浅谈汽车覆盖件的表面滑移线_徐小清
汽车外覆盖件表面冲击线及滑移线成因分析与对策_唐东胜

淮安仕泰隆国际工业博览城全球招商热线:0517-********网址:模具网中国模具制造业第一门户网站汽车外覆盖件表面冲击线及滑移线成因分析与对策唐东胜,侯艳飞奇瑞汽车股份有限公司(安徽芜湖241009)【摘要】首先从理论上对冲击线、滑移线产生的原因进行详细的剖析,并给出如何预防的对策;其次通过实例应用加以验证。
希望通过对该问题的研究,能对从事汽车冲压模具设计、现场调试的工程技术人员有所借鉴和参考。
关键词:冲击线;滑移线;表面质量;汽车覆盖件中图分类号:TG385.2文献标识码:BReason Analysis and Solution of Surface Impacting Lineand Drifting Line for the Auto Outer Panel【Abstract 】Firstly,detailed analysis of reasons that result in impact lines &skid lines and the way to deal with how to prevent from them occurring.Secondly,validation of factual examples by the measures having be taken.At last,reference and teaching should be given to the engineeringtechnologist who are engaged in vehicle ’s die-designing or die-debugging through the research.Key words :impacting lines ;drifting line ;surface quality ;auto outer panel1引言现代汽车制造业中对汽车覆盖件的表面质量要求越来越高,汽车外观冲压件表面(以下简称汽车外覆盖件)缺陷直接影响整车的视觉效果,目前冲击线和滑移线几乎存在于所有的汽车外覆盖件表面之中。
汽车外覆盖件工程设计阶段滑移线问题的控制

汽车外覆盖件工程设计阶段滑移线问题的控制在汽车外覆盖件工程设计阶段,滑移线问题是需要控制的重要因素之一。
滑移线是指在材料表面形成的一种凹凸不平的线条,这会影响汽车外观的美观度和气动性能。
在设计过程中,应该采取一系列措施来控制滑移线的出现和影响。
首先,应该在材料选择上进行考虑,选择质量稳定、表面平整的材料,以减少滑移线的产生。
其次,在设计过程中应采用合适的CAD 技术,充分考虑流体力学和气动学原理,以优化汽车外观和气动性能。
同时,要注意对局部设计进行调整,避免出现过分局部的细节设计,导致滑移线的出现和影响。
在实际制造过程中,应对材料和工艺进行严格监控,以保证零部件表面光滑度和均一性。
同时,采用高效的抛光和处理工艺,以充分消除滑移线和其他表面缺陷。
总之,控制滑移线问题需要从设计到制造的全过程进行多方面措施的配合,以确保汽车外观的美观度和气动性能的最佳表现。
- 1 -。
某车型后盖外板滑移线及冲击线解决对策

口 I 2所 , J , , f _ = 静 J f
形 过 r f , , I ‘ 】 f j J f i 边
料【 f Ⅱ 紧 . 9 1 、 , 什 的 一 ‘ 特 I陵 逐 渐
A T &M 2 0 1 8年 第 1 期
5 4 汽 车 工 艺 与 材 料
险
域 . 【 『 I I …州 冲
线缺 陷( 1 ) , 冲J 什 审为 B炎缺
谢化 ” 足铒 一 个汽 1 、 迪求 平 1 l 努 乃发展 的方向 乍 身 外 攫 件 作 为轿 / l 的 组成部分 , 是
行f : 恢接 触 感 的 部 什 I 此 , 乍 身外 缀 件的 丧面 顷 等级 足汽 乍 , I I : , J Z 、 须 严格控 制 的 质 怀 滑移 线 、 冲. 线 是 外趟 盖 什成 彤 过
此 过 r l I ' 【 i l 1 儆…
『 『 j 处 的 饭 料 减 J l 1 帧 继续 … l 运动, 扳 料 续 流 动 , } I f l { , k f
度0 . 6 5 I l l l l l , 材 料 能 如 & l 所 爪
介绍 r某 / I -
盖 外 搬 涓’ 千 j ; 线 及 冲 线 决 方
棠, 为今后 产 : f f I I i 设汁、 r 制定J 支 模 具j j 吉 J 提供 r
定 的 经 验
H 1 4 0DZ一6 0 1 60 0. 65 I 7 5 3 0 0 0. 2 l
心 模
滑 一
/ / 、
、
图 4 滑移 线模 拟 分析 R角滑 移距 离
图 2 后盖 外板 “ 滑 移线 ” 产 生 机 理 过 程 不 意 图
汽车外覆盖件工程设计阶段滑移线问题的控制

汽车外覆盖件工程设计阶段滑移线问题的控制在汽车外覆盖件的工程设计阶段,滑移线问题的控制是非常重要的。
滑移线是一个重要的概念,在汽车外覆盖件的设计中起着非常重要的作用。
