纺纱厂生产人员编制汇总表
长丝二厂岗位编制明细.xls

单位
岗位名称
运转甲班
称量工
后溶解工
运转乙班
与甲班同
运转丙班
与甲班同
运转丁班
与甲班同
熟成工段
工段长 技术员
缝布班
缝布工
静脱工
长丝甲班
混合工
长丝IF、IIF夹布
长丝乙班
与甲班同
长丝丙班
与甲班同
长丝丁班
与甲班同
长丝ⅢF夹布工
短纤甲班
混合工 纺喂工
短纤乙班
单位
运转甲班
运转乙班 运转丙班 运转丁班 常日工段
运转班 包装班
分级班 运转甲工段
运转甲1班 运转甲2班 运转乙工段 运转乙1班 运转乙2班 运转丙工段 运转丙1班 运转丙2班 运转丁工段 运转丁1班 运转丁2班
岗位名称 上丝工 机台工 化验工 脱水工 串棒工 烘干工 与甲班同 与甲班同 与甲班同 工段长 调湿工 班长 打包工 库工 磅计工 记录工 分级工 复核工 工段长 班长 挡车工 班长 挡车工 工段长 班长 挡车工 班长 挡车工 工段长 班长 挡车工 班长 挡车工 工段长 班长 挡车工 班长 挡车工
第2页
人员类别 操作人员 操作人员
同甲班 同甲班 同甲班 管理人员 专技人员 操作人员 操作人员 操作人员 操作人员 同甲班 同甲班 同甲班 操作人员 操作人员 操作人员 同甲班 同甲班 同甲班 操作人员 操作人员 管理人员 操作人员 操作人员 操作人员 管理人员 管理人员 专技人员 专技人员 专技人员 操作人员 管理人员 专技人员 操作人员 操作人员 操作人员 操作人员
编制 15 16 1 1 12 2 2 2 4 1 1 4 5 5 4 4 1 2 2 2 2 1 1 5 4 2 4 5 7 2 2 2 3 4 1 43 43 43
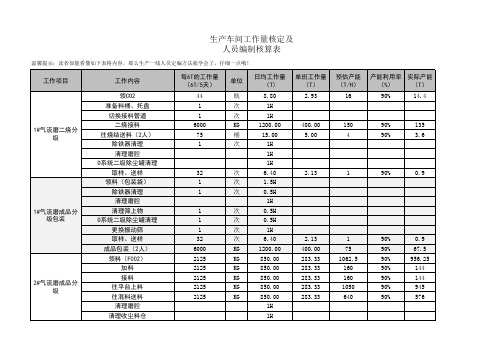
生产车间工作量核定及人员编制核算表
0.07
0.37 0.37 0.37 0.36 0.36 0.35 0.63 0.42 0.09
8.00
0.44 0.36 4.00
8 38.11
5人
领料(包装袋) 除铁器清理 清理磨腔 清理筛上物
D系统二级除尘罐清理 更换振动筛 取样、送样
成品包装(2人) 领料(F002) 加料 接料 往平台上料 往混料送料 清理磨腔 清理收尘料仓
每6T的工作量 (6T/5天) 44 1 1 6000 75 1
32 1 1
1 1 1 32 6000 2125 2125 2125 2125 2125
135
90%
3.6
90%
0.9
90%
0.9
90%
67.5
90%
956.25
90%
144
90%
144
90%
945
90%
576
领料 (纸筒、标签打印、木托盘)
1
次
1.00
1.00
出货打包 样品发货
清理包装袋 包装袋贴标 包装袋入桶
纸筒贴标 纸筒封口 纸筒清洁 摆托盘 打围膜(2人) 每周2次以上
300
1H 1H
单班工作量 (T) 2.93
400.00 5.00
2.13
2.13 400.00 283.33 283.33 283.33 283.33 283.33
预估产能 (T/H)
16
150 4
1
1 75 1062.5 160 160 1050 640
产能利用率 实际产能
(%)
(T)
90%
14.4
90%
袋
60.00
工厂人员配置比例结构分析表

13 技术工程部
1
3
1
2
14
PMC(计划 部)
4
5
1
1
3
15 财务部
5
5
1
4
16
采购部
3
3
1
2
物控部
17
货仓部 15 12
1
1
2
1
7
18 品管部
24 21
1
2
1 12
3
2
合计
252 215 3
11 13
2
1
1 20 12 2
14
3
34
99
占全厂人员比例
1.19% 4.37% 5.16% 0.79% 0.40% 0.40% 7.94% 4.76% 0.79% 5.56% 1.19% 13.49% 39.29%
***印 刷 制 品 有 限 公 司
序号 1
部门
一级
二级
厂长办
工厂人员配置比例结构分析表
定编 在职
管理人员
人数
人数
厂长/ 主任/ 经理 主管
组长
仓管
服务于部门
叉车 司机
采购
文员
QC
服务于
如后本勤厂、 司机 保安、厨
房等
服务加工 商或驻厂
一线生产
如外发QC 技工(机
等
长等)
