板坯连铸机板坯连铸机液压系统系统..
板坯连铸大包滑动水口液压系统改造

板坯连铸大包滑动水口液压系统改造摘 要本文针对八钢炼钢厂板坯连铸大包滑动水口液压控制系统出现的问题进行分析,液压控制阀如果选型不当,而变得不适用,通过对2#板坯连铸机改造前后作比较,正确的选用及改进,该系统现在工作可靠,运行平稳使用维护方便,有效避免设备与人身事故的发生。
板坯连铸机的大包滑动水口液压系统控制大包滑动水口的开启和关闭,是连铸的关键设备,直接影响连铸生产过程的正常进行,在浇铸过程中,油缸控制钢水从大包到中间包,并控制流速,保持中间包钢水稳定,满足工艺生产需求,实际生产中,滑动水口开度需要经常调整,动作比较频繁,水口开度如调整不好,或水口无法打开或关闭除无法浇铸生产外,更严重的是在浇铸中因大包水口若不受控制关闭,将使中间包溢钢而烧毁设备,甚至会造成重大人身设备伤亡事故发生。
因此,大包滑动水口液压系统的可靠运行非常重要。
1 概述八钢2#板坯连铸机2007年11月建成投产,大包滑动水口系统,为液压系统控制如图 1 所示。
根据工艺要求特点,大包水口的控制要实现流速控制,即浇钢过程中准确对水口开度进行调整,关闭水口过程中为防止将钢液溅出将滑板执行机构包住,要求快速关闭。
因此执行机构必须实现快进,慢进,快回,慢回动作,在大包工操作平台12 米9 设置了手动关闭机构,实现在断电情况下可靠关闭水口,防止钢液溢出,事故扩大化。
大包水口控制机构为液压系统,设置有两台液压泵(一开一备)向蓄能器充压,保证工作时系统压力稳定。
控制系统由 6 组液压阀实现。
快速进退由10通径三位四通换向阀控制,慢速进退由 6 通径三位四通换向阀控制,手动阀实现事故状态下的水口关闭。
2 故障现象及分析2.1 事故现象1)液压缸要装入滑动水口滑板连接槽时,慢开阀速度不稳定,液压缸不能准确定位,需多次重复操作方可装入(爬行现象)。
2)液压缸出现自动伸出、关闭现象。
非操作情况下,在浇注过程自动关闭水口造成生产停滞,钢水溢出事故。
板坯连铸机中问包塞棒的液压系统设计
2 1 塞棒 的液压 站设计 .
液压站包括 主泵装 置、 循环装置 、 油箱 、 蓄能 器 、 回油过滤器 。 营 口项 目的塞棒控制和铸机 的动 态轻 压下共用 1个液压 站 , 质 介
1 塞棒 及 其液压 设计理 念
1 1 塞棒 的作 用 .
里采用 了伺服控制系统 , 满足动态 响应快 和控制精度高 的要求 。
由于采用 了伺服 阀, 要达 到伺服 阀要求 的介质精 度 , 要在 需 中间包塞棒 位于中间包上 , 用于对 中间包 到结 晶器 的钢水 流 伺服阀前加一个过 滤器 。如果 液压 站是供 给整个 伺服 系统 动力 量进行整体控制和微 调 , 同时在事 故状 态下 可以立 即截断 钢水 , 源 , 主泵 出口的过 滤器要 选用伺 服 阀需 要 的过滤 精度 ; 如果 一个
・
2 0. 4
第3 8卷 第 2 O期 20 12 年 7 月
山 西 建 筑
SHANXI ARCHⅡ CTURE
Vo _ 8 No. l3 20
J1 2 1 u. 02
・
机 械 6 2 (0 2 2 —2 0 0 10 — 8 5 2 1 )0 0 4 —3
蓄能器作应急动力源 , 为停 电状 态下塞棒 的 自动事故关 闭提 供压力油源 ; 同时吸收管路压力 脉动 , 降低减压 阀前压力 波动 , 提 高伺服 阀入 口压力稳定性 。
以上 这 些 重要 液 压 阀件 的 选 用 都是 基 于要 实 现 的 塞 棒 的 开 启
特性要求和控制要求考虑的 , 这也是液压 阀台设计 的一般思路 。
韶钢1 #板坯连铸机的液压和自动化控制系统
1 前言
随 着冶金行业国际化竞争 的不断加 快, 国内钢 铁企 业 只有不断进行技 术 改造, 提高产品档次 , 降低生 产成 本, 才能在 国际市场 中争得一席之地 。由于高效连铸 机 具 有金属收 得率高 , 耗低 , 能 单流 产量 高, 铸坯 质量 好, 机械化 、 自动化程 度高等 优点 , 使发展高 效连铸 机成为 钢铁 企业技 术进步的一 个重要标 志 。近年韶钢某 厂建 升高, 当温 度升至 I0  ̄ O0 C左右 时管 端 材料 达 到 良好的 塑性 状态 , 摩头进给力作用下管端开始径 向缓慢 向中 在 心收缩 , 最终 闭合成形 , 其实质是 金属在 高温状 态下熔 着粘附作用大大增强造成在合拢处发生咬焊 闭合现象 。 值得 注意 的是如果在 加工 过程 中产生了轻微 的振 动则 说 明收缩不匀出现 了折 皱, 时放慢 进给速 度振 动 自 此 然
维普资讯
液压 与 气 动
冶 车 间设施
20 0 8年 第 6期
动水 口、 中包 对 中定位 ( 只有 1 缸 ) 中包 提 升 ( 个 个 、 2 液压站 )中包预热 、结 晶器宽边夹紧、 晶器宽边 活动 、 结
