国际车缝标准GSD系统.概要
工序分析详解
动作分析的原则
对工序进行代码分解需要注意以下事项:
1、熟悉这道工序的基本做工顺序 2、了解操作员拿取及摆放裁片的习惯 3、要考虑到使用机器、面料等因素
1 2
工序录像
13
分析举例
工序名称:
模板缉转领(方角)(54CM)1条*1连摆放领面领里及穿钉7个 (1边穿7个1边穿4个)(手工)
1
2
1 4
3
V GSD的分析过程
4
GSD的影响因素
什么是GSD动作分析
6
车缝时间的计算方法
T (SEWING TIME) = T1 + T2
车缝时间=T1 + T2
T1 = (ST/CM)/(RPM x 0.0006) x GT x SL
ST/CM RPM 0.0006 GT SL 每厘米针步 机器转数 TMU转化为分钟 车缝种类的计算数值 车缝长度
- 优秀的生产线平衡
• 包括流水很顺畅,没有停工待料,机器有很好的维护和保 养等要求
21
谢谢大家!
22
裁片小不需 折叠
摆放处
17
代码分析过程
18
19
20
如何才能达到GSD时 间
- 材料百分之百地标准 • 无论是裁片的质量,布料的状况,还是线及其它副料的情 况,都是百分之百地正确。 - 员工效率百分之百地标准 • 员工按其技能可分为不同级别,但无论是A级员工,还是D 级员工,其效率都设定为100%。
工序分析详解
--古剑
1
GSD基本定义
• GSD意思是:成衣时间量度 • 另外理解是:它是GSD部的作 业人员运用GSD系统,对成衣 进行合理而有效的工艺分析, 并向所服务的工厂提供分科表 和时间及其它服务。
服装GSD之预定动作时间法

2、预定动作时间法的原理
2.5 基本原理
第三步: 找出对应的动作及时间
例:合前侧直缝50CM----电脑车
动作及时间
1. 双手先后取两块裁片配对 2. 将裁片放入压脚下 3. 回针(自动回针) 4. 调整单块裁片 5. 车缝 6. 调整单块裁片
G(取)、P(放) 、G(取) 、P(对)、G(控)、G(控) P(移)、P(对) 、F(放压脚) F(自动回针) G(取)、P(对) 、G(按) M(车缝) G(取)、P(对) 、G(按)
机器操作时间
MST=每厘米的针数/(RPM*0.0006分钟) 0.0006=1分钟/1667机器值
HSF= GT=N/L/M/H(1/1.1/1.2/1.4)
车缝速度(ROF)=RPM/每厘米针数
CM=车缝长度
17=(2*F0000动作)
P=A/B/C(9/18/30)
2、预定动作时间法的原理
2、预定动作时间法的原理
2.5 基本原理
第二步: 分解基本动素
例:合前侧直缝50CM----电脑车
动素分解
1. 双手先后取两块裁片配对 2. 将裁片放入压脚下 3. 回针(自动回针) 4. 调整单块裁片 5. 车缝 6. 调整单块裁片
G(取)、P(放) 、G(取) 、P(对)、G(控)、G(控) P(移)、P(对) 、F(放压脚) F(自动回针) G(取)、P(对) 、G(按) M(车缝) G(取)、P(对) 、G(按)
2、预定动作时间法的原理
2.5 基本原理
第一步: 拆分工艺动作
例:合前侧直缝50CM----电脑车
工艺动作拆分
1. 双手先后取两块裁片配对 2. 将裁片放入压脚下 3. 回针(自动回针) 4. 调整单块裁片 5. 车缝 6. 调整单块裁片
gsd标准工时

gsd标准工时GSD标准工时是一种常用的工业工程方法,用于评估和管理制造业中的工时和生产效率。
GSD是General Sewing Data的缩写,指的是一种详细记录缝纫操作时间和方法的数据库。
GSD标准工时的目的是帮助制造商评估和改进生产效率,以提高生产质量和降低成本。
GSD标准工时的原理基于精确记录和测量员工在进行各种操作时所需的时间和动作。
这些操作包括裁剪、缝纫、包装和其他与制造相关的步骤。
通过记录和分析这些数据,制造商可以确定生产过程中的瓶颈和浪费,以便进行改进。
在GSD标准工时中,每个操作都有一个预定的工时标准。
这些标准是根据该操作的复杂性和所需的技能水平确定的。
例如,简单的缝纫操作可能只需要几秒钟的时间,而复杂的缝纫操作可能需要几分钟。
这些标准工时通过进行时间研究和实地调查得出,确保其准确性和可靠性。
GSD标准工时还考虑到其他因素,如工作条件和操作环境。
例如,操作员的熟练程度、工作台高度和工具的可用性等因素都可能影响操作的时间和效率。
因此,在计算标准工时时,这些因素也被纳入考虑范围内。
使用GSD标准工时的好处是显而易见的。
首先,它可以帮助制造商更准确地预测生产工时和成本,从而更好地管理生产计划和资源。
其次,它可以帮助制造商确定并改进生产过程中的瓶颈和浪费,提高生产效率和质量。
此外,GSD还可以用于培训和评估员工的绩效,为提高员工技能和生产效率提供依据。
然而,GSD标准工时也存在一些限制和挑战。
首先,准确记录和测量每个操作的工时需要投入大量的时间和努力。
此外,由于人力和技术因素的影响,实际操作时间可能会有所不同。
因此,制造商需要对数据进行适度的修正和调整,以反映实际情况。