普工
备注
1
1
1
2 生产办公室
3
4
1
3
3
印刷车间 27 17
1
11
5
坑纸组 17 10
1
3
6
4
上光组 14 8
2021年纺一厂细纱保全人员配置及职责合计43

纺一厂细纱保全人员配置及职责合计43纺一厂细纱保全人员配置及职责合计43(人)一、工序长(1名)1、负责早点名,晨会点评2、按照设备周期计划安排当日计划3、根据设备实际情况安排临时当日工作4、负责抽查20%的设备维修质量5、负责协调与上级及运转的各项工作事务6、负责周期计划的制定及各类辅料配置的订购及质量把关二、质量检查员(1名)1、负责晨会检查通报2、负责设备人员的技术培训和指导3、负责平、揩、保养剂各类辅机工作人员的工作质量检查和落实4、协助工序长完成各项日常工作及临时突击性人物三、平车队(12名)1、根据周期计划对设备进行维修2、完成分厂的临时突击任务四、揩车队(14名)1、根据周期计划对机台进行揩车(1天3台)2、锭子每月冲洗1次,中途不加油3、完成分厂的临时突击任务五、保养组(8名)1、上岗后巡回更换导丝轮,消灭机控2、补锭带根据周期计划每天做1台,重点检修及1台罗拉加油3、完成分厂的临时突击任务六、加油工(3名跟班)1、负责分厂120台细纱机的坏车及时维修2、负责班中断锭带及消灭机械空锭3、完成分厂的临时突击任务七、机动工(2名)1、负责分厂的品种翻改快速及时完成2、负责抢修大坏车,负责对吹吸机的日常维修3、完成分厂临时性突击任务纺一厂细纱保全人员配置及职责工序长1负责早点名,晨会点评2按照设备周期计划安排当日计划3根据设备实际情况安排临时当日工作4负责抽查20%的设备维修质量5负责协调与上级及运转的各项工作事务6负责周期计划的制定及各类辅料配置的订购及质量把关检查员1负责晨会检查通报2负责设备人员的技术培训和指导3负责平、揩、保养剂各类辅机工作人员的工作质量检查和落实4协助工序长完成各项日常工作及临时突击性人物平车队长保养队长楷车队长1、根据周期计划1上岗后巡回更换1、根据周期计导丝轮,消灭机控对机台进行揩车划对设备进2、补锭带根据周期(1天3台)行维修计划每天做1台,2、锭子每月冲洗12、完成分厂的重点检修及1台罗次,中途不加油临时突击任3、完成分厂的临拉加油务3、完成分厂的临时时突击任务突击任务扩展阅读细纱工序保全秋季操作运动会应知测试题山东联润新材料科技有限公司细纱工序保全秋季操作运动会应知测试题一.填空牵伸部件组成.三列罗拉.、胶辊.、胶圈.、弹簧摆动销.、摇架。
工厂人员编制表

1
行政组长 1
助理
2
IT工程师 1
干部
行政课
电脑技术员 1
电工组长 1
电工
2
员工 清洁工 4
企划部 干部 副理
1
采购课 干部
课长
1
干部 采购员 3
干部 组长
1
生管课
干部 生管
3
课长
1
助理
2
资材课 干部 组长
2
仓管员 8
送货员 2
经理
1
制造部 干部
助理
3
干部 课长
1
1
1
1
5
0
5
1
1
1
1
1
6
0
6
2
1
1
1
组长
3
品保课
干部
IQC
3
OQC
1
MQC
3
1
2
4
0
4
1
1
1
1
1
9
0
9
1
1
2
1
1
1
8
0
8
2
4
0
0
0
0
1
1
3
2
30 0 30
19
1
3
0
3 10 0 10
3 1 3
费用预算
状态 说明
标准工资 加班工资 伙食
房租 水电补贴 电话
差旅
养老金 公司部份
医疗金/ 公司部份
其他社保
保险
福利/按 基本资 14.5%
1
研
样品组长 1
发
人员编制梳理情况汇报表

人员编制梳理情况汇报表根据公司要求,我们对人员编制进行了梳理和汇总,现将情况汇报如下:一、人员编制总体情况。
截止目前,公司共有员工XXX人,其中男性XX人,女性XX人,各部门人员分布情况如下:1. 人力资源部,XX人。
2. 财务部,XX人。
3. 销售部,XX人。
4. 技术部,XX人。
5. 市场部,XX人。
二、人员编制变动情况。
1. 近期招聘情况,公司在过去三个月内共招聘新员工XX人,其中包括XX名技术人员、XX名销售人员、XX名市场人员等。
2. 离职情况,同期内,公司共有XX名员工离职,其中包括主动离职XX人、合同到期不续约XX人等。
3. 职级晋升情况,公司共有XX名员工在过去三个月内获得了职级晋升,其中包括XX名晋升为主管、XX名晋升为经理等。
