塑件成型工艺卡
注塑成型工艺卡
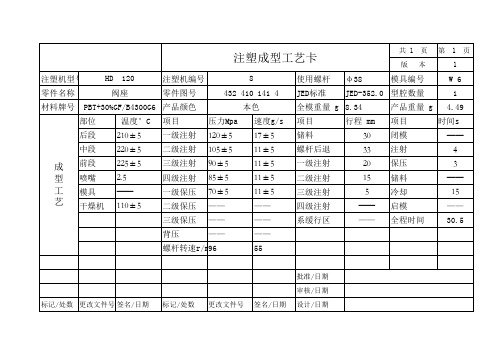
11±5 11±5 11±5 ——
一级注射 二级注射 三级注射 四级注射
20 15 5 ——
保压 储料 冷却 启模
3 ——
15 ——
三级保压 ——
——
系缓行区
—— 全程时间
30.5
背压
——
——
螺杆转速r/m9i6n
55
标记/处数 更改文件号 签名/日期
标记/处数
更改文件号
签名/日期
批准/日期 审核/日期 设计/日期
压力Mpa 速度g/s 项目
行程 mm 项目
时间s
后段 210±5
一级注射 120±5
17±5
储料
30 闭模
——
中段 220±5
二级注射 105±5
11±5
螺杆后退
33 注射
4
成 前段
225±5
型 喷嘴 2.5
工 模具 ——
艺 干燥机 110±5
三级注射 四级注射 一级保压 二级保压
90±5 85±5 70±5 ——
注塑成型工艺卡
共1 页 第 1 页
版本
1
Байду номын сангаас
注塑机型号
HD 120
注塑机编号
8
使用螺杆 φ38
模具编号
W6
零件名称
阀座
零件图号
432 410 141 4 JED标准 JED-352.0 型腔数量
1
材料牌号 PBT+30%GF/B4300G6 产品颜色
本色
全模重量 g 8.34
产品重量 g 4.49
部位
温度°C 项目
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
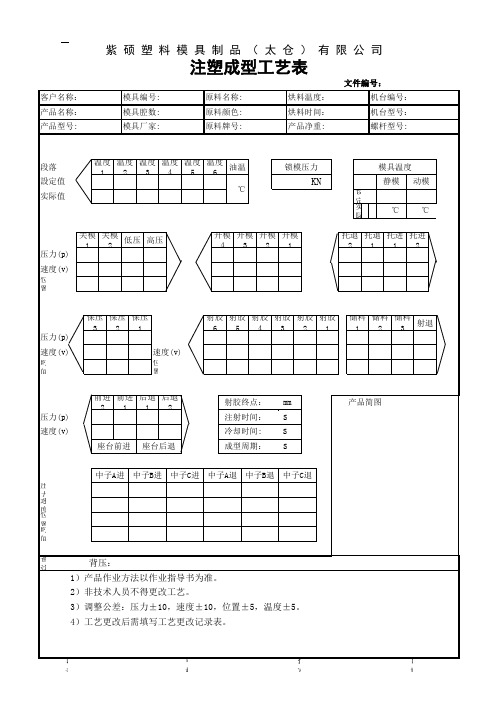
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
注塑工艺卡片

会签/日期
注塑工艺卡片
产品型号 零件名称 零件图号 开模参数 项目 开模5 开模4 开模3 开模2 开模1 转盘滑板参数 项目 左快 左慢 右快 右慢 工位选择 单模初位 压力% 速度% 项目 射胶1 射胶2 射胶3 射胶4 射胶5 保压1 保压2 温度参数℃ 1段 2段 3段 4段 5段 6段 油温 烘料温度 烘料时间 型腔温度 后模温度 压力% 速度% 位置mm 压力% 速度% 位置mm 项目 关模1 关模2 关模3 低压 高压 压力% 产品材质 产品颜色 模具编号 锁模参数 速度% 位置mm 项目 顶进1 顶进2 顶退1 顶退2 顶针方式 注塑工艺参数 时间S 项目 保压3 熔胶1 熔胶2 熔胶3 松退 冷却方式 冷却时间 压力% 速度% 位置mm 时间S 压力% 模 数 周 期
产品净重
料柄重量 设备型号 顶针参数 速度% 位置mm
备注:以上注塑工艺参数变更由授权指定人员根据实际情况具体调整!但须经过产品确认判定!工艺更改后需填写工艺更改记录表! 允许修改参数范围:压力±10,速度±10,时间±0.5,位置±2,背压±1,温度±10。
更改单编号
ቤተ መጻሕፍቲ ባይዱ
更改标记
更改者
校对
编制/日期 校对/日期 审核/日期
注塑工艺卡范例
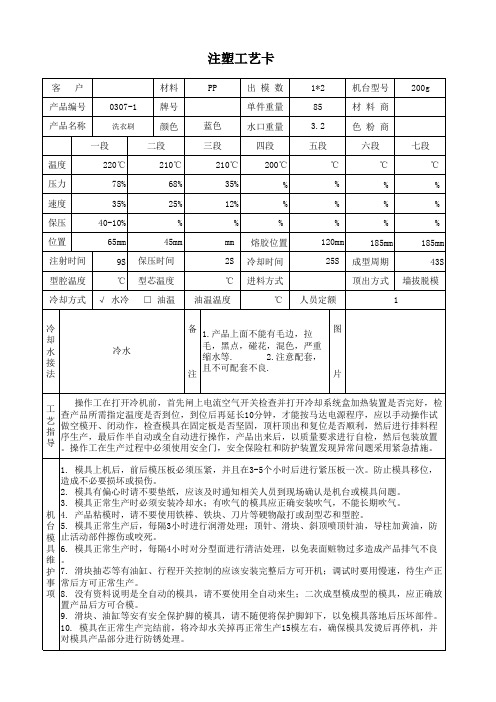
注塑工艺卡
客户
材料
PP
出模数
1*2
机台型号 200g
产品编号
0307-1
牌号
单件重量
85
材料商
产品名称
洗衣刷
颜色
蓝色
水口重量
3.2
色粉商
一段
二段
三段
四段