总之,GSD标准工时是一种重要的工业工程方法,可帮助制造商评估和改善生产效率。
通过准确记录和测量操作的工时和动作,制造商可以更好地管理生产计划和资源,并提高生产质量和效率。
尽管存在一些限制和挑战,但GSD标准工时仍然是制造业中广泛使用的有效工具。
车缝标准GSD系统
代码详解
准确地车在1/2CM内SW1D
• • • • 动作顺序: F.P.F 37TMU=1.11S 分解
代码详解
转动手轮升降缝针SMNL
• • • • 动作顺序: G.P.G.P.G 46TMU=1.38S 分解
代码详解
• • • •
用手起针回针STKB
动作顺序: G.P.P.P.G 34TMU=1.02S 分解
• 1: 车10CM直的暗线,停下来结束
• 2: 车18CM弯的暗线,停下来回针
车缝代码练习(车两层或两层以上)
• 3: 车22CM弯的明线,停下来转角
• 4: 车15CM直的暗线,停下来回针 • 5: 车3CM 弯的明线,停下来转角 • 6: 车23CM直的明线,停下来结束 • 7: 车40CM直的暗线,停下来结束 • 8: 车52CM弯的明线,停下来转角 • 9: 车110CM直的明线,停下来回针 • 10:车35CM直的明线,停下来结束
车缝种类 代码 系数 N 1.0 L 1.1 M 1.2 H 1.4 停车方法 代码 系数 A 0.0 B 9.0 C 20.0
GSD车缝计算工式
车缝时间计算练习(保留两位小数)
ST/CM 3.5 3.0 RPM 4000 4500 CODE S28MA S15LC TMU
6.0
7500
S17LB
注意:CUT1 已经包含拿和放的动作
代码详解
剪线:再用剪刀剪 CUT2
• 动作顺序:P.P 25TMU=0.75S 分解
注意: CUT1和CUT2 也可用来分析工具的使用,例如,翻出 领或贴的尖角,剪线或打剪口等.
代码详解
剪线:用固定剪刀剪CASE
• 动作顺序:G.P 33TMU=0.99S 分解
GST(一般车缝时间)方法介绍

总的来说,时间研究的标准在很多企业内都不够完整。
GST--软件的系统方法
GST
General Sewing Time
100%
投入工时=实际上班人数*实际上班工时数 GST是计算生产效率的前提,使企业数据化管理成为可能.
工序难易度等级分类
工序难易 度级别 序号
工序
1 拉滚条 (单层),走线 ( 前侧拼缝, 后侧拼缝,…)
2 做里布,上里袖
3 锁边 (单片裁片锁边,合锁边…)
1类工序
4 手工修剪及切修 (前襟, 袋盖, 领子, 袖英…) 5 翻衫,封袖口
M
3
3.38
17
时间: 5.34 0.632
L
1
0.25 237
L
1
1.61
37
L
1
1.7
35
GST动作符合性工作指引
• 浮余动作:是对单个的员工和工作场所而言,指作业员在 操作过程中出现多余的,不能产生附加价值的动作。
看看我们在生产过程中是否在以下浮余动作
1
找裁片(找编号)
容易有色差的裁片都是按编号流水顺次绑包放 好的,但流到车间在做了某些工序后顺序混乱,
由于工序有难易程度的区分,技能低的员工不能完成难度高 的工序,同样的GST时间,其技术含量是不同的,因此,需 依技术含量不同,予以不同的回报补贴;
另外:影响GST时间的所有因素对GST单价均有影响, 如:车缝类型、机器类型、停车方式、面料类型、辅 助工具、车缝长度、捆扎时间、做工方法、机器浮余、 人工浮余。
服装行业GSD培训资料-1(DOC 13)

GSD专刊GSD知识介绍--Hoffman 随着国际制衣业竞争的日趋激烈,制衣企业要面临生存、发展的现实,就必须想办法降低成本;在这种情况下GSD应运而生,并迅速被世界各地的制衣公司采用;我们公司GSD部门也成立了很长一段时间了,并即将在全厂范围内逐渐全面地推行GSD,取代以前的SAM。
那么GSD到低是什么呢?它与我们公司以前的SAM又有何不同呢?在此,本刊将通过一系列文章来揭开GSD的神秘面纱,同各位读者一同走进GSD的世界。
一、导言1、GSD介绍GSD,英文是General Sewing Data,即一般车缝数据,取每个英文单词的第一个字母,合起来便简称为GSD。
GSD最初是由一家叫做“方法工作室”的公司发明的,目前专利属于GSD有限公司,该公司一直以来通过MTM数据库来发展、完善GSD系统。
GSD是车缝行业方法分析及时间标准设定的一种技术,可用来评估车缝业的各个工序,包括裁剪、车缝、整烫、检验及包装等。
它找出车缝业的各个动作顺序,每个动作对应不同的代码,每个代码又都有对应的一个时间值。
GSD一般包含有25个基本代码,并由拿/放两个动作数据进行补充,使用MTM代码。
在GSD系统内,时间单位是用TMU来表示的。
TMU是比秒更小的时间测量单位,是英文Time Measurement Unit的简写,可以很容易地换算分、秒等时间单位。
(换算方法后文将专门谈到)对于休息、放松、疲劳和意外事故等造成的浮余比率的应用,GSD没有统一的规定,这主要决定于各个公司根据自己的实际情况而定。
