固体制剂车间批包装计划指令单Word
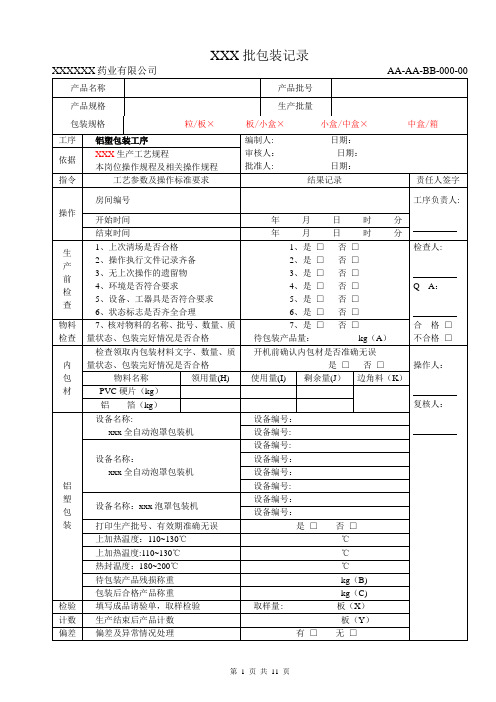
中药制剂固体制剂车间批包装记录模版【范本模板】
件数:件
移交人:
接收人:
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
留样量
残损量
剩余量
说明书(张)
小 盒(个)
大 箱(个)
枕包膜(kg)
BOPP包装膜(kg)
标
签
物
料
平
衡
物料平衡=(使用量+残损量+剩余量+批记录留样量)/领用量×100%要求限度:100%
说明书物料平衡= ×100% =%
限度:100%合 格 □ 不合格 □
小盒物料平衡= ×100% = %
限度:100%合 格 □ 不合格 □
小盒物料平衡= ×100% = %
限度:100%合 格 □ 不合格 □
中盒物料平衡= ×100% =%
限度:100%合 格 □ 不合格 □
成
品
收
率
取样、留样总量:板(袋)(A)
成品板(袋)数:板(袋)(B)
领用板(袋)数:板(袋)(C)
A+B
收率= ×100%= × 100%=%
C
收率≥99。5%合 格 □ 不合格 □
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
药品GMP认证用的文件样板-GMP文件-固体制剂车间-生产记录 2(固体制剂)表单大全

PA-04-006-00
中间站物料进站记录台帐
PA-04-009-00
中间站物料出站记录台帐
中间站名称:
PF-04-029-00
整粒生产记录
在产物品标签
工序:
在产物品标签
工序:
PF-04-022-00 一般生产区清场记录
试产品销毁记录
试产品销毁记录
试产品销毁记录
片剂工艺查证记录
日期:年月日~年月日
PF-04-025-00 批物料平衡表
PF-03-01-00
批生产计划指令单
1、印有批号的标签样张;
2、印有批号的小盒、中盒样张;
3、使用说明书样张;
4、产品合格证样张。
粘贴处:
批包装记录附件
5、印有批号的标签样张;
6、印有批号的小盒、中盒样张;
7、使用说明书样张;
8、产品合格证样张。
粘贴处:
批包装记录附件
9、印有批号的标签样张;
10、印有批号的小盒、中盒样张;
11、使用说明书样张;
12、产品合格证样张。
粘贴处:
PF-04-028-00
模具筛网使用记录表
颗粒剂工艺
查证记录
日期:年月
TF-00-004-00
胶囊剂工艺查证记录
月日
PF-04-034-00 工艺指令(一)
日期:
PF-04-035-00 工艺指令(二)
日期:
PF-04-036-00 工艺指令(三)
日期:
PA-04-008-00 工衣清洁记录
PF-04-009-00 高效包衣生产记录
工艺员:
PA-04-010-00 车间包装材料退库记录。
批生产计划指令单(生产科)(表格模板、doc格式)