五段
六段
七段
温度
220℃
210℃
210℃
200℃
℃
℃
℃
压力
78%
68%
35%
%
%
%
%
速度
35%
25%
12%
%
%
%
%
保压
40-10%
%
%
%
%
%
%
位置
65mm
2.注意配套,
注 且不可配套不良.
片
工 艺 指 导
操作工在打开冷机前,首先闸上电流空气开关检查并打开冷却系统盒加热装置是否完好,检 查产品所需指定温度是否到位,到位后再延长10分钟,才能按马达电源程序,应以手动操作试 做空模开、闭动作,检查模具在固定板是否坚固,顶杆顶出和复位是否顺利,然后进行排料程 序生产,最后作半自动或全自动进工在生产过程中必须使用安全门,安全保险杠和防护装置发现异常问题采用紧急措施。
注塑工艺卡片

机台型号160T 机台号A4产品颜色黑模具编号射出1射出2射出3射出4射出5保压1保压2保压3储料1储料3储料4关模1段关模2段关模低压关模高压开模1段开模3段开模4段压力±20%655045808090655020120804530速度±20%45201560606015102025153515位置±20%201210253530018035 1.930270330时间±5%3.52.31210.5333模具结构161两板2三板3滑块5抽芯6绞牙吹气射退模式00储后1冷后烘料温度∕托进1托进2托退1托退2座进座退调进调退一段200一段座退模式00不用1储料后2开模前烘料时间∕压力±25%6065757520256060二段195二段托模方式10不用1停留2定次次料比例∕速度±25%2020757510153060三段190三段托模次数1色剂比例位置±25%2058201四段180四段产品穴数1*4储前冷却0延迟时间五段170五段前模温00冷却水1冰水2模温℃冷却时间25时间±25%六段六段后模温0冷却水1冰水2模温℃成型周期501234放产品时,要轻轻的放入包装箱内5计算机号零件图号原材料名称PP原材料型号产品型号版本产品净重产品毛重产品名称水壶盖更改文件号射 出保 压储 料射退开 关 模项目 动作储料2开模2段805050603525203150背压终点位置终点位置34热流道 生产启动,前10模为冷漠,报废处理;停机超过10分钟的,料筒余料全部射出报废处理,重新启动生产程序取出产品时,检查产品外观(参照外观检查作业指导书)剪掉料头,修边----包装生产中如发现产品掉落地上,放入红框内报废处理3射出后3振动托 模座 台调 模料温±10℃温控箱温度GM-MP-P167注 塑 工 艺 卡 片文件编号编制(生产):核准(品管):严艳楠审核(项目):李龙凯项目 动作加工工序测量工具游标卡尺。
注塑成型工艺卡
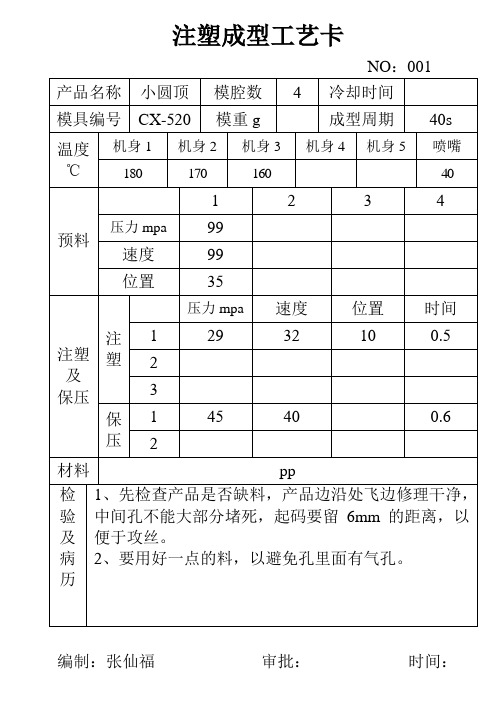
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
聚苯乙烯(透苯)
检验及
病历
1、先检查产品有无缺料,表面有无银丝,透明度要好,产品四边卡扣这里不能断裂,底部不能破裂。放在纸箱里装好,要轻拿轻放。
编制:张仙福审批:时间:
注塑成型工艺卡
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
聚苯乙烯(改苯)改性料
检验及
病历
1、先检查产品有无缺料,边沿处不能有飞边,修好用干净的袋子装好。