2、TMU在GSD数据中,时间单位是用TMU来表示的,1秒=27.8 TMU1分=1667 TMU1小时=100,000 TMU二、G SD的发展1、GSD的定义GSD是制衣行业方法分析和时间标准设定的一门技术。
2、GSDGSD是多家制衣公司共同合作研究的成果,它为制衣业设计、提供一套稳定、准确、易于理解的方法分析和时间标准确定的技术,并在各不同地域之间可以交换;GSD并且认可不同的工作场地、生产流水系统等对产出的影响。
服装加工企业实施GSD标准工时路径浅析

服装加工企业实施GSD标准工时路径浅析随着企业的现代化改革以及市场竞争的加剧,国内传统的服装加工型企业在管理理念、生产方式等方面出现诸多不适,这在一定程度上制约了公司的创新发展,也不利于市场竞争力的提升,主要是粗放式的管理与降本提效目标的不匹配;传统工艺标准与现代化工具、工艺改良的不匹配;一线薪酬分配标准的科学权威性与员工诉求不匹配。
本文利用服装GSD标准工时,通过建立科学的工时库,实现上述矛盾的化解。
标签:服装生产;标准工时;GSD;效果国内传统服装企业,存在一些普遍式管理问题:一是粗放式的管理与降本提效目标的不匹配。
通常以日产量计算劳动效率,忽视加班、质量、管理等隐性成本。
二是传统工艺标准与现代化工具、工艺改良的不匹配。
传统服装企业通常沿用企业原有工艺,时过几十余载,由于机器设备的更新、员工技能与工艺技术改良,原有标准工时亟需与现代化生产工艺、工具相结合,亟需重新修订与梳理。
三是一线薪酬分配标准的科学权威性与员工诉求不匹配。
公司一线薪酬分配实施工时单价制度,且至今沿用“经验评估或传统沿袭”确定工时。
由于设备及工艺变迁等原因,无论是经验评估还是参照以往确定的工时与与实际生产工时存在较大偏差,进而导致工序与薪酬分配的不科学,员工质疑较大,劳资矛盾突出。
然而,随着“成本与效率”成为企业发展的“桎梏”,企业关注隐性成本,探究降本提效的深层次原因,寻找降本提效的有效路径成为企业降本提效的必经之路。
传统企业实施精益化管理,引入国际统一度量的工时度量体系也势在必行。
一、GSD标准工时的概念与引进意义1.GSD标准工时的概念标准工时是指技能熟练的工人,以正常速度,在规定的操作条件下,以规定的操作方法,生产出符合规定质量的一个单位产品,所需要的时间。
标准时间简称ST,即Standard Time。
一个产品的标准时间(即产品标准时间)等于完成该产品所需的各工序的标准时间之和。
GSD是Garment Sewing Data的缩写,中文翻译为:服装缝制时间。
GSD车缝公式说明

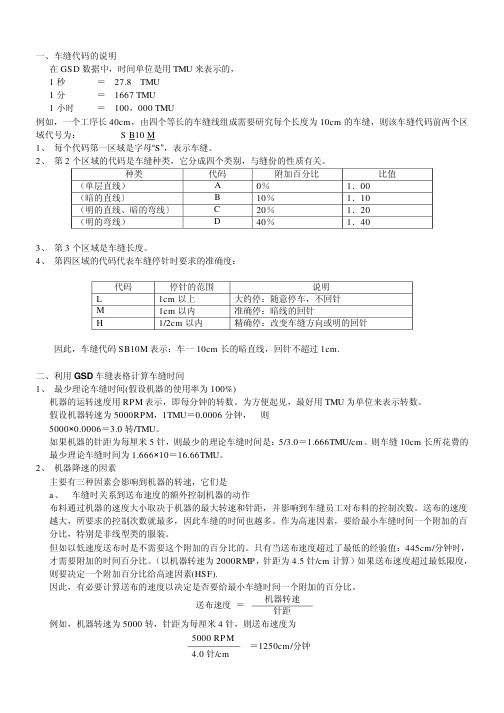
一、车缝代码的说明在GSD数据中,时间单位是用TMU来表示的,1秒=27.8 TMU1分=1667 TMU1小时=100,000 TMU例如,一个工序长40cm,由四个等长的车缝线组成需要研究每个长度为10cm的车缝,则该车缝代码前两个区域代号为:S B10 M1、每个代码第一区域是字母“S”,表示车缝。
2、第2个区域的代码是车缝种类,它分成四个类别,与缝份的性质有关。
种类代码附加百分比比值(单层直线) A 0%1.00(暗的直线〕 B 10%1.10(明的直线、暗的弯线〕 C 20%1.20(明的弯线) D 40%1.403、第3个区域是车缝长度。
4、第四区域的代码代表车缝停针时要求的准确度:代码停针的范围说明L 1cm以上大约停:随意停车,不回针M 1cm以内准确停:暗线的回针H 1/2cm以内精确停:改变车缝方向或明的回针因此,车缝代码SB10M表示:车一10cm长的暗直线,回针不超过1cm.二、利用GSD车缝表格计算车缝时间1、最少理论车缝时间(假设机器的使用率为100%)机器的运转速度用RPM表示,即每分钟的转数。
为方便起见,最好用TMU为单位来表示转数。
假设机器转速为5000RPM,1TMU=0.0006分钟,则5000×0.0006=3.0转/TMU。
如果机器的针距为每厘米5针,则最少的理论车缝时间是:5/3.0=1.666TMU/cm。
则车缝10cm长所花费的最少理论车缝时间为1.666×10=16.66TMU。
2、机器降速的因素主要有三种因素会影响到机器的转速,它们是a、车缝时关系到送布速度的额外控制机器的动作布料通过机器的速度大小取决于机器的最大转速和针距,并影响到车缝员工对布料的控制次数。
送布的速度越大,所要求的控制次数就最多,因此车缝的时间也越多。
作为高速因素,要给最小车缝时间一个附加的百分比,特别是非线型类的服装。
但如以低速度送布时是不需要这个附加的百分比的。
GSD标准工时培训教材(全册)

标准工时管理系统目录第一章GSD 标准词库1-1 GSD标准词库-名词1-2 GSD标准词库-形容词1-3 GSD标准词库-动词1-4 GSD 标准词库-工具第二章 GSD 标准分科2-1 分科简介一、分科的定义(Operation Book)1、分科,是运用服装标准术语对整件服装制作流程中各项工作的一种细致描述,也即是实际生产的制作标准。
2、分科中的每道工序,都是几个或一系列的制作单位(操作动作)组合。
在企业化流水生产方式中,分科已是实际生产必不可少的工具。
