浅谈影响生料立磨产质量的几点因素
影响磨机产质量的原因与对策(包含风扫磨)
0.前言在水泥制备中电耗的65%左右来自粉磨系统,而其中生料制备占整个粉磨中电耗的45%左右。
在生料粉磨过程中,为获得较高而稳定的生产效率,入磨物料综合水份应严格控制在1.2%以下。
当入磨物料综合水份大于3.0%时,磨机产量将下降10-20%;水份大于4.0%时,磨内工状况将会显著恶化。
在此基础上,继续增大物料水份,磨内物料和衬板、研磨体之间产生粘附,导致结圈,糊磨现象,严重降低粉磨效率,粉磨电耗急剧增加。
同时,还会引起生料化学成份分析偏差加大,造成生料质量波动,直接影响到窑的煅烧。
对生料粉磨来说,入磨物料水份对磨机产质量的影响要大于入磨粒度的影响因素通过采取降低入磨物料综合水分,减小进料粒度,加强磨内通风,优化磨机级配,选用高效选粉机等技术措施,生料磨的产量有了明显提高。
但由于受地区、气候的限制,以及人们传统认识上的束缚,特别是南方多雨地区,许多厂虽对烘干设备进行了改造,入磨物料水份仍高达2%~4%。
由于生料水份大,均化效果不佳,库内易拱料,下料不畅,来料不均,计量不准,成球盘中物料忽多忽少,料球质量无法保证。
严重影响到机立窑的稳定操作和煅烧。
熟料质量波动大,游离氧化钙高,强度低。
在冬、春两季多雨及夏季雨水季节,由于入磨物料水份大,加之潮湿物料韧性比干物料大,难破难磨,从而造成磨机产量降低,窑磨供需能力不平衡,停机待料现象时有发生,直接制约着整条线的生产。
如何稳定提高生料磨机的台时产量,降低粉磨系统电耗,是迫切要解决的水泥生产实际问题。
水泥新标准实施后,人们围绕新标准,通过改善配料方案,选用微机配料,准确生料配比,采用预加水成球系统,加强立窑操作等手段来提高熟料质量,取得了很好的效果,但许多厂往往忽视了生料细度及颗粒组成对立窑操作和熟料煅烧的影响。
我们通过大量市场调查和统计发现,有不少立窑水泥企业,往往由于入窑生料颗粒分布不合理,0.2㎜以上的颗粒多,成球质量差,煅烧反应困难,产量低,熟料质量差,磨出的水泥安定性保证不了,影响了水泥出厂。
那些因素影响立磨磨矿技术的研磨效率
那些因素影响立磨磨矿技术的研磨效率立磨由于内部设备自身性能以及外部环境的影响,会出现不合格物料加工现象,粒度不均匀、跑粗现象、效率比以前降低等等,为了解决生产中的问题,这里讲解一下磨矿技术在使用实施过程中受到几个方面的影响。
1.矿石性质的影响,矿石的组成及物理性质对磨矿技术效率的影响很大。
例如当矿石中有用矿物粒度较粗,结构松散脆软时,较易磨碎。
而当有用矿物的嵌布粒度变细、结构致密以及硬度较大时,则比较难磨。
2.一般来说粗粒级在粗磨时较容易,产生合格粒度的速度较快,而细磨则较难。
因为随着粒度的减小物料的脆弱面也相应减少,即变得越来越坚固,所以产生合格粒度的速度也就较慢。
因此,粗磨的磨矿技术效率要比细磨的高。
3.设备因素的影响,设备因素对磨矿技术效率有一定的影响。
例如,溢流型立磨排矿速度较慢,大密度的矿粒不易排出,容易产生过粉碎现象。
另外,与磨矿机构成闭路的分级机,当分级效率低时,易过粉碎,因此会降低磨矿技术效率。
4.操作因素的影响,操作因素无疑要影响磨矿技术效率。
例如在闭路磨矿时,返砂比过大,并超过了磨矿机正常的通过能力时,在磨矿产品中会出现“跑粗”现象。
而返砂比过小,或是没有返砂,则易造成过粉碎现象。
又如负荷过大,则磨矿产品中“跑粗”现象严重,而负荷不足,则过粉碎严重。
因此,磨砂时要求给矿均匀、稳定。
给矿量时大时小都会影响磨矿技术效率的提高。
各段磨矿粒度确定得不合理。
也影响磨矿技术效率。
开磨前需掌握磨机的工况:磨内是否有合适的料层厚度.入磨皮带是否有充足的物料,如果料少,可提前布料。
启动磨主电机,磨喂料和吐渣料循环组,组启动命令发出后.加大窑尾收尘风机人口阀门至80%~85%左右.保证磨出口负压控制在6.5~’7.5kPa左右,逐渐关小两旁阀门至关闭.逐渐打开磨出口阀门和两热风阀门直至全部打开.冷风阀门开度可调至20%f以补充风量,在磨主电机启动前,上述几个阀门应动作完成。
影响立磨不稳定的主要因素

影响立磨不稳定的主要因素一、关键在线监测仪表仪器反馈信号要准确,尤其是出磨负压表、出入磨温度表。
二、立磨操作过程中重要判断调节手法。
1、出磨负压值:反映入磨、外排、成品三者关系。
在出磨温度、加水量等不变的情况下,合理增加入磨物料会造成出磨负压值上升(合理范围内)、外排量、成品量增加。
当入磨物料增加超过磨机承受能力时。
会造成成品比表面积大幅下滑、振动值上升甚至抬辊。
解决措施:首先拉大主风门、然后适当降低选粉机转速、稳定降产,待磨机稳定后,根据比表面积情况合理调节风门开度、选粉机转速和台时产量,确保产品质量合格和磨机稳定。
2、出磨温度值:一般来说,出磨温度控制在100±2.5℃。
来谈一下为什么要控制出磨温度,及不同温度对磨况的影响?控制出磨温度主要作用有两方面:一方面是通过适当的温度对矿渣颗粒进行烘干,便于其在立磨内被粉磨;另一方面是使出磨矿粉达到一定温度,降低其水份至0.8%以下,便于运输、储存。
对出磨温度控制又有什么要求?一般会出现两个影响:一是在入磨产量、风门开度等不变的情况下,出磨温度增加,会使磨内潮湿矿渣被烘干时间变短,较干的矿渣在初步被粉磨的情况下,矿渣粉流速会加强,容易导致部分未被充分研磨的矿渣随入磨风被拉至立磨腔体内,容易造成磨盘上料子减少、磨机腔体内料子增加(一少一多就是所谓的压差上升的主要原因),同时由于磨盘上的料子减少,增加了磨盘和磨辊接触的概率,磨盘和磨辊接触造成所谓的磨机振动。
解决措施:降低选粉机转速、拉大风门使更多的粉料被及时从磨内抽走,降低磨内负压值。
同时适当增加喷水量、降低入磨温度,对出磨温度进行调节。
待磨机稳定后,根据矿粉比表面积情况合理调节风门、选粉机转速及出磨温度。
二是出磨温度太低会造成两种情况:1是温度太低会降低矿渣被粉磨的容易程度,同时流速降低;2是温度太低导致被粉磨的矿渣粉水份较大,在磨盘和选粉机之间的粉料容易在立磨腔体内凝聚,当达到一定程度会形成所谓的粉末团,造成所谓的塌料现象,瞬间造成磨盘上料子增加导致磨盘和磨辊间料子增多,造成振动和负压上升。
立磨在生产中出现的几个问题及解决办法
1.1原因分析(1)在预均化堆场布的料中只有粉煤灰和石灰石,由于没有粘土的掺入,立磨内的物料料粒之间粘附力减弱,料层的稳定性差,振动几率加大。
再加上循环风机的叶片磨损,风机叶轮的动态平衡不好,导致风机的抽力不稳定,使磨机内的物料忽多忽少,在操作上迫使操作员不断地通过压差及出口温度调整喂料量,以保证磨内物料量及料层的稳定。
调整的喂料量很难与波动的风量相一致,导致磨内物料量变化大,料层不稳定,磨机振动频繁,致使拉紧缸多次漏油。
(2)拉紧缸的密封圈由于使用的时间长而老化现象严重,需要更新。
(3)拉紧力设定范围不合理。
原来的设定范围是12~14 MPa,这个设定范围太窄,而且这个范围相对于现在的物料来说偏高。
拉紧力设定的范围窄,不但使拉紧缸内的氮气囊的缓冲能力减弱,而且使拉紧站的油泵在很短的时间内频繁启停,严重时会导致拉紧站的电机烧毁。
设定拉紧力偏高会使拉紧缸内的油压一直很高,这样高的油压给已经老化了的密封圈带来较高压力,再加上入磨物料中的铁矿石粒度过大(有的超过130 mm),这样大块的铁矿石不但使磨机振动加大而且会使拉紧力出现大的波动,大于14.MPa的较高的压力经常出现,这样瞬时较大的压力不断地冲击着密封圈,这就更增加了拉紧缸密封圈漏油的机会,1-2解决办法(1)把进厂的铁矿石进行预破碎,降低铁矿石的人磨粒度。
(2)焊补循环风机叶片,并调整好它的动平衡,保证平稳的排风量,同时也减少风机的振动,降低循环风机的电流。
(3)根据物料的易磨性来确定合理拉紧力参数,由原来的12~14]V[Pa改为9~12]VIPa。
将原来的石灰石、粉煤灰预配料改为石灰石、粉煤灰、粘土三组分预配料,因为有粘土的加入,增加了料层的稳定性,提高了磨机的稳定性。