因此,在设计汽车外覆盖件时,需要非常注意滑移线的问题,以确保汽车外覆盖件的质量和性能。
以下是控制汽车外覆盖件工程设计阶段滑移线问题的步骤:第一步:了解滑移线的概念滑移线是汽车外覆盖件上的一个曲线,它与汽车的设计线或包络线相交。
滑移线可以帮助设计师在设计过程中保持外型和表面的一致性和流畅性。
因为滑移线是与包络线的交汇处相连的曲线,所以它对整个设计的流畅性和完整性有着很大的影响。
第二步:设计包络线包络线是汽车外覆盖件上最基本的曲线。
它代表着整个车辆的轮廓和前、后包围的外形。
在设计包络线时,需要考虑车辆的空气动力学设计,以及车辆的稳定性和可靠性。
包络线还必须与车辆的内饰和机械部件完美配合。
第三步:确定滑移线的位置滑移线的位置非常重要,它需要与包络线和设计线相互配合,以确保设计的完整性和流畅性。
滑移线尽可能靠近包络线和设计线的交汇处,以最大限度地提高设计的流畅性。
第四步:创建滑移线在创建滑移线时,需要使用CAD软件进行操作。
滑移线应该与包络线和设计线相交,并且应该有着完整的曲线。
在创建滑移线时,应该注意保持曲线的流畅性和完整性。
第五步:对滑移线进行修正在创建滑移线之后,应该对其进行修正。
这包括:- 查看滑移线是否与包络线和设计线的交点相连;- 查看滑移线的流畅性和完整性;- 做一些必要的修改,以确保滑移线与包络线和设计线相互配合。
总之,控制汽车外覆盖件工程设计阶段滑移线问题是实现汽车外覆盖件设计的关键。
以上步骤可以帮助设计师更好地控制滑移线问题,以确保汽车外覆盖件具有流畅性、完整性和美观性。
基于有限元模拟的汽车覆盖件滑移线预测算法_任秀芬

第三类, 是凸 模圆角 或棱线 处。成 形过程 中, 尤其是伸长类翻边成形, 板料在凸模圆角 rp 或者棱 线部位受到拉伸和弯曲作用, 变形的材料转移到侧 壁, 成为滑移线, 并残留于制件表面, 翻孔成形时 也容易发生这种现象[ 5] 。
措施, 重新调整模具以得到较好的结果。 上述 3 类滑移线, 以凸模圆角或棱线处的最为
典型。因为凸模棱线最突出, 所产生的滑移线也就 最严重, 可以看到双轮廓。因此, 本文选择凸模棱 线处滑移线进行模拟。图 1a 是模具棱线与板料刚接 触时产生的一道压痕( 见图 1a 中的 1) , 称其为初始 压痕; 图 1b 是板料的侧视图, 划痕 1 是由一个个的 点组成, 跟踪这些点可得到变形后的划痕位置。随 着冲压过程的进行, 凸模沿冲压方向移动, 板料与 棱线发生相对滑动, 板料上又生成新的压痕, 称其 为当前压痕, 与初始压痕一起, 称为双轮廓, 即图 1c、图 1d 所示的 1c和 2。
第一步, 简化计算过程, 使 z 坐标为 0, 将全 局坐标系转化为局部坐标系。
开始接触时, 按上述方法得到棱线在板料的投 影 l1 , 如图 2 所示。以 A B 段为例说 明 ( BC、CD 段同理) , A B 经过的单元序号依次记下, 如图 2 中 1、2 号单元, 其中 1 号单元所连接的点为 N 1 ( x N 1 , yN 1 , z N 1 ) , N 2 ( x N 2 , y N 2 , z N 2 ) , N 3 ( x N3 , y N 3 , z N 3 ) , N 4 ( x N 4 , y N 4 , z N 4 ) 。若是 三角形单 元, 则 N 3 与 N 4 重合。
汽车外覆盖件表面冲击线及滑移线成因分析与对策

汽 车外 覆盖 件表 面 冲 击线及 滑移 线成 因分 析 与对 策
唐 东胜 , 侯艳 飞
奇瑞汽车份有 限公 司 ( 安徽芜湖
2 10 ) 4 0 9
【 摘要 】 首先从理论上对冲击线 、 滑移线产生的原 因进行详 细的剖析 , 并给 出如何预 防的对
策; 其次通过 实例应用加 以验证 。希望通过对该 问题 的研 究, 能对从事 汽车冲压模具设
场 模 具 调试 人 员有 所启 发 和参 考 。 的造 型 , 而 实 现 一 次 冲击 线 不 产 生 在 制 件 区域 , 从 但 这 种 处 理 方 式 又会 导 致 二 次 冲 击 线 的产 生 , 图 2 如 所
2 汽 车 外 覆 盖 件 表 面 冲 击线 、 移 线 产 生 的 原 示 的为板料成形前 、 滑 后的冲击线相对位置示意图 , c 当 因分 析 与 对 策 至d , 时 冲击线不会产生在制件 区域 ; 当满足不 了此要 21 7 . 中击线产 生 的原 因分析 与对 策 求时 , 通常把 台阶面做高 , 以增加 c 。 值
的冲击线相对位置示意图, 中的a 其 为凹模圆角到凸模 接 触点 ( 即直 线 与 圆弧相 切点 ) 间 的水平 直线 距 离 , 之 b 为凸模接触点与修边线之 间弧长。①当a b , 时 冲击
・
图 1 板料成形前后冲击线
相 对 位 置示 意 图
图2 板 料成形前后 冲击线
相 对 位 置 示 意 图
Ke ywor :mp c i gln s rfi gln ds i a tn i e ;d itn e;s ra eq lt i u f c uaiy;a t u e ne u oo t r pa l
.