三、人员编制结构情况。
1. 学历结构,公司员工学历结构合理,本科学历及以上占比XX%,研究生学历及以上占比XX%。
2. 年龄结构,公司员工年龄结构较为均衡,20-30岁占比XX%,31-40岁占比XX%,41岁以上占比XX%。
3. 职务结构,公司职务结构合理,高管层占比XX%,中层管理人员占比XX%,基层员工占比XX%。
四、人员编制需求分析。
1. 各部门人员需求情况,根据各部门业务发展情况,人力资源部、销售部和技术部对新员工的需求较为迫切,需要加大招聘力度。
2. 人才储备情况,公司目前已建立了一支稳定的人才储备库,能够满足短期内的人员需求。
3. 人员培训需求,针对现有员工,公司将加大培训投入,提升员工整体素质和能力。
综上所述,公司人员编制梳理情况良好,结构合理,但也存在一定的招聘压力和人才培养需求。
公司将根据实际情况,合理调配人力资源,确保各部门人员编制的合理性和稳定性。
纺织厂各部门岗位职责

纺织厂各部门岗位职责一、厂长岗位职责1. 负责全厂的日常及行政管理工作,并对总经理负责。
2. 负责全厂人员的工作状态,指挥生产的正常有序运转。
3. 负责组织全厂各项规章制度的制定,并监督执行。
4. 负责对厂长助理以及各车间主任的工作考核,切实做好奖惩工作,提高工作积极性。
5. 负责组织对装置改造、维护及保养工作,对设备的定期检修准确及时的作出决策。
6. 及时召开生产会议,听取各单位的工作汇报并及时给出处理意见。
7. 负责生产与销售环节的沟通,及时调整生产方案。
8. 负责公司可持续发展的项目调查,为公司的进一步发展壮大提供可行性依据。
9. 负责公司企业文化的建设,抓住发展要点,提高公司知名度。
10. 积极参与公司各项重大问题的决策,处理公司发生的紧急事件。
二、车间主任岗位职责1. 负责本车间的生产和行政管理工作,对厂长负责。
2. 根据生产任务,合理组织生产,对本车间生产任务的完成情况负责。
3. 严格执行安全管理制度,确保本车间安全生产无事故。
对所发生的事故及时报告和处理,并保护现场。
4. 贯彻工艺纪律,严格执行技术标准,把好质量关。
对本车间的质量指标完成情况负责。
5. 负责对工人进行技术培训和考核,提高其技术水平,按有关规定做好本车间的考核和奖惩工作。
6. 合理使用设备、工具,器具,保持设备完好,做好设备经常维护、保养工作,做好消防器材、设备、工具的保管和维护,坚持文明生产,做好本车间的清洁卫生工作7. 及时编制上报年、季、月度生产统计报表。
认真做好生产统计核算基础管理工作,重视原始记录、台账、统计报表管理工作,确保统计核算规范化、统计数据的正确性8. 督导本车间工人,遵守劳动纪律,做好本车间的考勤工作,并严格控制加班加点,确保生产在安全、有序的情况下进行。
三、机修工岗位职责1. 服从分配、听从指挥,并严格遵守公司的各项规章制度和有关规定。
2. 负责对公司所有设备、动力设施的维护保养、检修和设备的安装工作。
2020年色纺纱企业组织结构及部门职责

对具有重要应用前景的科研项目进行研究开发,不断地推出具有高增值效益的系列新产品、新工艺、新技术;做好本企业各级工程技术人员培训工作,做好各分子机构技术中心业务合作和指导;收集、引进科技前沿信息,负责与科研机构和高等院校等单位合作开展研究、设计和试验等工作,并为企业提供技术咨询;提前一年完成流行色卡产品的设计、制作任务;完成客户来样设计或方案设计工作;负责制定、下达年度研发计划,检查落实执行情况,并负责将研发成果转化为有形资产(新品销售)和无形资产(申报发明专利等)。
7、质检部
负责产品质量管理,制定产品质量检验规范;建立原材料、在制品、外协品和成品检验记录及质量统计报表,每月进行质量总结分析,提出改进意见;及时收集产品和器械在使用过程中质量异常反应信息,对影响产品质量的设计、制造、审核结果、质量记录和顾客投诉进行分析,以查明并消除不合格的潜在原因并提出解决方案。
22、电脑部
负责营业部信息技术系统的管理维护,确保信息系统的安全、稳定、高效运行;根据公司信息技术系统建设规划,组织实施信息系统的建设、改造和优化。
23、轧花厂管理部