二、分科表的作用:1、确定标准做法2、确定标准时间3、界定工序流程4、实际工作分配5、生产流程编排6、生产成本预算三、分科表的优点:1、员工在短时间内可提高操作熟练度2、因同一工序反复操作,能提高效率3、个人所操作的工序比较单一,操作起来比较简单4、即使员工的水平有高低,但产品的品质也不会参差不齐5、每个工序都易于引进专用机,自动机四、分科需具备的条件:1、完整的制单及与生产相关的其它各项资料(如更改通知单,客户评语等)2、正确的办(样)衣3、尺(用来量度一些长度,间线宽度等相关规格)分科是根据正确的衫办及制单资料,以实际生产中最为简便、省时及品质稳定为原则,确定每款的具体制作标准,并用明确的语言将标准方法书写出来,作为车间生产的准则。
五、划分工序的依据:1、换线(线号不同,颜色不同等)2、换机械(机器不同,压脚或辅助工具不同等)3、适当工序量4、正常工序转换六、更改分科必需具备的条件:1、客户要求更改做工-凭客户通知单更改2、机器设备原因-车间不具备分科表上所推荐的机械3、车缝简便操作方法-生产大货时发现更好的方法4、工序遗漏-分科时遗漏工序或在实际生产时需增加动作,点划修剪等5、车间人手搭配问题-车位车缝技术程度不同七、分科顺序要求:顺序:从前片到后片,从面布到里布,从主到附从零部件到组装(需综合考虑)2-2 标准动作术语定义:是对服装工艺中各项动作操作类型的一种标准描述。
GSD 4.1规范(完整资料).doc

大学我的青春主题班会活动筹备书一、班会主、展开日期及班主:我的青春做主展开日期: 5 月 17 日班:高一 18 班二、班会目的当前我同学所的期是高中的关期,关系到人生的成。
可是局部同学没有到期的重要性。
希望通本次主班会,同学从头青春,好好掌握在,珍惜,自己的人生目而努力。
三、班会程班主任:同学我召开本次班会是了大家到青春的重要性。
在的我正于人生的黄金期,每一步都关系到人生的成。
可是,在我中间有多同学没有到一点,在些方面做得不好,希望通参加次班会,大家能化的念,立定的信念、着的精神以及的毅力,青春有一个新的,珍惜学机遇。
在自己的人活路上,自己,做自己人生的主人 ! 班主任:大家都于青春期,青春是美好的,青春是多彩的,青春是多种多的,用一个形容描绘你心目中的青春 !生:、度、阳光、冲、美、崎岖、⋯⋯班主任:在青春期犯不行怕,可怕的是犯了以后却不能正确的认识自己的错误,因此态度很重点。
我上高中时,谢霆锋是最红的时候,因此大家都很喜爱他,同学们买各种各种的卡片和贴纸,来表示对偶像的喜爱,那么大家有没有自己的偶像/ 他或她做了哪些事或说过哪些话,让你感人?请大家自由谈一下 !( 课件上显示几位时代人物)( 学生自由讲话 )见习班主任:青春是个多梦的年纪段,请大家谈一下各自的理想。
( 学生自由讲话 )见习班主任:我们为了各自的梦想,到达邯郸一中。
我们一定付出更大的努力才能使我们的理想得以实现,否那么,理想就会转变为梦想,永久也成不了现实。
每一个人的理想都是美好的,在理想的实现过程中,有些同学仔细学习,奋发念书,可有些同学却只将理想挂在口头上,没有付诸行动 !(课件显示局部同学仔细学习的图片和某些同学上课睡觉、看小说的图片 )见习班主任:青春的差别在于能否肯对心灵有所承诺,在于能否付出了旺盛的精力和晶莹的汗水。
其实图片中的同学也有自己的苦恼,让我们听听他们的心声。
( 赏识“三句半〞注:在网上收集的资料)见习班主任:看了这个“三句半〞,相信大家清楚的看到了我们此刻存在的问题,不如在这我们坦诚的说出来。
GSD车缝公式说明
M 0 1B S �如例�码代缝车的间时定决 )iii M C/T S �距针的定设器机 )ii M P R�速转的大最 )i �的到得要是息信的面方个三�前之间时缝车算计 s’UMT 94 73=H 62=M 71=L 04.1=D 02.1=C 01.1=B 00.1=A M 01 B S 格表入输据数把 360.1=FSH 0.2�TSM 步四第 P = 62 + + )MC × TG )MC01 × 01.1 × × FSH × TSM( =T 360.1 × 0.2( = T
� 度速布送算计
MC/TS0.6 MPR 0005
�
度速布送 步二第
MC/s’UMT0.2
�
)6000.0×MPR0005( MC/TS0.6
�
TSM 步一第
间时缝车小最算计
MPR0005
M01BS�码代 MC/TS0.6 �数参 间时缝车算计格表缝车 DSG 用利
4333H�为码代 D S G 的钩裙订�) 3 UMT 4 3 3 3 为 UMT 成算换�) 2 钟分 2 为间时的钩裙订出测表秒用�) 1 �下如例举 ”H“加前 UMT 的算换将�) 3 UMT 7 6 6 1�钟分 1 UMT 成算换间时将�) 2 间时作操度量表秒用�) 1 �下如骤步 )作工等缝手、花绣括包(骤步算计 DSG 的工人、四 0001Z�为码代 D S G 的门钮订 �) 3 UMT 0 0 0 1 为 UMT 成算换 �) 2 秒 0 3 为间时的门钮订出测表秒用 �) 1 �下如例举 ”Z“加前 UMT 的算换将 :) 3 UMT 0 0 0 2�钟分 1 UMT 成算换间时将 :) 2 间时行运械机度量表秒用 :) 1 �下如骤步。捷快便方要时计表秒的统传用�素因的人及涉少较机专因 骤步算计 DSG 的机专、三 sUMT � P � )M C× T G × F SH × T SM( � T 格表入输据数的确正把是步一后最和步四第 )vi