关于滑移线及冲击线的一些观点

滑移线---板料与凸模棱线接触时,当板料棱线处开始塑性变形,并开始随进料的不均匀而移动时,就会在棱线一侧产生划痕。
这个划痕就是滑移线。
翼子板棱线,引擎盖棱线,侧围棱线,行李箱棱线及车门外板棱线都需要判断。
冲击线---板料与凹模入模角接触处会产生硬化,若进料量很大,硬化处板料会滑入产品,而产生冲击线。
这些都会影响产品质量。
翼子板侧壁,侧围侧壁及门槛处,都需要判断冲击线。
解决措施:
滑移线--调节拉延筋,使两侧进料均匀,保证棱线处半径移动距离一个R之内。
冲击线--在侧壁处做台阶,使冲击线消失在台阶上(废料区)
模上的高位棱线(High line)将最先接触坯料而使板料变形,产生冲击线,由于拉延的进行,这些冲击线,会因棱线两侧凸模区的材料分配及材料进料的不均衡而有移动。
在拉延后的制件上,就是棱线一侧附近,有一条初始冲击线。
这种现象称之为棱线滑移。
在Autoform里面称为Skid/impact line,即滑移/冲击线,是指材料在成形的过程中越过棱线/型线(style line)的距离,这个在外覆盖件的分析中比较重要,因为这个滑移距离关系到外覆盖件的表面质量。
一般要求棱线的R角大于10~15倍的料厚,即R>10t~15t
解决滑移线作根本的方法应该是在工艺设计阶段使棱线位于凸模的最高点,然后调整制品的旋转角度,使两侧平衡。
通过调整拉延筋抑制滑移我觉得是调试阶段不得已而为之,这样会使制件拉伸率不足,会影响制件刚度。
冲击线的问题也应该尽量在工艺设计阶段解决掉,调整工艺补充形状,压料面深度,分模线位置都可起到作用,前提是在可调的情况下。
汽车外板件常见面品问题及解决方法

汽车外板件常见面品问题及解决方法摘要:汽车外板件的面品问题是影响其成形精度和表面质量的重要因素之一,本文结合现场分析了汽车外板件的各种常见的面品问题,并提出了相应的解决措施,为汽车外板件面品问题的工程控制提供了依据。
关键词:汽车外板件;面品问题;模具Automotive outer panel parts problems and solutionsSurface product of Automotive outer panel parts problem influence the forming accuracy and surface quality is one of the important factors. The paper analyzes all kinds of common surface product of Automotive outer panel parts problem Combined with the scene, and proposed the corresponding solution measures, in order to automotive outer panels parts problem for engineering control provides a basis.1引言随着时代的发展,对汽车模具的要求也越来越高,面品问题的重要性也日渐突出。
如何解决面品问题,尤其是如何解决由回弹引起的面品问题已经成为当前模具制造业面临的一个重要课题。
现场存在的面品问题:模具表面的异物造成的面品问题,如麻点;模具表面的摩擦、光洁度等造成的面品问题;模具CAD设计不良造成的面品问题,如憋气、拉毛;上下模研合不充分造成的面品问题,如硬点、麻点;由于回弹严重不均造成的面品问题,制件通过模具的凹、凸角产生的冲击线、滑移线。
2面品问题的检查方法面品问题的检查有很多种方法,但是在现场的最终检查还是靠钳工的官能检查。
汽车外覆盖件工程设计阶段滑移线问题的控制
关 键 词 :滑 移 线 ; 工 艺补 充 ; 产品 R 角 ; 冲压方 向; 拉 深 筋 中 图 分 类 号 :T G 3 8 6 文献标识码 : B
Co nt r o l o f c a r o u t e r c o v e r s l i p l i n e p r o b l e m i n e n g i ne e r i n g d e s i g n p ha s e
t i mi z a t i o n ,t e c h n o l o g y s u p p l e me n t a n d a d j u s t me n t ,d r a wb e a d a d j u s t me n t a n d p i e r c e
p r o c e s s ,s l i p l i n e wa s e f f e c t i v e l y c o n t r o l l e d.Th u s ,wo r k l o a d o f me t a l c r a f t a n d c o a t i n g r e - p a i r wa s r e d u c e d a n d o u t e r c o v e r p a r t s ’ a p p e a r a n c e q u a l i t y a n d f i r s t p a s s r a t e we r e i mp r o v e d e f f e c t i v e l y. Ke y wo r d s :s l i p l i n e;p r o c e s s s u p p l e me n t ;p r o d u c t s R a n g l e;s t a mp i n g d i r e c t i o n;d r a wb e a d
滑移线名词解释
滑移线名词解释