制订并组织实施生产系统的工作目标和工作计划;对轧花厂包装材料等辅助生产用品的采购及棉副产品的销售进行审核;根据国内外棉花供应形势和棉纺厂用棉需求下达收购任务;协调指挥轧花厂进行原棉收购并安排的提货地点,委派专员进行提货;对轧花厂收购的棉花质量、数量、成本进行考核;对轧花厂的安全、文明生产进行督促管理;重要生产设备及配件的申购的审批。
3、投资发展部
制定公司年度和中长期发展规划;主持编制战略分析研究报告,为公司总体战略与各下属单位战略制订提供有效支持;组织专题课题研究,为公司决策层提供支持;建立和完善投资制度与流程;负责投资项目的立项、可行性论证、项目评估。
工厂人员编制表

位编制,理论上上岗人数不能超过编制人数,如有特殊需要,可上报公司董事会进行申请增加编制人数
位编制,理论上上岗人数不能超过编制人数,如有特殊需要,可上报公司董事会进行申请增加编制人数
技术研发
部
位编制,理论上上岗人数不能超过编制人数,如有特殊需要,可上报公司董事会进行申请增加编制人数
位编制,理论上上岗人数不能超过编制人数,如有特殊需要,可上报公司董事会进行申请增加编制人数
位编制,理论上上岗人数不能超过编制人数,如有特殊需要,可上报公司董事会进行申请增加编制人数。
新开分厂人员分批次到位定编表

新开分厂人员分批次到位定编表
序 号
部门
职位名称
总经办 1
总经理 副总经理
小计
2
经理
工程师
项目部 2
业务跟单 文员
司机
小计
5
人事行政课长
招聘培训专员
薪酬专员
电脑维护员
前台文员
人事行政部 3
保安队长 保安
厨师长
厨师
帮厨
清洁工
废料保管员
小计
12
财务主管
财务部 4
出纳 会计
小计
3
技术经理
文员
课长
工程课 项目工程师
助理工程师
技术部 5
课长 冲模设计
五金模具设计 设计课
压铸模具设计
助理工程师
绘图员
小计
11
主管
文员
CNC编程组长
CNC编程
治具设计
治具工程师
模具生管
五金工模组长
五金工模师傅
备料员
压铸工模组长
压铸工模师傅
激光焊师傅
模具部 6
省模组长 省模师傅
修模组长
任职者
定编 人数
1 1 2 1 1 1 1 1 5 1 1 1 1 1 1 4 1 2 2 2 1 18 1 1 1 3 1 1 1 3 2 1 1 1 1 2 1 15 1 1 1 3 2 1 1 1 4 2 1 4 1 1 4 1
1
1
1
月薪
2
月薪
1
月薪
1
月薪
1
月薪
1
月薪
2
月薪
1
5
5
5
月薪
2024年纺纱厂车间岗位职责(共3篇)

2024年纺纱厂车间岗位职责(共3篇)篇:纺纱厂工作职责生产部工作职责生产部工作职责安排调度:1.对营销部的销售订单进行交期和质量保证方面的审核,审核通过刚好进行排产,编制生产安排单后下达给生产厂。
2.对已下达的生产安排进行跟踪监控,关注了铺机状况、生产进度、前后供应连接、质量状况等,必要时进行生产协调。
3.负责各生产厂进出仓统计的管理工作。
4.负责制定公司生产厂的产能完成考核标准,对生产厂产能完成状况进行监管。
5.负责各项生产统计资料(产量、用棉量等)的汇总管理,并定期上报生产部负责人。
6.制定容器具、包装料的消耗定额并进行监管,依据生产须要对容器具、纱管等的进行调配。
设备管理:1.制定完善公司设备管理规定、设备维护保养作业指导书和维保周期要求。
2.负责公司各生产厂日常设备维保工作质量的检查、监督和反馈,对设备维护保养工作的准期率和合格率等进行统计汇总和反馈。
3.制定各生产厂的设备年度修理费用定额,对各生产厂设备修理费用的运用状况进行监督管理。
4.制定各生产厂平揩车、检修周期表,以及纺织专件的保养周期和运用寿命周期。
5.负责公司技改技措、外协的组织协调工作,与设备供应商有关售后技术服务的沟通联系工作。
6.负责组织严峻设备平安事故的鉴定、考核工作。
7.负责新增设备、器材等的技术资料、说明书的收集存档工作,组织技改项目竣工验收工作。
运转管理:1.制定完善公司运转操作管理制度、操作法、现场管理制度(特殊是半制品、成品、下脚料、容器具、器材、工具等的定置管理,运输路途设计)等。
2.负责生产厂的运转生产现场管理、操作法执行状况、机台生活状况、环境温湿度、劳保用品穿戴状况、异样停台、出勤概况等的管理工作。
生产部工作职责3.了解收集一线运转员工在岗稳定性的思想动态。
4.负责组织支配运转班新工的岗前操作培训、以及在岗运转员工的操作升级培训,组织开展操作竞赛活动。