GSD
GSD对员工有何好处?
收入與工作直接相連 穩 定 的 工 作標 準 收入穩定 有 效 的 訓 練操 作 者 容 易 溝 通 清礎
GSD实例分析
工序名称:接后中担干 机器:电脑平车3000转/分钟 针距:6针/厘米 捆绑时间:0.05分钟/件; 人工浮余7.5%; 机器浮余12.5%
方法合理化
制定合理的车缝方法
GSD好处之二
时间标准化
根据合理的标准方法制定 出合理的标准时间
GSD好处之三
容易沟通
容易沟通每一个 工序所做方法
GSD好处之四
容易明白
通过学习GSD,清楚了解每一个工序的内容 及操作过程
G,而不同于 打秒表要对个人速度的快慢来作评比
方法合理化(制定合理的车缝方法) 时间标准化(根据合理的标准方法 制定出合理的 标准时间) 容易沟通(容易沟通每一个工序所做方法) 容易明白(通过学习GSD,清楚了解每一个工序的 内容及操作过程) 不需要作个人评比(GSD是根据标准做法来定时 间,而不同于打秒表要对个人速度的快慢来作评 比)
GSD好处之一
GSD系数分类
车缝代号 N L M H A B C 车缝状况 单层直线 暗直线、双层、多层 暗直线、双层、多层 车明的弯线 大约停 正确停 精确停 附加百 分比 0% 10% 20% 40% 0 9 20 计算数值 1.00 1.10 1.20 1.40
停车方法
Standard Time… 标准时间…
7
AS1H
单手摆放担干于右边车台上
1
23
SAMPLE GSD CODES GSD 代码举例
• Each code has a definite time value. 每个代码有一个时间定值 Example例如:
精益生产专业名词解释

TPS(Toyota Production System)------丰田生产系统Lean Production System ------精益制造体系、精益生产IE (Industrial Engineering)工业工程WIP(WORK IN PROCESS)------在制品库存7S(Seiri、Seiton、Seiso、Standardize、Sustain、Satety、Save) ------整理、整顿、清扫、清洁、素养、安全、微笑SOP(Standard Operation Procedure)-------标准作业指导书QST-------品质允收标准OTT-------所有主、副料到位的时间T/T(Takt Time)-------(节拍时间)作业人员一天或一月的有效工作时数除以市场一天或一月的确定订单数C/T -------(周期时间)在制品加工时间,不含休息时间;L/T-------(前置时间)在制品加工总时间,含休息时间及其它所有等待浪费时间SOP-------作业标准(含时间量度)PPP(Production Preparation Process)-------产前准备过程GSD(GENERAL SEWING DATA)--------通用車縫數據KPI(Key Performance Indication)------重要绩效指标TOTAL------总数Layout------ 布置图JIT (Just In Time) -----即时化管理PDCA(Plan、Do、Check、Action )------计划、行动、检查、实施Bottleneck------瓶颈Line Balance ------生产线平衡PM--------生产排期(估算工厂及生产线的产能并根据客人订单数量及交期进行计划安排生产)QCO------(quick change over)快速转款E------: Elimination剔除C------ Combination合并R------: Re-arrangement重排S------ Simplification简化ISO ( International Organization for Standardization) ------国际标准组织WF (Work factor system) -----工作因素法FMS (Flexible Manufacture System) ------弹性制造系统TPM(Total Production Management)------全面生产管理TQM(Total Quality Management)------全面品质管理QE (quality engineering)------ 品质工程人员QIT(Quality Improvement Team)------ 品质改善小组CAM(Computer-aided-manufacturing)------计算机辅助制造CAD(Computer-aided-design)------计算机辅助设计CAE(Computer-aided-engineering)------计算机辅助工程CAPP(Computer-aided-process planning)------计算机辅助工艺编制BMS(Basic motion study)------基本动作世界研究法ABC分类法------ ABC Classing MethodPC(Production control) ------生管QCC(Quality Control Circle)------品管圈QE(Quality Engineering) ------品质工程。
