点焊焊接规范标准参数表
点焊机设定的各焊接参数说明(精)
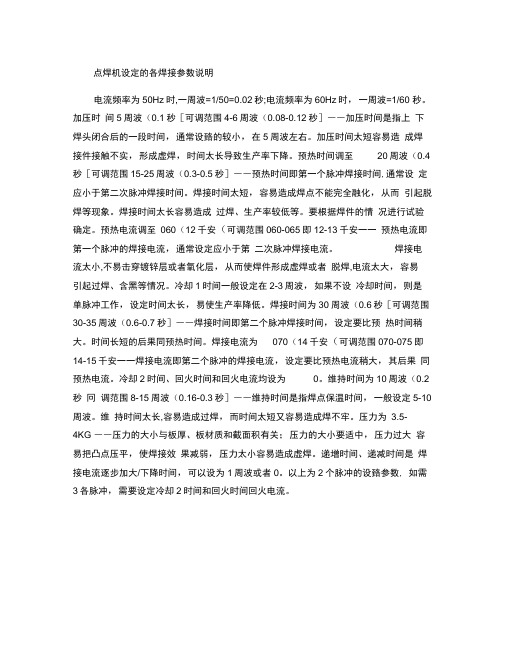
点焊机设定的各焊接参数说明电流频率为50Hz时,一周波=1/50=0.02秒;电流频率为60Hz时,一周波=1/60 秒。
加压时间5周波(0.1秒[可调范围4-6周波(0.08-0.12秒]――加压时间是指上下焊头闭合后的一段时间,通常设臵的较小,在5周波左右。
加压时间太短容易造成焊接件接触不实,形成虚焊,时间太长导致生产率下降。
预热时间调至20周波(0.4秒[可调范围15-25周波(0.3-0.5秒]――预热时间即第一个脉冲焊接时间,通常设定应小于第二次脉冲焊接时间。
焊接时间太短,容易造成焊点不能完全融化,从而引起脱焊等现象。
焊接时间太长容易造成过焊、生产率较低等。
要根据焊件的情况进行试验确定。
预热电流调至060(12千安(可调范围060-065即12-13千安一一预热电流即第一个脉冲的焊接电流,通常设定应小于第二次脉冲焊接电流。
焊接电流太小,不易击穿镀锌层或者氧化层,从而使焊件形成虚焊或者脱焊,电流太大,容易引起过焊、含黑等情况。
冷却1时间一般设定在2-3周波,如果不设冷却时间,则是单脉冲工作,设定时间太长,易使生产率降低。
焊接时间为30周波(0.6秒[可调范围30-35周波(0.6-0.7秒]――焊接时间即第二个脉冲焊接时间,设定要比预热时间稍大。
时间长短的后果同预热时间。
焊接电流为070(14千安(可调范围070-075即14-15千安一一焊接电流即第二个脉冲的焊接电流,设定要比预热电流稍大,其后果同预热电流。
冷却2时间、回火时间和回火电流均设为0。
维持时间为10周波(0.2秒冋调范围8-15周波(0.16-0.3秒]――维持时间是指焊点保温时间,一般设定5-10 周波。
维持时间太长,容易造成过焊,而时间太短又容易造成焊不牢。
压力为 3.5-4KG ――压力的大小与板厚、板材质和截面积有关;压力的大小要适中,压力过大容易把凸点压平,使焊接效果减弱,压力太小容易造成虚焊。
递增时间、递减时间是焊接电流逐步加大/下降时间,可以设为1周波或者0。
点焊参数初始设定参考
7 2 五步电流递增设定 2 450 300 1.5 3 500 500 1.0
7 2 五步电流递增设定 2 150 300 0.5 脉冲1焊接时间 (周) 12 14 6 7 6 7 6 7 3 250 500 0.5 冷却时间 (周) 1 1 2 2 2 2
非镀锌板和电镀锌板焊接 GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 9 304 431 10 431 431 12 431 545 15 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 18 21 24 28 28 焊接脉冲数 1 1 2 3 3 3 4 4 4 4 450 600 0.75 焊接电流(kA) 保持时间 低碳钢 高强度 (周) 钢 9.0 9.5 2 9.5 10.0 2 10.0 10.0 2 10.5 11.0 4 11.0 11.5 12.0 12.5 13.0 5 675 900 0.75 11.5 12.0 12.0 13.0 13.0 4 4 8 8 8 总计 2025 2500 / GMT范围 (mm) 0.70-1.09 1.10-1.39 1.40-1.59 1.60-1.79 1.80-2.09 2.10-2.39 2.40-2.79 2.80-2.99 3.00-3.40 步数 增加电流 焊点数 增加电流/点 焊接压力(kgf) 总焊接时间 低碳钢 高强度 (周) 钢 218 304 12 304 431 14 431 431 18 431 545 21 545 545 727 727 863 545 727 727 863 863 1 150 100 1.5 24 28 30 35 35
点焊参数
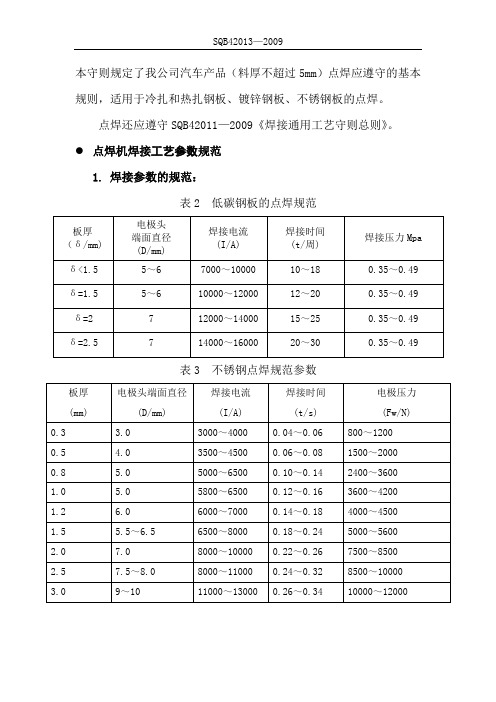
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
点焊焊接规范参数表.