2、最重要的一点是产品边缘卡扣这里不能断裂,有时候打产品的时候料会卡在模具里面,生产出来的产品会和电池盒配合不好。
NO:020
产品名称
透明小罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
注塑工艺卡

第一组中子设定
0
1
宁波鑫海爱多汽车雨刷制造有限公司
客户名称
模具编号
Байду номын сангаас
注塑成型工艺卡
半自动生产 全自动生产 成型周期 再循环时间 机 械 手 烘箱型号 秒 烘料温度 秒 材料颜色 烘料时间
文件编号:
设备编号 设备型号
零件图号
℃ H 水 ×
产品名称 产品净重 第一段 第二段 第三段 第四段 压 关模一快 关模二快 低压模保 锁模高压 开模一慢 开模快速 开模二慢 锁 模 力 g 第五段 第六段 \ 喷嘴档
水口重量 热流道A 热流道B 热流道C 热流道D 速 度
g
材料名称 模温机 型 号 模 温
料 筒 温 度
模 具 参 数
模温控制介质 油 出 模 数 ℃ 实 际 具 前模设定 度 后模设定 ℃ 实 际
℃
℃
时 间
开关模参数
力 终止位置 注射一 注射二 注射三 注射四 保压转换 保压一 保压二 保压三
注射和保压参数
压 力 速 度 终止位置
时间
位置 / / /
脱
托 托 座 调 进 退 台 模
模
脱模次数: 次 冷却计时 压 力 储料一 储料二 射 退 背 压
延迟时间 终止位置
储
料
残留位置
终止位置 储料时间
脱模方式:定次 停留 震动 压 力 速 度
速 度
/ /
〖功能〗 (0=不用 1=使用) 中子绞牙:动作方式:行程 时间 记数 射出快速 压 力 速 度 时 间 计 数 终止位置 关模快速 中子进 开模座退 1=储后 2=开前 3=射后 0=储后射退、1=冷后射退 中子退 射退模式 开模终止位置 喷脱模剂次数 模/次 1.中子选择:0表示不用,1表示使用 (黑框表示选择前功能) 。 2.以上温度单位为℃(摄氏度),时间单位为s(秒),干燥时间为H(小时)。 3.压力单位为bar(帕),速度单位%(排量比例),位置单位为MM(毫米)。 4.压力、速度、温度、位置见标注公差。 5.没有标注的以:(压力、速度在±15,温度在±10,位置在±5)范围内调整。 6.周期时间为+0-0.5,其它时间无特殊原因不做修改,尤其是总周期。 审 核 修 改 编 制 批 准 日 期 日 期 日 期 日 期
注塑工艺卡
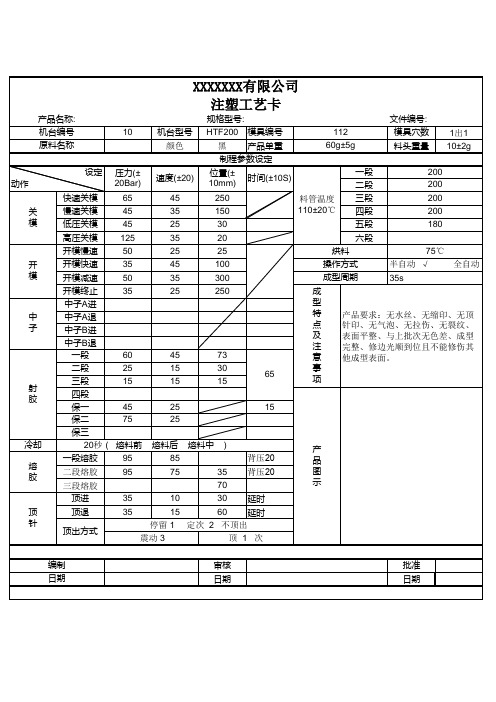
15 60 延时 停留 1 定次 2 不顶出 震动 3 顶 1 次 审核 日期 批准 日期
编制 日期
45 15 15 25 25 熔料后 85 75 10 熔料中
73 30 15
产品要求:无水丝、无缩印、无顶 针印、无气泡、无拉伤、无裂纹、 表面平整、与上批次无色差、成型 完整、修边光顺到位且不能修伤其 他成型表面。
65
15
) 背压20 35 70 30 延时 背压20
产 品 图 示
顶 针
顶退 顶出方式
XXXXXXX有限公司 注塑工艺卡
