桥式抓斗卸船机自动作业功能
桥式抓斗卸船机 课件
02
桥式抓斗卸船机结构
主梁结构
主梁是桥式抓斗卸船机的主体结构, 通常采用大型钢梁或混凝土结构制成, 主要承受抓斗、物料和自重的重量。
主梁的截面形状和尺寸根据受力情况 计算确定,以确保足够的承载能力和 稳定性。
主梁的跨度较大,通常在30-50米之 间,根据卸船机的规格和设计要求而 定。
门架结构
门架是桥式抓斗卸船机的重要组成部分,通常采用钢框架结构,用于支撑和固定运 行机构和抓斗。
03
等因素。
其他辅助部件
其他辅助部件包括电气控制系统、 安全装置、润滑系统等,用于实 现桥式抓斗卸船机的自动化控制
和安全运行。
电气控制系统包括控制柜、传感 器、电缆等,用于控制各部件的
运动和监测设备的状态。
安全装置包括限位开关、缓冲器、 安全绳等,用于防止设备超载、 过载或人员伤亡等事故的发生。
03
环保技术应用
为满足环保要求,桥式抓斗卸船机将采用低排放、 低噪音技术,优化液压系统和润滑系统,降低对 环境的影响。
未来市场前景与展望
市场需求持续增长
随着全球物流业的快速发展,散货装卸市场对桥式抓斗卸 船机的需求将持续增长,尤其在亚洲、非洲等地区的增长 潜力巨大。
竞争格局变化
随着技术的不断进步和市场的变化,桥式抓斗卸船机行业 的竞争格局将发生变化,技术创新能力强、产品质量可靠 的企业将更具竞争优势。
如有问题应及时处理。
电气系统故障
如遇到电气系统故障,应检查电 气线路是否正常,电气设备是否 损坏,如有问题应及时修复或更
换。
04
桥式抓斗卸船机安全注意事项
安全操作规程
操作前检查
在开始操作前,应检查桥式抓斗卸船机的所有部 件和系统,确保其正常、安全运行。
智能化抓斗卸船机若干关键技术分析

智能化抓斗卸船机若干关键技术分析我国的海运码头如今正在不断地增加,而海运码头每天所运输的货物量更是与日剧增。
货物量的增加使得更多的海运从事者将目光聚焦在了海运货物卸船方式上面,如何采用更加适应潮流的货物卸船方式从而提高卸船效率和搬运质量就成为了一个普遍被关注的话题。
标签:智能化;抓斗卸船机;关键技术我国的海上丝绸之路计划使得我国的海运得到了极大的发展,而海运本身也是需要很多技术支持的,除了在海上运输的过程中需要极高的航海技术,在船只到达码头后对船上货物进行卸货也同样需要技术支持。
在货物卸船中难度最大的货物卸船应当是散货卸船,散货卸船所指的是在海运中运载煤炭、化肥、蔗糖、谷物、矿石等运载船只的卸船工作,散货运载船目前的运载量是仅次于集装箱运载量的第二大海运运载船。
而对于散货运载船的卸货而言其远比集装箱卸货要困难的多,于是针对这样的情况桥式智能化抓斗卸船机就应运而生了,利用这种卸船机进行散货卸船工作可以在最大程度上提高卸船的效率并且保证卸船的质量。
1 桥式智能化抓斗卸船机的控制方式桥式智能化抓斗卸船机有着不同的运行方式,通过对人工依赖程度的不同,我们将之分为手动、半自动、全自动三种。
在当今智能化控制技术快速发展的情况下桥式抓斗卸船机也同样走上了智能化的道路。
桥式抓斗卸船机的智能化方面主要是表现在其防摆自动控制系统方面,这种自动控制系统在国内的应用已经非常广泛但是这种技术只是一种缓解司机工作中连续作业过于疲劳的一种途径,其并不能真正实现桥式抓都卸船机的真正自动化工作,充其量也仅仅是一种半自动化的系统。
在桥式抓斗卸船机的工作过程中其主要操作者和决策者依然还是桥式抓斗机的司机而非智能化程序,并且在对料点进行抓取时还是需要人工的帮助因此这种智能化抓斗卸船机如果真正想脱离人工还需要走一段很长的路,尤其是在人工智能对智能化抓斗卸船机的控制方面和对于货物堆料点的检测及图像分析方面都还需要有更大的进步。
下面就来介绍一下目前的几种桥式抓都卸船机的控制方式。
ZQX抓斗卸船机说明书
ZQX-800抓斗桥式卸船机使用说明书(电气部分)目录1、概述2、配电系统3、煤系统4、水系统5、司机室运行6、司机室操作7、机房操作8、变幅室操作9、其它1、概述本设计为ZQX-800抓斗桥式卸船机的电气部分,包括卸船机的起升、开闭、小车运行、变幅、大车运行、移动司机室、机内输煤系统等机构电气设备的配电、控制,以及照明、通风、通讯等等。
1.1本机供电电源为高压6KV,3相,50HZ,用高压电缆(GKFB-3*35+1*16)从码头高压接线箱经动力电缆绞盘引上卸船机;本机与地面的通讯(包括电话、信号联锁等)用扁电缆(YFFB-JLF12*1.5+6PX1.5+2L)从码头控制接线箱经控制电缆绞盘引上卸船机。
全机用电设备总容量约为750kW。
1.2 本机作为电厂输煤系统的主要设备之一,要求其控制性能好,可靠性高,因而电气控制的核心部分采用具有国际先进水平的施耐德公司德产品,从国外直接进口,主要有:z保护配电柜z起升柜z开闭柜z小车/变幅柜z联动控制台及椅子z MAGELIS显示屏z机房操作箱z变幅室操作箱z通讯电缆z光电编码器、测速发电机、行程开关等检测元件进口设备的使用及维修请参考施耐德公司提供的图纸及说明书。
1.3本机司机室内安放联动控制台、MAGELIS显示屏、司机室照明配电箱、风速仪、扩音机、抓斗称重记录仪、空调等;变压器房内安放主、副变压器及大车电阻器;电气房内安放进线柜、主变柜、副变柜、保护配电柜、起升柜、开闭柜、小车/变幅柜、大车柜、辅机配电柜、煤水系统柜、煤斗称重仪、电气室照明箱、电气室检修箱、空调等;变幅室内安放变幅操作箱、变幅室照明箱等;机房内安放机房操作箱、机房照明箱及机房检修箱、穿绳机构控制箱等;其它电气设备安放在相关机构旁,参见电气设备布置示意图(HX41.1.9.1)2、配电系统配电系统分高压配电和低压配电。
2.1 高压配电高压配电柜采用上海电器成套厂生产的KYN1-10型高压开关柜,共三个,分别为进线柜、主变压器柜和辅变压器柜,三个柜中都有真空断路器。
桥式抓斗卸船机的自动化技术研发与应用

桥式抓斗卸船机的自动化技术研发与应用桥式抓斗卸船机是一种广泛应用于港口、码头等物流枢纽的重要设备,主要用于将散装货物从船只卸下并输送至储料场或装车装置。
随着自动化技术的不断发展,桥式抓斗卸船机的自动化技术研发与应用也逐渐成为趋势。
以下是对桥式抓斗卸船机自动化技术研发与应用的详细介绍:1. 自动化控制系统:桥式抓斗卸船机的自动化控制系统是实现卸船过程自动化的关键。
该系统主要包括控制柜、PLC(可编程逻辑控制器)、传感器、操作台等组成部分。
其中,控制柜主要负责接收操作台指令,并控制抓斗的升降、开合、旋转等动作;PLC则负责监控整个卸船过程的运行状态,并通过传感器获取相关数据,如抓斗内物料的重量、抓斗的位置、设备的运行状态等,从而实现自动化控制。
2. 智能识别与调度系统:智能识别与调度系统是桥式抓斗卸船机自动化的重要组成部分,主要用于识别和调度船只、货物和设备。
该系统主要包括图像识别、目标跟踪、路径规划、任务调度等模块。
通过摄像头等传感器获取船只、货物和设备的图像信息,并通过图像识别技术对货物进行分类和定位。
同时,通过目标跟踪技术对船只、货物和设备进行实时监控,实现动态调度。
此外,路径规划和任务调度模块还能根据现场环境和运行状态,自动规划设备运行路径和调度任务,提高卸船效率。
3. 自动纠偏与防摇系统:桥式抓斗卸船机在卸船过程中容易受到风浪、船只晃动等因素的影响,导致设备发生偏移或摇摆。
为了解决这一问题,自动纠偏与防摇系统被广泛应用于桥式抓斗卸船机的自动化技术中。
该系统主要包括传感器、控制器、执行器等组成部分。
通过传感器获取设备的位置、姿态等信息,并通过控制器计算出设备实际位置与设定位置之间的偏差,进而控制执行器进行纠偏和防摇操作。
此外,自动纠偏与防摇系统还能根据现场环境和运行状态,自动调整设备的工作模式,提高卸船稳定性和安全性。