什么是GSD软件

什么是(GSD软件)GSD即General Sewing Data的缩写;中文翻译为:一般车缝时间。
是专门为缝制品工业所设计的一套预定动作时间系统,是一个用于标准动作和标准时间的易用易懂的分析方法,GSD将工序分解为基本动作,每个基本动作对应相应的标准时间,将所有基本动作的标准时间相加再结合各种因素和宽放即得到该工序的标准时间。
GSD适用于制订裁剪、车缝、熨烫、检验以及包装等相关操作的标准时间,工厂依此可以决定订单报价、决定工人劳动强度、决定针车配备、决定工人的劳动报酬,还可以用作排期排产、制定流水线的排位。
GSD分析方法的主要优点方法合理:通过对动作的细化分析,来减少浮余动作,改善方法和动作,降低成本,提高效率。
并建立标准的工序生产流程。
时间标准:以正常的速度及正确的方法为基础,考虑各种相关因素,制定出标准时间。
易沟通和易理解:标准的动作代码库,适合所有缝制品工业。
通用性强:以时间为基础,不同地区可以传递。
预测性强:无需要现场数据即可为业务接单、生产计划、生产线平衡等提供有效预测数据。
车缝训练:车缝方面的专业化,适合于企业车缝标准做工的培训,帮助员工提高技术水平。
GSD分析方法的主要用途建立工艺标准建立标准工时核算成本生产计划平衡生产线投资评估员工培训计算生产效率计算工人工价GSD系统的特点GSD系统是一套标准的数据库管理系统,主要完成GSD方法的信息化;她吸收了传统工艺分析系统中科学的、先进的精华部分,并加以改进;GSD系统完全根据中国人的操作习惯而设立的一套视窗系统,更易于我们去学习与接受。
她以“生产线平衡”为主要应用目的,根据GSD分析员的分析结果及各生产线的总人数,系统自动提供“人员分配表”及“衣车分配表”;强大的基础功能。
GSD管理系统主要是利用现代计算机信息技术,将制衣行业的一般车缝时间的应用信息化,使企业拥有一个友好,安全,智能的工作平台.系统建立强大的静态资料库,资料库具有图文并茂,检索方便的特点,使最终用户可以轻易通过对资料库中资料的选择与复制,最终达到快速实现新款式的工序分析.并对分析结果采用图形,表格等方式描述出来,同时计算出工艺平衡率,使分析员能够简单,快速,客观地对分析结果进行评估。
服装制造业GSD方案

服装制造业GSD方案随着全球市场的竞争越来越激烈,服装制造业也面临着越来越大的压力,如何提高生产效率、降低成本是制造业所迫切需要解决的问题。
而GSD方案通过人机数据融合实现了服装制造工艺的优化,有效地解决了这些问题,成为了目前服装制造业必备的生产管理工具。
GSD即Garment Specification Data(服装规范数据),是一种基于服装制造工序时长的生产管理工具,由英国工程师格拉瑟特在二十世纪八十年代提出。
GSD方案通过将工序的操作步骤、动作描述、标准时间等信息进行数字化,实现了对生产过程的科学管理和优化。
与传统的工艺设计方案不同,GSD方案可以将人工工时锁定在具体工序而不是由人工随意控制,从而就能够准确地计算工艺缩减、工序节省等变化可能达到的效果。
同时,GSD方案的使用还可使管理者更加清晰地知道每个工序所需要的时间和人力资源,快速解决生产过程中的不良问题,从而提高整个生产线的效率。
在实践中,服装制造企业采用GSD方案,能够从如下方面得到益处:1.提高产品质量GSD方案可以准确地计算制造的每一件服装的生产时间,并提供标准规范,从而在生产过程中始终保持标准操作,提高生产的准确性和精度,从而提高了生产质量。
2.精简制造成本通过GSD方案统计每个工序的实际生产时间,并与标准时间比较,从而实现对每个工序的优化和改进。
同时,利用GSD 方案可以准确测算人力、机械等资源的使用情况,节省成本并降低投资风险。
3.简化生产流程服装制造流程通常利用许多环节来保证品质和效率,但繁琐的流程容易增加生产周期和成本。
采用GSD方案可以精确地控制各个环节,精简生产流程,大大提升生产效率。
4.提高工作安全性采用GSD方案可以提高工作效率的同时,还能够为员工提供安全保障。
通过使用GSD方案,生产线管理者能够更好地掌握员工的情况,保证员工在工作时安全无忧。
虽然GSD方案在服装制造业中的应用已经很普遍,但它的操作实际上比较复杂,并且需要一段时间的培训和应用,这也是制造企业在实行GSD方案时常遇到的问题。
GSD_Training通用车缝数据培训
1.
2. 3. 4. 5. 6. 7.