侧打 开、 开引锭 杆、 脱 引锭 杆对 中定位、 引锭 e. 焰切 t f火 割辊道、 升降挡板 、 去毛 刺机、 浸入式水 口 换装置 。 快
・
H UA e h ,S IW e — h n, Xu — ui U n c e FENG — n Bo ha
( 广东松 山职业技术学院 , 广东 韶关
522 ) 1 1 6
摘 要 :结合工程实践 , 介绍 了 钢某厂 1 韶 #板坯连铸 机的工 艺流程和主要 技术参数 , 以及液压 和 自动化
板坯连铸机轻压下液压伺服系统原理与常见故障分析
板坯连铸机轻压下液压伺服系统原理与常见故障分析作者:韩文树来源:《山东工业技术》2015年第22期摘要:液压伺服系统是板坯连铸机轻压下控制技术的核心,系统工作性能的好坏直接影响连铸机的控制精度及铸坯质量。
本文分析了轻压下液压伺服控制系统的原理,并总结了系统常见的故障及处理方法。
关键词:液压伺服系统;轻压下;故障处理DOI:10.16640/ki.37-1222/t.2015.22.0221 液压伺服系统的组成及控制原理板坯连铸机轻压下扇形段由四个远程调辊缝液压缸组成。
液压缸作为液压伺服系统的执行机构,控制扇形段的辊缝值大小。
液压缸上装有位置传感器,用来检测油缸的位置。
每个液压缸由一个伺服比例阀控制。
轻压下液压伺服系统是位置闭环控制系统,主要由信号发生器、比较器、PID控制器、伺服比例阀、液压缸、位置传感器组成。
其系统方框原理图如图1所示。
指令装置向系统发出指令信号,位置传感器检测液压缸的位置,并将检测的位置信号反馈给PLC与输入指令信号作比较,得出误差信号。
误差信号经过PID处理运算后传给内置放大器伺服比例阀,伺服比例阀输出相应的油压和流量驱使液压缸动作。
如果负载变化或者其它原因引起液压缸位置发生变化时,则位置传感器检测到的位置信号也发生变化,计算机根据这个位置反馈信号不断修正控制信号,修正好的控制信号再输入给伺服比例阀,伺服比例阀即可控制油缸动作重回指定位置。
2 常见故障分析与处理轻压下技术对位置控制的精度要求很高。
通常出现的故障现象为,液压缸动作位置不能跟随到指定值,四个液压缸动作速度偏差大,液压缸无动作等。
2.1 液压缸位置不能跟随到指定值液压缸动作位置不能跟随到指定值是轻压下控制中最为常见的故障现象,也是较为难判断的问题。
电气自动控制系统根据现场反馈回来的位置信号不断的对液压系统进行调节,也就是对伺服比例阀的开口度进行调节。
例如油缸未能压下至指定位置,则电气调节液压伺服系统,使得伺服比例阀的开口度往驱使液压缸压下动作的方向增大,从而使得进入液压缸相关控制腔的油液流量和压力增大,液压缸继续压下动作。
方坯连铸机冷床液压系统改造

元件 ( 比例阀) , 分别输送 给2 组液 压缸( 每 组两个液 压缸) , 每组液 压缸分 成该设备 负荷很大 , 从而 出现以上弊 端 。 为了消除所 存在 的问题 , 我 们 别驭动 一组动 梁。 原 系统 在每组 油缸卡腔 油路上设 置l 台同步马达 , 确 把 同步马达放 置在与油 缸 上腔 相连 的油 路上 , 对 回油 实施 控制 , 形 成 保 动作 同步、 平稳 。 从使 用中可 以看出 , 振动、 冲击、 噪音 、 漏油 等现 象 回油 同步控 制 回路。 即将 同步马 达放在 动梁 升降 缸的 有杆腔 , 动梁 上 频 繁发生在 同步马达处 。
3 液 压 系统常 见故 障 分析与 防止 措施
故障1 : 液压 泵尼龙联轴器损坏 原 因分析 : 长 时间运转、 温度 较高、 材 质选 择, 不同轴、 电机 损坏或 供 动力, 故 系统 只对 同步马达 提供 开启平 衡 阀所需 的控 制油 压 , 压力 约 为5 力远 远 低于 改造 前的 泵损坏。 预防措 施 : 1 ) 材质的选择 , 韧性 较好 强度 较高材质, 2 ) 在装配 维修时 l 4 . 3 MP a 。 动梁升 降缸 有杆腔流 量为Q2 = 2 1 O L / mi n , 同步马达每 联排 =l 5 0 ml / r , 则 同步马达 的转速n =Q2× 1 0 3 / 2 q = 7 0 0 r / mi n;其转速 提高 电机 轴与泵的 卞轴同轴度小十等十 0 . 0 2 ; 3 ) 每 天巡检 电机 泵组运行 量 q 是 否正常, 泵是否有异 常噪音 , 电机 有无过热 现象 。 如有异常换 另一 泵 低于改造前 的n = 1 4 3 3 r / mi n 。 可见将同步马达放在 动梁 升降缸的有杆腔 组, 待停机 时检 查吸油滤 油器是否堵塞 。 如堵塞 , 清洗或 更换 滤油器 , 将极大降低其工作压力及转速 , 改善其工作条件 。
板坯连铸机板坯连铸机液压系统系统..