$[初始化签字] $[审核 ] 标准化:$[标准化 ] 会签:$[ 东区工艺] $[批准 ] $[初始化签字.AppDate] $[审核 .AppDate] $[标准化 .AppDate] $[东区工艺.AppDate] $[批准 .AppDate]2021 年 8月共12页产品型号工段名称左侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第1页序号工位名称1 左侧围总成一2 左侧围总成一3 左侧围总成一4 左侧围总成一5 左侧围总成一6 左侧围总成一7 左侧围总成一8 左侧围总成一9 左侧围总成一10 左侧围总成一11 左侧围总成一12 左侧围总成一13 左侧围总成二15 左侧围总成二16 左侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282042 ZPF36-C30-2610 1、 3 10C-010L 282043 X40-Z3221A 2、 4 10C-010L 282043 X34-Z11828 1、 3 10C-010L 282044 X30-Z2408 2、 4 10C-010L 282044 C30-ZA2207 1、 3 10C-010L 282049 X30-Z2408 2、 4 15C-010L 282049 C30-ZA2207 1、 3 15C-010L 282050 C30-ZA2207 1、 3 15C-010L 282050 X30-Z2513B 1、 3 15C-010L 282051 C30-Z2525C 2、 4 15C-010L 282052 X35-5526A 2、 4 10C-010L 282052 X30-Z2513B 1、 3 15C-010L 282045 X35-Z8025 2、 4 8C-010L 282046 C30-ZA2207 2、 4 15C-010L 282047 C30-ZA2210 2、 4 15编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称左侧围、右侧围7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第2页序号工位名称17 左侧围总成二18 左侧围总成二19 右侧围总成一20 右侧围总成一21 右侧围总成一22 右侧围总成一23 右侧围总成一24 右侧围总成一25 右侧围总成一26 右侧围总成一27 右侧围总成一28 右侧围总成一29 右侧围总成二30 右侧围总成二31 右侧围总成二焊接参数〔允差±10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)C-010L 282047 X30-Z5515A 1、 3 15C-010L 282048 C30-ZA2207 2、 4 15C-010R 282058 X30-Z2408 1、 3 10C-010R 282058 C30-ZA2207 2、 4 10C-010R 282060 X35-Z8025 1、 3 10C-010R 282061 ZPF36-C30-2610 2、 4 10C-010R 282056 X30-Z2513D 1、 3 10C-010R 282056 X35-5526A 2、 4 10C-010R 282057 C30-Z2525C 2、 4 8C-010R 282057 C30-ZA2207 2、 4 10C-010R 282059 X30-Z2408 1、 3 10C-010R 282059 C30-ZA2207 1、 3 10C-010R 282055 C30-ZA2207 1、 3 10C-010R 282054 C30-ZA2210 2、 4 10C-010R 282056 X30-Z5515A 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称右侧围、前车架7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第3页序号工位名称32 右侧围总成二33 前车架总成一34 前车架总成一35 前车架总成一36 前车架总成一37 前车架总成二38 前车架总成二39 前车架总成二40 前车架总成二41 前车架总成二42 前车架总成二43 后车架总成一44 后车架总成一45 后车架总成一46 后车架总成一工位号焊机编号焊钳型号C-010R 282057 C30-ZA2207A-019 212141 C30-3617A-019 212141 X30-1707A-019 212144 C40-3110A-019 212144 X30-1707A-020 212145 C40-3110A-020 212143 X30-1707A-020 212143 X40-3205ELA-020 212147 C40-3110A-020 212146 X30-1707A-020 212146 X40-3205ERA-001 222103 C35-4323A-001 222101 