PF-03-01-00
批生产计划指令单
开放的课程观要求我们充分利用各种课程资源,创造性地使用教材。要注意联系本地区和学生的实际,关注社会中新的信息、学生生活中新的问题和现象,对教科书中提出的问题、预设的活动进行合理的拓展和延伸,及时、合理地调整教学目标,灵活有效地推进教学过程,增强教育的针对性品名
你相信“人若有志,就不会在半坡停止。”就学习的阶段性而言,你处在初中的半山腰;就你进步的阶段而言,你也处在半山腰,这座右铭包含了你对自己的鼓励,希望你能真正意义上的做到勇往直前!
你文文静静,秀气美丽,课堂上总是眨巴着乌溜溜的眼睛专心地听讲,作业完成得认真又整洁,每次值日你都能有始有终,认真完成,老师真喜欢你。如果在课堂上积极举手发言,那你的思维会更加敏捷,口头表达能力会更加出色。勇敢些,相信你能行。指令编号
规格Leabharlann 批号计划产量工艺规程或编号
指令发布人
指令发布日期
年月日
指令发布依据
指令接收部门
作业时间及期限
年月日~年月日
备
注
固体制剂车间批包装计划指令单
品名
指令编号
包装规格批号待包装品数量待包装产品检验报告单号
指令发布人
指令发布日期
年月日
指令接收班组
作业时间及期限
年月日~年月日
备注
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
生产计划指令单

生产计划指令单企业各相关部门:经年间于年品种名称:批号:规格:计划批产量:事它事项:BL.QR/ZC-17A/0月日的“企业生产计划协调会议”研究决定:车月日开始生产下述品种:请各相关部门务必于计划生产日前做好与本部门相关的各项准备。
发放人:生产管理部(签章):年月日生产部部长(署名):年月日物料耗费审定序物料编物料名规理论用规定消耗实质应领备注号号称格量率/% 数目1234.. .. .. .. .. ..审定部门:审定人:时间:批包装指令单企业各相关部门 :依据车间生产的下述品种于年月日能够进入包装程序 .品种名称 :批号:规格:计划批生产量:实质待包装数目 :其余事项:请接到此包装指令的各相关部门即作出相应安排.质量管理部 ( 签章 ):年月日备料与领取序号物料代号物料名称规格数量备注1234发放人 : 日期 : 年月日收到人 : 日期 : 年月日领料单编号:领料单位发料单位编号编号A(原料)B(辅料)C(包装)D(其余物料)代码品名规格单位请领实领单价金额资料会计保存员(发料员)领料单位负责人领料人制单人核料单编号:品名代号批号版本页次工序批量草拟/复核批准序号代号品名原料批号处方投料实质配量称量人123456称量日期称量人复核人标签发放领取记录年名称批号规格件数标签张数发放人领取人月日标签退库销毁记录退库标签名称批号标签张数退库人收件人销毁日期销毁人监察人寄存货位卡名称包装规格代码规格货位号储藏条件效期质量查验批号编号产地根源去处入库出库数结存年报告单号数目量月日。
中药制剂固体制剂车间批生产记录模版

5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
请验单粘贴处:
附表
重量差异记录
湿丸范围(10丸)
0.000g~0.000g
操作要求
制丸时,每10分钟检查一次湿丸重量,要求湿丸重量在湿丸重量差异范围内
检
查
1、上次清场是否合格
2、操作执行文件记录齐备
3、无上次操作的遗留物
4、环境是否符合要求
5、设备、工器具是否符合要求
6、状态标志是否齐全合理
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
检查人:
QA:
合格□
不合格□
物料
检查
7、核对物料的名称、批号、数量、质量状态、包装完好情况是否合格
交
接
岗位同中间站进行物料交接
药粉重量:kg
件数:件
移交人:
接收人:
指令
工艺参数及操作标准要求
结果记录
责任人签字
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
25、是□否□
颗粒量:kg(A)
压
片
设备名称:XXXX旋转式压片机
设备编号:
操作人:
中药制剂固体制剂车间批包装记录模版

品
收
率
取样、留样总量:板(A)
成品板数:板(B)
领用板数:板(C)
A+B
收率= ×100% = × 100% =%
C
收率≥99.5%合 格 □ 不合格 □
入
库
填写入库单,入成品库
批记录留存: 入库单(正本)□
入库数量:箱盒
移交人:
接收人:
标
签
销
毁
标签名称
销毁数量
销毁方式
销毁地点
销毁人:
监销人:
说明书(张)
请验单粘贴处:
附表
装量差异记录
生产日期
年月日
每袋膜重
g/袋
装量范围
0.000g~0.000g
计算方式
平均装量=袋重平均值-每袋复合膜重
操作要求
分装时,每10分钟检查一次装量,要求装量在装量差异范围内
检查时间
平均装量(g)
设备编号:
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
时分
A+H
99.0%≤限度≤100.0%符合□不符合□
交
接
生产结束后产品入暂存间存放,待外包装岗位生产时经传递窗同外包装交接
数量:板
件数:件
移交人:
接收人:
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
检查
包装车间计划总表