4. 智能故障诊断与维护系统:智能故障诊断与维护系统是桥式抓斗卸船机自动化的重要保障措施,主要用于检测和诊断设备故障,并实现自动维护。
抓斗卸船机作业自动化控制系统

抓斗卸船机作业自动化控制系统
何信运
【期刊名称】《华电技术》
【年(卷),期】1991(000)001
【总页数】5页(P32-35,38)
【作者】何信运
【作者单位】不详;不详
【正文语种】中文
【中图分类】U674.3
【相关文献】
1.卸船机的自动作业和抓斗摆动控制 [J], 严律明;胡光跃;徐静;项建荣
2.抓斗式卸船机自动作业的性能优化 [J], 孙斌;王旭昶
3.FMEA在桥式抓斗卸船机自动作业流程设计中的应用 [J], 邵涛;李明;王飞
4.螺旋式卸船机用于卸煤作业的状况分析及展望 [J], 沈策;陈鸿鑫;杨振宇
5.桥式卸煤机抓斗作业PC控制研究 [J], 李家启;顾必冲
因版权原因,仅展示原文概要,查看原文内容请购买。
关于卸船机自动防风控制功能的探讨

关于卸船机自动防风控制功能的探讨摘要:作为散货卸船的专业化码头设备,卸船机已经成为接卸铁矿石、煤炭等大宗散货的核心港机。
与传统门机相比,卸船机配合皮带流程设备组成的专业化卸船流程拥有传统模式无可比拟的效率和成本。
随着卸船机装机数量的不断增加,卸船机设备安全也成为港口行业逐步重视的一方面。
本文从保障设备安全角度出发,在原有设计的基础上,尝试研发使用一种全自动防风控制系统,保证设备在大风来临时的防风能力和人员设备安全。
关键词:防风;港口;电气设备;卸船机;PLC1.提高设备防风能力的必要性桥式抓斗卸船机利用抓斗进行连续散货卸船作业,码头作业情况复杂,经常出现大风天气。
每年台风季节都会发生港机被大风吹走甚至倾覆的安全事故。
当风力超过卸船机所能承受预警数值,卸船机应该立刻停止作业。
抓斗返回格栅上方、夹轮器闭死,此时卸船机进入防风状态,可以最大限度上保证设备安全。
但卸船机原有防风控制程序逻辑为:风速超过20米/秒时,锁定所有机构,停止卸船机作业。
无法进行抓斗回位,大风来临时抓斗未回到格栅上方存在安全隐患,所以现有程序并不满足实际应用要求。
1.原有设备介绍卸船机在大风来临前应做好防风措施。
其防风措施主要包括:1、设备完全停机,抓斗放置在格栅上方;2、司机室位于锚定位,且锚定完好;3、大车处于锚定位置,锚定完好且防风拉索固定好;4、人工或者电动穿好铁楔,必要时补充三角木等固定走行轮。
当前卸船机防风控制程序为锁定机构动作逻辑。
即风力达到20米/秒后,锁定卸船机起升、开闭、小车、俯仰、大车等机构,不允许再进行任何机构动作。
司机室也无法开回锚定位置。
对于现场实际防风要求来说,这种控制逻辑并不完全适用现场环境。
当卸船机司机正常作业时,可能存在忽略天气,强行作业的行为。
当其发现现场风力已经达到停机数值时,已经来不及进行防风锚定的动作。
此时触发防风控制程序,整个大机无法采取有效防风措施。
1.防风控制方法探讨1.整体控制思路首先通过卸船机自身风速仪采集当前风速数值,并输入PLC中。
抓斗卸船机无人驾驶系统改造探讨

抓斗卸船机无人驾驶系统改造探讨摘要:本文在了解发电厂卸煤码头情况的基础上,分析了无人驾驶改造项目的调研结果,探讨了抓斗卸船机无人驾驶改造的问题,并提出了工作的可行思路,改造卸船机实现操作自动化能节约人力、提高设备安全和卸船效率,减少依赖熟练司机的可能,为改造工作开展提供了参考依据。
关键词:抓斗卸船机;无人驾驶;卸煤码头;改造0引言在发电厂卸煤码头的港池内一般都配备若干台桥式抓斗卸船机,工作方式大多采用手动操作,自动化程度不高。
来煤方式多为码头自航船,卸船机司机通过手动将煤炭抓取送至卸料斗,利用皮带将煤输送至煤炭堆场,待舱底有少量余煤时,由人工将推耙机吊运至船舱,由人工操作推耙机和抓斗协作执行清舱任务。
1存在问题及改造原因1.1 存在问题。
在发电厂抓斗卸船机是卸煤码头的主要装备,以司机操作模式为主,司机的熟练程度决定着卸船作业的安全与效率。
司机操作中,要在位于船舱上方的司机室内俯瞰煤堆和船舱,由于视野受限,观察效果类似于二维平面,不易看清煤堆的起伏高低情况。
控制抓斗抓料时司机要低头弯腰,争取抓满斗煤、防止煤堆塌陷埋没抓斗,以免船舱被碰到。
工作强度很大,长时间卸船对司机耐力、体力和专注力是个挑战。
一般连续几小时工作后,工作效率出现显著下降,24 h三班倒的作业模式和连续的流程作业,导致司机的流动性很大,容易给电厂带来安全生产的隐患。
同时,为了卸煤速度快司机常利用甩斗动作,导致粉尘在煤斗上方飞扬剧烈,对环保产生一定的压力,也造成了设备磨损和影响钢丝绳寿命。
1.2 改造原因。
随着人工智能技术的发展,在恶劣工作环境或人工劳动重复的场合用机器取代人工是大势所趋。
与其他起重设备比较,抓斗卸船机的电控系统配置较高,电控基础较好。
对卸船机电控技术改造,采用扫描技术对物料和船舱三维重现,制定结合人工智能技术的抓斗规划和卸船规则,使卸船机实现无人驾驶是一个好思路。
抓斗卸船机应用无人驾驶系统,能根本解决依赖熟练司机的问题、排除运行设备的安全风险、提高接卸船煤的效率,将司机从重复的高强度劳动中摆脱出来,同时着力推广人工智能在燃煤电厂的应用,不断提升技术水平,达到降本增效的目的。
卸船机抓斗设定操作说明
司机操作指导――――――――――――――――――――――――――――――――――――――――――工况的选择:支持单机: 将支持单机/抓斗/开闭单机转换开关切换到“支持单机”位置。
开闭单机: 将支持单机/抓斗/开闭单机转换开关切换到“开闭单机”位置。
抓斗: 将支持单机/抓斗/开闭单机转换开关切换到“抓斗”位置。
――――――――――――――――――――――――――――――――――――――――――位置设定:司机作业前有必要对抓斗进行初始化位置设定选择抓斗工况将设定/工作转换开关切换到“设定”位置进行位置设定(详细方法见附件)将设定/工作转换开关切换到“正常”位置,开始作业。
――――――――――――――――――――――――――――――――――――――――――操作说明:1. 开斗手柄往开斗方向移动,直到抓斗完全打开可以全速开斗,当到达减速位置时设备将自动降低电机速度,到达终点将自动停止。
2. 闭斗手柄往闭斗方向移动,直到抓斗完全闭拢自动抓斗设定步骤――――――――――――――――――――――――――――――――――――――――――第一步:将设定/正常转换开关切换到“设定”位置。
第二步:空中将抓斗打开到最大位置,手柄回零位。
第三步:按一下开斗设定按钮。
第四步:空中将抓斗关闭好,手柄回零位。
非常重要:必须闭斗刚刚好,不能闭过,也不要留缝隙。
第五步:按一下闭斗设定按钮。
第六步:将设定/正常转换开关切换到“正常”位置。
第七步:为了使设定更加精确,最好能抓一斗料,拉到空中,当抓斗完全闭拢且4条钢丝绳同时张紧受力时,将设定/正常转换开关切换到“设定”位置。
设定按下闭斗设定,将设定/正常转换开关切换到“工作”位置。
第八步:设定完毕,开始作业。
司机操作开闭斗时,手柄打最高档位,直到电机自动减速和停止,无需人为减速。
―――――――――――――――――――――――――――――――――――――――――――――――注意事项:1 设定时,必须先清零即将开斗设定和闭斗设定的按钮按住直到有灯亮,然后先设定开斗位置,然后才能设定闭斗位置。
一种新型桥式抓斗卸船机
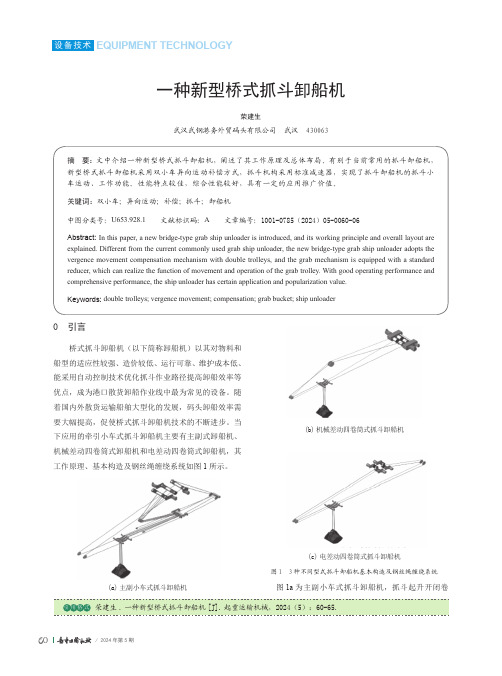
一种新型桥式抓斗卸船机荣建生武汉武钢港务外贸码头有限公司 武汉 430063摘 要:文中介绍一种新型桥式抓斗卸船机,阐述了其工作原理及总体布局。