M B4
T
P
20× 3
a
ab
P1 T1 L1
马达离合器动作 (带压啮合)
大包液压马达事故驱动 0.05M Pa
L
A1
B1
制动盘 (带 压制动)
释放
制动
12 ×2
制动
12 ×2
释放
大包 回转 台 机上 配 管
16×2 16×2
1 6×2
20X 3 20X 3
1 6×2
车 间配 管
阀台区
MA1 A1 B1 MB1
弧形扇形段由固定辊子的上下框架、辊子,连接上下 框架的液压缸,扇形段定位固定装置,气水自动连通 装置等组成。辊缝调节由分布在四个角的液压缸实现, 四个液压缸将上下框架连接起来,并使扇形段夹紧, 传动辊布置在中间并由液压缸压下;所有扇形段均采 用径向更换方式。
压下缸压力: 3-18MPa 扇形段1∼6 压下缸: Φ125/Φ90-140 (XJS06BBE125/720-80HD-B10) 压
为保持钢水温度,回转台设有钢包加盖装置。钢包加盖 装置设置在钢包回转台升降臂上,由两个可独立旋转和升降 的悬臂组成,旋转可由液压马达或液压缸驱动,升降由液压 缸驱动。
L2d1a Pbd1a T2d1a φ 18X3 φ 28X3
φ18x3 φ18x3 φ18x3 φ18x3
钢包升降(臂1)
L A DL E TU RR ET LI FT IN G / A RM 1
油 口连接尺 寸:G1/4
阀台 中间配管 结晶器上配管
φ16x2
最小报警压力 10MPa
SPAHM:
4 .1
SPALM:
-F001
6
5
4.2 Am 1
板坯连铸机轻压下增压方法和实践

塞泵寿命会大大降低。若更换液压介质,更换 为耐磨阻燃的脂肪酸酯液压介质,费用比较高。 液压系统总体压力提高,系统泄露量加大,电 机耗电量增加。维修工作也将会大大增加。
方法三:连铸液压系统局部改造,采用增 压阀台,局部增加液压系统工作压力,即只对 参与轻压下的几个扇形段增加夹紧压力。增加 增压阀台,改造部分管线,增加轻压下扇形段 的工作压力,将液压压力从 21 MPa 增加到 23~ 24 MPa。原高压泵工作压力维持 21 MPa 不变, 新设计制造增压阀台,对原液压系统局部改造。 该方法与前两个方法比较优点是一次改造投资 低,系统运行费用低,性价比高,效果良好。 本文采用方法三。
余万吨置换产能将于
年投产
据 Mysteel 不完全统计,自 2018 年以来,全 国共发布 96 项产能置换方案,其中 46 项将于 2020 年底前投产,涉及 12 省 (市区),45 家钢 企 。拟 新建 炼钢 产能 7 318.8 万 吨、 炼 铁 产 能 6 837.05 万吨;退出炼钢产能 8 648.28 万吨、炼铁 产能 8 361.23 万吨。拟新建高炉 48 座、转炉 45
若增压后,扇形段夹紧缸阀块上电磁换向 阀泄漏量大,需将序号 3.1 减压阀压力调高,同 时调节增压器入口节流阀,加大增压器入口流 量。
图 1 增压阀台工作原理图 为了防止夹紧阀台上滑阀式换向阀内漏量 大问题,增压后高压油直接与夹紧阀台出口压 力管线连接,并加球阀及单向阀控制。
板坯连铸知识

板坯连铸知识板坯连铸是一种连铸工艺,它可以制造出高品质、高精度的钢板,是一种常规的钢铁生产方式。
在连铸生产中,熔融金属被直接浇铸成板坯,在一系列冷却和固化过程中,金属从液态变为固态,形成钢板。
在连铸生产过程中,板坯的质量与工艺密切相关,下面将介绍一些板坯连铸的基础知识。
1.板坯的定义板坯是指在板坯连铸机上铸造出来的钢板,通常是长方形或方形的形状。
板坯可以被进一步加工成钢板、薄板、钢卷等形式。
2.板坯连铸机的组成板坯连铸机主要由铸造机、结晶器、冷却水系统、张力控制系统、控制系统等组成。
铸造机是板坯连铸生产线上最重要的设备,主要作用是将液态钢倒入结晶器中。
结晶器是实现板坯连铸的最核心部分,它是一个特殊的容器,以带水套管的结构为主,将熔融金属逐渐冷却并凝固为板坯。
冷却水系统是板坯连铸机的另一个关键部分,它在整个连铸过程中负责冷却结晶器和板坯,以控制铸坯的冷却速度。
张力控制系统则负责保证铸造过程中张力的稳定性,以避免铸坯因张力过大或过小导致开裂或变形等问题。
3.板坯连铸的工艺流程板坯连铸工艺流程通常由六个步骤组成,分别是:铸造、结晶、轧制、切割、冷却和包装。
首先,液态钢从炉子倒到铸造机中,通过一系列的管路和阀门控制进入结晶器。
在结晶器中,金属开始冷却,逐渐凝固,形成板坯。
板坯在结晶器内行进一段距离,在此过程中,金属与结晶器内水的热交换促使板坯表面形成一层含氧化铁的皮层。
然后,板坯进入轧机进行轧制,这个过程将板坯加工成目标尺寸。
板坯经过轧制后,进入切割机,在切割机内被切割成一束束相同长度的板坯,最后被转移到冷却室,通过一系列的冷却和固化过程,金属从液态变为固态。
最后,板坯被包装转移到存储区,进行质量检测和备货。
相比于传统的钢铁加工方式,板坯连铸具有以下优点:① 高效率:板坯连铸可以在非常快的时间内生产出大量的钢板,大大提高了生产效率。
② 高质量:板坯连铸的结晶器和冷却水系统能够控制铸坯冷却过程中的温度和速度,从而保证了铸坯的质量。
板坯连铸机轻压下液压伺服系统原理与常见故障分析

指令 装置向系统发出指令信号 ,位置传 感器 检测液压缸的位置 , 并 将检测 的位置信 号反馈 给 P L C与输 入指令 信号作 比较 ,得 出误差