滑移线,是指在流体力学中,流体在经过物体表面时,流体粘性作用使得流体相对于物体表面发生滑移现象的那条分界线。
在滑移线之内,流体与物体表面有着高度的粘附性,而在滑移线之外,流体则呈现出无黏性的流动状态。
滑移线是流体力学中一个非常重要的概念,它的存在会对流体在物体表面的流动行为产生重要影响。
滑移线的位置是由流体粘性和物体表面的特性共同决定的。
在一些情况下,滑移线可能会出现在物体表面的外部,而在另一些情况下,则会出现在物体表面的内部。
对于具有不同表面特性的物体,它们的滑移线位置也会有所不同。
对于流体在滑移线内的行为,通常可以采用黏性流体模型进行描述。
在这种模型中,流体与物体表面的粘附作用被视为一个重要的力,而流体的粘性则被认为是流体速度梯度的函数。
在滑移线之外,流体则可以被视为一种无黏性流体,其流动状态可以用欧拉方程进行描述。
滑移线的存在会对流体在物体表面的流动行为产生重要影响。
对于一些具有微纳米表面结构的物体,由于其表面的特殊性质,流体的滑移线位置可能会发生变化,从而对流体流动的行为产生重要影响。
此外,在一些流体力学问题中,滑移线的位置也是一个非常重要的参数,例如在微管道中的流动问题中,滑移线位置的大小会对微管道中流体的流动行为产生重要影响。
总之,滑移线是流体力学中一个非常重要的概念,它的存在会对流体在物体表面的流动行为产生重要影响。
对于研究滑移线的位置和
大小,可以帮助我们更好地理解流体在物体表面的流动行为,并为设计一些新型的流体力学装置提供有力支持。
浅谈汽车焊装线体输送滑撬设计及应用
时代汽车
浅谈汽车焊装线体输送滑撬设计及应用
钱鹏飞 张欣 郑大勇 舒国民 薛清君 浙江众泰汽车制造有限公司杭州分公司 浙江省杭州市 310000
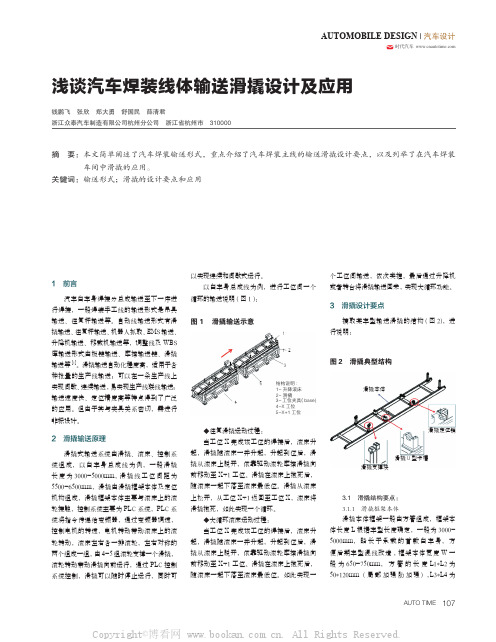
摘 要:本文简单阐述了汽车焊装输送形式,重点介绍了汽车焊装主线的输送滑撬设计要点,以及列举了在汽车焊装 车间中滑撬的应用。
圆销 + 菱形销定位方式,支撑点需选在梁类 件上,保证输送时的稳定性。
最后设计的初版滑撬数据需要和夹具数 据、焊钳数据进行综合分析,排除干涉区域, 优化成最终的滑撬数据。
②当规划第二款车的滑撬时: 首先要确定第二款车在滑撬上的位置: X 向:确定第二款车在滑撬上的 X 向(车 身坐标系)位置,这个是比较关键的一步, 影响因素:1)夹具的定位方式,如下部夹具 的 NC 定位系统、转盘式定位切换方式;2) 上部夹具的侧围侧抱柔性夹具,影响车身在 滑撬上的 X 向位置;3)还需考虑对现有滑撬 的改造量最小,也需要适当移动第二款车身 在滑撬上的 X 向位置。 Y 向:由于车身一般是中心线对称的, 因此 Y 向只要车身中心线和滑撬中心线一致 即可。 Z 向:对这个方向的确认,遵循的原则是 对现有滑撬改造量最小,同时需保证足够的 撑点,对每个车型保证至少四组定位支撑。 其次,在确定完第二款车身的 XYZ 位置 后,对滑撬进行改造,遵循首款车的滑撬设 计方法。 ③当规划第三款车或者第四款车的滑撬 时:按第①点和第②点的思路进行设计,依 次类推。 3.3 线体循环方式对滑撬设计的影响 当规划某基地首款车时,首先考虑线体 输送是大循环还是往复式循环形式,滑撬的 设计要点是不一致的: 大循环形式的滑撬:由于滑撬是向前输 送的,不在两个相邻工位间往返,因此滑撬 不必规避返回时与夹具碰撞,因此滑撬在设 计时更加方便、稳定和更强的柔性,见图 7。
某轿车车门外板滑移线问题分析与解决

绍了使用 AutoForm(R7)软件识别及解决调试过程中 一个决定性特征。由于滑移线平行于棱线且其特征为
车后门外板制件(以下简称“制件”)滑移线的问题,为 细而窄,所以一般检测滑移线时,使用细砂纸垂直于棱
其他同类车型相似问题提供参考方向。
! 制件滑移线缺陷及评价方法
线进行抛光检查。而当滑移线程度较深时,不使用任何
按照原工艺方案中的冲压方向进行设置,来还原
生滑移线的必要条件,只要解决其中之一,滑移线问题 工艺方案的情况。冲压方向按照车身 方向整度数地
即可解决。
旋转至制件上下两侧在同一水平线上,如图 4所示。
通过以上分析,解决滑来入手。其中产品方面的更改需要对整
车造型进行变动,对于已经给定的产品来说,此方案可
[6]
手段,迎光目视即可发现滑移线缺陷 。
- -
技术聚焦
2019年 12月
制件滑移线缺陷分析与解决办法
设计·创新 修边线相距 15mm以上,使修边刃口有足够的强度。
滑移线的产生是由于板料接触凸模上的棱线产生
变形,随着冲压件制件“成型”和“走料”过程,变形区域
移出棱线圆角范围并留在制件表面从而产生滑移线。
滑移线的产生大多数可以分为 3个阶段:1) 板料接触
凸模上的棱线,产生塑性变形;2)成型过程中在棱线位
置的板料发生“走料”时,塑性变形区移出棱线圆角;3)
图 汽车后门外板制件生产布局
冲压模具行程结束,塑性变形区未被校直。板料经过以 制件冲压方向的设定
上 3个阶段,才会最终形成滑移线,这 3个阶段也是产
产公司也在各方面不断提升整体质量以提高其品牌竞
[1-2]
争力 。车门外板制件作为汽车金属外覆盖件,具有造
汽车外覆盖件工程设计阶段滑移线问题的控制
汽车外覆盖件工程设计阶段滑移线问题的控制
马明亮;刘浩;王鹏;杨世印
【期刊名称】《模具技术》
【年(卷),期】2013(000)006
【摘要】滑移线严重影响汽车外覆盖件面的品质.从冲压工艺及模具设计角度对滑移线的形成进行了分析,提出了常见的滑移线的判定标准.通过产品R角优化、冲压方向优化、工艺补充调整、拉深筋的调整和采用刺破工艺,有效地控制了滑移线,降低了钣金和涂装修理的工作量,显著提高外覆盖件的外观质量和一次通过率.