有别于当前常用的抓斗卸船机,新型桥式抓斗卸船机采用双小车异向运动补偿方式,抓斗机构采用标准减速器,实现了抓斗卸船机的抓斗小车运动、工作功能。
性能特点较佳,综合性能较好,具有一定的应用推广价值。
关键词:双小车;异向运动;补偿;抓斗;卸船机中图分类号:U653.928.1 文献标识码:A 文章编号:1001-0785(2024)05-0060-06Abstract: In this paper, a new bridge-type grab ship unloader is introduced, and its working principle and overall layout are explained. Different from the current commonly used grab ship unloader, the new bridge-type grab ship unloader adopts the vergence movement compensation mechanism with double trolleys, and the grab mechanism is equipped with a standard reducer, which can realize the function of movement and operation of the grab trolley. With good operating performance and comprehensive performance, the ship unloader has certain application and popularization value.Keywords: double trolleys; vergence movement; compensation; grab bucket; ship unloader0 引言桥式抓斗卸船机(以下简称卸船机)以其对物料和船型的适应性较强、造价较低、运行可靠、维护成本低、能采用自动控制技术优化抓斗作业路径提高卸船效率等优点,成为港口散货卸船作业线中最为常见的设备。
桥式抓斗卸船机
智能化发展
远程监控与故障诊断
利用传感器和通讯技术,实时监测卸船机的运行状态,实现远程监 控和故障预警,提高设备可靠性。
AI与大数据分析
利用人工智能和大数据技术,分析设备运行数据,优化作业效率和 能耗,预测设备寿命和维护需求。
自动化操作
研发自动控制系统,实现卸船机的自动控制和协同作业,提高作业效 率和安全性。
提升机构的设计需考虑安全性和稳定 性,同时需要具备高效、稳定的提升 和下降能力。
提升机构通常由钢丝绳、滑轮、电动 机和减速器等组成,通过电动机驱动 钢丝绳收放来实现抓斗的提升和下降。
旋转机构
旋转机构是桥式抓斗卸船机的重 要部分之一,其主要作用是控制
抓斗的旋转运动。
旋转机构通常由电动机、减速器、 制动器和旋转支座等组成,通过 电动机驱动减速器实现抓斗的旋
季度保养
对设备进行深度保养,包括更换磨损部件、 清洗液压系统等。
年度保养
对设备进行全面检修,并进行预防性维护, 确保设备长期稳定运行。
常见故障及排除方法
钢丝绳断裂
检查钢丝绳是否老化、磨损严重,及时更换新钢丝绳。
电气故障
检查电气系统是否正常,包括电机、传感器、控制柜等,排除故 障。
液压系统故障
检查液压油是否清洁、油位是否正常,清洗或更换液压油滤芯。
03
桥式抓斗卸船机操作流程
启动准备
设备检查
检查桥式抓斗卸船机的各部件是 否完好,包括电气系统、液压系 统、钢丝绳等,确保设备处于正
常状态。
安全检查
检查卸船机的安全装置是否正常, 如紧急停止按钮、防护栏等,确保 操作过程中的安全。
人员配置
确保有足够的操作人员和辅助人员 在场,明确各岗位的职责,并进行 安全培训。
GSU1500th桥式抓斗卸船机使用手册
1.序言 (4)2.概述 (4)2.1卸船机的构成及典型图 (4)2 .2 卸船机主要技术参数 (5)2.2.1额定能力 (5)2.2.2物料 (6)2.2.3速度 (6)2.2.4净空 (6)2.2.5小车和司机室行程 (6)2.2.6整机行走参数 (6)2.2.7供电方式 (7)2.2.8供水方式 (7)2.3卸船机的操作安全注意事项 (7)2.3.1一般事项 (7)2.3.2卸船机运转前的注意事项 (8)2.3.3卸船机作业后的注意事项 (8)3.机械装置说明 (9)3.1大车运行机构 (10)3.1.1构造及性能 (10)3.1.2维修和保养注意事项 (11)3.1.3解体和组装 (12)3.1.4注意事项(一般注意事项) (12)3.1.5重要注意事项 (13)3.2动力及控制电缆卷取装置 (14)3.2.1参阅图纸和资料 (14)3.3除尘系统 (14)3.3.1喷水压尘系统 (14)3.3.1.1喷水压尘系统的组成 (14)3.3.1.3 参阅图纸和资料 (14)3.4卸料漏斗系统 (14)3.4.1卸料漏斗系统的构成和性能 (14)3.4.2解体和组装 (15)3.4.3维护保养注意事项 (15)3.4.4参阅图纸和资料 (15)3.5斗门及驱动机构 (15)3.5.1组成与性能 (15)3.5.2维修保养注意事项 (16)3.5.3参阅图纸和资料 (16)3.6接料斗及机构 (16)3.6.1接料斗的构造及性能 (16)3.6.2维修保养事项 (16)3.6.3解体和组装 (16)3.6.4参阅的图纸和资料 (16)3.7卸料皮带机系统 (16)3.7.1卸料皮带机的构造及性能 (17)3.7.2维修保养注意事项 (17)3.8司机室总成 (18)3.8.1构造与性能 (18)3.8.2司机室运行说明 (18)383维修保养注意事项 (18)384参阅图纸 (19)3.9电缆悬挂装置 (19)3.9.1构造与性能 (19)3.9.2维修保养注意事项 (19)3.9.3参阅图纸 (20)司机室总成 (20)3.10 起升、开闭及小车牵引机构 (20)3.10.1构造和性能 (20)3.10.2维修保养注意事项 (21)3.10.3解体和组装 (22)3.10.4注意事项 (22)3.10.5参阅图纸和资料 (23)3.11臂架俯仰机构 (23)3.11.1构造和性能 (23)3.11.2维修保养注意事项 (24)3.11.3解体和组装 (25)3.11.4注意事项 (25)3.11.5参阅图纸和资料 (26)3.12 钢丝绳绕绳系统 (26)3.12.1起升、开闭钢丝绳及小车牵引(三合一)绕绳系统 (27)3.12.2托绳小车钢丝绳绕绳系统 (27)3.12.3臂架俯仰钢丝绳绕绳系统 (28)3.12.4维修保养注意事项 (28)3.12.5参阅图纸和资料 (28)3.13托绳辅助小车钢丝绳张紧系统 (28)3.13.1构造与工作原理 (28)3.13.2维修保养注意事项 (28)3.13.3参阅图纸及资料 (29)3.14主要钢丝绳的更换 (29)3.14.1起升钢丝绳、开闭钢丝绳 (29)3.14.2臂架俯仰钢丝绳 (29)3.14.3注意事项 (30)3.15维修起重机(室内、室外) (30)3.15.1室内维修起重机构造和性能 (30)3.15.2室外维修起重机构造和性能 (30)3.15.3维修保养注意事项 (30)3.15.4参阅图纸和资料 (31)3.16主小车装配 (31)3.16.1组成和性能 (31)3.16.2解体和组装 (31)3.16.3维修保养注意事项 (32)3.16.4参阅图纸和资料 (32)3.17托绳小车装配 (32)3.17.2解体和组装 (33)3.17.3维修保养注意事项 (33)3.17.4参阅图纸和资料 (34)3.18安全钩 (34)3.18.1构造和性能 (34)3.18.2维修保养注意事项 (34)3.18.3参阅图纸和资料 (35)3.19抓斗 (35)3.20梯子、平台、步道及电梯 (35)3.20.1梯子、平台、步道 (35)3.20.2电梯 (35)3.20.3注意事项 (35)3.20.4参阅图纸及资料 (35)3.21钢结构 (35)3.21.1紧固螺栓连接的防松检查 (36)3.21.2铰轴联接的润滑 (36)3.22卸船机的维修保养 (36)3.22.1操作方面 (36)3.22.2管理方面 (36)3.23保养和检查 (37)3.23.1保养和修理注意事项 (38)3.24卸船机主要部件的磨损 (42)3.24.1机构部分 (42)3.24.2轨道 (43)附表一电动机规格表 (43)附表二减速箱规格表 (44)附表三制动器规格表 (45)1.