测伺 服比例阀的零偏是否过大 ,温升是 否过 高 。 信 号。误 差信号 经过 P I D 处理运 算后传 给 内置放大 器伺服 比例 阀, . 3 液压缸不动作 伺服 比例 阀输出相应的油压和流量驱使液 压缸动作 。如果 负载变化或 2 液压 缸不动 作通常 发生 在更换 扇形段 后 。轻压下 液压 系统 中 , 者其 它原 因引起液压缸位置发生变化 时 ,则位置传感器检测到 的位置
阀的开 口度进 行调 节 。例 如油缸 未能压 下至 指定位 置 ,则 电气 调节
3 结 语
液压伺服系统 中 , 7 0 % 的故障都是 由于液压油 污染造成的 。控制 液 压伺 服系统 ,使得 伺服 比例 阀的开 口度往驱 使液 压缸压 下动作 的 方向增大 ,从而 使得进入 液压缸相 关控制腔 的油液流量 和压力增 大 , 液压油的污染是 十分重 要的。了解并掌握一定 的轻压 下液压伺服控制 液压 缸继 续压 下 动作 。若 阀开 口度 已达 t 0 0 %,液压 缸 仍未 能压 到 技术 ,电气结合 液压 ,有助于人们能够快速有效 的检查处理板坯机轻 指定位 置 ,则 系统将保持 阀 的开 度为 1 0 0 %。这 时说 明在 1 0 0 % 阀开 压下故 障。
D O T: 1 0 . 1 6 6 4 0 / i . c n k i . 3 7 — 1 2 2 2 / t . 2 0 1 5 . 2 2 . 0 2 2
1 液压伺服 系统 的组成及控 制原理
板坯连铸机轻压下 扇形段 由四个远程调辊缝液压缸组 成。液压缸
时误 差太大 。
板坯连铸机控制系统改造

2 1 年 1 月 01 O
山 东 冶 金
S a d n Meal r y hnog tl g u
V0 . 3 13 No5 . 0c o e 0 tb r 2 1 1
板坯连铸机控 制 系统 改造
孟祥 彬 , 江 楠, 李 克
( 芜钢铁 集团有限公司 自动化部 , 莱 山东 莱芜 2 10 ) 7 14 摘 要 : 莱钢大 型 2 板坯连铸机控制系统 由于设计缺 陷 , 已不能满足生产的需要 。通过将结 晶器振动装置 由机械振动改 成 液压驱 动 , 增加结 晶器调 宽系统 , 二冷配水 模型化 , 现场操 作箱改造成远程站 , 各控制子系统统 一网络 , 投用铸坯跟踪计数
冗余 系统 , 使用毛刺 系统和离线调宽 系统等措施 , 高了铸 机整体 的控制 能力和水平 , 提 实现 连铸 铸机整体 的高度 自动化控
制, 提高产 品质量及产量 。
关键词 : 连铸机 ; 控制系统 ; 改造
中图分类 号: P 7 T 23 文献标识码 : B 文章编号 :0 4 4 2 (0 10 — 19 0 10 — 6 0 2 1 )5 0 2 — 2
收稿 日期 :0 10 — 8 2 1- 80 作者简 介: 孟祥彬 , ,9 6 男 17 年生 ,0 2 2 0 年毕业于 山东 大学 自动化专
数值计算动态调节各区水量 , 使得铸坯按照预定的
目标温度均匀冷却 , 以便达到控制铸坯组织和内部 质量 的 目的。二冷配水模型考虑了铸坯传热 的滞
的使用寿命。 2 结 晶器 调 宽 系 统 的盲 区 。 由 于没 有 结 晶 器 )
调 宽系 统 , 晶器下 线 以后 维修 人员 通过 标 尺测绘 结 进 行结 晶器 宽 度 的调 节 , 尺 测 绘 既 产生 误 差 , 标 又 耗 费 大量 的人 力 物力 , 外结 晶器 宽 度 没有 反 馈 , 另 不 能在 线查 看所 投用 结 晶器 的宽 度 , 一旦 宽度 发 生
双流板坯连铸机扇形段液压系统实际应用及优化
李文丁 李 娟
f 安 阳钢 铁 股 份 有 限 公 司 第二炼轧厂 , 河南 安阳 4 5 5 0 0  ̄
摘 要 : 介 绍 双 流 板 坯 连 铸 机 扇 形 段 液 压 回路 工作 原 理 及 特 点 , 并 根 据 使 用 过 程 中 出现 的 问题 ( 驱 动、 夹 紧动 作 不 同步 ; 管 路
程 的要 求 , 进 行冷 、 热坯压力 的转换 ( 上 引锭时用冷 坯压力 , 浇
注时使用冷坯 压力 ) ;夹 紧 回路 的作 用 主 要 是 保 持 扇 形 段 有 足
3 - 2 针 对 同步 性 问 题 ,可 以选 用 同步 精 度 高 的 回路 来 优 化原系统 , 具 体方案如下 : 采 用 分 流 阀取 代 原 来 的单 向节 流 阀 , 可 大 大 提 高 驱 动 缸 的 同步 精 度 ; 采 用 调 速 阀取 代 原 来 的 单 向节
够 的夹 紧 力 . 保证扇形段 的辊缝值 , 并 且 在 出尾 、 检修、 及 事 故 状态下抬起扇形段的内弧框架。
2 在 日常 生产 维 护 过 程 中扇 形段 出现 的 问题
流阀 , 可 减轻 负 载 对 同 步 性 的影 响 , 提 高 同 步精 度 ; 原 来 扇 形 段
上 的管 路 布 置 改 为 集 成 阀 块 , 可减少扇 形段管路 长度 , 并 可 增 加阀块的防护罩 , 可 减 轻 恶 劣 工 况 对 液 压 元 件 的影 响 。通 过 这
泄 漏 频繁 ; 管路拆装不方便 ; 驱动缸 断; 铸 坯鼓 肚 等) 对 双 流 板 坯 连铸 机 扇 形段 液压 原 理 及 液 压 管 路 布 局 进 行 了优 化 。
关键词 : 板坯连铸机 ; 扇形段 ; 液 压 同步 回路 ; 泄 漏 防 治 方 案
板坯连铸机液压系统改进
板坯连铸机液压系统的改进研究摘要笔者研究了连铸机原有液压系统出现的问题,主要有控制力较低以及漏油,油温较高以及系统压力达不到标准等;并分析了液压系统的改进方法,包括提高系统控制力以及改善漏油现象,降低油温以及改善系统压力,对系统当中的管路进行改造。