【总页数】5页(P27-30,60)
【作者】马明亮;刘浩;王鹏;杨世印
【作者单位】长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000;长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000;长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000;长城汽车股份有限公司技术中心河北省汽车工程技术研究中心,河北保定071000
【正文语种】中文
【中图分类】TG386
【相关文献】
1.汽车外覆盖件表面冲击线及滑移线成因分析与对策 [J], 唐东胜;侯艳飞
2.汽车外覆盖件起皱物理模型分析及控制研究 [J], 王燕;罗家兵;王强
3.汽车外覆盖件自动化生产中修边铁屑的控制方法 [J], 张鑫
4.面向智能制造的汽车外覆盖件棱线滑移线研究 [J], 阮林凡;朱梅云
5.汽车外覆盖件分缝圆角光顺控制方法 [J], 唐廷洋;苏飞宇;阳学
因版权原因,仅展示原文概要,查看原文内容请购买。
包覆式机盖外板轮眉棱线滑移改善分享
包覆式机盖外板轮眉棱线滑移改善分享【摘要】通过工艺补充部分增加台阶特征,改变成型过程中板料与产品部分的接触时间,从而减小了板料滑过产品圆角棱线的距离,降低了滑移距离,最终缓解了滑移线在零件上的形成,解决了包覆式机盖轮眉棱线位置滑移线的问题,实现了类似零件在减少返修/报废的前提下可以量产。
关键词:滑移线;包覆式机盖外板;轮眉棱线1引言随着汽车行业的飞速发展,人们对汽车的追究不再仅限于动力、操控、节能、环保,越来越多的人开始追求车的颜值,说到颜值不得不提到跑车/豪车,将跑车/豪车身上的元素融入到中、高端家用车型成为很多车企探索和追求的目标,在这不得不提的就是包覆式发盖,而目前市面上将包覆式发盖应用到家用车的可谓凤毛麟角,究其原因不外乎包覆式发盖制造困难,质量难以控制。
目前主要冲压生产工艺方案设计如下所示:工艺补偿面沿产品A面直接延申至压料面(图1-2)。
2问题采用图1-2常用工艺带来的问题为轮眉棱线位置滑移线严重滑出圆角20mm (图2-1),现场制件报废/返修(问题发生率100%),这是阻止包覆式机盖量产普及的重要因素。
3原因分析针对包覆式发盖轮眉棱线产生的滑移线问题,通过现有常规工艺进行仿真分析,零件成型过程中板料距离成型到底85mm时与轮眉位置棱线开始接触(图3-2),随着成型过程不断加深,板料滑过轮眉棱线不断下行以满足成型,由于板料受下拉力及凸模轮眉棱线的摩擦阻力,从而在滑过产品轮眉棱线位置产生了滑移线(图2-1)。
针对包覆式发盖轮眉棱线处滑移产生的原因:成型过程中轮眉棱线与板料接触太早(成型到底前85mm),板料滑过轮眉棱线的距离太大,最终在产品上形成滑移线缺陷。
4方案制定通过上述原因分析,优化工艺补充面,使板料与轮眉棱线尽可能晚的接触,发盖轮眉处工艺补偿增加台阶结构(图4-1),使工艺补充上的圆角先于产品轮眉棱线与板料接触,成型过程中工艺补充面上圆角支撑板料,保护产品轮眉棱线不与板料过早接触,以减轻滑移线的产生。
面向智能制造的汽车外覆盖件棱线滑移线研究
面向智能制造的汽车外覆盖件棱线滑移线研究摘要:随着电子信息技术,尤其是数控技术、自动化技术的不断发展,制造领域中智能终端的有效应用使得机电机组实现对汽车制造多个环节的独立控制,大大提高了汽车制造效率以及汽车成品及其使用的安全水平。
然而,仅仅依靠智能终端来对分散机械组建进行控制,难以实现在最大程度上为用户提供安全保障。
对此,必须加强对汽车智能制造模式的进一步优化,才能有效提高汽车制造质量。
而机电一体化技术可以实现对分散机电机组的有效集成,使不同指令能够连贯畅通的执行,大大提高了机组的运行效率。
关键词:智能制造;滑移线;滑移角度;滑移量;工艺补充引言近年来,工业4.0席卷全球制造业。
汽车制造是先进制造业中的排头兵,总装车间智能制造取得了很多成绩,同时也需理性对待。
首先明确智能制造不是目的,不是盲目追求无人工厂、黑灯工厂及机器换人等,而是要以智能制造为抓手,降本增效为目的,满足客户个性化需求,提高产品质量和附加值,提升整车厂的核心竞争力和盈利能力。
其次,推进智能制造是一个长期复杂的系统过程,涉及多个领域的技术,不要期望“毕其功于一役”,应本着务实求真的态度摸清现状,对照标杆,顶层系统规划,分步实施,痛点先行,持续优化。
1智能制造智能制造是一种通用性技术,其主要是从智能技术延伸而来,并在汽车制造行业中广泛应用。
发展至今,汽车智能制造已经形成了独立的、系统化的概念,即利用智能技术构建智能控制终端,融入逻辑功能在一定程度上对制造需求及相关控制事件进行自主判断,在相应的指令设定下执行控制命令,实现制造目的。