序言由中国华电工程(集团)公司为燃煤电厂设计、制造的1500t/h电差动桥式抓斗卸船机,具有先进的操作和保护系统,作为码头前沿的重大设备,卸船机的所有操作人员和管理人员必须熟悉有关规程及其说明。
抓斗式卸船机自动作业的性能优化

抓斗式卸船机自动作业的性能优化孙斌;王旭昶【摘要】为了提高卸船机自动作业的性能,对抓斗的摆动控制和抓斗的路径进行了优化.在分析抓斗摆动规律的基础上,对周期性加、减速的摆动控制方法进行了改进,在加减速阶段用分段加速的方法消除抓斗摆动,在料斗上方卸料时使抓斗向前摆动并保持一定摆角,产生甩斗卸料的效果,可以有效缩短循环时间.路径优化将作业区域进行划分并采取相应的小车控制策略,根据抓斗的当前位置找出安全高度,在此高度以上,小车和起升同时运动,使得抓斗的飞行轨迹是一条能避开所有障碍物的最短安全路径.实际运行结果表明,抓斗式卸船机自动作业的效率在优化后得到了有效提高.%In order to improve the performance of automatic ship unloading of GSU ( grab ship unloader), grab sway control and load path optimization was carried out. Based on the law of grab sway, sway control was optimized to improve the periodical acceleration/deceleration method. During acceleration and deceleration, two-step acceleration/deceleration method was adopted to eliminate load sway. When the grab approaching the hopper, fly unloading was achieved by controlling the grab sway forward and keep a constant angle, and unloading cycle time was effectively shortened with the proposed method. Grab path was optimized by applying different trolley control strategy to different working areas. An optimal safe level was found out for each grab position. When the grab is above the safe level, trolley and hoist move simultaneously, obtaining a shortest safe grab path that goes over all obstacles. Site test resultsindicate that efficiency of auto unloading was greatly improved after optimization.【期刊名称】《机电工程》【年(卷),期】2011(028)006【总页数】4页(P689-692)【关键词】抓斗式卸船机;摆动控制;路径优化【作者】孙斌;王旭昶【作者单位】上海ABB工程有限公司,上海200001;上海ABB工程有限公司,上海200001【正文语种】中文【中图分类】TH215;TH1120 引言近年来,随着煤炭、矿石贸易的快速增长,越来越多的用户采购抓斗式卸船机,以提高散货卸船的能力。
桥式抓斗卸船机主要机构的质量控制与调试分析

桥式抓斗卸船机主要机构的质量控制与调试分析蒋伟丰上海振华重工(集团)股份有限公司长兴分公司㊀㊀摘㊀要:针对桥式抓斗卸船机主要机构,提出各机构质量控制措施;结合各机构实际工况,分析其电控调试方案,提出不同机构常见故障隐患与解决措施㊂相关方案能够提升卸船机整机质量,对卸船机设备的设计㊁创新㊁运维具有参考价值㊂㊀㊀关键词:桥式抓斗卸船机;质量控制;机构调试Quality Control and Debugging Analysis of the Main Mechanismof Bridge Grab Ship UnloaderJiang WeifengShanghai Zhenhua Heavy Industries Co.,Ltd.Changxing Branch㊀㊀Abstract:Aiming at the main mechanism of bridge grab ship unloader,quality control measures of each mechanism are put forward;combined with the actual working conditions of each mechanism,its electric control debugging program is analyzed,and common faults of different mechanisms are put forward as well as solution measures.The relevant program can improve the quality of the entire ship unloader,and has reference value for the design,innovation,operation and maintenance of ship unloader equipment.㊀㊀Key words:bridge grab ship unloader;quality control;mechanism debugging1㊀引言我国以港口机械制造为代表的重工业装备制造领域发展迅猛,现阶段国产港机已经占据全球港机市场较大份额㊂抓斗卸船机作为码头前沿重要的接卸设备,对其主要机构进行设计研究,进一步整理各机构调试方案,是维护桥式抓斗卸船机稳定运行,提升港口经营质量的重要举措㊂为此,以干散货码头桥式抓斗卸船机为例,对其主要机构的质量控制及调试方法开展研究㊂2㊀桥式抓斗卸船机主要机构桥式抓斗卸船机利用抓斗将干散货物料从船舱内直接抓取到料斗中并完成运输,其功能由起升㊁开闭等机构组合实现㊂运行过程中,起升机构能够利用钢丝绳控制抓斗上下移动;开闭机构主要控制抓斗的张开与关闭[1];小车机构控制主小车在大梁上方前后平移,用以运输物料;俯仰机构则控制前大梁作业,预防大梁在船舶靠岸以及离岸过程中与卸船机结构相碰撞;其余结构则辅助上述结构维持卸船机运行稳定性㊂桥式抓斗卸船机结构见图1㊂1.