(4)由于温度过高或过低、排风量的过大或过小、喷水量的多与少、研磨压力的升高或降低等都会引起磨机的振动,所以在操作中必需避免上述现象的发生,优化参数以确保磨机稳定运转。
2粗粉分离器叶片掉落2.1原因(1)磨机振动大且频繁。
水泥立磨危险有害因素及预防措施

水泥立磨危险有害因素及预防措施水泥立磨危险有害因素及预防措施一、立磨振动故障原因及处理措施影响立磨运转最主要的因素就是振动。
立磨的振动是用减速机振动传感器(减速机上安装横向、纵向两种)检测的。
它测量出的数值将被转换成电信号,传入电脑。
但是如果调整不好,振幅一旦超出额定值,就会自动报警直到停磨。
1. 操作方面振动的原因及处理措施1.1 料层的影响1.1.1料层薄的原因及处理措施(1)喂料量小。
立磨的喂料量必须适应磨机能力,每当喂料量低于额定产量,料层将逐渐变薄,磨辊面与磨盘面直接接触引起振动。
处理措施:立即增加喂料量,适当降低辊压,根据料层厚度的增加,掌握喂料量增加的幅度,待稳定料层50 mm左右后,恢复辊压。
(2)当物料硬度低、易碎性好、辊压相对高时,即使有30 mm~50 mm的厚度的料层,瞬间也有压空的可能,从而引起振动。
处理措施:适当降低辊压,增加喷水量,根据磨况增加喂料量。
1.1.2料层厚的原因及处理措施喂料量过大,同料层薄相反,磨盘上将会出现“犁料”现象,形不成稳定的料层。
磨辊面与磨盘面间断接触,引起振动。
处理措施:立即降低辊压,减小喂料量,消除“犁料”现象,根据料层厚度降低的情况,把握喂料量。
1.2 入磨物料的粒度辊式磨是多级粉碎,循环粉磨,入磨物料的粒度一般可大至磨辊直径的5%,合理的粒度级配也是提高磨机产量的重要环节。
大型立式辊磨机设置外循环的主要目的就是调整入磨物料的粒度级配,但物料有离析现象时,料块过大或过碎都会引起磨机的振动。
(1)入磨物料粒度大于Φ 40 mm占80%以上,物料的内在水分减小,将形不成很好的料层,外循环量增大,最后“饱磨”振动。
处理措施:减小喂料量,增加喷水量,适当增加辊压。
(2)入磨物料过碎,粒度小于Φ5 mm占80%以上,会产生料层薄或“犁料”现象,引起振动。
处理措施:及时增加喂料量或减小辊压。
1.3 喷水量(1)喷水量过小,加上入磨物料的内在水分较小(1%左右),料层不易稳定,引起振动。
立磨在生产中出现的几个问题和解决办法
立磨在生产中出现的几个问题和解决办法1、拉紧站油缸频繁漏油1.1 原因分析(1)在预均化堆场布的料中只有粉煤灰和石灰石,由于没有粘土的掺入,立磨内的物料料粒之间粘附力减弱,料层的稳定性差,振动几率加大。
再加上循环风机的叶片磨损,风机叶轮的动态平衡不好,导致风机的抽力不稳定,使磨机内的物料忽多忽少,在操作上迫使操作员不断地通过压差及出口温度调整喂料量,以保证磨内物料量及料层的稳定。
调整的喂料量很难与波动的风量相一致,导致磨内物料量变化大,料层不稳定,磨机振动频繁,致使拉紧缸多次漏油。
(2)拉紧缸的密封圈由于使用的时间长而老化现象严重,需要更新。
(3)拉紧力设定范围不合理。
原来的设定范围是12~14 MPa ,这个设定范围太窄,而且这个范围相对于现在的物料来说偏高。
拉紧力设定的范围窄,不但使拉紧缸内的氮气囊的缓冲能力减弱,而且使拉紧站的油泵在很短的时间内频繁启停,严重时会导致拉紧站的电机烧毁。
设定拉紧力偏高会使拉紧缸内的油压一直很高,这样高的油压给已经老化了的密封圈带来较高压力,再加上入磨物料中的铁矿石粒度过大(有的超过130 mm) ,这样大块的铁矿石不但使磨机振动加大而且会使拉紧力出现大的波动,大于14 .MPa 的较高的压力经常出现,这样瞬时较大的压力不断地冲击着密封圈,这就更增加了拉紧缸密封圈漏油的机会。
1.2 解决办法(1)把进厂的铁矿石进行预破碎,降低铁矿石的人磨粒度。
(2)焊补循环风机叶片,并调整好它的动平衡,保证平稳的排风量,同时也减少风机的振动,降低循环风机的电流。
(3)根据物料的易磨性来确定合理拉紧力参数,由原来的12 ~14]V[Pa 改为9~12]VIPa 。
将原来的石灰石、粉煤灰预配料改为石灰石、粉煤灰、粘土三组分预配料,因为有粘土的加入,增加了料层的稳定性,提高了磨机的稳定性。
(4)由于温度过高或过低、排风量的过大或过小、喷水量的多与少、研磨压力的升高或降低等都会引起磨机的振动,所以在操作中必需避免上述现象的发生,优化参数以确保磨机稳定运转。
材料工程技术《影响立磨产量的因素及增产措施》
影响立磨产量的因素及振动分析摘要*******有限公司是6000t/d的新型干法水泥生产线,对生料的需求和要求较高。
因此,立磨的产量控制就成为我们考虑的最重要的因素之一。
影响立磨产量的因素有很多,对于立磨而言,如何控制立磨产量及排除和避免出现常见故障就显得尤为重要。
本文通过对******水泥公司立磨系统的调查研究并从多方面收集资料分析出了一些如物料性质、磨辊压力、风量、选粉机问题等影响立磨的产量的比较常见的因素,及列出一些主要从设备故障问题和工艺控制上来提高立磨产量的措施。
在实际的操作中会出现很多问题,但是振动的影响比较大,在这些问题中,本文主要对的振动进行了解分析。
关键词:立磨,产量,故障,振动INFLUENCE FACTORS OF THE MILL YIELD ANDVIBRATION ANALYSISABSTRACT********cement Co.,LTD is 6000t/d RSP cement production line, the needs and requirements of raw higher. Therefore, the vertical mill production control to become the single most important factor. Vertical mill production of many factors, in terms of the vertical mill, vertical mill production and how to control and avoid the common fault exclusion is particularly important.Based on the ******* cement vertical mill systematic investigation and study and analyze the collection of information from many such as material properties of some, roller pressure, air flow, separator problems of vertical mill of the more common production Factors, and lists some of the major issues from equipment failure and process control up measures to improve the vertical mill production. In the actual operation will be a lot of problems, but the vibration is relatively large, on these issues, the paper mainly to understand the vibration analysis.KEY WORDS: Vertical mill, Yield, Fault, Vibration目录前言 (1)第1章******公司立磨系统概况 (2)1.1 ******水泥公司立磨系统流程 (2)1.2立磨的结构 (3)1.3立磨的原理 (5)第2章影响立磨产量的因素 (6)2.1 物料的影响 (6)2.2 磨辊压力的影响 (7)2.3 选粉机的影响 (8)2.4 风量调节阀门的影响 (8)2.5 喷水量的影响 (9)2.6 电收尘器的影响 (9)2.7 立磨进出口温度的影响 (9)2.8 系统风量的影响 (10)第3章立磨振动 (12)3.1 物料性质的变化 (12)3.2 设备故障 (13)3.2.1 衬板过度磨损 (13)3.2.2 液压系统出现故障 (13)3.3 工艺控制 (13)3.3.1 磨内进入异物引起振动 (13)3.3.2 热风温度 (13)3.3.3 系统风量不合理 (14)3.3.4 入磨物料不稳定 (14)3.3.5研磨压力设定不合理或氮气囊压力不平衡 (15)3.3.6 喷水系统 (15)3.3.7 选粉机转速 (15)3.3.8 挡料环太高、太低 (15)第4章提高立磨产量的措施 (16)4.1 导风板角度 (16)4.2 物料离析和湿度对粉磨效率的影响 (16)4.3 改善布料状况 (16)4.4 提高选粉效率 (17)4.5 提高原料入床前的烘干效果 (17)4.6 改善喷水装置 (17)4.7 磨辊衬套的改进 (17)结论 (18)谢辞 (20)参考文献 (21)外文资料翻译 (22)前言以预分解窑为代表的新型干法水泥生产技术是国际公认的代表当代技术发展水平的水泥生产方法。
生料立磨检修后产量低的原因及措施
N0. 2 1 4 0 0
新 世 纪水 泥导报 Ce n ief r e E o h me t Gud w p c o N
文献标识 码 :B 文章编号 :10 —4 32 1)40 4 — 1 0 80 7 (0 00 -0 50
彩磨丝 木
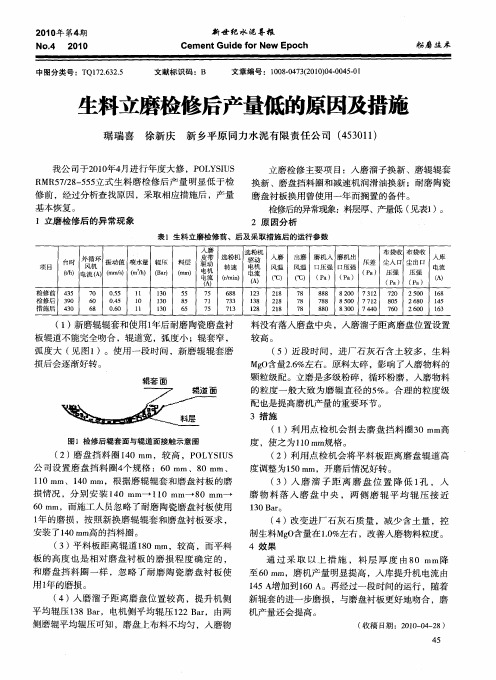
( 5)近段 时 间 ,进 厂 石 灰 石 含 土较 多 ,生 料
Mg 含 量26 O . %左 右 。原料 太碎 ,影 响 了入 磨 物料 的
颗 粒级 配 。立磨 是 多级粉 碎 ,循 环粉 磨 ,入磨 物料 的粒 度 一般 大致 为 磨 辊 直 径 的5 %。合 理 的 粒度 级 配也 是 提高磨 机 产量 的重 要环 节 。
f) A
项目
f ℃、 28 1 28 1 28 1
( ( a ( a ℃) P) P) 7 8 7 8 7 8
( a) ( a) P P
() A 18 6 15 4 13 6
13 2 18 3 18 2
8 8 82o 7 1 7 0 250 8 o 2 3 2 0 7 8 85o 7 l 8 5 260 8 o 2 7 o 8 80 83o 7 4 7 0 260 8 0 4 O 6 0
1 0 Ba 。 3 r
6 m,而施 工 人员 忽 略 了耐磨 陶瓷磨 盘 衬板 使 用 0m 1 的磨损 ,按 照新 换 磨 辊辊 套 和 磨 盘衬 板 要 求 , 年
安装 了 101m高的 挡料 圈 。 4 T i
( 4)改 变 进 厂 石灰 石 质 量 ,减 少 含 土 量 ,控 制生 料 Mg 含量在 1 %左右 ,改 善人 磨物 料粒 度 。 O . 0
4 效 果
MPS5000B立磨在生产中出现的问题及措施
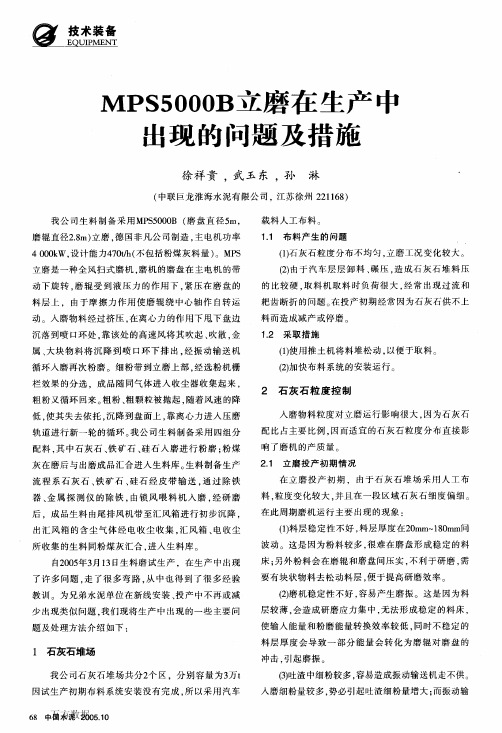
表1
3 25 27 8 15 20 25
磨辊辊皮的磨损量
4 5 38 38 23 24 27 30
6
22 15 12 10 18 15
7 14 10 8 5 13 12
8
5 4 5 2 8 5
9 2 0 2 1 5 5
lO 0 0 0 0 2 0
55 50
30 32 40 48
6磨辊辊皮的磨损
我公司磨辊辊皮磨损非常严重(可能和我公司人 磨原材料的易磨性较低有关),磨损量主要在磨辊的 外侧,呈波纹状,最大100mm时,根据检修 周期考虑更换,使用周期约1年),目前尚不影响使用, 但考虑到我公司立磨运行时问尚短,如此大的磨损量 势必会降低设备的使用周期,且磨损量的加剧会降低 磨辊的碾压能力,影响磨机的运行质量。为确保立磨 生产的安全稳定运行,根据京阳的生产经验,立磨易 损件应抓紧准备,其中主要包括:立磨研磨板、辊皮、 磨辊轴承(包括密封件)和螺栓。由于磨辊辊皮、立磨 研磨板备件加工的周期较长(京阳约为7个月),因而 需及早进行对辊皮备件的准备工作。我公司3个磨辊 辊皮的磨损量统计情况可见表1。
1石灰石堆场
我公司石灰石堆场共分2个区,分别容量为3万t 因试生产初期布料系统安装没有完成,所以采用汽车
68中国水泥2005.10
冲击,引起磨振。 (3)吐渣中细粉较多,容易造成振动输送机走不供。 人磨细粉量较多,势必引起吐渣细粉量增大;而振动输
万方数据
送机的工作特性不利于输送粉料,对于含有粉状物料 的块粒物料,其输送量将低于额定值的10%~70%。 2.2石灰石粒度对磨机影响 由于石灰石细粉较多对磨机影响较大,因此在 其后一段时间里校枉过正。石灰石粒度控制的又偏 大,大于70mm的块状石灰石较多。在此周期磨机运 行主要体现出的现象:吐渣量偏大,循环负荷较大。 由于入磨粒度较大,物料很难在磨内很快研磨成产 品,这样就会造成一些块状物料排渣,增大了循环 量。为适应物料,操作上只有采取增大研磨压力,而 这样又会增大磨机电流。造成操作上的不稳定。
水泥原料立磨设备问题分析及解决方案

水泥原料立磨设备问题分析及解决方案磨机轰鸣,粉尘弥漫,在这片工业的乐章中,水泥原料立磨设备扮演着至关重要的角色。
然而,岁月的痕迹和技术的局限,让这些问题逐渐浮现,成了我们不得不面对的难题。
今天,就让我们深入分析这些问题,并提出针对性的解决方案。
一、问题分析1.设备磨损严重立磨设备在长期运行过程中,物料与磨盘、磨辊的摩擦,使得设备磨损严重。
尤其是磨盘和磨辊,磨损速度较快,影响了设备的稳定性和生产效率。
2.粉尘污染问题水泥原料立磨设备在运行过程中,物料破碎产生的粉尘,容易造成环境污染。
这不仅影响了员工的健康,也对周边环境造成了影响。
3.设备故障率高由于磨损、污染等因素,立磨设备的故障率较高,影响了生产的连续性和稳定性。
4.能耗问题立磨设备在运行过程中,能耗较高,尤其是磨盘和磨辊的驱动系统,能耗占比较大。
这不仅增加了生产成本,也对环境保护不利。
二、解决方案1.优化设备设计针对设备磨损严重的问题,我们可以从设备设计入手,采用耐磨材料,提高磨盘和磨辊的耐磨性能。
同时,优化磨盘和磨辊的结构,减少磨损。
2.改进生产工艺为了解决粉尘污染问题,我们可以改进生产工艺,采用封闭式生产,减少物料破碎过程中产生的粉尘。
同时,加强通风和除尘设备的使用,降低粉尘浓度。
哎哟,这个解决方案听起来不错。
不过,设备故障率高的问题怎么解决呢?3.强化设备维护针对设备故障率高的问题,我们需要加强设备的日常维护和保养。
定期检查设备,发现磨损严重的部件及时更换,避免因磨损导致的故障。
同时,提高员工的操作技能,减少误操作。
4.降低能耗(1)优化设备驱动系统,提高电机效率。
(2)采用变频调速技术,实现电机转速的精确控制。
(3)加强设备散热,降低设备运行温度,减少能耗。
5.创新技术应用当然,我们还可以探索新的技术应用,如:(1)采用先进的磨盘和磨辊材料,提高耐磨性能。
(2)引入智能控制系统,实现设备的自动优化运行。
(3)开展设备故障预测研究,提前发现并解决潜在问题。
立磨运行中差压高、振动大影响生产的原因和解决办法
立磨运行中差压高、振动大影响生产的原因和解决办法立磨虽然发展较晚,但因其优良的技术性能使其在现代工业原料粉磨生产中得到广泛应用,特别是水泥熟料和矿渣的粉磨也越来越多的采用立式磨粉机。
本文分享立磨生产过程中出现差压过高和振动过大的原因及解决办法。
立磨差压高1)喂料量大,粉磨能力不够。
处理:根据磨机功率,适当减产。
2)产品太细,内部循环负荷值高。
处理:降低选粉机转速。
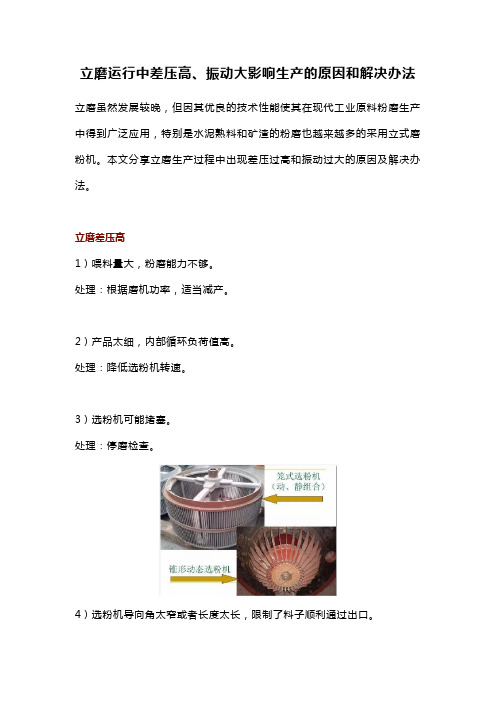
3)选粉机可能堵塞。
处理:停磨检查。
4)选粉机导向角太窄或者长度太长,限制了料子顺利通过出口。
5)挡料环过高,造成内部循环负荷高。
处理:停磨调整。
6)刮料板断或掉,未形成回料。