5.对运转各岗位的工作内容划分进行优化设计,以降低新工岗前培训困难度、难度和缩短岗前培训期。
棉衣工厂人员配置表
棉衣工厂人员配置表摘要:一、前言二、棉衣工厂人员配置表的概述三、棉衣工厂各部门的人员配置1.管理层2.设计师团队3.生产部门4.销售与市场部门5.采购与供应链部门6.财务与行政部门四、人员配置对于工厂运营的重要性五、未来人员配置的调整与优化建议正文:一、前言随着冬季的来临,棉衣的需求量逐渐增加。
为了确保生产效率与产品质量,棉衣工厂需要合理配置人员,以满足市场需求。
本文将为您介绍棉衣工厂人员配置表,以及各部门人员配置的重要性。
二、棉衣工厂人员配置表的概述棉衣工厂人员配置表是一份详细列出工厂各部门及其职责、所需人数的表格。
它根据工厂的运营需求,为各部门分配合适数量的工作人员,以确保工厂的正常运转。
三、棉衣工厂各部门的人员配置1.管理层管理层包括总经理、副总经理、生产总监等。
他们负责制定工厂的战略规划、管理工厂的日常运营,解决各类突发问题。
2.设计师团队设计师团队包括设计师、样衣师等。
他们负责研究时尚趋势、设计新款棉衣,并制作样品。
3.生产部门生产部门包括缝纫工、质检员、包装员等。
他们负责按照设计师的要求,进行棉衣的生产、质量检测及包装。
4.销售与市场部门销售与市场部门包括销售经理、市场专员等。
他们负责拓展销售渠道、制定市场策略,提高棉衣的销售额。
5.采购与供应链部门采购与供应链部门包括采购经理、供应链专员等。
他们负责寻找合适的面料、配件供应商,确保生产所需的原材料供应充足。
6.财务与行政部门财务与行政部门包括财务总监、行政经理等。
他们负责管理工厂的财务、行政事务,保证工厂的正常运营。
四、人员配置对于工厂运营的重要性合理的人员配置能够确保工厂各部门的工作高效进行,提高生产效率,降低成本。
同时,有助于发掘员工的潜力,提高员工的工作满意度,减少员工流失率。
五、未来人员配置的调整与优化建议随着市场环境的变化,工厂应不断调整与优化人员配置。
例如,在生产旺季时,可以增加生产部门的员工数量;在市场推广活动期间,可以加强销售与市场部门的力量。
轻纺行业工程设计主要专业技术人员配备表.doc

轻纺行业工程设计主要专业技术人员配备表工程设计资质设计类型与等级注册专业专业设置1制浆造纸专业2食品发酵烟草专业3制糖工艺专业4日用化工及塑料专业5日用硅酸盐专业6制盐及盐化工专业7制革专业8轻工机械工艺专业9纺织工艺10服装工艺11印染工艺12化纤原料工艺13花纤工艺14轻纺机械设备15建筑华工(所含注册人员数量)华工(所含注册人员数量)机械建筑(一级)行业资质轻工工程甲级4(2)4(2)4(2)4(2)3(1)3(1)3(1)3(1)2 2乙级3(1)3(1)3(1)3(1)2(1)2(1)2(1)2 1 1甲级 3 2 2(1)3(1)3(1)1 12 纺织工程乙级 2 1 1 2(1)2(1)1 1 1专业资质制浆造纸工程甲级8(4)2 1乙级5(3)1 1 食品造纸甲级8(2 1烟草工程4)乙级4(2)1 1制糖工程甲级8(4)2 1乙级4(2)1 116结构17总图18给水排水19暖通空调20动力21电力22自动控制23环保24技术经济25概预算总计结构(一级)公用设备(给水排水)公用设备(暖通空调)公用设备公用设备)工程设计资质设计类型与等级注册专业专业设置制浆造纸专业食品发酵烟草专业制糖工艺专业日用化工及塑料专业日用硅酸盐专业制盐及盐化工专业制革专业轻工机械工艺专业纺织工艺服装工艺印染工艺1化纤原料工艺3花纤工艺轻纺机械设备4注量专业资质。
生产定表人员岗位明细表模板
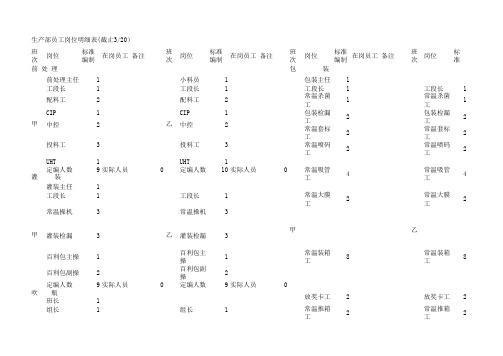