X30-3005TA-001 222104 C35-4323A-001 222101 C35-3303T焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 101、 313 162、 4 13 161、 3 11 122、 413 161、 3 121、 3 13 3 162、 4 12 3 141、 3 3 121、 3 13 3 162、 4 12 3 141、 311 121、 3 11 3 121、 3 11 121、 3 11 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称后车架、下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第4页序号工位名称47 后车架总成一48 后车架总成一49 后车架总成二50 后车架总成二51 后车架总成二52 后车架总成二53 前地板54 前地板55 前地板56 前地板57下车身总成〔一〕58下车身总成〔一〕59下车身总成〔一〕60下车身总成〔一〕61下车身总成〔一〕工位号焊机编号A-001222102A-001222102A-002222105A-002222106A-002222105A-002222106B-032232130B-032232130B-032232128B-032232128B-001232101B-001232101B-001232102B-001232102B-001232103焊钳型号C35-3303TX30-3005TX30-2805ERX30-2805ERX30-2805ELX30-2805ELC30-3526AX25-5018AX25-5018AC25-2515BPTI-ZMF45-X40-3012PTI-ZMF45-C35-3210PTI-ZMF45-X40-3012PTI-ZMF45-C35-3210X25-6013焊接参数〔允差±10%〕焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)1、 3 11 3 122、 411 3 121、 3 11 301、 3 11 5 282、 410 282、 4 11 5 281、 3 9 92、 4 2 91、 3 2 92、 4 9 91、 3 12 5 222、 48 5 211、 3 12 5 222、 4 8 5 211、 3 11 14编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称下车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第5页序号工位名称62下车身总成〔一〕63下车身总成〔一〕64下车身总成〔一〕65下车身总成〔一〕66下车身总成〔一〕67 后地板总成68 后地板总成69 后地板总成70 后地板总成71 后地板总成72 后地板总成73车身下部焊接总成74车身下部焊接总成75车身下部焊接总成76车身下部焊接总成焊接参数〔允差± 10%〕工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)B-001 232103 C30-5516A 2、 4 11 12B-001 232104 X25-6013 1、 3 14B-001 232104 C30-5516A 2、 4 11 12B-001 232105 一体化1、 3 12 3 15B-001 232106 一体化1、 3 12 3 15A-035 232152 X25-10024 1、 3 9 2 9A-035 232153 X25-10024 1、 3 9 2 9A-035 232150 C30-5144 1、 3 9A-035 232150 X25-3315 2、 4 9A-035 232151 X25-3315 1、 3 9A-035 232151 C30-5144 2、 4 9UB-020 282021 C30-2505 1、 3 12UB-020 282021 X30-4010 1、 3 12UB-020 282021 X33-Z9550 1、 3 12UB-020 282021 C45-4532C 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第6页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)77 车身下部焊接总成UB-020 282021 C30-2505 1、 3 1278 车身下部焊接总成UB-020 