物料挡板断或掉,形成大量回料。
处理:停磨检修。
7)磨内气流量小,影响物料通过选粉机。
处理:磨机风机加大抽风量,调节风机进口风门。
8)入磨压力管发生堵塞,入磨压力(负压值)返回变小,造成磨内差压显示值偏高。
处理:通知仪表工进行处理。
9)入磨风温太高、风速太快,物料在磨盘上无法形成料层,悬浮在磨内,造成压差高。
处理:调节增湿塔温度或调节外风(或循环风),降低入磨风温,减缓风速。
10)操作中外风利用太多或回料(拉链机)侧门被打开,致使入磨压下降,减缓了磨系统的内循环,加大了外循环的回料,使其富集,造成磨内差压变高。
处理:操作中调节磨系统的内循环,加大外循环的回料,关闭各门,杜绝漏风现象的发生。
11)物料的研磨性很差,物料难磨,造成磨内压差很高。
处理:减产运行或适量增加研压或现场检查压力罐。
12)立磨长时间运行,使磨内石英晶体含量增大,致使物料难磨,差压升高。
处理:减产运行或把这部分物料排出磨外。
立磨振动大正常操作中没有维持立磨合理料层和料面形状,就会引起立磨振动。
经实践分析,我们认为引起立磨振动原因以及处理措施有以下几个方面:1)磨内进入异物引起振动。
来自磨内和磨外的金属异物,如导风叶片,检修后遗留工具等。
若是较小金属则可提起磨辊、降低抽风,由回料下料口处拿出;若是较大金属则要开磨门取出。
影响立磨产质量的因素
影响立磨产质量的因素1 引言我公司于2004年建成投产一条年产l00万吨水泥的生产线,使用德国莱歇公司LM56.2+2C/S辊式立磨分别粉磨矿渣和熟料,现就多年来使用经验,谈谈影响立磨产质量的因素,与大家共同探讨。
2 影响立磨产质量的因素(1)物料的影响喂料量的稳定是影响立磨正常运行的关键,特别是粉磨矿渣超细粉,喂料不均匀会导致料床产生磨振,温度也不好控制;风量及负压调节过于频繁也会影响到热风炉的控制,严重时可能导致热风炉结焦而停产;其次物料中含铁量的多少也会影响到立磨的产质量。
随着粉磨时间的增加,磨床内存积细铁颗粒就越多,不仅影响磨机的粉磨效率,增加辊套及磨盘的磨损,在同等条件下还会减小出磨成品的比表面积。
而物料中粗颗粒铁、大块铁较多或物料中有大块的输送胶带等杂物的话,还会造成叶轮喂料机的卡死导致停磨,即使入磨,也会增加立磨的振动,以致无法控制造成停机,严重影响磨机的正常运行。
因此要求入料稳定及多级除铁来稳定物料。
粉磨熟料时,由于熟料的物理性质不同,喂料量的均匀与否对立磨的运行不会有太大的影响,当然也不能相差太大(我公司立磨粉磨熟料运行时,喂料量同时在70~200t/h间变化时,短时间内也不会造成磨机的停磨),但会影响回料量的控制,太大时也会影响到出磨成品的比表面积。
熟料中细粉量的多少会影响到立磨的振动,如同时入磨的细粉太多(如清理收尘器的大量积灰等),入磨后控制不好会带来较大的振动,造成停机影响运行;而熟料中大颗粒物料(一般>60mm)太多,就会增加磨机回料,相应地会减少磨机产量。
(2)磨机操作压力的影响磨机操作压力的大小,会直接影响粉磨能力。
随着操作压力的增加,粉磨能力会不断增强,粉磨功耗也会随之增加,压力的大小和产质量之间应有适当的范围,在保证产质量的前提下,压力不应设得太大。
一般粉磨矿渣超细粉时压力设定较高,产量也高,而粉磨熟料时,熟料的易磨性相对较好,压力设定相对较小,太大不一定会带来产量的提高,还有可能增加回料量,增大磨机损耗,因此应根据磨况适时调节操作压力。
影响AT X O立磨产量的原因和对策

ATOX立磨挡料环的作用是使物料能在磨盘上得到充分的碾磨。
挡料环受到磨损或者掉一段,势必降低了料层厚度,磨机振动会变大,粗粉没有得到充分地粉磨就在离心力的作用下甩出磨盘,增加了回料量,人磨总量也增加了,这样只能降低立磨产量,且振动大,也易跳停,影响磨机运行。
所以要定期检查挡料环,发现问题及时处理。
2.1.3喷口环的磨损对立磨产量的影响ATOX立磨喷口环的主要作用是通过导向叶片改变风向,保证气流旋向上升,带走物料。
若喷口环磨损或局部受到磨损,气流就变乱,形成不了稳定的旋向上升气流,且风速也会降低,物料不能被及时带走,返回磨盘或落人喷口环底部刮料腔,’增加循环量影响磨机产量。
2.1.4液压系统压力对磨机产量的影响一般来说,碾磨压力与产量成正比关系,碾磨压力越大产量越高。
.ATOX立磨采用双向液压缸,启动前可将磨辊抬起,空车开机,无需辅助传动装置。
待喂入一定量的物料,达到一定的料层后,放磨辊,液压缸向另一个方向施压,开始粉磨,将碾磨压力调至上限,尽可能保证压力至最大限度,达到最佳粉磨效果。
液压系统压力泄漏保压困难,液压缸损坏、氮气包压力不平衡等会影响磨况,对此应及时处理。
2.2工艺方面的问题2.2.1原料性能的影响ATOX立磨对物料方面的要求,主要表现在易磨性和粒度上。
物料的硬度大,如高硅料易磨性差,为了达到合格的生料,势必延长物料的粉磨时间,增加磨内循环,磨内的物料不能及时排出,只能降产运行;另外在给料粒度上也有要求,一般给料粒度在80 mm以下,30 min以上的最好占一半,80:min的物料最好控制在5%左右,否则会影响磨机产量。
物料粒度过大,会增加碾磨次数,循环量增加,压差高,难磨,而且也会引起大的振动,运行不平衡。
所以根据各厂家原料的实际情况,根据物料的易磨性和粒度情况等,控制好磨机的运行,以免影响产量。
2.2.2系统漏风方面的影响ATOX立磨系统的膨胀节、连接法兰、人磨溜子等处易漏风。
磨机本体漏风,势必会造成压差偏小,风速不够,粉料不能被及时带走,影响磨机产量。
影响生料立磨系统稳定的因素
影响生料立式磨系统稳定运行的主要因素主要有:喂料量:稳定喂料量是确保磨内差压的前提条件,入料时多时少,则料层时厚时薄,磨机电流不稳定,振动随之增大。
生产中在保证产品质量的前提下,力求达到尽可能高的产量,可通过改变立磨差压输入来调整喂料量,这取决于磨机通风量、研磨能力、进出口风量以及振动情况。
通常,在增加喂料之前等效压力加大,当磨内差压相对降低后再逐渐增大喂料量,然后根据差压和风温调整热风风门、循环风门、主风机风门的开度,直至磨机稳定。
原料粉磨特性和入磨粒度:粉磨过程物料易磨性的影响,对较难粉磨的物料,立磨产量下降,磨盘上大颗粒物料堆积形成排渣量增多;排渣增多还与磨辊和磨盘衬板磨损以及入磨粒度过大有关,两者都是降低产量的直接原因。
入磨的最大粒度因磨机的大小不同而不同,一般有40—80mm。
颗粒过大或粒度不均,也会增加排渣量。
入料粒度不均匀,主要是受物料离析作用的影响,产生于料仓的进料和出料两个环节。
混合料的排渣回料进入料仓时,离析作用使大块物料集中于仓内边缘部位,当仓内料位较低时,大块物料集中落下,这就增大了磨机不稳定因素。
因此在控制合理料位的同时,也需要从料仓的进料环节减轻离析现象。
研磨压力:过小的研磨压力不能充分细磨物料,排渣增多。
压力过大,粉磨效率虽高,但功率消耗也增大,易引起振动。
磨机通风系统漏风:加强对磨机及其各管道阀门、膨胀节等气流装置的管理、维护,仍是系统稳定运行不可忽略的因素。
立磨漏风主要发生在喷口环以上的部位,这里大量漏风,将破坏磨内风的旋流流场,引起气流紊乱,导致磨内工况恶化,磨机运行不稳定,排渣增多。
物料在磨内同时进行烘干粉磨和输送,需要一个适宜的风量,既需满足物料水分的烘干,也需满足合格细粉被带出磨外。
这主要通过调节风门来实现。
磨盘挡料环高度:挡料环的高度,不是一个固定值,随着磨损将逐渐减小,系统操作控制参数也相应改变。
其基本规律是,挡料环高度与研磨压力成正比,与磨辊、磨盘料板的磨损程度成反比。
出磨生料质量影响因素分析及改进

