部分没有接触或者接触不均匀的情况,则说明该表面不够垂直。
3.曲率和圆弧度:使用百格刀时,可以通过观察刀尺与曲面之间的接触情况来判断曲面的曲率或者圆弧度。
如果整个刀尺与曲面接触均匀且完全,则说明曲率或圆弧度较大;如果只有部分刀尺与曲面接触,有些地方出现间隙,则说明曲率或圆弧度较小。
百格刀测试标准

1.目的规定百格刀使用方法及测试标准,对喷漆件及电镀件表面涂层附着力进行有效控制,确保产品符合要求。
2.范围本标准适用于各类电镀件和喷漆件表面涂层附着力的检查。
3.定义该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的图形按六级分类,评定涂层从底材分离的抗性。
4.职责4.1.品管部负责本文件的制定与修改工作。
4.2.检验员依据此文件对喷漆件及电镀件表面涂层附着力进行检验。
5.作业内容5.1.配置:5.1.1百格刀:1个5.1.2刀片:2个(间距分别为:1+0.01mm,2+0.01mm)5.1.3放大镜:1个5.1.4内六角扳手:1个5.1.5软毛刷:1个5.1.6 3M600透明胶带:1个5.2.测试条件:5.2.1温度:23±2℃5.2.2湿度:50±5%5.3.操作方法:5.3.1将产品放置在有足够硬度的平板上。
5.3.2手持百格刀手柄,使多刃切割刀垂直于产品切割面。
5.3.3以均匀的压力,平稳不颤动的手法和20~50mm/s的切割速度来回6次切割。
5.3.4将产品旋转90°,在所切割的切口上重复以上操作,以使其形成格阵图形。
5.3.5用软毛刷沿格阵图形的两对角线轻轻的来回5次刷产品。
5.3.6用胶带粘贴时,如果胶带是刚开始使用,先撕开胶带两圈弃之不用,然后再以固定的速度撕取一条长约75mm的胶带,将胶带中心以平行于一组切割线的方向贴于格子上,用手指压平胶带使其盖住格子区域且胶带应超出格子至少20mm,用手指用力擦胶带,直至胶带与涂层完全接触。
5.3.7在胶带粘上5分钟内,用较快的速度以60°左右的胶带撕开胶带。
5.3.8用放大镜观察格子区域的情况。
5.3.9试验应至少在产品的三个不同位置完成,如果三个位置的试验结果不同,则应在多于三个位置上重复试验,同时记录全部结果。
5.3.10更换多刃切割刀时,可用内六角扳手将刀体上两个螺丝旋松,换上所用的刀片,将刀刃口部位插入刀片位置,将螺丝旋紧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百格刀使用方法及测试标准
1.该仪器以一定规格的工具,将涂层做格阵图形切割并穿透,划格完成的
图形按六级分类,评定涂层从底材分离的抗性。
技术指标:
1.多刃切割刀间距分别为:1+0.01mmL,2+0.01mm,3+0.01mm。
2.多刃切割刀齿顶直线度分别为:≯0.003mm≯0.006mm。
3.多刃切割刀工作齿尖宽度:≯0.05mm。
4.刀齿间距:1mm/2mm/3mm
5.漆膜厚度:60um/120um/120um
操作与使用方法:
1.试片必须按ISOR1514及ISO2808的规定制备。
2.将试片放置在有足够硬度的平板上。
3.手持划格器手柄,使多刃切割刀垂直于试片平面。
4.以均匀的压力,平衡的不颤动的手法和20-50mm/S的切割速度割划。
5.将度片旋转90°,在所割划的切口上重复以上操作,以使形成格阵图形。
6.用软毛刷测格阵图形的两对角线轻轻地向后5次,向前5次的刷试片。
7.试验至少在试片的三个不同位置上完成,如果三个位置的试验结果不同,
应在多于三个位置上重复试验,同时记录全部结果。
8.如需更换多刃切割刀,可用螺丝刀将刀体上两个螺丝旋松,换上所用的
刀,把刀刃口部位贴向手柄一侧,将螺丝旋紧。
注意事项:
1.所有切口应穿透涂层,但切入底材不得太深。
2.如因涂层过厚和硬而不能穿透到底材,则该试验无效,但应在试验报告
中说明。
3.在特殊情况下或有特殊要求时须配合胶带法测定。
胶带一般是25mm宽的
半透明胶带,背材为聚酯薄膜或醋酸纤维。
将胶带贴在整个划格上,然
后以最小角度撕下,结果可根据漆膜表面被胶落面积的比例来求得。
4.试验应在温度23±2℃和相对湿度50±5%中进行。
附着力测试标准:。