YGB NJN-YGB-150310-003-10 F80037 造型固齿器-奶瓶型
SD NJN-SD-20150407-002 SD- 电炖锅
KD NJN-KD-150327-106-24 KD4056 宝宝练习筷 YTT NJN-YTT-150115-001-13 TN1086 发光挖耳勺
SN NJN-SN-150410-001-06 SN0395 宝宝喂药器
印花
印花 印花 印花 印花 印花
上线时间
4月22日 4月22日
4月22日 4月23日
4月23日 4月24日
4月24日 4月25日
4月25日 4月26日 4月26日
完成时间 备注
4月22日
4月22日
4月22日
4月23日
4月23日
4月24日
4月24日
4月25日
4月25日
2\1
4月26日
先装小箱,不够 的放塑料筐
SN NJN-SN-150325-001-22 SN0051 标准口径 花瓣形奶嘴S SN NJN-SN-150325-001-22 SN0062 宽口径 花瓣形奶嘴+(3入) SN NJN-SN-150305-003-09 SN0060 宽口径 花瓣形奶嘴M(3入)
SN NJN-SN-150410-001-06 SN0129 306度旋转尼龙奶瓶刷
计划数 3600 3024 7200 7200 3600
480 5760 3600 7200
装箱率
物流情况
1*12*12*144 1*12*12*144 1*12*12*144 1*12*12*144 1*6*24*144
1*4*6*24 1*12*24*288 欠奶嘴 1*12*12*144 1*6*12*72
称量批记录

毛重(kg)
净重(kg)
批号
检验单号
皮重(kg)
毛重(kg)
净重(kg)
批次序号
物料名称
物料名称
物料名称
称
量
人
复
核
人
产地
产地
产地
批号
检验单号
皮重(kg)
毛重(kg)
净重(kg)
批号
检验单号
皮重(kg)
毛重(kg)
净重(kg)
批号
检验单号
皮重(kg)
毛重(kg)
净重(kg)
固体制剂车间班组长:技术负责人:QA员:页
称量批记录编码:R-SC(GT)-005-00
产品名称
规格
批号
批量
万(片、粒)
指令:执行配制称量标准操作规程,核对物料品名、批号与实物一致
使用衡器校对情况:□准确□不准确
生产日期
年月日
批次序号
物料名称
物料名称
物料名称
称
量
人
复
核
人产地产地产地批号检验单号皮重(kg)
毛重(kg)
净重(kg)
批号
检验单号
生产指令管理规程

生产指令管理规程标题生产指令、包装指令管理规程文件编码SMP-PMP-003.B起草人起草日期年月日审核人审核日期年月日批准人批准日期年月日颁发部门质量保障部生效日期年月日分发部门生产技术部、质量保障部、固体制剂车间目的:规范生产指令的管理,保证生产有序和可控。
范围:适用于批生产指令、批包装指令及岗位操作指令的管理。
职责:1. 车间主任负责指令的下达与过程检查。
2. QA人员负责本规程的复核与监督。
3. 生产操作人员负责指令的执行。
内容:1 生产过程指令包括:批生产指令、批包装指令、岗位操作指令,其分别以批生产指令、批包装指令、各工序批生产记录的形式体现。
2 批生产指令、批包装指令2.1 批生产指令、批包装指令一式两份。
2.2 批生产指令的内容包括:2.2.1 产品名称、批号、规格、批量、生产开始日期,生产品种所执行的工艺规程编号。
2.2.2 批处方组成:原辅料的名称、规格、单位、用量。
2.2.3 指令编制人、审核人、签发人的姓名及日期等。
2.3 批包装指令的内容包括:2.3.1 产品名称、批号、包装规格、批量、包装日期、生产日期、有效期至;2.3.2 包材及标签的名称、规格、单位、数量;2.3.3 指令编制人、审核人、签发人的姓名及日期;2.4 批生产指令、批包装指令的使用2.4.1 批生产指令、批包装指令由固体制剂车间根据生产技术部下达的生产计划及生产进度进行编制,车间主任签发,QA审核。
2.4.2 说明:批包装批量=批待包产品的总重量/单位待包品平均重量(片剂为平均片重、胶囊剂为平均粒重、颗粒剂为每袋标示量)。
2.4.3 批生产指令第一联做为生产配料的依据;批包装指令第一联作为包装生产的依据。
2.5 批生产指令、批包装指令的归档管理2.5.1 批生产指令、批包装指令第一联在相应工序生产结束后附于批生产记录归档保存;第二联存生产技术部存查。
3 各工序生产操作指令(含包装操作指令)3.1 在生产前由车间主任在相应工序批生产记录中签注批号、相关技术参数的控制范围等内容,交由相关岗位人员执行。