产品名称: 机台编号 原料名称 设定 动作 快速关模 关 模 慢速关模 低压关模 高压关模 开模慢速 开 模 开模快速 开模减速 10 机台型号 颜色 压力(± 20Bar) 65 45 45 125 50 35 50 规格型号: HTF200 模具编号 产品单重 黑 制程参数设定 位置(± 10mm) 250 150 30 20 25 100 300 250 成 型 特 点 及 注 意 事 项 时间(± 10S) 料管温度 110± 20℃ 112 60g± 5g 一段 二段 三段 四段 五段 六段 文件编号: 模具穴数 料头重量 200 200 200 200 180 75℃ 半自动 √ 35s 全自动 1出1 10± 2g
速度(± 20) 45 35 25 35 25 45 35 25
烘料 操作方式 成型周期
中 子
射 胶
冷却 熔 胶
开模终止 35 中子A进 中子A退 中子B进 中子B退 一段 60 二段 25 三段 15 四段 保一 45 保二 75 保三 20秒 ( 熔料前 一段熔胶 95 二段熔胶 三段熔胶 顶进 95 35 35
注塑成型工艺卡总表

原料名称
原料牌号
原料色号
PP
CN2015
007B2
产品单件净重(g)
料头(g)
LH:302±16 RH:302±16
55
设备型号/编号
模具编号
穴数
700T/10#
MG313
1+1
模具外型尺寸
900*880*652
模温机
设定温度: 65±10 ℃
冷却 方式
冷水机
设定温度: / ℃
动模接冷却循环水 定模接模温机
压板 方式
开关模 关模三段
低压 高压 开模二段 五段 终止 托模方式 托进一段 一段 二段 终止 托退一段 二段 终止 中子A 中子进 中子退 中子B 中子进 中子退 中子C 中子进 中子退
编制:
动定模各4块压板横压
起始位置
压力
速度
120±20
35±10
20±10
20±10
20±10
25±10
8±5
/ห้องสมุดไป่ตู้
/
/
/
/
/
/
/
压力
速度
时间
位置
/
/
/
/
/
/
/
/
审核:
文件编号
产品名称
产品代号
料筒温度(±20℃)
一段
二段
三段
四段
五段
六段
七段
195
205
200
200
190
180
/
烘料温度(±10℃)
/℃
烘料时间(H )
/
流道电热温度(±20℃)
一段
注塑工艺卡片
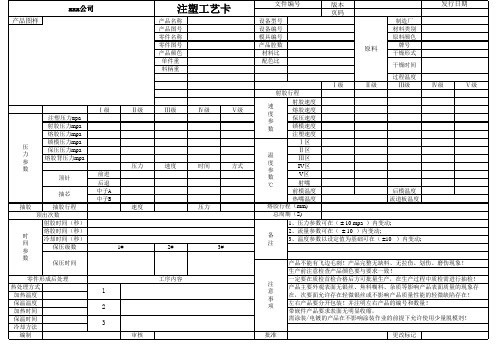
零件形成后处理 热处理方式 加热温度 保温温度 加热时间 保温时间 冷却方法 编制
工序内容
1 2 3
审核
注 意 事 项批准 NhomakorabeaⅡ级
Ⅲ级
Ⅳ级
Ⅴ级
压 力 参 数
压力 顶针 抽芯 前进 后退 中子A 中子B 速度
速度
时间
方式
抽胶
时 间 参 数
抽胶行程 顶出次数 射胶时间(秒) 熔胶时间(秒) 冷却时间(秒) 保压级数 保压时间
压力
1#
2#
3#
射胶行程 射胶速度 速 熔胶速度 度 保压速度 参 锁模速度 数 注塑速度 Ⅰ区 Ⅱ区 温 Ⅲ区 度 IV区 参 V区 数 射嘴 ℃ 前模温度 后模温度 热嘴温度 流道板温度 熔胶行程(mm) 总周期(S) 1、压力参数可在( ±10 mpa )内变动; 2、流量参数可在( ±10 )内变动; 备 3、温度参数以设定值为基础可在( ± 10 )内变动; 注 产品不能有飞边毛刺!产品完整无缺料、无拉伤、划伤、磨伤现象! 生产前注意检查产品颜色要与要求一致! 一定要在质检首检合格后方可批量生产,在生产过程中质检需进行抽检! 产品主要外观表面无银丝、焦料糊料、杂质等影响产品表面质量的现象存 在,次要面允许存在轻微银丝或不影响产品质量性能的轻微缺陷存在! 左右产品要分开包装!并注明左右产品的编号和数量! 带嵌件产品要求表面无明显收缩, 需涂装/电镀的产品在不影响涂装作业的前提下允许使用少量脱模剂! 更改标记