282021 X30-4010 1、 3 11 1279 车身下部焊接总成UB-020 282021 X33-Z9550 1、 3 1880 车身下部焊接总成UB-020 282021 C45-4532C 1、 3 1281 车身下部焊接分总成UB-010 282021 X30-Z10015 1、 3 1282 车身下部焊接分总成UB-010 282021 C35-Z2808T 1、 3 1083 车身下部焊接分总成UB-010 282021 X55-2706T 1、 3 1484 车身下部焊接分总成UB-010 282021 X38-3208TL 2、 4 1285 车身下部焊接分总成UB-010 282021 X30-Z9556 1、 3 1286 车身下部焊接分总成UB-010 282021 C30-4532B 2、 4 10 1287 车身下部焊接分总成UB-010 282007 X30-Z10015 1、 3 1488 车身下部焊接分总成UB-010 282007 C35-Z2808T 2、 4 1289 车身下部焊接分总成UB-010 282006 X55-2706T 1、 3 1490 车身下部焊接分总成UB-010 282006 X38-3208TL 2、 4 1291 车身下部焊接分总成UB-010 282005 X30-Z9556 1、 3 12编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性A共11页第7页焊接参数〔允差±10%〕序号工位名称工位号焊机编号92 车身下部焊接分总成UB-010 28200593 车身下部焊接分总成UB-010 28202194 右前第四边梁总成MF-000 28200295 中车架分总成MF-010 28200196 中车架分总成MF-010 28200297 中车架总成MF-020 28200198 中车架总成MF-020 28200199 左中下裙板总成B-036 282003 100 左中下裙板总成B-036 282004 101 右中下裙板总成B-037 282003 102 右中下裙板总成B-037 282004 103 主车身总成一ZCS-040 282030 104 主车身总成一ZCS-040 282029 105 主车身总成一ZCS-040 282026 106 主车身总成一ZCS-040 282028焊钳型号C30-4532BPYF36-X30-4110X45-2004C45-ZA2313X45-2004C45-ZA2313X35-ZA2021BX30-Z6520C30-Z2516FX30-Z6520C30-Z2516FPTI-ZPF36-C30-2526APTI-ZPF36-C30-2825APTI-ZPF44-C35-2404PTI-ZPF36-X30-4125程序2、 41、 31、 31、 31、 31、 31、 31、 31、 32、 42、 41、 31、 31、 31、 3焊接电流电极压力焊机周波备注I 〔KA〕(kN) (CY)121011 104 14141414999910101010编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第8页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)107 主车身总成一ZCS-040 282027 PTI-ZPF44-X40-4127 1、 3 3 10108 主车身总成一ZCS-040 282025 X30-Z3010 1、 3 8109 主车身总成一ZCS-040 282031 X30-Z4010 1、 3 8110 主车身总成一 ( 傀儡焊 ) ZCS-040 282025 X30-Z3010 1、 3 8 左侧 0018 左侧 0028 左侧 0038 左侧 0048 左侧 0058 右侧 0018 右侧 0028 右侧 0038 右侧 0048 右侧 005 111 主车身总成一 ( 傀儡焊 ) ZCS-040 282031 X30-Z4010 1、 3 8 左侧 0068 左侧 007编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第9页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 左侧 0088 左侧 0098 左侧 0108 左侧 0118 左侧 012右舵8 左侧 0138 左侧 0158 左侧 0168 右侧 0068 右侧 0078 右侧 0088 右侧 0098 右侧 0118 