可见,智能制造的应用在较大程度上释放了人工操作的限制,只需人工设计运行逻辑,即可实现高质量高效率的自动化制造。
目前,在汽车制造领域仍然未能实现完全脱离人工,传统的人工制造转向了对智能制造的监督、调整、应急控制,而智能技术的出现与发展,为完全取代人工提供了可能,这也是现代汽车制造领域发展的重要趋势。
2冲压模具滑移线技术原理随着车身外观设计的发展以及消费者对棱线特征清晰度越来越高的要求,大量汽车都开始采用锐棱(即小R角),滑移风险加大。
基于模具滑痕准则的滑痕仿真分析

基于模具滑痕准则的滑痕仿真分析本文提出了轿车外覆盖件滑移线滑痕与冲击线滑痕评判的模具滑痕准则。
采用计算机辅助工程技术与经验相结合的方法。
针对某轿车前翼子板,应用CAE 三维仿真软件AutoForm建立了以模具滑痕准则为依据的仿真计算模型。
结果表明,应用滑痕准则可以对滑移线与冲击线滑痕做出预测。
对滑痕缺陷进行控制,可以显著提高外覆盖件的表面质量和一次通过率,降低模具钣金调试工作量。
标签:轿车外覆盖件;模具滑痕准则;滑移线滑痕;冲击线滑痕鉴于滑移线与冲击线滑痕对车身覆盖件表面质量影响非常大,其中车身外观面尤其严重。
近年来,应用有限元方法研究轿车外覆盖件冲压成形问题取得了可喜的成果,付争春等通过实验与数值模拟相结合的方法验证了汽车外覆盖件表面凹陷与畸变区域的接触压力数据,吻合度较高;龚志辉等应用强制变形法计算了回弹前后模型结点拓扑关系,实现了回弹的精确评价;梁统胜等采用ABIS快速准确地检测了汽车外覆盖件的面畸变,测量了面畸变的截面曲线,提出一种新的面畸变等级评价标准。
然而对轿车外覆盖件在特征棱线或造型线处的冲击线与滑移线的仿真分析相对较少,可借鉴的工艺方案不多。
本文以某轿车前翼子板设计过程为例,应用CAE(Computer Aided Engineer)软件AutoForm,建立了模具滑痕准则准则下的滑痕仿真计算模型,为轿车外覆盖件滑痕缺陷评判提供参考依据。
一、滑移线与冲击线特点在实际应用中,为更好地区分成形缺陷,往往还是将冲击线和滑移线分开,即把在零件区域,主要在零件的特征棱线或造型线处产生的冲击线称为滑移线,压料面和补充面区域,主要在拉延筋和凹模入口圆角处产生的冲击线称为冲击线。
AutoForm中的Skid/Impact line,即滑移/冲击线,是指材料在成形的过程中越过特征棱线的距离。
由于滑移距离关系到外覆盖件的表面质量,故滑移线与冲击线在外覆盖件的分析中非常重要。
二、模具滑痕准则滑痕分析采用AutoForm工程有限公司设计和开发的板料成形数值模拟软件AutoForm,依据模具滑痕准则建立轿车前翼子板滑移线与冲击线滑痕的三维模型,并进行滑痕分析。
门外板滑移线的评估及控制手段

1
引言
移动,拉伸或者成形结束后,在制件圆角或棱线两侧
目前,中国汽车产业的发展环境正在日益完善,
汽车消费群体对汽车的需求更加专业化,不仅要求汽
车性能优越、良好的市场口碑,还要求汽车具有优良
的外观质量,这就对汽车覆盖件的冲压质量提出了更
生成带状线。因此从材料接触模具圆角开始,材料流
动越过圆角,有滑移的现象产生,所以叫做滑移线。
basis of the skiding line of the door outer plate in the product design stage is put forward, and
combined with the on-site improvement verification to provide control means,it provides a
(潍柴动力股份有限公司,上海
博
201114)
【摘要】以轻卡前面罩外板为例,介绍了在外板 CAS 面设计阶段,冲压工艺分析及外板优化
过程,分享对前面罩外板冲压工艺缺欠的处理经验。通过对前面罩 CAS 面拉伸模拟分析,
根据分析结果,提出外板的优化建议。外板修改后,再次分析验证。经过几轮的外板优
化,最终解决了前面罩外板可能发生的冲压工艺缺陷,降低了外板开发的风险。
大于0.007,
并且最大接触压力有超过屈服强度的10%,
分成形,大都采用锁死筋,不让材料流入,如图 8 所
此处滑移对外观品质产生影响,即实际滑移一定会发
图 9 所 示 。 当 材 料 流 入 10mm 后 ,主 棱 线 未 滑 出
超过 R/2 圆角,反弯曲应变大于 0.007mm,但是最大接
通过以上 3 种方案提前对策,现场确认出件状
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0引言近年来,我国的汽车行业突飞猛进,轿车年产量已由原先几万上升到200多万辆,轿车的普及率也极大地提高了,相应地人们对轿车质量的要求也越来越高了。