选定被评估工序并了解其基本做法
将完成整个工序的过程分解成不同的动作 将每一个动作与时间卡里的描述的动作进行比较 根据比较结果给每个动作配上合适的时间值(TMU) 将所有动作的时间值(TMU)加起来得到总的时间值(TMU) 将总时间(TMU)转换成以分钟为单位得到工序的基本时间 加上宽放时间得到该工序的 SAM
宽放时间是指在整天工作情形下, 因考虑一些外在因素对工作的影响,
如机器停顿调整, 人的生理需要&疲劳, 转换品种等附加的时间. 一般情况下, 宽 放时间是在基本时间的基础上以百分比来表示
宽放时间 = 基本时间 * x%
根据以上, 标准时间 可以用以下公式表示: 标准时间 = 基本时间 + 宽放时间 = 基本时间 * ( 1 + x %) SAH (小时/打)= 标准时间(分钟/件)*12 / 60
GSD分类一: 处理要素
GSD 通过考虑完成动作时所需要移动的距离, 拿取物品的难易程度, 放置 物品时位置的准确程度等因素来对该动作给以时间值.
附上元素表
举例
右手伸出去拿桌面上30CM远处的手机,然后放到 30CM处, 放好后手回到原位.
30cm
物体(原位)
物体(目标位)
G
P
G
30cm
手(原位)
GSD 定义工作区域
为了更容易的理解车缝的动作, 定义工作的布局如下:
压脚前 工作区域 左边 压脚 工作区域 右边
工作区域
左边货架 操作员座位
操作员腿放置点 右边货架
附:标准时间 的定义
标准时间是指在标准状态下完成某项工作任务所需要的时间. 通常它包含有两个部分: 基本时间 与 宽放时间.
国际车缝标准GSD系统-文档资料

GSD的发展历史
• 1:时间测量方法 Methods Time Measurement(MTM)
是预定动作时间系统家族 Pre-Determined Motion Time System (PMTS)的通称
• 2:MTM_1 1948年首先使用的一个预定动作时间系统,有350个代码,
IPLEX代码
• 1:拿取并比对裁片(6个代码) • 2:对齐与调节(4个代码) • 3:成型(3个代码) • 4:剪及运用工具(4个代码) • 5:放到一边(3个代码) • 6:控制机器(6个代码) 以上为第一层次(一般层次)共26个代码
IPLEX代码(续)
• 7:拿和放(11个附加数据代码) 以上为第二层次(拿和放)共11个代码
• 动作顺序: • G.P.G • 50TMU=1.50S • 分解
代码详解
单手取附件配对PAD1
• 动作顺序: • G.P.G • 56TMU=1.68S • 分解
代码详解
双手取附件配对PAD2
• 动作顺序:
• G.P.G.P.G
• 69TMU=2.07S • 分解
代码详解二.对齐与调节Fra bibliotek• 2, 将裁片放到压脚下
• 动作顺序:G.P.P.P 49TMU=1.47S 分解
注意:通常用来剪成串的小裁片,仅仅剪一次,已经包括单手放裁片.
代码详解
五.放到一边
摆放:推移(滑动)DGLD
• 动作顺序:G.P 24TMU=0.72S 分解
代码详解
摆放:用单手DP1H
• 动作顺序:G.P 23TMU =0.69S分解
• 分解
代码详解
将裁片调整位置及转角,抚平或推移
服装制造业GSD方案

服装制造业GSD方案GSD,即全球统一生产系统(Global Standardization ofProduction System),是一种高效的服装制造业方案。
它通过优化生产流程、标准化作业方法和集约资源管理,实现了全球范围内的统一制造和供应链管理。
下面将详细介绍GSD方案及其优势。
首先,GSD方案通过优化生产流程实现高效制造。
传统服装制造业常常存在生产线不顺畅、生产效率低下等问题。
而GSD方案通过分析和评估生产流程,消除瓶颈和冗余环节,从而提高生产效率。
它通过合理安排生产线布局、优化工艺流程等方式,实现生产线的高效运作和流水作业,降低生产周期和成本。
其次,GSD方案标准化作业方法,保证产品质量的一致性。
在传统制造业中,由于操作人员多样性和技术水平的差异,产品质量可能存在波动。
而GSD方案通过制定标准作业程序和培训操作人员,确保每个环节的操作一致性和质量可控性。
这使得产品在不同工厂之间质量一致,提高了整体品牌形象和竞争力。
再次,GSD方案实施资源集约管理,降低生产成本。
服装制造业通常依赖大量的劳动力和物料资源,而GSD方案通过集约资源管理降低了生产成本。
它通过自动化和机械化生产、优化物料采购和库存管理等手段,降低了人力成本和物料成本。
同时,GSD方案还提升了生产线的灵活性,能够根据需求快速调整产能,降低库存压力,提高资金周转率。
最后,GSD方案通过全球统一的供应链管理,实现全球化运作。
传统服装制造业通常面临供应链的碎片化和复杂度高的问题,而GSD方案通过全球统一的供应链管理解决了这一难题。
它建立了多样化的供应商渠道和网络,通过供应商合作和协同,实现了物料的全球统一采购和供应。
这不仅提高了供应链的高效性和灵活性,还降低了供应链风险,提高了产品交货和响应速度。
综上所述,GSD方案是一种高效的服装制造业方案。
它通过优化生产流程、标准化作业方法和集约资源管理,实现了全球范围内的统一制造和供应链管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IPLEX代码
• 1:拿取并比对裁片(6个代码) • 2:对齐与调节(4个代码) • 3:成型(3个代码) • 4:剪及运用工具(4个代码) • 5:放到一边(3个代码) • 6:控制机器(6个代码) 以上为第一层次(一般层次)共26个代码
IPLEX代码(续)
• 7:拿和放(11个附加数据代码) 以上为第二层次(拿和放)共11个代码 • 8:增加额外的MTM元素(11个) • 9:记录数据(5个代码)
TMU( Time Measurement Unit) TMU值的的来历.