出磨生料质量影响因素分析及改进2007.No.7水渗f一35一出磨生料质量影响因素分析及改进许玉真,陈中飞(曙光强兴水泥有限公司,河北唐山063708)中图分类号:TQ172.614.1文献标识码:B文章编号:1002—9877(2007)07-0035-03 新型干法水泥生产线普遍采用生料均化库以提高均化效果,但受料位,均化设施等的影响,生料均化效果并不十分理想,因此提高出磨生料质量合格率仍是稳定熟料质量的关键.现结合我公司生产过程质量控制情况,对影响出磨生料质量合格率的因素及工艺条件进行分析,针对出磨生料质量控制中常见的问题,谈一下自己的看法.l生产工艺流程及主机设备简介我公司是一条2500ffd的新型干法水泥熟料生产线,生料质量控制采用QCX生料配料自动控制系统,利用荧光分析仪对出磨生料进行快速检测,通过调整生料的三率值来实现对出磨生料质量的控制.主要工艺设备规格能力见表1.表1主要工艺设备参数设备名称规格型号设计能力实际能力石灰石预均化堆场2—250mx60m2.5万t2.5万t煤预均化堆场2—169m~25m3000t3000t生料均化库l8mx43.5m90oot9000t生料磨qb4.6mx(10+3.5)Inl90t,h205t,h煤磨qb2.8rex(5.75+2.25)In22t/h2Ot,h回转窑中4.2m~60m2500t/d2750t/d篦冷机BL2500水平推动式25oGd275O洲2原材料及生,熟料质量控制情况2.1原材料及主要化学成分我公司采用四组分配料:石灰石,砂岩,铝矾土和钢渣,均是当地资源.其中石灰石有两种:一种是碱石尾矿,CaO含量51%,MgO含量2.0%左右,这种石灰石结构疏松,易磨性好;另一种石灰石CaO含量在48%左右,其矿物成分以方解石为主,其次是O/一石英,质地较硬.在生产中两种石灰石按2:1搭配使用. 砂岩SiO含量较高,烧失量小,主要物相为结晶良好的一石英晶体,晶粒粗大完整,杂质很少,易磨性较差.铝矾土主要物相为O/一石英晶体,且含有较多反应活性较好的黏土类矿物,各矿物晶体粒度细小,结构疏松,反应活性以及易磨性较好;钢渣则是附近钢厂的副产品,经除铁处理后的颗粒状物料,其易磨及易烧性相对较好.原材料的主要化学成分见表2.表2原材料主要化学成分分析%名称LossSiO2Al203F0203Ca0MgO0Na20SO3∑石灰石40.794.10l-390.4949.742-350.400.060.0299.34 砂岩1.0593.642.561.050.100.560.4l0.0999.37铝矾土l3.7440.5733.8210.56O.19O.12O.230.0799-3O 钢渣-0.9416.284.5325.4540.4010.550.040.0496-35 2.2生,熟料主要化学成分及指标入窑生料中,由于掺入了饱和比较高的收尘灰,使得入窑生料比出磨生料的三率值有一定的变化. 生,熟料主要化学成分及指标见表3.表3生,熟料主要化学成分及指标化学成分/%率值物料名称80lXm筛余/%水分/%LossSiO2Al203F0203Ca0MgO∑KHsMlM出磨生料36.o3l3.7l2.841.8642.652.3299.4l0.972.921.5315.O1.O 人窑生料35.95l3.552.901.8343.002.1299350.992.871.58l5.01.0 熟料O.O321.565.063-3865.1303.4l98.44O.922.551.5O3影响出磨生料质量因素的分析及改进自2005年11月投产以来,在生产中曾出现过如下几方面的问题,通过不断的分析和摸索,采取相应的措施,使问题得到了较好地解决.3.1配料库下频繁堵料当砂岩和铝矾土水分大时,常常会发生配料库下堵料现象,尤其在7,8月份的雨季时,堵料更加频繁,有时因为砂岩堵料而被迫停磨处理,至少每班一次,生料质量根本无法控制.靠人工捅堵料来保证入磨物料的连续性,往往比较被动,既浪费了人力,又影响了一36一t'E,41~IT产量.我们分析,这2种物料在库内容易"结拱","架桥",致使库内有料而下不来,或者是结大块,卡死下料口,主要原因有二:1)配料库是为2条生产线设计的(目前二线还未建设),所以配料库直径较大,并且入料口与下料口不在库的几何中轴上,属于偏库下料,物料在库内的流动性差是导致堵料的一个原因.2)物料本身(特别是物料中粒度较小的粉状料)的黏滞性和含水分大,是造成堵料的根本原因.针对这些现象,我们采取了以下措施:1)从供货上控制砂岩,铝矾土中粉状料的比例,尽量选块状物料进厂,但粒度控制在30ram以下,否则也容易卡住下料口,划破皮带秤.2)控制物料进厂(保证进厂尽可能是干的,尽量安排在晴天进),并且在天气好时,在堆场对物料加以晾晒.3)在这2个配料库锥部增设了方便操作的捅料孔,以提高工作效率,减少劳动强度.另外,定期清库,防止物料结拱堆积,架死.通过以上工艺条件的改善,以及对进厂原料水分,粒度的控制,目前堵料的状况已经大有缓解.3.2配料库内物料的离析现象我公司使用的4种原材料中,铝矾土和钢渣的用量较少,况且钢渣的粒度细小均匀,均在10ram以下,基本没有离析现象.石灰石和砂岩的用量大,在库内的离析作用也比较明显,所以对出磨生料质量的稳定起着决定性作用.被均化过的石灰石进入配料库后,不同粒径的石灰石会产生离析,中间粉料多,边缘块料多,造成人磨物料粒度,成分呈周期性变化,波动较大,出磨生料质量控制困难.由于石灰石采用连续倒库的方式,在一个生产班中仅用一半的时间就能把石灰石配料库人满.入料的不连续,使得入磨石灰石粒度的波动具有较强的跳跃性.当粒度较大的石灰石入磨时,不仅使成分发生了明显的变化,而且其粒度大,在磨内停留时间较长,容易引起生料磨饱磨,磨况不稳定,也给出磨生料成分带来很大的影响.对于砂岩,因偏库下料,也有类似的离析现象.通过试验分析,块状砂岩的SiO含量在98%左右,而粉状的只有88%左右,两者的差别较大,从而使得出磨生料SiO的变化跳跃性较强.从配料计算公式KH=(CaO一1.65A12O3—0.35Fe203)/(2.8SiO2)中可以明显看出,SiO2 的变化远大于CaO的变化对KH带来的影响.因此.当入磨砂岩粒度发生变化时,配料操作员难以作出准确判断,从而给出磨生料质量带来波动.针对以上两种物料在库内的离析现象,我们主要2007.No.7从以下两个方面加以改善:1)把石灰石取料机速度降下来,保证石灰石倒库的连续性,大大减小了石灰石在库内的离析;2)从进厂砂岩的粒度上加以控制,缓解了其在库内的离析.经过上述措施的实施,出磨生料的质量有了明显改善,生料磨的台时产量也有了提高.3.3校正原料质量的波动除石灰石有均化设施外,其它3种校正原料因堆场场地有限,没有设计预均化堆场.由于同一种校正料的供货商不一,主要成分差别较大.尤其是铝矾土, 两家供货,一家Al0含量33%左右,而另一家却只有26%,若两者搭配不匀入磨,使得出磨生料的Al0 含量时高时低,波动较大,配料操作员无法准确的调整入磨物料配比,直接影响到t/,,P合格率.为此,我们严格按厂家堆放,并且坚持"先检验,后使用"的原则, 在堆场搭配混匀后入库.这样,入磨物料成分稳定了, 出磨生料t/,,P的合格率比以前大有好转.3.4原材料易磨性不同的影响在生产中经过多次观察发现,在原材料配比不变的情况下,在开磨最初的一两个小时内,出磨生料成分随着时间的延长呈一定的规律性变化:SiO的含量逐渐增大.进而我们还发现,增加石灰石的配比同时减少砂岩的配比,与减少石灰石的配比同时增加砂岩的配比,当其变化幅度一样时,KH的变化速度却是不同的(中控其他操作参数不变).增加石灰石,同时减少相同份额的砂岩,出磨生料KH上升的速度慢;而减少石灰石,同时增加相同份额的砂岩,出磨生料KH下降的速度快.这主要是由于原材料易磨性的差别所至.原材料的易磨性受原料的粒度,原料中SiO总量,游离SiO:含量,胶结物料性质,结晶形态,风化程度和自然水分等因素的影响.在这些因素中,SiO总量(游离的和结合的)及方解石,石英的颗粒尺寸和非均齐性等结构特征,是控制石灰石,砂岩易磨性的主要因素.在入磨原料中,我公司石灰石以质地相对较软的碱石尾矿为主,而砂岩中矿物又以OL一石英为主,相对易磨性系数砂岩小于石灰石,这必然导致同时入磨的原料中石灰石成分总要比砂岩成分早一个时间段到达取样点.了解了这一规律,配料员就可以根据具体情况,适当的进行配比调节.