关键词液压系统;连铸机;板坯;改进中图分类号tg233 文献标识码a 文章编号 1674-6708(2013)87-0061-02液压系统是连铸机当中的一个重要部分,具有重量较轻、体积较小以及方便操作的优点,同时液压系统在工作的过程中,具有较好的动态特性以及较快的响应速度,对于机械设备正常运行能起到重要作用[1]。
但是,就我国连铸机旧有的水平而言,其中的液压系统还不够完善,存在许多问题,只有对液压系统加以改进,才能有效提高机械设备工作时运行的水平。
对此,研究改进板坯连铸机液压系统的方法具有重要意义。
1 连铸机液压系统概况本文分析的连铸机设备存在多个液压转动系统,脱引锭、扇形段以及回转台等都采用了该传动装置。
液压系统可以在主机指挥系统与设备控制信号之间起到连接作用,从而实现控制设备运行的自动化,更好地完成生产。
该设备投入运行的时间为本世纪初,目前,液压系统已经呈现出老化趋势,并存在不少问题,对生产工作产生了影响,所以有必要对系统加以改进。
2 系统出现的问题2.1 控制力较低以及漏油远程控制系统,如拉矫压力系统以及拉红坯系统的控制能力以及调节能力较低,比例减压阀不能够发挥出应用的作用;进而导致仪表系统产生很多问题,在发生故障时,需要较长的时间才能排除故障。
扇形段当中的垫块缸以及传动辊压部位常出现生锈以及漏油现象,其中接头漏油现象较为突出,不能及时更换接头。
2.2 油温较高以及系统压力达不到标准当液压系统当中的油温较高时,会对系统造成极坏的影响,极易缩短系统的使用寿命。
当扇形段当中的溢流阀出现溢流现象时,管道壁与油之间发生的摩擦会导致热量的产生,从而提高油温,再加上水冷却器年久失修,且冷水不够干净以至于冷却器不能够发挥出较好的冷却效果,这就加速了油温上升。
大型板坯连铸机液压润滑系统
新技术・新设备大型板坯连铸机液压润滑系统西安重型机械研究所 曹永福 郭星良 赵伶侠 郭力戎摘要 论述了我国自行设计制造的现代化大型板坯连铸机液压润滑系统的主要性能、设计特点、制造成套及安装调试等方面取得的经验。
叙词 大型板坯连铸机 液压 润滑 系统Abstract H ere is an expo siti on of the hydrau lic lub ricating system of the Ch inese2 bu ilt large2size slab concasting m ach ine,a m odern ized caster,expounding the exp erience ob tained in its p erfo rm ance,design featu re,m anufactu re and supp ly of com p lete set of equ i pm en t as w ell as in stallati on and comm issi on ing.D escr iptors large2size slab concasting m ach ine,hydrau lic,lub ricati on,system 由西安重型机械研究所设计,立足国内制造的第一套大型板坯连铸机攀钢1350mm 板坯连铸机于1993年10月18日投入生产以来,设备运行良好,1996年该机已超过年设计产量100万t。
随主机投入运行的液压润滑系统良好的性能,有效地保证了该连铸机的正常生产。
继攀钢大型板坯连铸机顺利投产之后,西安重型机械研究所又成功地为上钢三厂设计了300mm×2000mm(国内最大断面)板坯连铸机。
其液压润滑系统于1995年10月18日随主机顺利投产,设备运转情况良好。
这两套大型板坯连铸机液压润滑系统都是由我国独立自主设计、制造成套、安装并调试成功的,使我国连铸机在液压润滑方面装机水平达到了一个新的高度。
连铸机振动液压系统油液污染的原因及改造

将连 铸 机生 产 的 性能 增 强 , 从 而 有 效将 板 坯连 铸 机 的拉 速 时 的
问题 减少 。
1 连铸机振动区液压系ຫໍສະໝຸດ 油污染的危害 连铸 机 振 动 区液 压 系统 污染 严 重 时会 导致 伺 服 阀 的返 修率 增多 , 重 要 系统 元件 也 会被 卡 死 , 祸 及连 铸 机烧 钢 时 的正 常 运 作 , 严 重 时 就会 在烧 钢 时 出现 卧坯 、停 泵 的情 况 , 给 正 常的 生 产 造 成不 良的影 响 。生 产作 业 中出现 的振 动 区 系统 污染 现 象 早 已成 为制 约 板坯 连 铸机 生 产 的一 大 障碍 因 素 。因此 , 笔 者 对 其 现 象 的产生 采取抽 样化 验 的方法 , 分析 污染 颗粒 的来 源和 组合 ,
在循 环 泵 的 出 口采样 检测 污 染情 况 , 经 检 测油 液 污染 的颗 粒 以氧 化 铁颗 粒 为 主要 成 分 , 油 液 的清 洁 程度 应 该 在 N A S 6级 及 以上 , 而抽 样 检测 出的 油污 清 洁 度 为 N A S 9级 , 严 重 的超 出 要求 , 不 能满足 工作 需要 。
P
& D
连铸 机振 动液压系统 油液污染 的原因及改造
玉瑞 智 ( 中冶东 方工程 技术 有 限公司 北雷 连铸 公司 , 山 东青 岛 2 6 6 5 5 5 )