• A: 100% 的表现水平或低工作任务(非激励性质的工作) 1小时=100,000 TMU’s 1分钟=1667 TMU’s 1秒钟=27.8 TMU’s • B: 120%的表现水平或高工作任务(激励性质的工作) 1小时=120,000 TMU’s 1分钟=2000 TMU’s 1秒钟=33.3TMU’s
三.成型
代码详解
在已折叠裁片上压折痕SPFP
• 动作顺Leabharlann :G.GW.P.PW 28TMU=0.84S分解
代码详解
将已折叠裁片打开SOPN
• 动作顺序:G.P 23TMU=0.69S 分解
代码详解
剪线:剪刀剪(第一次) CUT1
• 动作顺序:G.P.P.P 50TMU 分解
GSD的用途
• 1:方法合理化 (制定合理的车缝方法) • 2:时间标准化 (根据合理的标准方法制定出标准时间) • 3:成本设计(可计算一件成品衣服的成本)
• 4:生产前计划 (计算未生产前的数据)
• 5:生产线平衡(用标准的时间来排流水) • 6:投资评估 (可作投资上的评核) • 7:培训员工(训练车缝工GSD标准做法)
代码详解
将两块裁片对准或调整位置AL2P
• 动作顺序:G.G.P.G 61TMU=1.83S 分解
二.对齐与调节
代码详解
将单块裁片对准或调整位置AL1P
• • • • 动作顺序: G.P.G 43TMU=1.29S 分解
代码详解
• • • •
动作顺序: G.P.G.P.F 75TMU=2.25S 分解
GSD的发展历史(续)
• 5:MTM CORE DATA 具有金字塔形结构特征,与MTM_1及MTM_2 相比,具有多层次应用的优点.MTM CORE DATA 是GSD的前身.GSD是从多家使用MTM CORE DATA 制衣公司发展而来. • 6:GSD (General Sewing Data)定义 GSD是专门为车缝行业方法分析及时间标准 设立的一门技术. GSD(一般车缝数据)就是以一个正常的速度、 正确的做法而定出一个合理的时间.
代码详解
单手取附件配对PADE(轻易动作)
• • • • 动作顺序: G.P.G 50TMU=1.50S 分解
代码详解
单手取附件配对PAD1
• • • • 动作顺序: G.P.G 56TMU=1.68S 分解
代码详解
双手取附件配对PAD2
• • • • 动作顺序: G.P.G.P.G 69TMU=2.07S 分解
GSD的发展历史
• 1:时间测量方法 Methods Time Measurement(MTM) 是预定动作时间系统家族 Pre-Determined Motion Time System (PMTS)的通称 • 2:MTM_1 1948年首先使用的一个预定动作时间系统,有350个代码, 由动作代码+距离+难易度这三个因素来决定,引申出 350个 代码. • 3:MTM_2 1965年发展出来的,与MTM_1的思路是一样的,只是代码减 少至39个代码.1970年发展了MTM_3系统,只有10个代码,按统 计学归纳,不够准确. • 4: GSD 由 Methods Workshop Limited 发明,于1978年发布.
关于浮余
IPLEX 的基本分钟(BM’s)是不包含浮余的,每个公司会应用 相应的浮余增加到基本分钟上从而得到标准时间. • 1: 人工浮余 包括休息(放松,疲劳和个人需要),每个公司都有相应的浮余 政策. • 2: 机器浮余 包括机器的疲劳,维护和偶然因素等,每种机器都有相应的 浮余.
IPLEX分析举例
一. 拿取并比对裁片
同时取两块裁片配对PO2T
• • • • 动作顺序: G.G.P.G.G 76TMU=2.28S 分解
代码详解
先后取两块裁片配对PO2S
• • • • 动作顺序: G.P.G.P.G.G 107TMU=3.21S 分解
代码详解
将裁片移至压脚位P2F
• 动作顺序:P.F 38TMU=1.14S 分解
将缝合件(调整位置)重新对准及移到 压脚位ALRF
代码详解
• • • •
动作顺序: G.P 24TMU=0.72S 分解
将裁片调整位置及转角,抚平或推移 AGLD
注意: AGLD用来在压脚下转角以便改变车 缝方向,抬起压脚F省略,但放下压脚F 不能省.
代码详解
• • • •
折叠SPFO
动作顺序: G.P.G 43TMU=1.29S 分解
• • • • • • • • • • • • 工序名称 : 车担干中线 机器名称 : 电脑平车 动作描述 代码 频率 时间(秒) 1. 双手同时取两块担干配对 PO2T 1 2.28 2. 放到压脚下 P2F 1 1.14 3. 自动回针 S 2 0.54 4. 调整 AGLD 1 0.72 4. 车缝7CM直的暗线后回针 S7LB 1 3.03 5. 自动回针 S 2 0.54 6. 断线 S 1 0.27 7. 单手摆放 DP1H 1 0.69 总GSD时间=307TMU=9.21秒,除以2000得到0.154分钟
GSD的特点
• • • • • • • • • • • 1:准确 2:一致 3:不同地区可以传递 4:容易沟通 5:容易明白 6:专为车缝设计 7:方法敏感性高 8:可预测 9: 有自己的规格 10:追踪能力 11:不再需要为表现评分
GSD 认可:
• 1.质量和技术要求
• 2.不同的尺寸可以影响产量 • 3.不同的生产流程可以影响产量 • 4.不同的工作场所布局可以影 响产量