同样,铝矾土和钢渣也有类似的特点.3.5磨机工况的影响生料磨台时产量的变化,循环负荷的变化,空饱磨,选粉机以及风量的调节等都将直接影响到出磨生料的质量.磨况的稳定与否,在很大程度上与操作员的手法,原材料的性能及设备运行情况密切相关.不2007.No.7许玉真,等:出磨生料质量影响因素分析及改进一37一同操作员在操作过程中控制产量,风量,差压,出磨生料细度及风温等操作参数不尽相同,其操作手法的不一致,多少会影响到磨机的工况.3.5.1台时产量变化的影响由于我公司生料磨系统初始未进行循环风设计,系统拉风不足,导致出磨生料粉温度偏高,选粉机选粉效率差,造成出磨斗提电流偏高,曾一度严重制约了生料磨的台时产量,也影响了生料的质量.2006年8月份技改后,对生料磨系统增设了磨头,磨尾以及选粉机的循环风管道,选粉效率得到了提高,生料磨的台时产量由原来的170t/h提高至205t/h,出磨生料质量也比以前稳定了许多.稳定磨机的台时产量,不仅可以稳定磨机的负荷,提高粉磨效率,也可以提高出磨生料的均匀性和稳定性.3.5.2循环负荷的影响循环负荷的变化是由于出磨粉,粗粉和精粉三者中的一个或一个以上筛余量发生变化而引起的.其中粗粉量的变化必然引起磨头,磨尾喂料量的变化,从而引起生料CaO,SiO:含量的波动.因此,稳定循环负荷是稳定生料质量必不可少的工艺措施.生料磨的循环用风自技改后,循环负荷有了相对的稳定性.3.5_3饱磨的影响入磨物料水分,粒度的变化,将直接影响到粉磨状况.当物料水分变大时,磨内气体湿含量增大,若不及时排出,细物料易黏附在钢球和衬板上形成"物料垫",使粉磨效率下降,严重时堵塞隔仓板和篦板,出现饱磨现象;当物料粒度增大时,粉磨时间延长,磨内物料量失去平衡,也容易引起饱磨.饱磨时,磨内物料积存较多,由于砂岩易磨性较差,积存物料中砂岩比例较大,因而出磨砂岩较少,此时生料KH偏高.饱磨发生后要及时停止喂料使磨机空转,严重时一般需要15min磨音才能正常.磨内所存砂岩随着磨机空转逐渐流出,此时出磨KH将偏低.3.6预均化堆场石灰石堆头,堆尾成分波动大预均化堆场的石灰石取料换堆时,石灰石的粒度,成分有较大波动,使得出磨生料的质量难以控制, 严重时常常要影响到两个班的生料质量.这是因为石灰石布料时,料堆两头由于离析作用不可避免地聚集了大颗粒物料.尤其当两种石灰石布料搭配比例不稳定,品位差别较大时,影响更加突出.对这一问题,我们采取了以下措施:加强对进厂石灰石的管理,严格按照厂家,品位堆放,控制好进厂的数量及品位,杜绝未经检验直接使用,增加布料石灰石取样频次,提高取样代表性,尽量减少堆与堆之间的成分差异.这样一来,石灰石的堆头,堆尾成分的波动相对有了一定程度的缓解.3.7入磨物料配比的调整入磨物料的配比调整也是影响出磨生料质量的一大因素.配料操作员应依据出磨生料成分的分析结果,倒推计算应调节的配料比例,有依据地调节原料配比.但要注意粉磨系统滞后时间长的特点,一般情况下,配料比例的变化,在25min后才会引起出磨生料成分的变化(经过多次观察,发现开磨时出磨斗提电流至少在20rain以后才开始有变化),待出磨生料成分稳定地与配料比例相对应,所需的时间在45min 以上(选粉机的选粉效率比较低,仅50%左右,回粉多又加重了出磨生料的滞后).原料配比的调节应灵活运用,当原材料,磨机工况较稳时,配比调节应在稳中求变,采取少调,微调的方式;当原材料,磨机工况波动较大时,比如在石灰石均化堆场换堆,生料磨研磨体发生变化,窑系统开机与停机时,配比调节要大胆,果断,调节可频繁,幅度适当大一些,必要时可以增加分析出磨生料的瞬时样,以便及时改变原料配比.总之,在完善工艺条件的同时,实际生产中配料操作员还要多观察,勤动脑,善积累,综合考虑各个方面的影响因素,尽可能掌握更全面的信息,消除由于人为调节失误而对出磨生料带来的质量波动.4效果随着我公司生产工艺与生产设备的不断磨合,工艺条件的逐步完善,生料磨操作员与配料操作员在实践中的探索积累,工作经验的丰富,出磨生料质量合格率大致呈逐月上升趋势.表4是我公司投产一年多来部分月份的生料率值合格率.表4出磨生料率值格率%月份KHSMfM2006-0143.055.164.22006-0251.865.879.0——2oo6-0365.766.487.42006-0571-289.995.42006-0769.069.087.72Oo6-0972.187.497.12006-1074.887-297.42006-1178.185.698.42006—1273.881.495.92007-0179.687.697.82007—0280.589.998-3一38一.渗砸T处理"黄心料''的体会李涛(泉山水泥有限公司,山东苍山277700)中图分类号:TQ172.622.26文献标识码:B文章编号:1002-9877(2007)07-0038—02 我公司中4.0mx60m回转窑自2006年4月份投产以来,设备运转正常,在很短时间内达标达产.但随着生产的不断深入,一些质量问题逐渐地暴露出来,熟料经常出现"黄心料",fCaO含量偏高,熟料28d抗压强度偏低,严重影响熟料质量的提高.为此,公司采取相应技术措施,成功地解决了"黄心料"的问题.本文将处理"黄心料"的体会做一介绍.1"黄心料"形成的原因1.1原燃材料及生,熟料中有害成分过高进厂原材料化学成分见表1,煤工业分析见表2,生,熟料化学成分及率值见表3.2007.No.7名称LossSiO2Al203Fe2O3CaOMg0K20Na20SO3Cl一∑石灰石41.134.080.860.4550.112.040.190.1l0.0220.o03199.o0粉煤灰5.4061.6722.453.852.560.96O.26O.15O.950.003598.25砂岩0.539O.102.402.1l1.650.800.6o0.44O.0190.o05298.65铁矿石3.9559.884.0223.432.202.100.350.212.210.005898.36尾矿煤灰52.8418.2117.793.260.890.670.245.260.o03199.16表2煤的工业分析lM.a,%A,%,%℃,%lQ/(kJ/k曲llIo.8625.0428.3745.73l238621l表3生,熟料化学成分,率值及矿物组成化学成分,%率值矿物组成,%项目LossSiO2Al203Fe203CaOMgOK20Na20SO3CI一佗aOKHKHsMIMC3SC2sCC止AF生料35.5412.983.021.9543.322.040.25O.150.460.o081.O52.611.54_熟料0.4821.624.942.7864.513.010.36O.240.710.o0922.080.9150.8812.8O1.7852.8322.15 8.388.45从表1~表3可以看出,铁矿石尾矿和煤灰中SO,含量偏高,导致熟料中硫碱比过高(so/(o.85K20+1.29Na20)=1.15),部分硫在窑尾循环富集,造成窑尾烟室结皮.若处理不及时,影响窑内通风,煤粉燃烧不完全,产生还原气氛,导致熟料出现"黄心料".1.2二次风温过低为防止熟料在篦冷机上"堆雪人",料层厚度一般控制在250~300mm,这样造成入窑二次风温偏低(在900~1000~C),直接影响煤粉中固定碳的燃烧速度,使煤粉后燃,高温带后移,液相提前出现,导致窑尾结圈和烟室结皮,影响窑内通风,煤粉不完全燃烧,形成还原气氛,熟料出现"黄心料".1.3三次风闸板开度过大三次风闸板受热变形及磨损,使闸板实际开度比设定开度大(设定闸板开度为50%,实际上达到65%),导致窑内风量减少,从而降低煤粉燃烧速度,使煤粉后燃,发生不完全燃烧,还原气氛下Fe元素的价态发生变化,产生"黄心料".1,4窑速偏低由于出现窑尾结皮,结圈,使烧成带温度偏低和出窑熟料煅烧不完全等现象,中控操作员误认为是窑速过快所致,故采取降低窑速的措施.这样导致窑内物料填充率上升,窑内通风不畅,窑头煤粉燃烧状况差,火点温度提不上去,窑尾温度升高,窑头加不上5结束语根据出磨生料成分的分析结果,调节配料比例,不论是采用人工方法,还是自动控制,都应尽量消除其它引起出磨生料成分波动的干扰因素,才能取得好的调节效果.提高出磨生料成分的均匀性,稳定性,只靠配料控制技术是不够的,还应尽量完善与之相关的各个环节.比如要正确标定电子秤,稳定磨机工况等,以消除其对出磨生料成分稳定性的干扰.参考文献:…1黄忠祥,周卓鑫.出磨生料CaO波动规律的分析及应用[J].水泥, 2004,(6):38—39.【2】林彬.利用配料自动控制技术提高出磨生料质量【J].云南建材, 1999,(1):15-16.(编辑王新频)。
