en868-5中文翻译版
EN 868-5中文翻译版

EN 868-5:1999待灭菌医疗器械包装材料和系统第5部分:纸与塑料膜组合的热封和自封袋和卷要求和试验方法引言本系列欧洲标准的第1部分规定了预期用作医疗器械包装的包装材料和系统的通用要求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合EN 868-3规定的纸和符合本部分第4章规定的塑料膜制造的热封和自封袋的专用要求和试验方法。
4.2至4.7中的专用要求可用以证实符合第1部分的一项或多项要求,但不是其全部要求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件EN 285 灭菌蒸汽灭菌大型灭菌器EN 867-2 灭菌器中使用的非生物学系统第2部分:过程批示物(A级)EN 868-1待灭菌医疗器械包装材料和系统第1部分:通用要求和试验方法EN 868-3待灭菌医疗器械包装材料和系统第3部分:袋(EN868-4所规定的)袋和卷(EN868-5所规定的)生产用纸要求和试验方法EN 1422 医用灭菌器环氧乙烷灭菌器要求和试验方法EN 28601数据元和交换格式信息交换日期和时间表示法(ISO 8601:1988和技术修改单1:1991)GB/T 7408-1994数据元和交换格式信息交换日期和时间表示法EQV ISO 8601-88 EQV ISO 8601-88ASTM D 882:1995 塑料膜抗张性能试验方法3定义EN868-1的定义适用于本部分。
4 要求4.1 总则EN868-1的要求适用。
注:下列专用要求和试验方法可用于证实EN868-1的一项或多项要求,但不是全部要求。
4.2 材料4.2.1 纸纸应符合EN 868-3的要求。
4.2.2 塑料膜4.4.2.1 塑料膜应是由两层或多层复合而成。
按附录A试验时,塑料结合层(interplybond)应不发生分离或发白。
图纸翻译对照汇总

1128 工艺孔Φ85(可选) 1129 …...和 …… 要保证完全接触 1130 毛坯尺寸
1131 尺寸取决于贯穿螺栓滚压螺纹的方法
若曲轴前端的部件质量引起图示区域的负荷,主轴 承NO.1 必须根据专用图纸偏心镗孔。(机座,专用 1135 孔)
1140 1142 1149
1150
抛光到 标记和钢印 交叉上紧方法 首先预紧力矩是100Nm,最后上紧到角度是30度
1159 1175 1176
开启压力…当阀完全开启时,任意截面的通流面积 …. 最小标记深度 加工方法有激光,蚀刻,雕刻
1177
这个部件的设计会影响排放指标,为满足1973年国 际船舶防污染会议的新规则13(3)(a) 附件 VI 以及 1978年就此的修改草案要求,此部件必须符合图纸 要求,不允许修改。
591 导程 595 上紧前螺纹和螺栓/螺的接触面要涂二硫化钼.
619 介质…… 623 脱气 632 启动空气分配器 635 调速器 650 开启压力 656 适配 669 在安装时焊接 674 上下两部分装配后精加工
678 实际长度…… 680 间隙: 682 硬化处理 683 安装时锁止 686 锐边倒圆 687 锁止 689 锐边倒圆 692 定位销 695 朝主机 696 上紧前 697 镀锡前 699 成品检测 700 砂轮直径…… 701 渗氮前 703 凿捻密封 705 正常的齿侧间隙 707 测量后适配 709 齿形…… 715 液压上紧…… bar 721 在中间位置拉出 724 展开 727 点焊固定
表面尺寸R 粗加工后,精加工前轴承盖必须进行彻 930 底的应力消除
944 螺栓的过渡尺寸: 954 电镀锡:5-10μ
飞轮的安装和尺寸决定于实际轴系的扭振情况 957
EN60065中文版
EN60065(中文版内容条款1.范围2.定义3.一般要求4.测试的一般条件5.使用标志和用法说明6.辐射7.正常运作条件下的加热8.删除9.正常运作条件下的电击危险10.绝缘要求11.错误条件12.机械强度13.同电源连接的部件14.元件15.终端设置16.外部软线17.电气连接和机械安装18.电视机显像管的机械强度和防止内破裂影响19.机械稳定性20.电视机接收机防火性能家用和类似用途电源操作的电子和类似器具标准1.范围1.1 这个标准适用于下列同电源直接或间接连接的器具、打算家用和类似户内使用不遭受油滴或喷洒的器具:–无线电声音或景象接收器具–放大器–独立负荷变频器和源传感器–由上述一个或更多器具组成的马达驱动器具,或仅仅由它们的一个或多个结合时才可以使用的器具,如无线电留声机和磁带录音机–明显由上述器具结合而供给的其他器具,如天线放大器、供应器具和电缆连接的遥控设备–等效电池–电子乐器–电子附件如韵律发生器、独立的音频发生器、音乐调谐器和类似用途的电子或非电子乐器可能由外行操作的专业器具,在没有适当的标准时,本标准只要适用就可以使用。
飞溅校样电子设备的附加要求附件A中给出。
本标准不包含EN 60950中详细提到的设备。
针对于EN 41003中同电网连接的器具,注意有一些额外的要求。
1.2 这个标准适用于2 000m处使用的器具。
热带气候使用的器具,相关条款中不同的要求适用。
1.3 这个标准不适用于设计的额定电压超过下列要求的器具:–三相供电器具相位间电压为433V(r.m.s)–其他情形为250V(r.m.s)1.4 这个要求仅仅关注器具的安全,不关注其他特性(看条款3)。
1.5 删除2 定义下列的定义适用于本标准:2.1 产品的类型试验是指对许多的样板进行一系列完整的试验,用这些样板来决定特定的生产商是否有能力来生产符合标准的商品。
2.2 用手表示不需要使用工具、硬币等来操作。
2.3 易触及部件表示可以用标准的试验指来碰触的部件(看次条款9.1.1)。
EN868-8(2009)可重复使用steam容器的标准
EN868-8(2009)包裝醫療器材用的無菌包裝第八部份:可用於符合EN 285滅菌機的可重復使用無菌容器可重複使用的無菌容器以符合EN 285蒸汽滅菌器-需求及測試方法前言這一份標準EN868-8 2009版,就是用來取代EN868-8 1999年的標準附件A提供了此份標準與前一版的標標,在重要技術需求變化的項目EN868由下列幾個小部份組成,其標題都是包裝醫療器材用的可滅菌包裝EN868-2:滅菌用包裹紙(也就是我們說的皺紋紙),要求及測試方法EN868-3:紙袋(EN 868-4)、管袋及個體袋(EN 868-5)需求用紙的要求及測試方法EN868-4:紙袋:要求及測試方法EN868-5:由多孔性材質(也就是可透氣)及塑膠膜組成可封合的個體袋及管袋的要求及測試方法EN868-6:用於低溫滅菌過程紙材的要求及測試方法EN868-7:用於低溫滅菌過程的上膠紙材的要求及測試方法EN868-8:符合EN 285可重複使用於STEAM滅菌過程容器的要求及測試方法EN868-9:未上膠的非織造布之聚烯烴材料的要求及測試方法(有沒有可能是指TYVEK這一種材質) EN868-10:上膠的非織造布之聚烯烴材料的要求及測試方法(有沒有可能是指上膠TYVEK這一種材質) 額外補充:聚烯烴包含很多項次如PE、PP等介紹ISO 11607由兩個小部份組成,標題皆為”用於醫療器材可滅菌的包裝”,PART 1詳細指明材料、預先形成的preformed無菌阻隔系統、無菌阻隔系統及包裝系統的一般要求及測試方法,以確保無菌醫療設備的定期or最終terminally滅菌使用。
PART 2 詳細指明組成、封合及裝配過程的驗證要求。
每一個無菌阻隔系統都必需完全符合ISO 11607-1的要求EN 868系類的規範,可用來驗証符合ISO 11607-1其中一項或多項的要求1.-範圍此EN 868-8的標準,對可重復使用容器的部份,提供了測試方法及相關數值,用於維持醫療器材最終滅菌後的無菌性,所形成無菌阻隔系統及包裝系統,這些容器都是預期(符合EN 285蒸汽滅菌器中使用。
EN868-5中文翻译版