右侧 0128 右侧 013编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品名称轻型客车过程特殊特性 A 共11页第10页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)8 右侧 0148 右侧 0158 右侧 016 112 主车身总成二ZCS-041 282035 PTI-ZPF36-C30-2503 1、 3 10113 主车身总成二ZCS-041 282040 PTI-ZPF44-C35-2503 1、 3 10114 主车身总成二ZCS-041 282032 PTI-ZPF36-C30-2918 1、 3 10115 主车身总成二ZCS-041 282037 PTI-ZPF44-C30-3323 1、 3 10116 主车身总成二ZCS-041 282036 X35-2007 1、 3 10117 主车身总成二ZCS-041 282036 C30-2518D 2、 4 10118 主车身总成二ZCS-041 282033 C30-2813T 1、 3 8119 主车身总成二ZCS-041 282041 X35-2007 1、 3 10120 主车身总成二ZCS-041 282041 C30-2518D 2、 4 10121 主车身总成二ZCS-041 282038 C30-2813T 1、 3 8122 顶盖总成ZCS-042 282024 C30-3025E 1、 3 8123 顶盖总成ZCS-042 282024 X27-Z9030 1、 3 10编制(日期) 审核〔日期〕标准化 (日期) 会签 (日期)$[初始化签字 ] $[审核 ] $[标准化 ] $[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]产品型号工段名称主车身7830-01 点焊焊接标准参数表产品名称轻型客车过程特殊特性A共11页第 11页焊接参数〔允差± 10%〕序号工位名称工位号焊机编号焊钳型号焊接电流电极压力焊机周波备注程序I 〔KA〕(kN) (CY)124 顶盖总成ZCS-042 282023 C30-3025E 1、 3 9125 顶盖总成ZCS-042 282021 C30-3025E 1、 3 9126 顶盖总成ZCS-042 282022 C30-3025E 1、 3 9127 顶盖总成ZCS-042 282022 X27-Z9030 2、 4 10128 顶盖第五、十横梁总成RFS01 282021 C30-ZA1820 9编制(日期)审核〔日期〕标准化(日期)会签(日期)$[初始化签字 ]$[审核 ]$[标准化 ]$[东区工艺 ]$[初始化签$[审$[标准$[东区工标记处数更改文件号签字日期标记处数更改文件号签字日期字.AppDate]核.AppDate]化.AppDate]艺.AppDate]。
点焊参数
本守则规定了我公司汽车产品(料厚不超过5mm)点焊应遵守的基本规则,适用于冷扎和热扎钢板、镀锌钢板、不锈钢板的点焊。
点焊还应遵守SQB42011—2009《焊接通用工艺守则总则》。
点焊机焊接工艺参数规范
1.焊接参数的规范:
表2 低碳钢板的点焊规范
表3 不锈钢点焊规范参数
表4 镀锌钢板的点焊规范
2.点焊接头的最小搭边宽度和焊点的最小点距
a)点焊接头的最小搭边宽度见图1
最小搭边宽度
b = 4δ+8 (当δ
1<δ
2
时,按δ
2
计算)
其中 b ——搭边宽度,mm ;δ——板厚,mm
图1 搭边尺寸
b)点焊接头的最小搭边宽度和焊点的最小点距见表4
表4 点焊接头的最小搭边宽度和焊点的最小点距单位mm
3.点焊熔核直径的合格判定基准
点焊熔核直径合格判定基准见表5
表5 点焊熔核直径的合格判定基准单位: mm。
低碳钢点焊焊接参数

6
5
9000
27000
14500
1.2
16
75
3432
7355
3
7
5
10000
29500
16500
1.6
16
150
4413
9316
3
10
6
11500
35000
20500
2.0
20
150
5492
11180
3
12
7
13000
40000
25000
2.5
20
150
7159
15102
4
16
8
15500
47000
2.0
Ø8.0
36
3000
10.3
7.6
13700
3.2
Ø9.2
60
5000
12.9
9.9
28500
一般参数
0.5
Ø4.8
24
450
4
3.6
1750
0.8
Ø4.8
30
600
5
4.6
3550
1.0
Ø6.4
36
750
5.6
5.3
5300
1.2