班次岗位标准编制在岗员工备注班次岗位标准编制在岗员工备注班次岗位标准编制在岗员工备注班次岗位标准编制前处理主任1小料员1包装主任1工段长1工段长1工段长1工段长1CIP 1CIP 1UHT1UHT1定编人数9实际人员0定编人数10实际人员灌装主任1工段长1工段长1定编人数9实际人员0定编人数9实际人员班长1组长1组长1822122242常温装箱工放奖卡工常温推箱工乙常温杀菌工包装检漏工常温套标工常温喷码工常温吸管工常温大膜工282212224常温大膜工常温装箱工放奖卡工常温推箱工3甲常温杀菌工包装检漏工常温套标工常温喷码工常温吸管工操机2233312乙乙配料工中控投料工常温操机灌装检漏百利包主操百利包副操32233312投料工常温操机灌装检漏百利包主操百利包副操操机吹 瓶生产部员工岗位明细表(截止3/20)前 处 理包 装灌 装甲甲配料工中控装袋工1装袋工1定编人数8实际人员0定编人数8实际人员定编人数30实际人员定编人数30生产经理1包装组长1包装组长1定编人数4实际人员0前处理90灌装90吹瓶80常温包装300低温包装90前处理100灌装90吹瓶80常温包装300低温包装90合计1310定编人数9实际人员定编人数931316418149112主任、班长、工段长、组长不常温按双线人数定编,低温按缺编低 温 包 装415低温吸管工低温推箱工低温码垛工常温码垛工入库工低温装箱工(乙151124入库工低温装箱工(低温吸管工低温推箱工低温码垛工常温码垛工322甲操机拌料工检漏工乙3223标准编制实际在岗统计甲乙操机主任班长工段长组长合计总计-8-30-9-131办公室统计经理-9-8-30-9-10-9生 产 办 公 室汇 总备注:-9甲拌料工检漏工在岗员工备注实际人员0实际人员0。
纺织厂生产,计划表格

纺织厂生产,计划表格篇一:纺织厂设计参考资料纺织厂设计参考资料一、织部计算1 织部机器选择及其特性机器名称机器特性1332MD(100锭)络筒机外形尺寸:13600×1400mm 络纱速度:510,575,643,713m/min功率: FA721-75捻线机外形尺寸:15505×794mm 功率:FA801A摇纱机外形尺寸:4572×1245mm功率:GA121-180分批整经机占地面积:3721×18520-20520mm整经速度:300-800m/minGA331-180浆纱机外形尺寸:3240×22780mmGA117B-160色织穿筘机外形尺寸:1860×940mmGA471-140结经机外形尺寸:2400×1350mmZG193卷纬机占地面积:12190×800mmGA651-150织布机外形尺寸:2966×1617mmGA801验布机外形尺寸:XX×1950mmGA841-160折布机外形尺寸:2160×2290mm2 织部机器配备计算品种经密(根/10cm)纬密( 根/10cm) 经縮率(%) 纬縮率(%) 地经根数边经根数细平布T/C13*13 342.5 10 2 4半线卡其(14*2)*28 487 272 12 2 4 4(1)筘号:细平布:Nk= (1-Aw)pj= bd=2 aw=%Nk= 取 /10cm半线卡其:Nk= (1-Aw)pj=487 bd=4 aw=2%Nk= 取/10cm(2)总经根数:Mz=×Wb+Mbi(1-)细平布:Wb=127cm Mbi=48 bd=2 bdi=4Mz=根取5034根半线卡其:Wb=122cm Mbi= 48根 bd=4 bdi=4 Mz=根取 5940根(3)经纱穿筘幅宽:Wk=×10分别代人以上结果得:细平布:Wk=半线卡其:Wk=(4)修正纬縮率:aw=细平布:aw=×100%=%半线卡其:aw=×100%=%(5)机器配备流程计算①每米织物经纱用量=加放率:细平布取% 半线卡其取%经纱回丝率:细平布取% 半线卡其取%伸长率: 细平布取% 半线卡其取%故:每米细平布织物经纱用纱量==每米半线卡其织物经纱用纱量==②每米织物纬纱用纱量=每米细平布织物纬纱用纱量==每米半线卡其织物纬纱用纱量==③织机理论生产率=细平布:织机理论生产率==()半线卡其:织机理论生产率==()织机实际生产率=织机理论生产率×时间效率细平布:织机实际生产率=×88%=()半线卡其:织机实际生产率=×90%=()④织机定额台数=织机配备台数×(1-计划停台率)细平布:定额台数=288×(1-2%)=台半线卡其:定额台数=360×(1-2%)=台⑤织物的总产量=织机定额台数×织机实际生产率细平布:总产量=×=半线卡其:总产量=×=⑥络筒机理论生产率=细平布:络筒机理论生产量==半线卡其:络筒机理论生产量==络筒机实际生产率=络筒机理论生产率×时间效率细平布:实际生产率=×70%=半线卡其:实际生产率=×70%=⑦初算整经轴只数n =细平布:n==取8根半线卡其:n==取9根头分分配=细平布:=根其中六根经轴上经纱根数为630其余两为627根半线卡其:=660根⑧整经机理论生产率=细平布:整经机理论生产率==半线卡其:整经机理论生产率==整经机实际生产率=理论生差率×实际效率细平布:整经机实际生产率=×60%=半线卡其:整经机实际生产率=×60%=⑨浆纱机理论生产率=细平布:理论生产率==半线卡其:理论生产率==浆纱机实际生产率=浆纱机理论生产率×时间效率细平布:实际生产率=×68%=半线卡其:实际生产率=×70%=⑩每小时经纬纱用纱量:每小时经纱用纱量=细平布:每小时经纱用纱量==半线卡其:每小时经纱用纱量==每小时纬纱用纱量=细平布:每小时纬纱用纱量==半线卡其:每小时纬纱用纱量==(6)织厂各工序机器配备计算①织机配备台数:细平布=288台半线卡其=360台②络筒机定额定数=细平布:络筒机定额定数==锭半线卡其:络筒机定额定数==锭络筒机的计算配备锭数=细平布:络筒机的计算配备锭数==锭半线卡其:络筒机的计算配备锭数==锭③整经机的定额台数=细平布:整经机的定额台数==台半线卡其:整经机的定额台数==台整经机的计算配备台数=细平布:整经机的计算配备台数==台半线卡其:整经机的计算配备台数==台④浆纱机的定额台数=细平布:浆纱机的定额台数==台半线卡其:浆纱机的定额台数==台浆纱机的计算配备台数=细平布:浆纱机的计算配备台数==台半线卡其:浆纱机的计算配备台数==台⑤穿筘架的计算配备台数a 卷绕体积V=b织轴上含浆经纱的重量G=V×r×10-3c志轴上无浆经纱的重量= Kgd织轴上纱线最大卷绕长度Lj=e Lj=Lp×np×n+l1+l2对GA615-150,r=,d=110, D=530 Jj细平布=4 Jj卡其=细平布:Lj= =半线卡其:Lj==1279.8f 墨印长度=联匹长/1-aj其中:aj细平布=10% aj卡其=12%所以:细平布LP=30/(1-10%)=半线卡其LP=30/(1-12%)=连匹数np=3 上机回丝l1= 下机回丝l2=令Lj=Lj’所以33.3×3×n+1.8=650.02 n=×3×n+1.8=1279.8 n=可落布长度:30×3×6.4=63030×3×12.5=1170所以对于GA615-150织机细平布:穿筘架台数==5.2台取6台半线卡其:穿筘架台数==5.33台取6台⑥验布机理论生产率=验布机线速度×60细平布:20×60=1200半线卡其:20×60=1200验布机实际生产率=验布机理论生产率×时间效率细平布:1200×15%=180半线卡其:1200×15%=180验布机的定额台数=细平布:=台半线卡其:=台⑦折布机的定额台数=折布机的理论生产率=折布机的线速度×60=54×60=3240折布机的实际生产率=折布机的理论生产率×时间效率=3240×40%=1296定额台数:细平布:=台半线卡其:=台计算工作台数:细平布:=台半线卡其:=台⑧中包机生产率:生产定额12包(7200 )中包机的定额台数=细平布:=台半线卡其:=台⑨络筒机定额锭数=细平布:=锭半线卡其:=锭络筒机的计算配备锭数=细平布: =锭半线卡其:=锭⑩卷纬机理论生产率:细平布:=半线卡其:=卷纬机实际生产率:细平布:×80%=半线卡其:×85%=卷纬机定额锭数:细平布:/=锭半线卡其:/=锭卷纬机计算配备台数:细平布:=锭半线卡其:=锭卷纬机台数:细平布:/328=台半线卡其:/328=台四,纺部计算1 纺部机器选择及其特性机器名称机器特性FA002圆形抓包机外形尺寸:5372(外径) ×4155mmA006CS自动混棉机外形尺寸:4085×1430×3696mmA035A混开棉机外形尺寸:5650×1460×3696mmFA022-8多仓混棉机外形尺寸:6735×2600mmFA106豪猪式开棉机外形尺寸:1810×1650×3875mm(长×宽×高)FA107小豪猪式开棉机外形尺寸:1810×1650×3875mmA092AS双棉箱给棉机外形尺寸:3950×1570mm适合纺原棉或化纤FA141单打手成卷机外形尺寸:5280×XXmm适纺原棉,棉型化纤FA201梳棉机外形尺寸:3523×2096mmFA331-270条卷机外形尺寸:4640×3665mmFA251精梳机外形尺寸:5653×1344mm 