xxx公司
产品图样
注塑工艺卡
产品名称 产品图号 零件名称 零件图号 产品颜色 单件重 料柄重
文件编号
设备型号 设备编号 模具编号 产品腔数 材料比 配色比
版本 页码
制造厂 材料类别 原料颜色 牌号 干燥形式 干燥时间 Ⅰ级 Ⅱ级 过程温度 Ⅲ级
注塑成型工艺卡

修改标记
数量
签字
人/作业) 1人 编制 2016-9—25 共一张 确认 审核 第一张 核准 第 1 页
能兵模具试模工艺单
位置(mm)
位置(mm)
第 2 页
能兵模具试模工艺单
编号:NO 文件编号 试模日期 机台型号 总第 次 Lock_T 第 版 产品型号 G 第 次修改 Lock_T 模具编号 Lock_T 产品材质 PP 模穴数量 1× 8 □平面 □滑块 □托模推板 □绞牙 □中子 □斜顶 模具结构 □直平式样 □点式之为 □点式潜伏 □热胶道 □吹气 进胶方式 □上模模板 □下模模板 □上模模芯 □下模模芯 □滑块 冷却方式 标准周期(S) 单个标准重量(g) 单模标准重量(g) 料杆标准重量(g)
注塑工艺卡
项目 合模模快 合模低压 合模高压 项目 开模一慢 开模快速 开模二慢 托模方式 托模顶杆 托模次数 项目 托模进 托模退
合 模 中 子 □中子 □绞牙 压力(mp) 速度(f) 位置(mm) 中子使用 □行程 □时间 动作方式 项目 压力(mp) 速度(f)时间(S) 位置(mm) 中子进 开 模 中子退 射 出 压力(mp) 速度(f) 位置(mm) 项目 压力(mp) 速度(f)时间(S) 位置(mm) 射出1 射出2 托 模 射出3 □停留 □定次 □震动 保压1 □中心 □左右 □上下 保压2 □一次 □二次 □三次 储料1 压力(mp) 速度(f) 位置(mm)储料2 松退 (S) 冷却时间 料 筒 温 度(℃) 第一段 第二段 第三段 第四段 第五段 烘料温度(℃)
注塑机工艺标准成型工艺卡
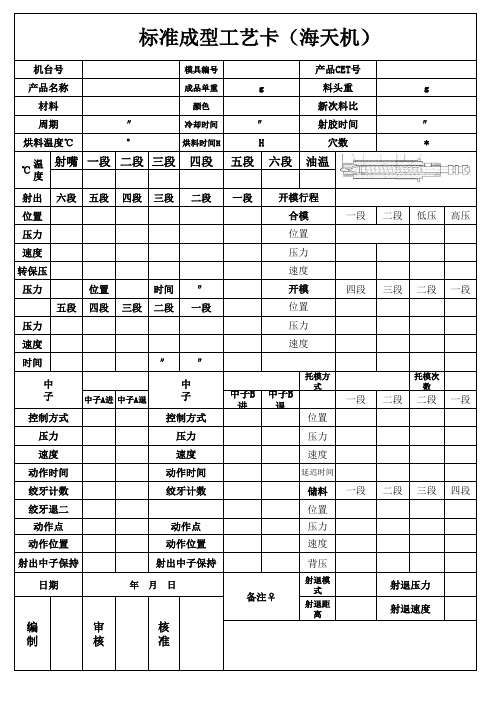
模具编号成品单重颜色
冷却时间烘料时间H
射嘴一段二段三段
四段
五段
六段油温
射出六段
五段
四段
三段
二段
一段
位置一段
二段
低压
高压
压力速度转保压压力
位置时间″四段三段二段一段
五段
四段
三段
二段
一段
压力速度时间
″
″
托模方式
托模次数
中子A进中子A退
中子B 进
中子B 退
一段
二段二段一段
位置压力速度
延迟时间
储料一段二段三段四段
位置压力速度背压
射退模式射退距离
编制审核核准
备注♀
射出中子保持
动作位置射出中子保持
绞牙计数绞牙退二动作点动作点压力速度动作时间动作位置温度℃开模行程H
穴数
速度
控制方式绞牙计数
合模位置压力速度
控制方式压力射退压力中子
中子日期
年 月 日
速度°
动作时间开模位置″射胶时间*压力″产品名称料头重g
周期″材料g
标准成型工艺卡(海天机)
机台号产品CET号
射退速度
烘料温度℃新次料比。
住友注塑成型工艺参数表

v-p切换——1st stg
2nd
计量
松退 mm mm/s
1.表面无飞边、裂纹、缺料、变形等不良现象。 注意 2.尺寸符合图纸要求。 事项 3.非经核准不得做为成型依据,数据允许10%波动。
编 制:
审 核:
批准:
零件注射工艺卡
零(部)件图号 零(部)件名称 材料颜色 设备编号 模具编号 LDZS LDSM
冷却时间 可塑化 中间时间 前松退 松退
sec sec mm mm
计量补偿 压力 可塑化 速度 时间 位置实绩 补正开始 树脂温 15 主设定 清料设定 成形 保温设定 监视范围 用/切 控制出力 螺杆防问个冷间起动 异常时温控处理 5 kgf/c mm/sec sec mm/sec shots
基准位置 计量补正监视 监视选择 监视范围 异常时温控处理 区段 4 3 2 1 0 mm 计量立上 SK控制立上 计量后 充填前 sec rpm 下料口
分
升温方式 自动保湿切换
温度 15 设定(℃) 5 4 3 2 1 0 下料口
Z-Screen
2速2压 前端 射出延迟 充填时间 mm sec 时间(sec) sec 压力(kgf/c) 计量延迟 锁模力 tf 冷却时间 中间时间
保压 2nd 1st 瞬速
时间 位置mm 速度mm/s 压力kgf/c sec sec sec 松退 mm 位置(mm) mm/s
浙江力达电器股份有限公司
材料名称 零件净重/模数
塑料零件注射Байду номын сангаас艺卡
材料牌号 设备型号
零(部)件图号 零(部)件名称 材料颜色 设备编号 模具编号 LDZS LDSM
注塑成型工艺卡
件
45
32
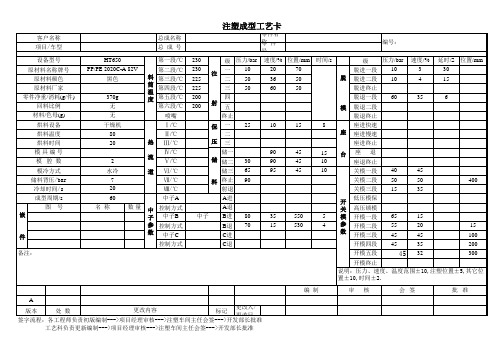
开模终止 说明:压力、速度、温度范围±10,注塑位置±5,其它位 置±10,时间±2. 编 制 A 版本 处 数 更改内容 标记 更改人/更改日期 签字流程:各工程师负责初版编制--->项目经理审核--->注塑车间主任会签--->开发部长批准 工艺科负责更新编制--->项目经理审核-->注塑车间主任会签--->开发部长批准 审 核 会 签 批 准
注塑成型工艺卡
客户名称 项目/车型 设备型号 原材料名称牌号 原材料颜色 原材料厂家 零件净重/消耗(g/件) 回料比例 材料/色母(g) 烘料设备 烘料温度 烘料时间 模具编号 模 腔 数 模冷方式 储料背压/bar 冷却时间/s 成型周期/s 图 嵌 号 HT650 PP/PE 2020C-A 82V 黑色 370g 无 无 干燥机 80 20 2 水冷 7 20 60 名 称 数量 热 流 道 总成名称 总 成 号 第一段/℃ 第二段/℃ 料 第三段/℃ 筒 第四段/℃ 温 度 第五段/℃ 第六段/℃ 喷嘴 Ⅰ/℃ Ⅱ/℃ Ⅲ/℃ Ⅳ/℃ Ⅴ/℃ Ⅵ/℃ Ⅶ/℃ Ⅷ/℃ 中子A 中 控制方式 中子B 子 参 控制方式 数 中子C 控制方式 备注: 中子 压 230 230 225 225 200 200 射 注 级 压力/bar 10 一 二 三 四 五 终止 保 一 二 三 储一 储 储二 储三 料 终止 射退 A进 A退 B进 B退 C进 C退 80 70 35 15 550 530 5 4 30 65 90 90 90 95 45 45 45 15 10 10 台 25 10 15 8 座 模 50 50 零件名称 零 件 号 速度/% 位置/mm 20 36 60 70 50 50 脱 时间/s 级 脱进一段 脱进二段 脱进终止 脱退一段 脱退二段 脱退终止 座进快速 座进慢速 座进终止 座 退 40 50 15 45 50 35 400 座退终止 关模一段 关模二段 关模三段 开 关 模 参 数 低压模保 高压锁模 开模一段 开模二段 开模三段 开模四段 开模五段 65 55 45 45 15 20 45 35 15 100 200 300 60 35 6 编号: 压力/bar 10 10 速度/% 3 4 延时/S 位置/mm 30 15