Ø6.4
40
850
6.1
5.5
6500
2.0
Ø8.0
64
1500
31000
3.0
20
150
10689
21378
5
19
10
17500
54000
40000
LF2
点焊技术参数及设备
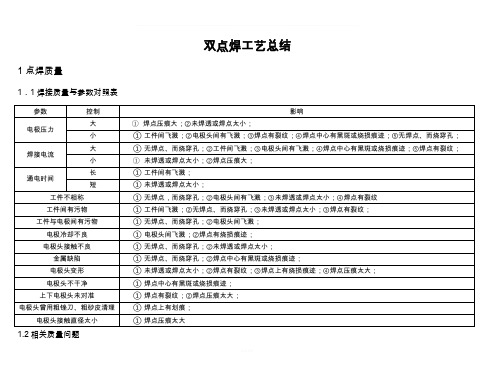
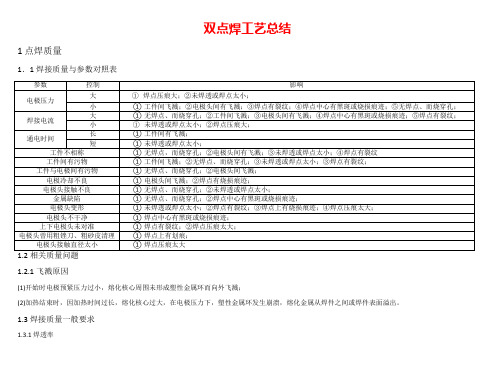
双点焊工艺总结1 点焊质量1.1焊接质量与参数对照表1.2相关质量问题1.2.1飞溅原因(1)开始时电极预紧压力过小,熔化核心周围未形成塑性金属环而向外飞溅;(2)加热结束时,因加热时间过长,熔化核心过大,在电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
1.3焊接质量一般要求1.3.1 焊透率点焊接头的强度决定于焊点的几何尺寸及其内外质量。
一般要求熔核直径随板厚增加而增大。
熔核在单板上的熔化厚度hn对板厚度δ的百分比称焊透率A,即 A=单板上的熔化高度hn/板厚δ×100%。
通常规定A在20%-80%范围内。
实验表明,焊点熔核直经符合要求时,取A》20%便可保证焊点的强度。
A过大,熔核接近焊件表面,使表面金属过热,晶粒粗大,易出现飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载能力下降。
一般不许A>80%。
参考:(1)薄板焊接——薄板焊接时,因散热强烈,焊透率宜选小,可取10%左右。
(2)不同板厚焊接——薄板一边焊透率选10-20%。
(3)镁合金焊接——选60%左右。
(4)钛合金焊接——可达95%。
※一般焊透率选40%左右较好。
1.3.2表面质量一个好的焊点,从外观上看,表面压坑浅,平滑均匀过渡无明显凸肩或局部挤压的表面鼓起,不允许有外表环状或经向裂纹,表面不能有熔化或粘附的铜合金。
从内部看,焊点形状规则,均匀其尺寸能满足结构强度的要求,核心内部无贯穿性或越规家值的裂纹,结合线深入及缩孔均在规定范围内,焊点核心无严重过热组织及其它不允许的缺陷。
1.3.3焊点直径直接决定了接头的强度。
一般焊点直径为:d=2δ+3(δ为板厚)。
在板件搭边宽度的允许下,焊点直径应尽量大点。
2点焊工艺介绍2.1 点焊过程2.1.1概述点焊经如图1所示过程:是一种永久结合的金属连接方式。
焊件通过焊接电流处局部发热而发生塑性变形,同时在焊件加热处施加压力,形成熔核。
焊件自身的电阻,产生相当大的热量,温度也很高。
焊接规格表
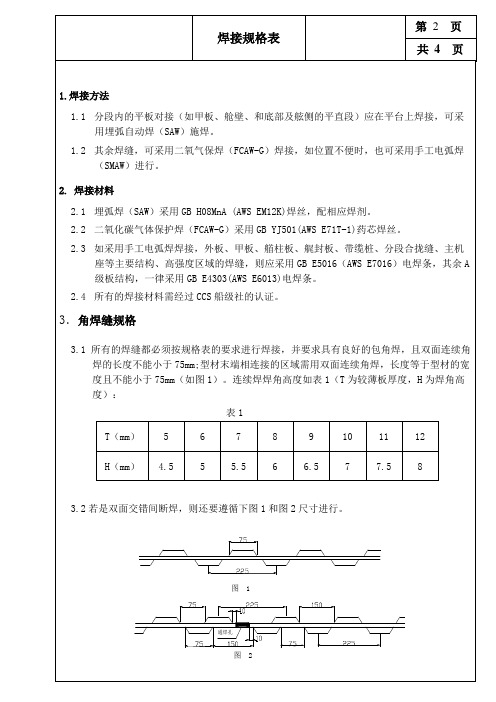
3.2 若是双面交错间断焊,则还要遵循下图 1 和图 2 尺寸进行。
图 1
通焊孔
图 2
焊接规格表
第 3 页 共 4 页
3.5 除焊缝规格表规定外,其余的角焊缝采用间断焊,焊角尺寸均按下表 2 选取(T 为较薄 板厚度,H 为焊脚高度)。
表2 T(mm) H(mm) 5 5 6 6 7 6.5 8 7 9 7.5 10 8 11 9 12 9.5
中龙复板
双面连续焊
焊接规格表
最小板厚 (mm) 8 8 8 10 10 10 8 8 8 8 10 10 8 8 8 8 8 8 8 8 10 8 8 8 8 ≤6 7~9 10~12 ≤6 7~9 10~12 焊角高度 (mm) 5 5 4 5 4 6 4 5 5 4 5 5 5 5 4 4 5 5 4 4 6 5 5 4 4 4 5 6 4 4 5
3.角焊缝规格
3.1 所有的焊缝都必须按规格表的要求进行焊接,并要求具有良好的包角焊,且双面连续角 焊的长度不能小于 75mm;型材末端相连接的区域需用双面连续角焊,长度等于型材的宽 度且不能小于 75mm(如图 1)。连续焊焊角高度如表 1(T 为较薄板厚度,H 为焊角高 度): 表1 T(mm) H(mm) 5 4.5 6 5 7 5.5 8 6 9 6.5 10 7 11 7.5 12 8
焊缝规格表区域连接件名称最小板厚mm焊角高度mm备注底部结构中龙复板面板85双面连续焊底板85横壁板85旁龙复板面板85双面连续焊底板85横壁板85纵骨底板106双面连续焊肋板复板面板85双面连续焊底板85加强筋85纵壁板85中旁龙复板85横壁结构垂直桁复板面板85双面连续焊壁板84加强筋84壁板四周106双面连续焊扶强材105纵壁结构垂直桁复板面板85双面连续焊壁板84加强筋84壁板四周105双面连续焊扶强材104区域连接件名称最小板厚mm焊角高度mm备注艏艉封板结构垂直桁复板面板85双面连续焊封板85加强筋84封板纵骨105双面连续焊水平扶强材104支柱结构支柱端板106单面连续焊筋板84双面连续焊舷侧结构垂直桁复板面板85双面连续焊舷侧板85加强筋84舷侧板纵骨105双面连续焊水平扶强材105甲板结构强横梁复板面板85双面连续焊甲板85加强筋84壁板84中桁材复板面板85双面连续焊甲板85壁板84强横梁复板84甲板纵骨甲板106双面连续焊旁桁材复板面板85双面连续焊甲板85壁板84强横梁复板84肘板区舱内肘板与结构64双面连续焊肘板与结构795肘板与结构10126舱外肘板与结构64双面连续焊肘板与结构794肘板与结构10125