如今客户对汽车的挑选可以说到了苛求的地步,不仅要求汽车性能优越、品牌过硬,还要求汽车具有优良的外表质量,这就对汽车覆盖件的冲压质量提出了更高的要求。
常见的覆盖件表面质量缺陷有瘪塘、起皱和滑移线等。
据统计,在现维修过程中,滑移线不稳定造成的停机时间占30%以上,占质量整改的40%左右,在多数返工零件中,滑移线占返工缺陷的40% ̄50%。
因此,探讨滑移线的产生和解决方法对提高覆盖件成压质量和生产效率具有重要的实用价值。
1滑移线的产生所谓“滑移线”,其实质就是冲压件表面具有位移的轮廓冲击线。
它是冲压成形过程中,模具冲击板料,在冲压件表面形成轮廓印痕,该印痕随冲压行程的进行而与模具轮廓发生的相对位移,故有时也称冲击线、双轮廓等。
本文的滑移线与金属材料学中提到的“滑移线”具有本质的不同,材料学中的滑移线是指因材料时效或轧钢过程参数控制的原因,造成屈服强度不均匀,使得晶相组织在金属成形中产生相对移动,而在覆盖冲压件表面产生的“橘子皮”,树枝状、鱼鳞状等缺陷。
滑移线产生的机理是:(1)板料放入模腔时,压边圈下行将其边缘紧紧压住,随后内滑块带动凸模下行进行反拉深(正拉深的压边圈下行),模具表面的局部小凸起,成型块轮廓(如压力筋、圆角、凸台等)等部分带一定速度冲击板料,接触的部分由于加工硬化而产生硬化变形;(2)同时,凹模轮廓处钢板材料,由于受凸模的向下压而产生弯曲,变形成冲击线,随着拉深的进一步文章编号:1001-4934(2005)01-0041-04浅谈汽车覆盖件的表面滑移线徐小清(上海大众汽车有限公司冲压中心,上海201805)摘要:滑移线是汽车覆盖件冲压生产中经常出现的一种表面缺陷,它严重影响了覆盖件的表面质量和车身的外观。
对滑移线的产生机理、分类及其解决方法进行了全面的研究,为汽车覆盖件冲压生产时出现滑移线和维修提供了参考。
关键词:汽车覆盖件;滑移线;表面缺陷中图分类号:TG386.4 文献标识码:BAbstract:Slip line is a kind of surface defect which occurs in the forming of automobile panel andaffects surface quality of automobile panel and appearance of body.The mechanism,assorting,setting method of slip line are discussed in detail.It can provide reference to prevent the occurrenceof slip line.Key words:automobile panel;slip line;surface defect收稿日期:2004-11-08作者简介:徐小清(1962~),男,工程师。
进行,凹模轮廓线的冲击线向内移动;(3)而凸模或凹模内的局部小凸起的轮廓冲击线也由于受2滑移线的分类第一类滑移线它指的是在冲压件成形过程中上模芯或下模的轮廓线、凸台、R角、腰线等在冲压成形后,冲击线与轮廓发生位移,而在冲压件表面留下的线状缺陷。
在冲压件表面质量控到不均匀拉力作用而产生位移,从而产生了滑移线,如图1所示。
制中,这缺陷占了滑移线的50%以上。
同时由于该类滑移线大多留在光顺表面上,影响极大,实际冲压过程中必须设法消除。
属于该类滑移线的有:各车型后侧围的轮圈滑移线(图2a)以及桑塔纳S-3000前后叶子板的腰线处滑移线(图2b),各类内门板窗框滑移线等。
第二类滑移线也就是最典型的冲击印。
它是在上下模合拢瞬间,上模压边圈冲击板料,在板料表面留下的印痕。
该类滑移线由于是压边圈在冲压过程中冲击板料而造成,具有一定的隐蔽性。
如PASSAT B5侧围的D柱滑移线,如图3所示。
第三类滑移线严格意义上不能称其为滑移线,而是二次拉深印影。
有些零件由于形状比较复杂,或拉深程度较大,成形分几道工序进行;前几道工序上的轮廓线经后几道工序成形后留在工件较平直的平面或曲面上,形成所谓的滑移线。
典型的有如:桑塔纳S-3000 C柱滑移线和前门内板边框滑移线,如图4所示。
3影响滑移线的因素既然滑移线产生的本质一是由于模具冲击,二是由于材料流动,那么,凡是与此二者相关的因素均是影响滑移线的原因,大致可分为:(1)滑块下行速度越快,模具凸起部分对料片的冲击力也越大,造成的滑移线也越严重。
(2)材料的屈服强度越低,滑移线越严重。
这是屈服强度越低,那么材料软性越大,在同样大冲击力的作用下,局部变形越严重,而滑移线越深。
(3)模具的轮廓尺寸越小,过渡圆角R角尺寸越小,则模具对材料单位接触面积冲击力越大,滑移线越深。
(4)材料厚度越大,则材料抗冲击能力越强,同样冲击力下的滑移线就越轻。