塑件成型工艺卡
塑料成型工艺与模具设计课程设计说明书设计课题:迷你花盆设计者:程旭学院和专业:广东工业大学材料能源学院模具设计与制造班级:2006级模具10班设计时间:2008.2指导老师:汪立胜“塑料成型工艺与模具设计”课程设计任务书课题设计名称:迷你花盆的注射模设计塑件图:(模具课程设计指导-塑件图汇编:页面P68 图例3-18 )塑件名称冷水壶盖材料PE-HD厚度 1 工件精度 5设计内容:1、编制模塑成型工艺规程(即填写“塑件成型工艺卡”)2、绘制塑件注射模总装图(A3图纸1张)3、绘制该模具凸模、凹模的零件图各一套(A3图纸多张)4、编写完善模具设计说明书(按A4打印纸装订)目录一、编制塑件成型工艺卡 (4)二、塑件成型工艺分析与设计1.塑件原材料特性 (5)2.塑件原材料成型性能 (5)3.塑件的结构和尺寸精度、表面质量分析 (5)4.塑件成型方法确定 (6)三、塑件成型模具设计5.型腔的数量和布置 (6)6.选择注塑机型号及其参数 (6)7.确定分型面 (7)8.浇注系统选择和设计 (9)9.成型部件的设计计算 (10)10.侧向抽芯机构 (10)11.排气系统设计 (11)12.模架的确定和标准件选择(示意图) (11)13.温度调节系统设计 (12)14.推出机构(脱模) (12)15.导向机构 (13)16.模具设计心得体会 (13)17.参考文献 (13)18.模具总装图和零件图 (13)塑件成型工艺卡塑件名称高密度聚乙烯塑件草图材料牌号PE-HD单件重量25.9g成型设备型号XS-ZY-1000每模件数 4成型工艺参数材料干燥干燥设备名称烘箱温度/℃70~80 时间/h 1~2成型过程料筒温度后段/℃140~160中段/℃180~200前段/℃180~190喷嘴/℃150~180 模具温度/℃30~60时间注射/s 0~5保压/s 15~60冷却/s 15~60 压力注射/MPa 70~105保压/MPa后处理温度/℃_____时间/min _____编制日期审核日期李立2007.12.4 刘全心2007.12.15●●●L=70mm。
塑料成型工艺卡片
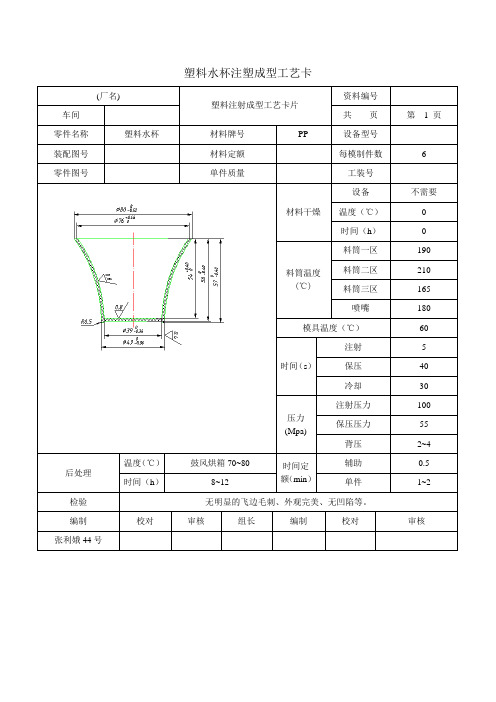
塑料水杯注塑成型工艺卡
(厂名)
塑料注射成型工艺卡片
资料编号车间共页第 1 页零件名称塑料水杯材料牌号PP 设备型号
装配图号材料定额每模制件数 6
零件图号单件质量工装号
材料干燥
设备不需要温度(℃)0 时间(h)0
料筒温度
(℃)料筒一区190 料筒二区210 料筒三区165 喷嘴180
模具温度(℃)60
时间(s)注射 5 保压40 冷却30
压力(Mpa) 注射压力100 保压压力55 背压2~4
后处理温度(℃)鼓风烘箱70~80 时间定
额(min)
辅助0.5 时间(h)8~12 单件1~2
检验无明显的飞边毛刺、外观完美、无凹陷等。
编制校对审核组长编制校对审核张利娥44号。
注塑成型工艺参数卡

注塑成型工艺参数卡
机器编号:
客户
-
水口比例
零件名称
设备吨位
零件编号
烘烤温度/时间
用料