主小车㊀2.起升、开闭钢丝绳㊀3.俯仰钢丝绳㊀4.机房㊀5.抓斗图1㊀桥式抓斗卸船机结构示意图3㊀各机构主要工况与质量控制3.1㊀液压及强制循环系统卸船机液压系统主要由机器房液压站以及后大梁液压站组成㊂其中,机器房液压站负责对卸船机内所有低速制动器进行控制,而后大梁液压站则主要负责控制托架小车牵引钢丝绳自动张紧㊂液压站由油泵电机㊁液位传感器㊁油温传感器㊁压力传感器㊁蓄能装置以及电磁阀等构件组成[2]㊂该系统能够对卸船机油泵电机所处环境中的各项参数进行识别,进而基于不同需求实现对油泵电机的24自动启停[3]㊂为控制液压机强制循环系统的整体安装质量,在正式安装之前需要对各类液压元件的完整度㊁外观质量㊁清洁度㊁密封性㊁规格等进行检查,并在安装过程中先进行一次试安装,而后进行精细化的安装检测工作,确认无误后,方可进行正式安装㊂试装后拆下油管,对油管进行去毛刺㊁清洗等操作,正式完成安装后,还需要检查油管连接处是否牢固并密封可靠㊂通常情况下,会采用挠性联轴器连接液压泵传动轴与电机驱动轴,安装后的同轴度误差应小于⌀0.1mm㊂为保障质量,液压泵的旋转方向和进出油口应严格按照行业准则以及施工要求进行安装㊂在实际操作过程中,要对各种类别液压泵的吸油高度进行调节㊂一般情况下,吸油高度都需要大于0.5m,否则会因为液阻的产生导致泵入口出现气穴现象,液压泵无法正常工作㊂油箱应安装在通风条件好㊁便于维修的场合㊂油箱在安装时需远离热源,由于液压系统在运行过程中会产生极高的热量,如果油箱再靠近热源,出现意外事故的概率会明显升高㊂油箱也不能直接暴露在低温环境中,温度太低会增加液阻,系统可能运行不畅㊂在低温地区,需要在油箱附近放置加热器或者温度控制器,以保证油箱的运行环境和运行效率㊂蓄能器在安装时需要秉承就近原则,尽可能靠近其需要服务的各种元件,如泵㊁缸㊁马达等,保证运行效率,同时要保证蓄能器安装位置不会对循环相关操作造成影响,便于进行定期的维护与检查,需要远离热源㊂3.2㊀卸船机大车行走机构大车行走机构由车轮㊁减速箱㊁电机㊁动力电缆卷盘㊁制动器以及夹轮器㊁变频器所组成㊂动力电缆卷盘则依照实际工况自动收㊁放高压电缆,以此保证提供稳定电源;电机以及减速箱为大车行走机构提供基础动力;锚定以及防风拉索等安全装置保障大车行走机构在非作业时间内能够以稳定的状态停留在既定位置上,预防因港口风力过大而引发大车平移事故㊂卸船机大车行走机构的质量控制应以车轮的间距㊁重合度等为重点,因而需要利用激光测量钢直尺㊁钢皮尺等测量工具,以同侧大车行走路线最外端的两个车轮为测量基准,布设并调整激光线,结合实际数据对其距离进行调整㊂而后依照实际情况从一端向另一端进行测量,重点测量下横梁中心与车轮中心的重合度(见图2)㊂图2㊀横梁中心与车轮中心重合度测试标准㊀㊀整合测量结果,并获取直线度数据,结合FEM标准要求(相邻车轮与轨道中心间的最大直线度偏差为2mm),进一步对车轮间距进行调试;利用激光或铅锤,以下横梁中心点为基准对下横梁的垂直度以及左右方向进行测量,其偏差不得超过5ʎ,否则会对大车车轮的整体运行状态造成影响㊂3.3㊀卸船机起升机构起升机构作业过程中,可通过控制司机室联动台手柄,基于PLC 控制器对变频器下达上升㊁下降以及减速㊁加速等命令,控制电机的转向与速度,控制钢丝绳以及抓斗实现上升㊁下降作业㊂通过凸轮限位实现机构运行过程中的动作连锁保护㊂为保证作业质量,需要注重高㊁低速制动器的质量控制㊂在正式使用前要检查高㊁低速制动器的工作状态,例如制动力㊁响应时间,检查制动片㊁弹簧㊁电磁铁等关键部件,以确定制动器可以维持在正常工作状态㊂同时还需注重高㊁低速制动器的调试㊂在起升机构没有任何荷载的情况下,要先进行制动器的空载测试,以确定制动器功能正常;进行高速和低速之间的切换测试,确保制动器可以迅速并稳定地从一个速度切换到另一个速度,若在调试过程中发现切换存在延迟㊁抖动或其他异常,要及时维修㊂确定制动器功能完好后,需要基于作业实际需求调节制动力,以保证起升机构在起升或者下降过程中平稳㊁高效㊂在实际作业过程中,卸船机起升机构的质量控制重点还包括减速箱㊁电机㊁卷筒的排装质量控制(见图3)㊂减速箱在地面纵向中心线以及低速轴轴向中心线方向相对于安装中心线的误差需ɤ2mm,减速箱的安装水平误差需ɤ0.08mm,保证底座与34机房主㊁副筋板错位ɤ1/3t(t为薄板厚度),减速箱与底座之间的接触面积ȡ75%,螺栓紧固满足图纸要求㊂电机的排装以减速箱高速输出轴为基准,检查联轴节装配尺寸,电机底座调节垫片ɤ3张㊂电机的测量分为轴向和径向2个跳动量,两者反映电机的排装状态㊂轴向高低及左右偏移量ɤ0.05mm,半联轴节间的平面夹角ɤ0ʎ15ᶄ(或ɤ0.08mm)㊂检查前必须先将电机底座螺栓拧紧到位后,方可打表测量㊂调整完毕后安装定位块,防止电机位移㊂卷筒在加工制造完成后,应测试其静平衡,满足要求方可继续安装㊂卷筒底座与机房底盘的主㊁副筋板,错位ɤ1/3t(t为薄板厚度)㊂检查前卷筒轴承座螺栓紧固,测量联轴节开档,卷筒轴向中心线平行位移量ɤ0.30mm,平面角度偏差ɤ0ʎ30ᶄ㊂1.开闭机构㊀2.小车机构㊀3.左旋开闭卷筒㊀4.右旋起升卷筒㊀5.起升机构㊀6.左旋起升卷筒㊀7.右旋开闭卷筒图3㊀起升开闭及小车机构3.4㊀卸船机开闭机构开闭机构的主要配置与起升机构基本相似㊂该机构的钢丝绳与抓斗内开闭斗,滑轮组钢丝绳连接,利用司机室的手柄控制其运动模式㊂基于司机室操作模式,需要单独操作起升主令手柄,控制开闭机构跟随起升机构同步匀速上升或下降;基于机房操作模式,则需要利用通过不同的命令按钮控制起升与开闭机构进行单独动作[4]㊂除此之外,减速箱㊁电机㊁卷筒㊁高低速制动器的排装质量控制要求均与起升机构相同㊂3.5㊀俯仰机构以及连锁保护机制俯仰机构配有梯形架俯仰挂钩系统㊁俯仰应急动力系统㊁应急切换系统等装置,其余如电机㊁起升钢丝绳卷筒等配置与开闭系统相似㊂可通过俯仰室中的按钮发送指定的命令信号,实现前大梁俯仰机构的上下运动㊂适配于桥式抓斗卸船机俯仰机构的连锁保护装置为凸轮限位以及机械限位㊂其中凸轮限位具备上下减速㊁下停止㊁下极限等6个信号按钮;机械限位则具备左右停止㊁左右上极限等4个信号按钮,其减速箱㊁电机㊁卷筒㊁高低速制动器的排装质量控制要求均与起升机构相同[5]㊂3.6㊀小车机构小车机构与俯仰机构共用一组变频器,在抓斗卸船机实际运行的过程中,小车机构与俯仰机构不存在同时运行需求㊂小车机构的运行可通过差动减速箱带动其自身的旋转,无需配置单独的卷筒以及牵引钢丝绳㊂该机构依靠磁铁限位以及机械限位,实现自我动作连锁保护,不同限位主要安装于小车前后大梁,其配置的感应撞块以及传感器㊁磁块等主要安装于小车主体上,具减速箱㊁电机的排装质量控制要求均与起升机构相同㊂4㊀常见故障隐患与优化措施针对卸船机钢丝绳卷筒方面的故障,可重点对钢丝绳的入绳角度进行测量与纠偏㊂测量过程中需以设计角度为基准,一旦发现超差问题,便可以通过增设角度补偿器对其进行纠偏,纠正后的角度允许有0.5ʎ~1.5ʎ的偏差㊂此外,卷筒节距与钢丝绳内径不配套也是引发排绳不良问题的主要因素,并且这一问题还会增加勒绳㊁爬绳㊁跳绳等诸多问题的发生概率㊂可以将钢丝绳内径公差控制在+2%~+4%区间内,并且以钢丝绳内径的1.045倍对卷筒节距数量进行调整㊂针对液压㊁高低速制动器方面的故障,需要对液压站油温㊁压力传感器㊁蓄能器压力参数等进行检查,在温度㊁压力㊁压力参数过高/过低的状态下控制高低速制动器打开㊁关闭限位完成修复㊂5㊀结语桥式抓斗卸船机的各主要机构是决定其运行质量的关键,由于港口作业环境比较复杂㊁影响因素较多,需要对主要机构的质量控制和调试工作建立完善的标准和机制,为港机设计制造的优化创新以及故障维修工作提供技术参考㊂44参考文献[1]㊀王云鹏,李书强,刘东辉,等.