怎样提高立磨机的产量,什么因素影响立磨机的产量

怎样提高立磨机的产量,什么因素影响立磨机的产量在实际的运行中,影响立磨设备的产量的因素很多,其中,物料的硬度对它的影响很大。
当物料越硬,磨粉越困难,而且生产过程对机器的磨损越严重。
物料的湿度也会产生很大的影响效果。
当物料中含的水分较大时,物料在磨粉机内容易粘附,也容易在下料输送过程中堵塞,十分影响产量。
物料的要求细度大小也会在一定程度上影响产量。
当细度的要求越高,即要求立磨机磨粉出来的物料越细,则磨粉能力越小。
此外,物料的组成,立磨机在磨粉前,物料里含的细粉越多,越影响磨粉机的产量。
因为细粉容易粘附,影响输送,对产量会有一定的影响。
所以,对于细粉含量多的应该提前过一次筛。
立磨机生产效率当然,磨粉机的易损件(锤头等)的耐磨性越好,它的磨粉能力越大;但是如果机器不耐磨,将影响磨粉能力。
想要提高立磨设备的生产能力,就要从以上几个原因下手,然后进一步使它增产。
首先,用户应根据不同的生产,确定成品细度的要求。
当要求的成品细度越细,磨粉的时间就越长,所以应在可能的条件下尽可能多碎少磨,提高磨粉机产量。
在具体的生产中,加入立磨机内的物料,要有一定的湿度和硬度要求,一定要符合标准,这样才能提高磨粉机的产量。
而且磨辊和磨环的质量也是影响磨机产量的重要因素,当质量越好,对物料的粉磨作用就越充分,生产效率就高。
如果用户想要提高生产效率,那么就要选择好的磨机产品,还要注意其的维护和保养,然后才能在一定程度上实现提高产量的心愿。
立磨机中的限位器是用来调节机器中磨辊套和磨盘之间距离的装置,它和机器的成品料粒度大小有一定的关系,本文就针对立式磨粉机中的限位器来简单介绍,希望能对您有一定的帮助。
立式磨粉机中的限位器是安装在磨辊装置上的部件,它可磨辊装置相连,位于磨辊轴臂的下部,用来调节磨辊中磨辊套和磨盘之间的距离。
立磨机限位装置限位器在立磨机中的工作是通过液压缸来调节的,通过控制磨辊和磨盘之间的距离来实现。
限位器旁边安装有液压装置,当给液压装置加压时,限位器带动机器的磨辊装置支撑起磨辊,使得磨辊和磨盘之间的距离增大,从而调节研磨的物料的粒度大小。
影响MLS水泥生料立式辊磨机产量的因素

影响MLS立式辊磨机产量的因素及立磨系统的优化1.物料对磨机产量的影响在系统设计定型之后,影响磨机产量的主要因素为:物料性能、磨内喷水量、分离器的转速、安装质量、磨辊磨盘衬板的磨损状况及液压系统的张紧力。
MLS磨是水泥生料系统中的重要环节,除上述影响其产量的因素外,产量还与热风来源、风温高低、风量的大小等因素有关。
在立磨运行中,这些因素可能是单个作用,也可能是同时多个影响立磨系统的产质量。
但物料性能对产量的影响尤为突出,下面将从三个方面来详细讨论。
1.1物料的硬度物料越硬,其易磨性越差,磨机产量低。
这一观点同样适合MLS磨,见表1。
因此当MLS磨研磨较硬的物料时,若要达到与易磨性好的物料同样的产品细度,势必要增加对物料的研磨次数,物料在磨内停留时间延长,磨内的循环负荷增加,系统产量必然降低。
如此时为追求高产量而向磨内强制喂料,就会导致系统循环风机负荷增加,磨内料层逐渐加厚且细料过多,使磨机产生剧烈振动而无法运行。
表1物料易磨性与产量对比表企业名称立磨型号生料质量配比/%比功耗磨耗产量,t/h石灰石铁粉粘土kWh/h g/t实际产量设计产量巢湖铁道水泥厂MLS312380.36 1.1718.47 6.7 1.8120120哈尔滨水泥厂MLS312378.10 1.9020.00 4.7 1.6170150琉璃河水泥厂MLS342486.76 1.66A*7.5 6.5160150注:琉璃河水泥生料配料中未加粘土,表1中A*表示5.5%的粉煤灰6.08%砂岩。
由表1可以看出,同为MLS3123生料立磨,由于物料的易磨性不同,巢糊铁道水泥厂磨机产量仅为120t/h,而哈尔滨水泥厂则高达170t/h。
北京琉璃河水泥厂生料配比中,由于添加了6.08%的易磨性差的砂岩,虽选用了大一规格的MLS3424磨,其产量也只能达到160t/h。
1.2入磨物料粒度大小一般地,入磨物料越细,管磨的产量越高。
但对于MLS磨来说,这一观点不适用。
影响生料磨成品细度的因素分析.doc

影响生料磨成品细度的因素分析我公司生料磨成品细度一般均在合格范围内且比较稳定,但有时随着粉磨系统工况的变化,其成品细度也会出现持续跑粗的现象。
现就结合我公司生料磨的生产情况,对影响生料磨成品细度的因素进行分析。
基本情况:生料磨:ATOX37.5立磨,细度目标值一般≤14%(80μm),四组份配料:石灰石,砂岩,铁粉(近期与钢渣混用),粉煤灰(不入磨,直接喂入旋风分离器进口)。
1 设备因素1.1选粉机选粉机原配的导向叶片随着磨损的不断加剧,已陆续被更换,更换的导向叶片采用AOX500配件,耐磨锰钢材质。
在生产中,更换的导向叶片的间距变大。
(2)内部笼式旋转体的下部笼格,已出现明显磨损。
这种情况,对出磨细度跑粗有直接影响。
1.2磨辊,磨盘衬板其磨损中后期,辗磨效率相当降低。
在保证产量的前提下,对出磨细度的控制有一定的制约。
2 工艺因素粉磨系统风量变化2.1 随着窑产量的进一步提高,窑系统的拉风量随之增大,粉磨系统的风量(尤其式磨内通风量)也相应加大。
(2)粉磨系统的漏风。
主要集中在磨系统:入磨下料溜子,2号辊处磨机壳体。
此两处漏风较重,也加大了入磨风量。
2.2 喷口环处风速与选粉机处风速相对不协调喷口环磨损,部分掉落和导风槽板(主要是上部)磨损的加重,使喷口环处的通风面积增大,风力发散,风速降低,部分物料未能有效吹回到磨盘上充分碾磨,直接造成吐渣增大,磨产量随之降低,也不利于细度的控制。
为了弥补喷口环处风速的不足,加之上段提到的(1)、(2)两点,操作中相应提高了循环风机的拉风量和尾排风机的排风量。
这种情况下,喷口环处风速提高接近于原先水平,但磨内的风速尤其是通过选粉机的风速要比原来快的多。
有以下两点例证:A选粉机导向叶片以及磨内衬体的磨损速率快,往往刚修补更新至半个月左右,就被风扫得相当严重。
B在粉磨系统风量等工况不变的情况下,选粉机转速由93r/min提高到103r/min,出磨细度无明显改观见表1。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 其他因素的影响
(1)系统漏风的影响。系统漏风不仅增加风机 负荷,还会影响系统风量及风压,最终影响系统扬尘 带料能力及台时产量。因此,要经常检查修补,确保 系统在密闭状态下运行。各处膨胀节,检修入孔门,旋风 收尘器下分格轮等都是漏风关键地方,应经常检查。
(2)耐磨件的磨损。耐磨件如辊皮、磨盘衬板 等磨损必将影响研磨能力,导致研磨能力不足,影响 磨机台产。当辊皮一侧明显磨损时 一定要及时翻 边处理,否则磨辊挤压在磨盘上由于自身不平衡易 引起振动大,对三个液压杆损害很大,至于影响研磨 能力,那是显而易见的。双面磨损后,在操作上应采 取相应对策,使其达到最佳经济寿命,这些措施包括 适当增加研磨压力(但要确保磨机振动受控),加强 磨内通风等等。