点焊工艺标准及其参数

点焊⼯艺标准及其参数点焊⽅法和⼯艺⼀、点焊⽅法:点焊通常分为双⾯点焊和单⾯点焊两⼤类。
双⾯点焊时,电极由⼯件的两侧向焊接处馈电。
典型的双⾯点焊⽅式如图11-5所⽰。
图中a是最常⽤的⽅式,这时⼯件的两侧均有电极压痕。
图中b表⽰⽤⼤焊接⾯积的导电板做下电极,这样可以消除或减轻下⾯⼯件的压痕。
常⽤于装饰性⾯板的点焊。
图中c 为同时焊接两个或多个点焊的双⾯点焊,使⽤⼀个变压器⽽将各电极并联,这时,所有电流通路的阻抗必须基本相等,⽽且每⼀焊接部位的表⾯状态、材料厚度、电极压⼒都需相同,才能保证通过各个焊点的电流基本⼀致。
图中d为采⽤多个变压器的双⾯多点点焊,这样可以避免c的不⾜。
单⾯点焊时,电极由⼯件的同⼀侧向焊接处馈电,典型的单⾯点焊⽅式如图11-6所⽰,图中a为单⾯单点点焊,不形成焊点的电极采⽤⼤直径和⼤接触⾯以减⼩电流密度。
图中b为⽆分流的单⾯双点点焊,此时焊接电流全部流经焊接区。
图中C有分流的单⾯双点点焊,流经上⾯⼯件的电流不经过焊接区,形成风流。
为了给焊接电流提供低电阻的通路,在⼯件下⾯垫有铜垫板。
图中d为当两焊点的间距l很⼤时,例如在进⾏⾻架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减⼩两电极间电阻,采⽤了特殊的铜桥A,与电极同时压紧在⼯件上。
在⼤量⽣产中,单⾯多点点焊获得⼴泛应⽤。
这时可采⽤由⼀个变压器供电,各对电极轮流压住⼯件的型式(图11-7a),也可采⽤各对电极均由单独的变压器供电,全部电极同时压住⼯件的型式(图11-7b).后⼀型式具有较多优点,应⽤也较⼴泛。
其优点有:各变压器可以安置得离所联电极最近,因⽽。
其功率及尺⼨能显著减⼩;各个焊点的⼯艺参数可以单独调节;全部焊点可以同时焊接、⽣产率⾼;全部电极同时压住⼯件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
⼆、点焊⼯艺参数选择通常是根据⼯件的材料和厚度,参考该种材料的焊接条件表选取,⾸先确定电极的端⾯形状和尺⼨。
白车身点焊-焊接规范表

表格1 低碳钢的点焊(C≤0.3%)
(1)材料表面应没有锈、氧化物、油漆、油脂、油。
(2)对于不同板厚材料焊接,参见表格2。
(3)电极材料应根据板材状况选用
(4)对于三层板焊接,最小间距应增加30%
(5)对于镀锌板而言,一般参数上应增加15~20%
(6)对于有铜板保护的焊接点而言,一般参数上应增加15~20%
表格2 对于2或3层相同或不同板厚的工件焊接参数的选择标准
A=B
注:一般情况,对于三层板焊接,一旦相同板厚被确定,焊接电流应当增加5~10%。
电极直径的选择应根据与之相接触的板厚确定
表格3 点焊过程中导致缺陷的主要原因的辨别
图例:
+比标准值大
-比标准值小
≠不符合标准
此表表示了防止部分焊接缺陷的可能的原因,这仅对两层相同板厚的普通钢材焊接的情况有效,仅做参考。
点焊技术参数及设备
双点焊工艺总结1 点焊质量1.1焊接质量与参数对照表1.2.1飞溅原因(1)开始时电极预紧压力过小,熔化核心周围未形成塑性金属环而向外飞溅;(2)加热结束时,因加热时间过长,熔化核心过大,在电极压力下,塑性金属环发生崩溃,熔化金属从焊件之间或焊件表面溢出。
1.3焊接质量一般要求1.3.1 焊透率点焊接头的强度决定于焊点的几何尺寸及其内外质量。
一般要求熔核直径随板厚增加而增大。
熔核在单板上的熔化厚度hn对板厚度δ的百分比称焊透率A,即A=单板上的熔化高度hn/板厚δ×100%。
通常规定A在20%-80%范围内。
实验表明,焊点熔核直经符合要求时,取A》20%便可保证焊点的强度。
A过大,熔核接近焊件表面,使表面金属过热,晶粒粗大,易出现飞溅或熔核内产生缩孔、裂纹等缺陷,接头承载能力下降。
一般不许A>80%。
参考:(1)薄板焊接——薄板焊接时,因散热强烈,焊透率宜选小,可取10%左右。
(2)不同板厚焊接——薄板一边焊透率选10-20%。
(3)镁合金焊接——选60%左右。
(4)钛合金焊接——可达95%。
※一般焊透率选40%左右较好。
1.3.2表面质量一个好的焊点,从外观上看,表面压坑浅,平滑均匀过渡无明显凸肩或局部挤压的表面鼓起,不允许有外表环状或经向裂纹,表面不能有熔化或粘附的铜合金。