散粮桥式抓斗卸船机自动化控制系统研究[J].起重运输机械,2022,(24):45-49.[2]㊀王定华,王伯鸿.桥式抓斗卸船机电气控制系统研究与优化[J].机械管理开发,2022,37(5):,225-226.[3]㊀于宗章.桥式抓斗卸船机大车行走区域限制改造[J].设备管理与维修,2021,(21):103-104.[4]㊀杨凯,董春.桥式抓斗卸船机主机构电动机功率优化设计研究[J].机械管理开发,2017,32(1):11-13.[5]㊀蔡菁跻.桥式抓斗卸船机四大主要机构调试的分析[J].大众标准化,2023(10):25-27.蒋伟丰:201913,上海市崇明县长兴镇凤滨路666号收稿日期:2023-11-07DOI:10.3963/j.issn.1000-8969.2024.02.015(上接第10页)图3㊀无模型计算模块用户界面㊀㊀(3)后处理程序㊂分析过程中对设定的每个步长都提取最大应力㊁最大应变值,并把值存入AN-SYS 数组,抓取分析云图图片,编号后存入指定文件夹,应力㊁应变云图采用双窗口显示,便于不同角度观察受力情况㊂2.4㊀应用实例以MQ2535门座起重机为例,在结果及后处理模块中,无模型分析结果见图4,有模型分析结果见图5,可查看各角度下圆筒门架各部分的应力㊁应变情况㊂图4㊀无模型分析结果图5㊀有模型分析结果㊀㊀有模型分析结果更加详细㊁直观,可通过控件调取不同角度下圆筒门架应力㊁应变云图,也可以在后处理模块下输入任何角度,进行计算后打开ANASYS 软件查看分析结果㊂3㊀结语基于VB 和ANSYS 开发了圆筒门架自动化分析程序,并通过分析实例验证了此方法的可行性;用可视化的界面语言VB 程序对APDL 程序进行封装,友好的人机交互界面可实现计算参数的快速输入及结果的输出,可以使用该程序实现圆筒门架的有限元分析㊂参考文献[1]㊀汪弘,王永民.MQ1635型门机圆筒结构加固[J].港口装卸,2011(4):33-34.[2]㊀杨丹,赵章焰.薄壁圆筒结构有限元分析的三种加载方法.武汉理工大学学报[J].2006(2):322-325.[3]㊀杨光,张胜军.门座起重机圆筒门架静力学性能分析[J].起重运输机械,2008(12):110-112.周宝:266520,山东省青岛市黄岛区九龙山路1597号收稿日期:2024-01-22DOI:10.3963/j.issn.1000-8969.2024.02.00454。
智能技术在桥式抓斗卸船机卸料系统中的应用

智能技术在桥式抓斗卸船机卸料系统中的应用陈斌吴雨齐宁波港股份有限公司摘要:采用自动化与智能化技术,解决了卸料系统精确放料问题和卸船机操作人员冗余问题,保障了流程稳定性,满足了精细化管理要求,对桥式抓斗卸船机自动化控制技术的发展起到了推进作用。
关键词:卸料系统;精确放料;传感技术;数字化技术1 引言随着德国“工业4.0”概念的进一步深化,设备的自动化控制将是发展的必然趋势。
桥式抓斗卸船机是码头前沿卸船的重要工具,但其控制技术多为手动作业和半自动化作业,不能适应信息化时代的需求。
桥式抓斗卸船机的自动化控制技术的发展已迫在眉睫。
2 问题的提出传统桥式抓斗卸船机机上设置了司机室和副司机室,并分别配有1名司机。
司机室主要负责抓斗起升、开闭、小车运行以及大车行走等主要机构的动作,副司机室主要负责机上卸料系统的斗门开闭、振动给料机振动、振动给料机角度调节等辅助机构,卸料系统辅助机构示意图见图1。
在实际使用过程中,卸料系统控制存在以下问题:(1) 司机室不能正常控制卸料系统。
司机室联动台上备有振动给料机振动、振动给料机角度调节、斗门开闭等机构的操作按钮,然而这些按钮仅作为特殊情况下使用,由于主司机缺乏对下方漏斗区域实际情况的掌握(根据卸船机操作模式,显示屏上无副机相关信息),因而并未投入日常使用。
图1 卸料系统辅助机构示意图(2) 副司机室不能精确控制放料。
副司机通过振动给料机变频器面板频率值及观察窗,观察三机构实际情况来操控放料。
由于变频器面板、料斗门、给料器角度这3个观测点位置分散,难以同时监控,斗门开闭和振动给料机角度调节均为定性控制,只能依靠人工定性把握,精细化操作存在难度,对操作者有一定的经验要求。
(3) 人员冗余。
1台设备配备2名司机,人员使用效率低,成本浪费。
3 改进方案采用传感技术、数字化技术、电子技术、信号处理技术、通信技术、设备管理技术、编程技术以及自动化与智能化技术等,力求解决上述问题,为桥式抓斗卸船机的自动化控制技术发展做好铺垫。
桥式卸船机的抓斗定位与防摆技术综述
(课程大作业)桥式卸船机抓斗摇摆控制技术综述学院:物流工程学院专业:物流技术与装备姓名:林龙(1049721102719)指导老师:胡吉全教授2012年5月摘要:本文主要对国内外桥式卸船机的抓斗摇摆控制相关技术作了一个综合性的介绍,并在查阅国内桥式抓斗卸船机止摆技术相关文献的基础上,介绍了一种国内前沿桥式卸船机抓斗的防摆电子控制方法:为实现对小车的位置和抓斗的摆动分别控制而设计了两个控制回路,其中一个回路采用常规PID算法调节小车位置和速度,另一个回路利用模糊逻辑控制器来消除抓斗的摆动。
关键词:桥式卸船机;抓斗摇摆控制技术;双回路控制技术1引言目前,桥式抓斗卸船机被广泛用于散货码头的生产作业中。
然而桥式抓斗卸船机的小车与抓斗之间采用钢丝绳连接,在卸船机的工作过程中,由于小车的加减速的抓斗的提升动作及风、摩擦等扰动引起抓斗的来回摆动,严重影响了生产作业效率的提高。
因此迫切需要实现卸船机作业的自动控制,提高作业效率。
近年来对卸船机的自动作业系统的研究引起了人们很大的兴趣。
自动控制系统的核心问题,很多学者在此方面作了大量的研究,诸如最优控制、增益调节、自适应控制、状态反馈等,这些经典或现代控制方法都依赖于卸船机系统的数学模型。
控制系统的状态向量的选择及初始状态都对控制性能有很大的影响;此外,利用经典控制方法,由于负载质量的变化使得系统的鲁棒性得不到保证,同时由于小车-抓斗系统的数学模型且能适应不确定性的智能控制等可以被应用到此类控制中。
本文将综合介绍国内外对桥式卸船机的抓斗防摆研究现状、研究难点,并介绍国内部分桥式卸船机的抓斗摇摆控制前沿技术。
2国内外研究现状目前起重机的摇摆控制主要包括机械控制和电子控制两种。
机械摇摆控制主要通过机械手段消耗摇摆能量进而消除摇摆,是一种被动控制方式。
这种方式耗时长、结构复杂、可靠性差,而且减摇效果与司机操作经验有很大关系,限制了起重机工作效率的提高。
电子摇摆控制是一种主动控制方式,它将摇摆控制和小车运行控制结合考虑,不依赖于司机的操作经验,是该领域研究热点。
货运轮船的自动化装卸系统如何工作
货运轮船的自动化装卸系统如何工作在现代国际贸易和物流领域,货运轮船的高效装卸是保障供应链畅通的关键环节。
随着科技的不断进步,自动化装卸系统逐渐成为提高装卸效率、降低人力成本和减少操作失误的重要手段。
那么,货运轮船的自动化装卸系统究竟是如何工作的呢?首先,让我们来了解一下自动化装卸系统的构成。
它通常包括起重机系统、输送系统、仓储系统和控制系统等几个主要部分。
起重机系统是自动化装卸的核心设备之一。
常见的有门式起重机、岸桥起重机等。
这些起重机配备了高精度的定位装置、传感器和强大的动力系统。
通过传感器,起重机能够精确感知货物的位置、重量和尺寸等信息,然后将这些数据传输给控制系统,以便进行准确的吊运操作。
输送系统则负责将货物在码头和轮船之间、以及码头内部的不同区域之间进行运输。