零件颜色
段数 压力Bar 速度%
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
第三段
段数 压力Bar 速度%
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
6 7 8
不用 不用 不用 不用 不用 不用 不用 不用
零 件 简 图
1、冷冻机温度设定为16℃【正负5】 备 注 2、注塑温度正负5℃。
页码 第1页 共1页
版本号
版本修订/描述
编制/日期 审核/日期 批准/日期 标准化/日期
顶出延时 0.0 顶退延时
顶出模式
顶出次数
动作 压力Bar 速度%
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度%
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
生产模式
成型周期 射台模式
位置mm
时间s 位置mm
0.0 位置mm
位置mm
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料成型工艺与模具设计
课程设计说明书
设计课题:迷你花盆
设计者:程旭
学院和专业:广东工业大学材
料能源学院模具设计与制造
班级:2006级模具10班
设计时间:2008.2
指导老师:汪立胜
“塑料成型工艺与模具设计”课程设计任务书课题设计名称:迷你花盆的注射模设计
塑件图:(模具课程设计指导-塑件图汇编:页面P68 图例3-18 )
塑件名称冷水壶盖材料PE-HD厚度 1 工件精度 5
设计内容:
1、编制模塑成型工艺规程(即填写“塑件成型工艺卡”)
2、绘制塑件注射模总装图(A3图纸1张)
3、绘制该模具凸模、凹模的零件图各一套(A3图纸多张)
4、编写完善模具设计说明书(按A4打印纸装订)
目录
一、编制塑件成型工艺卡 (4)
二、塑件成型工艺分析与设计
1.塑件原材料特性 (5)
2.塑件原材料成型性能 (5)
3.塑件的结构和尺寸精度、表面质量分析 (5)
4.塑件成型方法确定 (6)
三、塑件成型模具设计
5.型腔的数量和布置 (6)
6.选择注塑机型号及其参数 (6)
7.确定分型面 (7)
8.浇注系统选择和设计 (9)
9.成型部件的设计计算 (10)
10.侧向抽芯机构 (10)
11.排气系统设计 (11)
12.模架的确定和标准件选择(示意图) (11)
13.温度调节系统设计 (12)
14.推出机构(脱模) (12)
15.导向机构 (13)
16.模具设计心得体会 (13)
17.参考文献 (13)
18.模具总装图和零件图 (13)
塑件成型工艺卡
塑件名称高密度聚乙烯塑件草图材料牌号PE-HD
单件重量25.9g
成型设备型号XS-ZY-1000
每模件数 4
成型工艺参数
材料干燥干燥设备名称烘箱温度/℃70~80 时间/h 1~2
成型过程料筒温度
后段/℃140~160
中段/℃180~200
前段/℃180~190
喷嘴/℃150~180 模具温度/℃30~60
时间
注射/s 0~5
保压/s 15~60
冷却/s 15~60 压力
注射/MPa 70~105
保压/MPa
后处理
温度/℃_____
时间/min _____
编制日期审核日期李立2007.12.4 刘全心2007.12.15
●●
●
L=70mm。