从内部看,焊点形状规则,均匀其尺寸能满足结构强度的要求,核心内部无贯穿性或越规家值的裂纹,结合线深入及缩孔均在规定范围内,焊点核心无严重过热组织及其它不允许的缺陷。
1.3.3焊点直径直接决定了接头的强度。
一般焊点直径为:d=2δ+3(δ为板厚)。
在板件搭边宽度的允许下,焊点直径应尽量大点。
2点焊工艺介绍2.1 点焊过程2.1.1概述点焊经如图1所示过程:是一种永久结合的金属连接方式。
焊件通过焊接电流处局部发热而发生塑性变形,同时在焊件加热处施加压力,形成熔核。
焊件自身的电阻,产生相当大的热量,温度也很高。
尤其是在焊件之间的接触面处,首先熔化,形成熔化核心。
最新点焊参数规范表
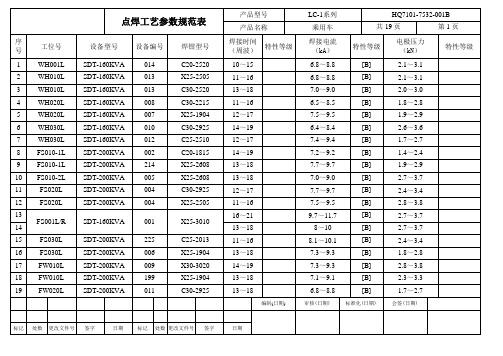
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 工位号 WH001L WH010L WH010L WH020L WH020L WH030L WH030L FS010-1L FS010-1L FS010-2L FS020L FS020L FS001L/R FS030L FS030L FW010L FW010L FW020L 设备型号 SDT-160KVA SDT-160KVA SDT-160KVA SDT-160KVA SDT-160KVA SDT-160KVA SDT-160KVA SDT-200KVA SDT-200KVA SDT-200KVA SDT-200KVA SDT-200KVA SDT-160KVA SDT-200KVA SDT-200KVA SDT-200KVA SDT-200KVA SDT-200KVA 设备编号 014 013 013 008 007 010 012 002 214 005 004 004 001 225 006 009 199 011 焊钳型号 C20-2520 X25-2505 C30-2520 C30-2215 X25-1904 C30-2925 C25-2510 C20-1815 X25-2608 X25-2608 C30-2925 X25-2505 X25-3010 C25-2013 X25-1904 X30-3020 X25-1904 C30-2925
产品型号 产品名称 焊接时间 (周波) 13~18 9~14 9~14 11~16 13~18 10~15 12~17 13~18 12~17 16~21 12~17 11~16 13~18 10~15 12~17 13~18 13~18 13~18 特性等级
点焊焊接规范参数表

C30-5144
1、3
9.5
1.8
9
70
后地板总成
A-035
232150
X25-3315
2、4
9.5
1.8
9
71
后地板总成
A-035
232151
X25-3315
1、3
9.5
1.8
9
72
后地板总成
A-035
232151
C30-5144
2、4
9.5
1.8
9
73
车身下部焊接总成
UB-020
282018
UB-010
282006
X55-2706T
1、3
14.5
7.4
14
90
车身下部焊接分总成
UB-010
282006
X38-3208TL
2、4
11.1
1、3
10.1
2.4
12
86
车身下部焊接分总成
UB-010
282012
C30-4532B
2、4
10
2.6
12
87
车身下部焊接分总成
UB-010
282007
X30-Z10015
1、3
12.3
2.4
14
88
车身下部焊接分总成
UB-010
282007
C35-Z2808T
2、4
11.7
2.6
12
89
车身下部焊接分总成
222102
C35-3303T
1、3
11
3
12
48
后车架总成一
A-001
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编制:$[初始化签字] 审核:$[审核]标准化:$[标准化]会签:$[东区工艺]批准:$[批准] $[初始化签字.AppDate] $[审核.AppDate] $[标准化.AppDate] $[东区工艺.AppDate] $[批准.AppDate]
2016 年 8 月
共 12 页
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期
$[初始化签字.AppDate] $[审
核.AppDate]
$[标准
化.AppDate]
$[东区工
艺.AppDate]
标记处数更改文件号签字日期标记处数更改文件号签字日期。