这包括传送带、轨道车、叉车等多种设备。
传送带可以快速而平稳地运输大量散装货物,如煤炭、矿石等;轨道车则适用于运输大型集装箱或较重的货物;叉车则在灵活性方面表现出色,能够在狭小的空间内搬运货物。
仓储系统是用来存放货物的。
自动化的仓储系统通常采用立体仓库的形式,通过堆垛机、货架等设备实现货物的自动存储和取出。
在货物进入仓库之前,会被贴上包含详细信息的标签,如货物的种类、数量、目的地等,以便仓储系统能够对货物进行有效的分类和管理。
接下来,我们看看控制系统是如何发挥作用的。
控制系统就像是整个自动化装卸系统的大脑,它接收来自各个设备和传感器的信息,并根据预设的程序和算法发出指令,协调各个部分的工作。
例如,当一艘轮船靠岸后,控制系统会根据轮船的货物清单和装卸计划,安排起重机、输送系统和仓储系统的工作顺序和节奏。
同时,控制系统还能够实时监测各个设备的运行状态,一旦发现故障或异常情况,能够及时发出警报并采取相应的措施,以确保装卸工作的安全和顺利进行。
在实际的装卸过程中,自动化装卸系统的工作流程大致如下:当货运轮船靠岸后,起重机根据控制系统的指令,移动到指定位置,吊起货物。
谈自动化控制在桥式抓斗卸船机上的应用

—266—设备管理1 前言码头生产的过程中需要使用到多种机械设备,而机械设备的运行质量是生产高效性的重要基础和前提。
当前对桥式抓斗卸船机的需求在不断增加,为此有关人员应当不断优化桥式抓斗卸船机的整体性能,从而有效提升桥式抓斗卸船机的运行效率。
2 卸船机的操作流程港口装卸设备是由系统自动控制的。
对比相对先进的技术,它可以控制卸船机抓斗的起升开闭,并不断优化抓斗运行路径。
它可以为卸船机操作人员提供五种操作模式:卸船就地操作模式,正常状态(司机室手动)操作模式,半自动操作模式,全自动操作模式以及完整的码头系统自动化智能模式。
操作人员在完成了各种模式的相关设定后,可以通过自动控制系统实现卸船机的操作;全自动模式下的船型设置以及舱口数据、物料信息、抓取返回点的更新均由自动控制系统完成。
在自动智能系统中,智能系统分为手动和自动两种,增加了船舱的物料扫描。
该系统可以自动完成船型设置等物料建模,大大缩短了自动智能卸料的准备时间,也可对船舱内物料进行最优抓取点的选择,实现系统自动卸料。
3 自动化控制在卸船机上的应用3.1港口散货卸船系统大部分散货装卸系统采用桥式抓斗装卸机。
全自动卸船机通常使用激光扫描仪等设备来识别船舶的位置,舱口的总高度和船底的宽度,通过实时扫描建模来实现自动监视和识别。
大港口散货卸货系统的工作流程:首先,通过船型扫描系统来实现系统识别舱口边缘及物料形状,计算中间位置并确定舱门的大小,然后将数据发送回码头中控系统,比较船型的综合数据与中控系统中的船舶卸料任务,以确定物料卸载工单及流程。
其次,使用卸船机臂架头部的激光扫描系统扫描并对货堆形状进行建模。
将数据综合分析并通过光纤或无线网络送回中央控制室之后,中控系统根据物料需要卸载的地点配置卸料工单。
第三,中控系统可以根据船型舱口和船舱内物料堆的形状来设置卸料流程,可以通过发送命令给卸船机进而改变卸船机的卸料流程、大车换舱、抓取频率等,使抓斗式卸船机实现自动卸船。
桥式卸船机抓斗的定位和防摆控制

桥式卸船机抓斗的定位和防摆控制作者:李东童志银来源:《科技资讯》 2015年第4期李东童志银(唐山曹妃甸实业港务有限公司河北唐山 063200)摘要:格式抓斗卸船机在散货码头中被广泛应用。
不过在整体作业过程中,有诸多因素会引起抓斗摇摆,降低了作业效率和生产安全性。
该文对桥式手机抓斗的定位和控制予以分析,通过双回路控制系统,对小车位置和负载摆各自予以控制,以便能够为工程实际工作选取合适的控制方法提供一些指导。
关键词:桥式卸船机抓斗定位防摆控制中图分类号:U653.928 文献标识码:A 文章编号:1672-3791(2015)02(a)-0085-01桥式抓斗卸船机在散货码头业中得到广泛的应用。
不过卸船机在作业期间,由于小车的速度转换、抓斗的负载升降和扰动等诸多因素,会造成抓斗出现摇摆现象。
抓斗摇摆会很大程度地影响作业效率,加大整台机子的结构负荷,同时还会影响生产安全性。
小车定位和抓斗摇摆控制是实现抓斗卸船机自动运行的主要技术。
该文从小车定位和抓斗摇摆两个方进行分析,设计具有两个回路的控制系统,对两者进行控制。
1 卸船机系统简化数学模型卸船机的简化模型如图1所示。
其中,M为小车质量;m为负载质量;θ为悬绳的摆角;l为悬绳的绳长;xM为小车的位移;xm 为抓斗的水平方向位移;ym为抓斗的垂直方向位移;xd为抓斗与小车的相对位移;f为小车的牵引力;F为抓斗的牵引力。
假设:a.小车和负载分别为质点;b.与小车牵引的摩擦力不予以考虑;c.悬绳的质量以及其引起的长度变化不予以考虑;d.空气阻力不予以考虑;e.小车和负载运动于x-y平面之上。
可得公式如下:式中:J1和J2分别为小车和抓斗的等效转动惯量;T1和T2分别为小车和抓斗的电机输出转矩;r1和r2分别为等效小车和抓斗的电机轴的滚轴半径。
绳长的响应予以忽略,得出简化的系统模型如下:2 控制系统的结构采用桥式卸船机的线性二次型最优的控制方法,对控制系统的控制性能进行比较和验证。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Z h o n g Z h e n
1 引言
桥式抓斗卸船机是重要的港 口卸船 设备 ,它 主要用 于散料货物 的卸船作业。其工作原理 是通 过控制抓斗 的循环运动将散料货物从船舱 内转移 到输送 带上 , 再由输送带传送 到指定 的堆放地点 。 一 台抓斗式卸船机包括 以下主要设备:抓斗提升 结构、抓斗 开闭机构 、小车行走机构、悬臂提升 机构 、大车行走机构和给料皮带机系统等 。 卸船机 一般的卸船 作业过程 都是卸船 机司 机通过手动控制驾驶室操纵杆来进行操作 。由于 操作时双手必须协调工作,并需要全神贯注 ,再 加上 高空作业 、振动和噪声的原因,使操作 司机
机通过计算机来进行 自动作业 点的初始设定和对 整 台卸船机状态 的监测 。 在软 件 上 使用 了 S T E P 7 的可 选 软件 包 S 7 - G R A P H f o r S 7 - 3 0 0 / 4 0 0 P r o g r a mm i n g
斗所处位 置的不 同而进行不同的调整。在 开始工 作之前 , 必须先进行抓斗打开和 闭合参数的设定 , 设定完成后 P T 1 0中储存 了抓斗闭合时和打开时 的编码器 数据 ,并以此来计算打开和闭合过程中 的减速 点。如在 闭合过程中 ,当抓斗的开度小于 设定值后 ,工艺板 自动将速度给定值减小并在达 到闭合设定值后 停止 电机 ,以避免抓斗出现剧烈 的相互碰撞 。
P R O F I B U S - D P , S I MOR E G 使用 T C B 2 4附加通 讯板连接 到 P R O F I B U S - D P,在 S I MO R E G中还 使用 了 P T 1 0( 软 件版 本 分 别 为 R E H E I和
向 海侧行进的指令均 变为无效。
算获得小车的实际位置 ,并以此与先前 设定的各
图 2 自动控制程序框图
调速传 动传 动系统分别采用 了西 门子公司生
个位置点比 较, 决定下一步 所要 进行的 操作。 如
当小车的实际位置到达 B点后 , 小车获得 的任何
产的 M A S T E R D R I V E S 6 S E 7 0 失量控制变频器 和S I M O R E G K 6 R A 2 4直流调速装置 , 其中 S I M O V E R T采用 了 C B I附加通讯板连接到