摘 要 对板 坯连铸 机 震动液 压 系统 污染原 因进行 查找 分析 后 , 制定 出相应 的改 良 对 策 ,高效地对 制 约连铸 机拉 链 3 - 作 的 问题 进行解 决 , 将连铸 机 油结 晶 器震动造 成 的作 业停机 时 间减 降至 1 0 % 。 关 键 词 连铸 机 ; 液压振 动 系统 ; 污 染控 制 : 分析 ; 改 良 中图 分类 号 : T F 3 4 1 文献 标识 码 : A 文 章编 号 : 1 6 7 1 —7 5 9 7( 2 0 1 3 )0 2 1 - 0 8 2 — 0 1
炼钢方坯连铸机中间包车液压系统常见故障分析

使用维护炼钢方坯连铸机中间包车液压系统常见故障分析赵俭(甘肃钢铁职业技术学院,甘肃嘉峪关735100)摘要:连铸机中间包车的作用主要是对炼钢中间包起支撑作用和输送作用。
在运行过程中,出现故障最多的是液压系统,而在处理这些故障费时费力,有些故障原因很难判断。
通过对日常所维护的炼钢方坯连铸机中间包车的液压系统进行分析,找出一些常见故障的原因,顺藤摸瓜,对症下药,提高效率,从而起到减少故障的作用。
关键词:连铸机中间包车;液压系统;减小故障1中间包车液压系统原理1.1液压系统中的控制部分和执行部分原理图图1控制部分和执行部分原理图1.2电磁动作表表1电磁动作表设备〜Yl-b Y2-b Y3-b Y4-b Y5-a Y5-b升降缸上升+下降+上对齐++++1.3中间包车液压系统原理(1)根据液压系统图,P口为压力油口,T口为回油口直接连接油箱。
Y5是一个中位机能为Y型的三位四通电液换向阀,当Y5的a端带电时,电液换向阀的阀芯打到左位,压力油经过球阀,再经过换向阀Y5,经过液控单向阀,再经过单向节流阀,最后进入液压缸底部,使液压缸上升。
回油流入油箱。
(2)当丫5的b端带电时,电液换向阀的阀芯打到右位,压力油经过球阀,再经过电液换向阀,经过单向节流阀,最后进入液压缸上部,使液压缸下降,此时,液控单向阀的阀芯打开,液压缸底部的油经过液控单向阀,流入油箱。
(3)Y1、Y2、Y3、Y4均是两位两通的电磁换向阀,当Yl、Y2、Y3、Y4的b端带电时,电磁换向阀的阀芯打到右位,由于Y5不带电,处于中位(零位),此时压力油经过球阀,作者简介:赵俭(1984-),男,甘肃会宁人,中级职称,本科,研究方向:机械制造。
再经过Y1、Y2、Y3、Y4等电磁换向阀,再经过液控单向阀,使液压缸上升,而液压缸顶部的油则经过Y5流入油箱,当缸上升到不能继续上升时,随着部压力的不断增大,安全阀的阀芯打开,压力油会有一部分经过安全阀流回油箱,使压力下降,如此反复,可以保持液压缸上对齐的一个状态。
首秦公司2400mm大板坯连铸机结晶器液压振动控制系统

Ke o d mo l y r u i s i ao , P yW r s ud h d a l o cl tr c l MAC c n r l r sn t v , n n sn u v o t l , i e cl e o e r o — iec re
结晶器液压振动技术是大板坯连铸的先进技
术 之一 ,其作 用是 为 防止在 拉坯 时坯壳 与结 晶器
1 液 压 振 动 系 统 为 振 动 参 数 ( 幅 、振 ) 振 频 、振动 方 式—— 正 弦 或 非 正 弦 ) 的 在 线 调 整 提供 了更 高 的灵活 性 。 2 可提 高连铸 坯 的表 面质 量 和 连铸 设 备 的 )
粘结而强制脱模。合适的振动装置及振动曲线有
利于改 善连 铸坯 的表 面质量 ,提 高连铸 机 的作 业 率 、减 少漏 钢率 。连铸 生 产对结 晶器振 动 的要 求
可靠性 ,降低漏钢率。
3 可提 高振动 系 统 和 导 向 系统 的寿 命 ,从 ) 而 降低 了维护 费用 。 国内带有 液压 振动技 术 的大板 坯连铸 机 大部
20 05年 9月 秦 皇 岛首秦 金 属 材 料有 限公 司 ( 简 称 首秦公 司 ) 从 美 国西 马 克 引进 了 1台 先进 的 大板坯 连铸机 ,其 核心技 术之 一就 是结 晶器 液 压 振动技 术 。
比较困难 。非正弦振动规律地实现比振动轨迹地 实现要困难很多,因此 ,振动装置的发展主要表
现在非正弦装置的驱动和控制方面。液压振动系 统结合伺服控制系统使正弦振动及非正弦振动的 实现变得较为简单 。液压振动装置与传统的机 J
械振动装 置 相 比具 有 以下优 点 :
连铸机液压系统控制热坯压力稳定条件研究

也 只增 加 了 3个单 向阀而 已 ,没有 过多增 加 成本 。 由此 可 以得 出连铸 机液 压 系统控 制热 坯压 力稳
定 条件 之 一 :热坯 压力 减 压 回路 不 可 以 由有 明显 压 力 波动 ( 失压 或增 压) 可 能 的液 压控 制元 件进 行控
制 ,对 于设 计 者来 说不 可在 此处 只 图方便 、紧凑 或
水 平 已得 到 了提 高改 良 。而 国 内受 液压 技 术 水 平 、
}
…
\
液压设计水平及 主体设 备工况水 平的 限制 ,到 目
前 为 止 在 液 压 系统 设 计 上并 无 多 大 变 化 ,特 别 是 板 坯 连 铸 机 液 压 控 制 系统 多 年 来仍 然 沿 用 国外 已
过 时 的液 压 技 术 和控 制技 术 ,没 有 充 分 发 挥 液 压 系统 的优 越性 和时效 性 。
P E
t ], ^
… (
J_ I
图 1 减 压 阀 台原 理 图
1 液 压 系统 分 析
以我 厂 连 铸 机 液 压 系统 为 例 ,在 控 制 热 坯 压
力 ( 压力 ) 的减压 阀 台上 ( 图 1 ,正 常情 况 朋 见 ) 下控 制 P 的是 D 2 H N 0的 比例减 压 阀 ,处 于备 用 的 是 D 3 N 0的 手 动减 压 阀 ,液 压 站 系 统 压 力 (E压 P