落棉率:10-25FA303并条机外形尺寸:4700×2500mm和3900×2200mmA272并条机外形尺寸:2655×2250mmFA503细纱机外形尺寸:16470×1000mm(420锭)FA401粗纱机锭子速度:600-1200r/min 外形尺寸:14331×3650mm(120锭)1332MD络筒机外形尺寸:13600×1400mm(100锭)FA702并纱机外形尺寸:13280×1320mm(100锭)FA721-75捻线机外形尺寸:15505×794mm(384锭)锭子速度:6500-12308r/minFA801A双面式摇纱机外形尺寸:4572×1245mm每台锭数:802 (14T×2)×28T半线华达呢纺纱工艺流程:→TC-1→A035→FA002-6→FA106→FA107→FA133→→FA201→FA302→FA302→FA401→机器配备计算:(一):编制纺纱机器配备表前必须合理选择的工艺参数。
福建某纺织有限公司人员编制管理

福建恒益纺织有限公司人事行政制度2007-6-12第一部分人员编制管理前言 (2)第一章总则 (2)一、编制管理的原则 (2)二、编制管理的基本思路 (2)第二章组织机构设置与岗位配置 (2)第一节组织机构设置 (2)一、机构设置分类管理 (2)二、机构设置规范化管理 (3)三、机构设置评估论证 (3)第二节岗位配置与定编管理 (4)一、岗位配置与定编管理基本原则 (4)二、岗位配置与定编审批流程 (4)三、定编管理 (4)第三章人力资源规划与定岗定编 (5)一、人力资源规划 (5)二岗位编制 (5)三、人员编制 (6)四、人力资源规划与定岗定编实施步骤 (6)第四章人员编制管理 (6)第一节人员编制管理机构 (6)一、编制审定委员会 (6)二、人员编制管理部门 (6)第二节人员编制管理政策 (7)一、减员增效 (7)二、合理储备 (7)第三节人员编制管理流程 (8)一、人员编制变更流程 (8)二、新公司设立及筹备流程 (9)三、公司关键岗位配置与任命 (10)四、人员增补流程 (11)附表附表1、部门机构设置、岗位配置与人员编制变更申请表 (13)附表2、公司设立及开业人员筹备计划表 (14)附表3、人员增补申请表 (15)附表4、关键岗位任命申请表 (16)编制管理是企业人力资源管理的一项重要基础性工作,是调整和理顺企业内各类人员结构、优化劳动组合、提高经营效益的重要保证。
为了适应企业改革和发展的需要,规范公司编制管理,有效配置人力资源,增强企业活力,提高经营效益与管理水平,合理的制定和使用编制,控制人力资源成本,形成自我约束机制,根据公司组织架构设计,特制定本工作指导书。
第一章总则一、编制管理的原则1、以发展规模、调整结构、理顺关系、保证重点、精简人员、提高效益为基本原则;2、按照高效、精干的原则,合理、科学地调整业务职能部门和分支机构;3、优化员工队伍,促进人才合理流动,建设一支精干高效、结构合理、充满活力的员工队伍;4、实行结构比例宏观控制,计划调节,动态核算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2
2
0
7
自落机修
1
1
8
清梳工
1
前
9
纺
梳绵工
1
10
生
工 序
并条工
1
产 11 甲
粗纱工
1
班
生
产
甲
12 班 后 细纱挡车工
4
纺
13
工
落纱工
5
14
序
辅工
1
8
清梳工
1
前
9
纺
梳绵工
1
10
生
工 序
并条工
1
产 11 乙
粗纱工
1
12 班 后 细纱挡车工
4
纺
13
工
落纱工
5
14
序
辅工
1
8
清梳工
1
前
9
纺
梳绵工
1
10
生
工 序
宁夏浙商服装产业园纺纱厂岗位编制汇总表(2套)
序号 部 门
岗位名称 拟定编制 现有编制 缺编人数
工 作职责
备注
1
厂部
2
厂长 库管
1
1
0 负责工厂日常经营活动、制定月生产计划并监督各部门实施
1பைடு நூலகம்
1
0 负责工厂日常统计、收发、仓储管理工作
3
并粗机修
1
1
0
4
清梳机修
1
1
0
5 机修班 细纱机修
1
1
0
6
细纱学徒
并条工
1
产 11 丙
粗纱工
1
班
生
产
丙
12 班 后 细纱挡车工
4
纺
13
工
落纱工
5
14
序
辅工
1
合计
50
编制:综合管理部