(3)通风量的影响。粉磨后的物料需要被热风 从磨盘边缘吹起来进入上面选粉机进行分选,合格 产品出选粉机后被收尘系统收集下来即为成品,故 通风量对磨机产、质量有直接影响。风量不足,则物 料不能被有效吹起来带走,影响磨机产量,同时吐渣 量也大;若风量过大,则增加风机运行负荷和系统电 耗,同时也易造成产品跑粗。因此,不同的产量、不 同的磨况要有不同的风量来适应。通风量的调节主 要靠调节循环风机入口挡板开度来实现,一般其开 度控制 88% ~90%,磨内通风量达到 7920000~8100000 m3/h即可。但磨机运行后期,同样由于耐磨件的磨损 影响研磨效果,需加大磨内通风量,此时循环风机入 口挡板开度可开至 95%,通风量 8550000 m3/h。
4 结语
(1)保证立磨稳定运行,最大限度的发挥磨机 能力是立磨操作的关键。
(2)影响立磨产质量的因素是多方面的,生产 中一定要综合考虑各方面因素,来确定相关操作参 数的控制范围。
(3)当遇到相关问题(如振动大、产量低、成品 细度或粒级不合要求)时,应分析研究其产生的原 因,在此基础上采用针对性的技术措施予以解决。
(2)选粉机转速的影响。选粉机的分选能力直 接影响粉磨系统的产量大小和质量好坏。选粉机的 选粉效率高,选出的成品多,回磨的合格品少,产量 就会提高,且磨机运行平稳;反之,回磨细粉多,磨内 料层厚,易形成振动且系统产量低。
产品细度的调节是通过调节选粉机转速来实 现,转速高,则产品较细。一般情况下选粉机转速控 制850~9500r/min即可。但随着耐磨件的磨损,研磨效果 下降,后期需要增加选粉机转速至 1 100 r/min左右。
生产技术
孙长俊:浅谈影响生料立磨产质量的几点因素
中图分类号: TQ172.63
文献标识码: B
文章编号: 1007-0389(2010)02-34-02
浅谈影响生料立磨产质量的几点因素
孙长俊(海螺水泥制造分厂,江西 弋阳 334422)
S 厂 5 000 t/d 生产线由中国中材国际工程股份 有限公司(南京)设计,生料配料采用石灰石、黏土、 铜尾矿和砂岩四组分配料。生料立磨引进的是丹麦 FLSmith 公司生产的 ATOX-50 辊式磨,采用三风机 系统,系统于 2008 年 7 月投产。现根据运行以来的 生产情况及其调整措施,进行影响立磨产质量因素 的粗浅探讨。
余热发电并网后,窑尾热风经过 PH 锅炉后温 度大幅度降低,为充分利用热量,废气出高温风机后 不再进增湿塔(即此时应把增湿塔出口入磨机挡板 关死),而是直接入磨。这样一方面可降低系统阻 力,另外可减少热风的热量损失。即使这样,如果出 现热风仍然不能满足立磨所需热量,这时只得打开 一部分窑尾 PH 旁路挡板,以满足生产需要。
改造后 2009-08-16 176.88 360
382
入料粒度保持在 25 mm 左右,即与熟料粒度接近。 因为石膏或石灰石大块通过辊压机时,将辊子撑开, 粒度相对较小的熟料颗粒所受的挤压力偏小,挤压 效果不好,不能有效改善它的易磨性,难磨细,这种 情况下只有牺牲产量来保证出磨水泥的比表面积。 但入料粒度不能太细或物料中细粉不能较多,否则 物料通过辊压机速度较快,形不成足够的料饼,通过 辊压机的物料受到的压力小,导致挤压后的物料成 品率低,也影响磨机的产量。
(5)出磨风温的影响。出磨温度在一合理的范 围控制,则有利于系统正常运行。否则温度过高,则 料层薄,物料流动性太强,系统不稳,振动大,而且物 料不易出去;这样减产运行后,结果又会导致温度继 续升高,形成恶性循环。温度过低,则料层厚,研磨 效果不好,主电机负荷大,对设备安全运行构成隐 患。因此,磨出口温度对系统稳定至关重要,一般控 制在 75~850℃之间。
磨损也大。一般刚开磨时喂料较少,安全起见,研磨 压力适当给小些,控制 7.0 MPa 或 6.5 MPa 即可。随 着喂料量增加,可根据料层厚度、磨机压差和吐渣量 等综合因素考虑,增加研磨压力至适当值。一般情 况该 ATOX-50 辊式磨的研磨压力控制 8~90MPa,随 着辊皮、磨盘衬板的磨损,研磨效果下降,此时需要 适当增加研磨压力至 10~110MPa,也能实现正常的 生产运行。
打开循环风挡板,把一部分出磨含尘气体吸入
- 34 -
2010 年第 2 期
孙长俊:浅谈影响生料立磨产质量的几点因素
生产技术
磨内来适当降低磨出口温度时会出现一种反常情 况,即磨出口温度降低但入口温度升高。其中磨出 口温度降低比较容易理解,而入口温度升高是因为 在没开打循环风挡板时,磨入口处风速很大,此时风 管内气体可看做层流运动,主要以导热方式换热。 当开打循环风挡板后,系统风量大,但风管内风速降 低(抽循环风入磨相对抽窑尾增湿塔过来的风阻力 小),此时气流由层流变为湍流为主,与热电偶的换 热主要以对流方式。对入磨气体这种导热系数不高 的流体,对流方式传导的热量比导热方式强,故掺入 循环风入磨反而会出现入口温度相对高一点的反常 现象。
(编辑:刘翠荣)(收稿日期:2009-12-08)
2010 年第 2 期
- 35 -
(4)风门挡板开度的影响。几个风门挡板开度 的 大 小 对 磨 内 风 量 、风 温 和 烘 干 扬 料 能 力 均 有 影 响。在余热发电并网前,热风充足,出高温风机废气 全部过增湿塔,经喷水降温后入磨作为烘干热源,高 温风机出口入磨机挡板全关。若磨出口温度依然很 高,可打开循环风挡板吸入部分出磨含尘气体(相对 温度较低)重新入磨来降低磨出口温度。注意,不到 迫不得已不应通过开启冷风挡板来降温。
1 入磨物料自身性质
该公司石灰石中硅镁含量比较高,而且不均匀, 易磨性差,即使经过预均化后配料依然困难。后来 砂岩基本停用,用石灰石、黏土和铜尾矿配料,有时 采用部分页岩,把黏土和页岩按一定比例搭配后由 一个仓下料。单用黏土配料,则立磨出口温度低于 800℃,磨内料层过厚(达 1000mm 以上),物料在磨内 流动性差,主电机电流大,台产低。若与部分页岩搭 配配料,由于页岩干燥、松散、易磨,则磨内物料流动 性好,台产会适当提高。因此原料的波动与变化,对 立磨系统的影响很明显。
(3)入磨物料水分不能过大,否则磨内物料流 动性差,并会被粘结在磨盘上,研磨效果低。该公司 正常生产入磨水分 3%左右,系统运行正常。若遇连 续阴雨天气,综合水分过大,即使有充足的热风烘 干,但毕竟所需时间长,物料流动性差,依然影响磨 机运行。
2 操作参数的影响与控制
(1)研磨压力的影响。研磨压力是粉磨物料的 动力来源。一般来讲,增加研磨压力则研磨能力增 加,但也并不是越大越好。在一定研磨效果的前提 下,过大的研磨压力将导致磨机振动大,而且耐磨件
(编辑:刘翠荣)(收稿日期:2009-12-23)
ห้องสมุดไป่ตู้
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
另外,入磨物料的粒度、均匀性、综合水分等因 素对磨况的影响也不能忽视。其中:
(1) 理 论 上 讲 大 型 磨 入 磨 粒 度 可 达 150~ 2000mm,但实际中最好不要超过 1000mm,尤其对于 这种比较难磨的石灰石,否则,影响研磨效果,耐磨 件磨损严重,而且振动大。
(2)生产中要根据实际喂料量,设定与之相匹 配的皮带秤载荷,使入磨下料均匀、顺畅。
4 改造后的运行效果
通过上述技术改造和操作管理措施调整后,该 水泥粉磨系统实现了高产稳定运行(相关指标见表 2)。其中:水泥磨的运转率有了较大幅度提高,水泥 磨台时达到甚至超过了 170 t/h,水泥磨电耗下降了 4.0 kWh/t(即从 37.0 kWh /t 降到 33.0 kWh /t)。因此, 实现了系统的节能提产降耗,并为提高公司的利润 创造了条件。
(上接第 33 页)
表 2 改造前后水泥粉磨系统的运行参
项目
时间
台时
(年-月-日) (t·h-1)
改造前 2009-04-29 127.44
磨机电 流/A 335
比表面积 (m·2 kg-1)
369
第四,为防止物料外溢得不到有效挤压,对侧挡 板高度进行了及时调整,控制在 3~5 mm 左右比较理 想,保证辊压机的挤压效果。另外加强对设备的维 护保养,保证磨机运转率提高。