5 20 2(1驯 4 o年第 期总3 疆 1 4 ,
y. @c io zs f. m j hc
_ 设备维护及改造 》 l j i
|
表 1 ,可 以看 出 阀 WD I一 控 制着 P 和 P ) FO 1 H E压 力 的转 换 ,而 阀 WD I一 F O 2和 WD I一 F O 3控 制 连 铸 液压 缸 的动作 。 由于 P 压力 持续 升 高且 在 无 载荷 H
连铸机大包回转台液压系统的设计改造
在 夏 天 , 气 预 热 器 入 口风 温 高 传 热 温 差 小 , 气 对 空 空 烟
气预热器 的放热量就少 , 而使排烟温度升高 。 从 同时制粉系
统 需 要 的热 风 减 少 , 过 空 气 预 热 器 的一 次 风 减 少 , 烟 温 流 排 度 升 高 , 属 于 环 境 因 素 , 难 以 克 服 的 , 增 加 过 多 的 受 这 是 若 热 面 , 低 空 气 预 热 器 入 口烟 温 , 季 时 , 烟温 度 会 低 于 降 冬 排
连接 , 当大包 回转 台液压缸漏油时 , 使本体 液压 系统 油量 瞬
间减少 , 体压力 瞬间降低 , 造 成扇形段 压下压力 减少 , 整 易 受 热 面 积 灰 结 渣 将 使 传 热 系 数 降低 , 气 预 热 器 堵 灰 空 则 空气预热器传热面积减少 , 都将使烟气的放热量减少 , 这 使 排 烟 温 度 升 高 。 热 面 积 灰 指 锅 炉 受 热 面 积 灰 、 渣 及 空 受 结 预器传热元 件积灰 , 炉受热 面积灰将 使受热 面传热系数 锅
排 除设 计 原 因 , 炉 一 般 应 保 持 在 设 计 的排 烟 温 度 即 锅
经济排烟温度下运行 , 如偏离设计温度超过 1T以上 , 0 就应
该 针 对 具 体 情 况 分 析 原 因 , 取 相 应 的 有 效 措 施 , 锅 炉 达 采 使 到 安 全 、 济 的 运行 状 态 。国 产锅 炉 运 行 中 , 烟 温 度 普 遍 经 排
降 低 , 炉 吸 热 量 降 低 , 气 放 热 量 减 少 , 预 器 入 口烟 温 锅 烟 空
大包回转台液压系统在高温热源 (o  ̄5 0 附近工作 的 4 o 0 ℃)
特 点 , 选择阻燃液压液 ( 表 1 。 应 见 )
钢坯连铸机冷床平移液压系统特性的改进
20 0 6年 第 5期
液 压 与 气动
钢 坯 连 铸 机 冷床 平 移 液 压 系统 特 性 的 改进
郝彦军 , 宋锦 春
I t o e n fHy r u i a se f rCo l g Be o e e to h m p v me to d a l 、 t m o o i K 1e ’ v m n ft e r t c v GO t d M Ol 5 n t
Q C 2 寺 户一 1 L a √ ( 户 A s )
当z < 0( 阀芯 向右 )同理 可得 : ,
厂 ——— ——一
( 1 )
Q 一 a1 ( 一 2 L C √吉户 ) A s
( 2 )
式 中负号表示 负载流量反 向 ; a C 为流 量系数 ; p为 油液 密度 ; 、 为节流 口开 口面积 ; 为 负载 流量 。 A1A2 QL 将 L= 户 一 2 。= l 2代人 式 ( ) ( ) l 、 + 1 、2
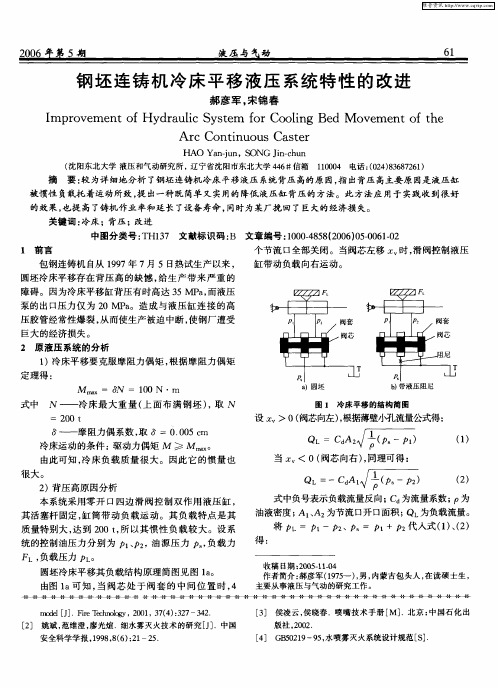
关键 词 : 冷床 ;背压 ;改进
中图分 类号 : H17 文 献标 识码 : 文章 编 号 :0 045 (0 60 —0 10 T 3 B 10 —88 20 )50 6—2
1 前 言
个 节流 口全 部关 闭 。 当阀芯 左移 z 时 , 阀控制 液 压 滑
缸 带动 负载 向右 运 动 。
2 0 0 t
— —
设z >0( 阀芯向左 )根据薄壁小孔流量公式得 : ,
厂 —— —— —一பைடு நூலகம்
摩 阻力偶 系数 , 取 = 00 5c .0 I n
冷床运动的条件 : 驱动力偶矩 M ≥ M一 。 由此可知, 冷床负载质量很 大。因此 它的惯量也 很大 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
接 图 号 079 08 01. 8Y L
A(B ) 臂包 盖回转 驱动
包盖 回转 浇钢位 停
包盖 回转 离开 停
包盖 回转 浇钢 位
包 盖回转 离开
A(B ) 臂包 盖升 降
L
A2
12MP a
B2
A1
12M Pa
B1
1 6×2 MA 3 T P
16 × 2 MB3 MA4 M B4
降
升
T P
0 .05MPa
DN6
3.2
X X
DN6
13.1
DN 10
4.1
DN6 s vhz 11
4.2
DN6
X
X
sv hz 12
5.1
a
b
5.2
a
b
φ 63 x4 φ 63 x8 φ 2 8x3
T2 d21: φ 28X 3 Pbd 21: φ 2 8X3 T2 d11: φ 63x 4 Pbd 11: φ 63 x8 L2 d1: φ 28X 3
1.1
1.2
1.3
阀台 B DN10
2.3 1.10
9
22 DN30 MPa DN 10
DN 10
2.4
DN 10
1.11
φ18x3 φ18x3
8.1
DN30 DN30
y
7
L2d1a
DN50
8.2