(5)压边圈或上模模芯压力越大,滑移线越严重。
4滑移线与模具轮廓对应关系的确定通过以上分析可知,冲压件的滑移线有的是由于上模轮廓和凸起引起的;有的是由于压边圈引起的;还有的是由于下模和上面的凸起所引起的。
因此,在模具维修过程中确定了滑移线与轮廓的对应关系,也就找到了问题根源。
在多数情况下,滑移线与模具轮廓有较为明显的、单一的对应关系,维修调整时只要对该模具的某个轮廓部位或相关部位进行修理调整即可;但当滑移线位于零件中复杂轮廓当中时,滑移线与轮廓的对应关系的确定就较困难了。
确定滑移线与轮廓的对应关系最简单有效的方法是涂蓝油,即在某一模具轮廓线上涂上蓝色油料,带有蓝色油料的模具轮廓冲击板料,在板料上留下蓝色印痕。
通过对不同轮廓线反复涂油和试冲,即能确定引起该滑移线的相关轮廓线。
在确定滑移线与轮廓的对应关系时应明确以下关系:(1)起始线和终止线分析第三类滑移线即二次拉深印子时,要弄清该滑移线是起始线还是终止线,起始线由于模具的运动部分引起,也即模具上压边圈或上模芯冲击引起。
终止线由模具的静态部分,即下模轮廓冲击引起。
如S3000的后侧围C柱表面滑移线。
(2)上表面线和下表面线滑移线的本质就是冲压件表面有移动位移的轮廓冲击线,而受到冲击的板料表面会留下光亮的轮廓印痕。
位于零件上表面的光亮轮廓印痕,称之为上表面线。
上表面线由于模具的运动部分引起,也即模具上压边圈或上模芯冲击引起。
位于零件下表面的光亮轮廓印痕,称之为下表面线。
下表面线由模具的静态部分,即下模轮廓冲击引起。
(3)边界线由于双动模具由下模、上模压边圈和上模芯三部分组成。
当滑移线位于零件边界时,要弄清楚该滑移线到底是上模压边圈的轮廓冲击线还是上模芯的边界冲击线,并对相应部位实施调整或修理(图5)。
PASSAT B5侧围的D柱滑移线就是上模压边圈的轮廓冲击线而不是上模芯的边界冲击线。
调整模具的侧向定位或个别位置上的上下限位块高低,达到模具压边力的均衡,消除冲压轮廓线的位移。
零件的轮圈或腰线等部位滑移线大多如此解决。
②由于零件的复杂性,有的滑移线无法消除,则通过调整压力,使滑移线移到不可视或在焊接时能被覆盖的部位。
(3)冲击力调整法将R角尺寸可能做大,将模具与板料的接触方式由线接触改变成为面接触,减少冲击力;降低滑块行程速度以减少冲击力;采用适当强度的板料以提高抗冲击力;降低滑块成型速度以减少上模对板料的冲击力;增大滑移线两侧压边力将滑移线拉平直。
(4)返工消除法由于结构的局限性,或设计的需要,零件表面滑移线必不可少,又无法移位和切除时,则采取人工返工打磨的方法,以减少滑移线对型面的影响。
6结论本文较为全面地探讨了汽车覆盖件的滑移线问题,将其细化为三类,相应提出了解决方法,并论述了滑移线与模具轮廓对应关系的确定方法,可以为滑移线的消除提供现实可靠的参考价值。
但由于滑移线的问题涉及很多方面,在目前的冲压工艺中想完全消除滑移线是很困难的,也是不经济的。
参考文献:[1]王新华.汽车冲压件技术[M].北京:北京理工大学出版社,1999.5滑移线的解决办法留在零件光顺或平直表面上的滑移线通过油石打磨后可以清晰地辨别,如果经过表面油漆后,该缺陷更是一目了然。
这就要求冲压件外表面最好无滑移线,即便有也尽可能最轻。
解决滑移线的方法从原理上可分为两类:(1)通过压力的调整,达到位移调整的目的,从而使位移消除,或移动到可切除区域或移动到不可视区域或减轻到尽可能轻的程度;(2)通过改变模具结构,设计时尽可能减少凸台、R角结构,或尽可能用光顺过渡或大R结构减少冲击力。
解决滑移线具体方法可分为四类:(1)缺陷切除法即在模具设计时就考虑根据冲压工艺特点,将滑移线设置在可切除的区域。
或通过模具调试使滑移线移动到能够被切除的区域。
(2)移位法①通过压机内外压力的调整或[3]隋国勇.浅析硫化橡胶拉伸应力应变性能试验结果的影响因素[J].重庆石油高等专科学校学报,2004,6(1):38 ̄39.[4]张桂甲,潘子昂,林兴旺,阎允杰.高分子材料拉伸形变取向对裂纹萌生及扩展的影响[J].机械工程材料,1996,20(3):16 ̄18.[5]肖景容,姜奎华.冲压工艺学[M].北京:机械工业出版社,2000.[6]N.Tarader等,刘丽妍译.针刺非织造布不同参数与拉伸性能及硬挺度之间的关系[J].产业用纺织品,2003,21(156):34 ̄35.[7]习年生,于志成,陶春虎.纤维增强复合材料的损伤特征及失效分析方法[J].航空材料学报,2000,29(2):55 ̄56.[8]李良福.拉伸过程的特点和极限可能性的实验研究[J].模具技术,2002,(4):45 ̄47.(上接第38页)◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆◇◆。