桥式抓斗却船机自 动作业功能的实现
北仑发电 厂海通 公司 钟震
摘要:文章介绍了桥式抓斗式卸船机利用西 门子 S 7 0O - O P L C. S U 4 0 R E G K 6 R A 2 4直流调速器和 P RO F I BU S现场总线构成的 自动控制系统实现 了卸船机 自动 卸船 的功能。 牛性t i, z 1 H I P机 可缩n序神制器 定位 现场总 线
5 抓斗自动作业的实现
抓斗 的 自动作业控 制主要 是指对 抓斗 在物 料上的 自动闭合,闭合后 的自动提升 ,在料斗上 方 自动打开和 自动下放 至工作 点的控制 。抓斗 的
在“ E ' , 点也设定了三种状态, 分别对应抓斗 开度的 6 0 % , 8 0 % 和1 0 0 % , 它的 作用是当 抓斗打开
的A , B , C , D四 点外还需要预先设定几 个固定的 位 置点, 如小车进料斗的减速点 F ,进 行编码器数 值偏差比 较的调整点 G , 小车在向 海侧行进中允 许抓斗下放的 释放点 H , 等等。这些 预先设 定的 工作点分别保证了 小车行进所需要的 各项功能的 实现。 如 小车在到 达 G点后, 系统将当 前编码器 的 实际 值与预先存储的正确数据进行比 较,当 差 值大于一定数值后, 系统自 动对小车 速度进行限
到装置) 协议进行 用于协调控制 的少量 数据的交 换 。控制字 、状态字、速度给 定值和速度实 际值 同时通过 P R O F I B U S - D P总线 与 5 7 - 4 0 0 P L C进行 数据交换 、
在“ D ' , 点上方一定距离开 始减速, 避免了 抓斗在
到达 “ D ' , 点后立刻 停止而 引起 钢丝绳 的过分松
3 22 图 9 小车 定位控制图
为 了避 免长 时间 的在同一个 点进行抓取 而 可 能带来 的危 险,在卸船机驾驶室内还安装有一 个 用于 自 动卸船 时小车位置的调整杆,在 自动作 业 中通过操作 调整杆 ,可 以在设定的范围内对小 车的抓取停靠点进行调整 。
防溢板等其它装置发生碰撞 。当提升高度达到限 位时 ,提升停止工作,小车继续 向料斗行进,到 达 “ E ' , 点后停止。同时根据抓斗 的高度设定不同 的小车速度,避免抓斗在行进过程 中产生较大的 晃动 ,即通常所说 的 “ 防摆控制 ” 。
幅 ,并要 求操作司机进行复位 。
F }d s , a』 户 - s p e e d } i vi n u
3 ) 船舱陆侧可能达到的最高点 C 。 抓斗高 度达到 C点时,允许小车向路侧行进。 4 ) 取料点D 。抓斗的抓取点。
5 )抓 斗在料斗的停靠 点 E 。小车在料斗上 方的抓ห้องสมุดไป่ตู้打开点 。
6 R A2 4 a n d P R OF E 3 U S a r e u s e d i n t h e s y s t e m m ea r l i z e t h e f u n c i t o n . K. 州o r d s : s h i p u n l o a d e r P L C o r i e n t a i t o n i f e l d b u s
集尘设备是 由另一厂家作为整套设备单独提供 。
图 1 控制 系统 组态图
的劳动 强度较大。 随着 现代电 子技术的飞 速发展, 自 动控 制设备运算处 理速度的成倍增加,精确定 位设备 和大功 率调 速装置的 使用, 使自 动卸船作
业功能得到 了实现 。
控制系统使用了 C P U 4 1 4 - 2 D P作为主处理
调速控制系统由两套西门 子公司的S I M O R E G K 6 R A 2 4直流调速器分别实现对于提升机构和开
闭机构电机的控制,编码 器的信 号直接返回直流 调速器中的工艺板 P T I O进行 闭环控制和定位计
算, 两台调 速器之间使 用了 “ P e e r t o P e e r " ( 装置
在实际 自动工作中,除了以上需要手动设定
R E H E 2 ) 附加工艺 板用于 对抓斗提升和开闭 机构
的控制 。
3 自 动作业简图
图3 为卸船机自 动作业的 示意框图。 在自 动 卸船作业时必须首先设定以下几 个基本参考点:
1 )船舱 陆侧边 缘 A。其作用是确定抓斗所 能工作 的最 陆侧 点。 2 )船舱 海侧边缘 B。其作用是确定抓斗所 能工作的最海侧点 。
小车位置控制主要是指小车位置的 检测和 准确定位, 小车定位系统工作的正常 与否直接决
定 了自动卸船功能的实现 。小车位 置控制系统是 由西 门子 S 7 40 - 0 P L C 、用 于快速移动/ 爬行速度
} 口} 7 }
驱动的 定位模板 F M 4 5 1 , S I MO R E G K 6 R A 2 4 直 流调速器和绝对值编码器来实现。三 通道 F M 4 5 1 定位模板设计用于调节和设置轴的定 位, 在到达 截止点后, 模板监测对目 标的 趋近, 到达目 标后 向C P U发送一个信号。 如图4 所示, 编码器输出信号 给定 位模板, 控制系统计算后再对电机 进行控制。 C P U通过计
器 ,它具有 1 2 8 KB的工作存储器和 0 . 1 m s / K A的 处理速度,内部集 成 MP I 和D P接 口,我们利用
2 系统 配置
我厂 二期两台 1 6 5 0吨/ 小 时的抓 斗式卸船
C P U的P R O F I B U S - D P 主 站接口 建立了 整台 卸船 机的 一个高速分布式自 动化 控制系 统, 这不仅降 低了 布线成本, 还降低了故障处理时间。 系统中 使用 F M 4 5 1 功能 模板作为定位模板, 来实 现对编
式F O设备。C P U的 P R O F I B U S - D P总线接 口下 连接三个 S I MO R E G 站 ,三个 S I MO V E R T站, 十三个 E T - 2 0 0 M 从站和一个 S 7 - 3 0 0站 ,此处单
C P 4 4 3 - 5 B A S I C模板, 通过 P R O F I B U S 总线来实 现与上位 机和整 个输 煤系统的 数据交换, 在驾驶 室内 装有一台工业计算 机作为 人机界面, 操作司
R e a l i z a t i o n o f A u t o m a i t c O p e r a t i o n o f G r a b yp T e 5 h i p u n l o a d e r
A bt r m e t : T h i s p a p e r i n r t o d u c e s t h e e r a l z i a t i o n o f a u t o m a t i c u n l o a d i n g o f g a r b t y p e s h i p u n l o a d e r . S MA T I C S 7 - 4 0 0 , S I MO R E G K
独使用 S 7 - 3 0 0 P L C作为从 站的 原因 是由 于机内
S e q u e n t i a l C o n r t o l S y s t e m s 作 为自 动 卸 船 程 序的
3 21
编程语言。 S 7 - G R A P H 作为 S T E P - 7的扩展 功能,
弛。
由于卸船 机在 工作 中存在一定的危险性, 因 此 在驾驶室 中设 置了一个脚踏开关,在进行 自动 卸船 作业时,一 旦放 开该脚踏开关 ,自动作业便 立刻停止。卸船机 司机 同时也可 以通过操作操纵 杆来中断 自动作业的进行 ,方便司机进行调整并 提高了整体的安全性 。