Pbd1c :φ 18x3 φ2 A a P b T B s vh z1 3 T2d1c: φ28x2 Pbd1c T2d1c
升
降
升
LI FT IN G v= 25 m m /s Q= 30 L/ m in
LI F TI NG LO WE RI NG v= 2 0 mm /s v= 22 .5 m m /s Q= ~ 39 8L /m in Q= ~3 98 L/ m in 液压缸 . 6 50 x7 2 0( 工作行程 6 60 )
板坯连铸工艺流程介绍 存放于钢包的合格高温钢 水经行车吊运至连铸钢包回转 台受包位后,生产人员安装大 包水口油缸,钢包回转台旋转 到浇注位,大包水口滑板在油 缸作用下拉开,钢水流入大包 下方的中间包,待液面达到规 定高度,中包盲板拉开,钢水 经塞棒控制流入下方的结晶器 内。结晶器下方有引锭杆,引 锭杆与结晶器水冷炉壁形成一 容器,钢水在容器内冷却形成 坯壳。坯壳扇形段驱动油缸施 加于引锭杆上的拉矫力作用下 下移并矫直,经扇形段冷却水 冷却不断凝固形成铸坯。铸坯 经切割机定尺切割后,由辊道 输送到指定位置。
PE1 L1
16 × 2
6.13
φ22X3 DN16 DN16
S PA HB: 17 MP a S PA LB: 2M Pa
19
M6
6 .6
15 16 6.7
1.2
M7
PC
6.8 MP 1 MP 2 MT ML 6.9 6. 10 6 .11 6.12
3.4 DN 10
DN 10
B A
12 设定压 力1 70ba r DN10 18 13 DN10
钢包升降(臂1)
L A DL E TU RR ET LI FT IN G / A RM 1
钢包盖升降(臂1) 降
L OW ER IN G v =2 5 mm /s Q =1 6L /m in 液压缸 . φ 1 6 0/ φ 11 0x 25 0
钢包盖旋转(臂1) 旋入 旋出
IN OU T v =4 5 mm /s v= 45 m m /s Q =1 3. 6L /m in Q= 9. 3L / mi n 液压缸 . φ 8 0/ φ 4 5x 40 0( 工作行程 3 50 )
1 6 ×2
20X 3
车间配管
MA1
阀台区
A1 B1
MB1
MA2 22MPa
20X 3
A2 B2
MB2
MB3 B3
22MPa 0-10MPa A B P T 2.5MPa 2.5MPa 0-10MPa A B P T
接图号 079080 1.6YL
16 × 2
16 × 2
16 × 2
PE1:30×4 L1:30×4
a A P B T
DN20
CM 02
svh z34
14
中间罐车用于将中间罐从准备位置运输到浇铸位置,为实现 浇铸期间迅速更换中间罐和水口的烘烤,设置有两台中间罐车,在 中间罐车运行期间,中间罐车的升降机构将中间罐顶升起来,以免 水口受到损伤。升降机构是由设在车架上的液压缸顶升横梁顶升中 间罐,并通过同步装置使其同步。 为了使水口位置处于结晶器内合适位置,中间罐车设有对中 装置。对中机构由两台液压缸组成,支承中间罐的横梁下设有滚轮, 通过液压缸可以很方便的实现中间罐的对中。 钢包长水口机械手用来安装和拆卸钢包长水口,具有翻转、 升降、旋转、长水口压紧、氩气密封等功能。本装置安装在中间罐 车上,主要由立柱、倾翻臂、立柱升降装置、水口平移装置和长臂 压紧装置组成。立柱升降装置由液压缸驱动,能使长水口升降,手 动使水口倾翻,以便安装,拆卸和清理水口。长臂压紧装置由液压 缸驱动,既能使水口与钢包紧密结合,又能支承钢水冲力。
大 包 回 转 台 A( B) 臂 动 作 液 压 缸
2 2M Pa
N G06
N G3 2 T A
A
P
N G32
A A a P B T P
B T
N G3 2
T :D N32
P :D N32
L :D N15
接 图 号 079 08 01. 6Y L
P1l :D N50 L1 l: DN5 0 T1l :D N50
钢包回转台是支承钢包实现多炉连浇的重要设备,它从 钢水接受跨接受钢水,回转至浇注跨,并实现快速更换钢包。 它具有回转、称量、保温等功能,保证连铸机安全、可靠地 实现多炉连浇,并可进行事故处理等操作。 钢包回转台结构为蝶形,各支撑臂可单独升降,升降为 液压缸驱动,两臂各有一个用球铰支承的液压缸,布置在回 转台的中间。回转台配有盘式制动器,有利于回转台的稳定。 事故传动为液压或气动马达,正常工作时事故驱动装置与主 减速机是脱离的,出故障时通过离合器与主减速机连接。 为保持钢水温度,回转台设有钢包加盖装置。钢包加盖 装置设置在钢包回转台升降臂上,由两个可独立旋转和升降 的悬臂组成,旋转可由液压马达或液压缸驱动,升降由液压 缸驱动。
T
P
20 × 3
20 × 3
10 × 2
10MP a a -10V a b + 10V a b a
20 × 3
P1 T1 L1
P1 T1 L1
大包液压马达事故驱动
制动盘 (带压制动) 0.05MPa 释放
马达离合器动作 (带压啮合)
制动 L
12 ×2
A1
大包回转台机上配管
B1
制动 释放
12 ×2
1 6 ×2
1.4
M4
φ18x3
10
φ18x3
12
2.1 1.6
DN 10
2.2 1.7
M3
A1
B1 DN 10 DN 10
1.5
1.8
M2
A2 B2 DN 10 DN 10
M1
1.9
13.2
Pbd1a T2d1a
13.3
13.4
13.5
Mp Mt
DN6
DN6
6.1 11
DN.1
φ 18X3 φ 28X3