EN 868-5 :1999待灭菌医疗器械包装材料和系统第 5 部分:纸与塑料膜组合的热封和自封袋和卷 要求和试验方法引言 本系列欧洲标准的第 1 部分规定了预期用作医疗器械包装的包装材料和系统的通用要 求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合 EN 868-3 规定的纸和符合本部分第 4章规定的塑料膜制 造的热封和自封袋的专用要求和试验方法。
4.2 至 4.7 中的专用要求可用以证实符合第 1 部分的一项或多项要求,但不是其全部要 求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷 用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件改单 1: 1991)ASTM D 882 : 1995 塑料膜抗张性能试验方法 3 定义 EN868-1 的定义适用于本部分。
4 要求 4.1 总则EN868-1 的要求适用。
注:下列专用要求和试验方法可用于证实 EN868-1 的一项或多项要求,但不是全部要求。
4.2 材料 4.2.1纸纸应符合 EN 868-3 的要求。
4.2.2 塑料膜4.4.2.1 塑料膜应是由两层或多层复合而成。
按附录 A 试验时,塑料结合层( interplybond ) 应不发生分离或发白。
4.4.2.2 塑料膜和粘合区,都不应有已知足以引起健康危害的有毒物质释出。
在相应的欧洲标准或国际标准发布前,可执行相关的国家法规。
4.2.2.3 按附录 B 试验时,塑料膜应无针孔。
4.2.2.4 在发射光下(日光或良好的人工照明)用正常视力或矫正视力检验时,塑料膜应无 外来物质和/或会对符合4.5的要求有影响的缺陷。
注:薄膜挤岀时引起的轻微的边续的表面不规则不宜被子认为是缺陷。
4.225塑料膜应能在制造商规定的条件下能与纸热合(见 4.7)。
4.226按ASTM D 882 : 1995 (方法A )试验时塑料膜的扯断系数应不小于20N 每15mm 。
EN 868.1-1997 医用物品灭菌的包装材料和系统 通用要求和测试方法

德国标准1997年5月医用物品灭菌的包装材料和系统第一部分:通用要求和测试方法DIN EN 868-1DIN EN 868-1ICS 11.080; 55.040关键词:包装材料,医疗用品,灭菌,测试,需求。
欧洲标准 EN 868-1:1997 即为DIN标准小数点用逗号表示引言本标准由CEN/TC102完成代表德国参与此标准的机构为医疗标准委员会共21页©未经DIN Deutsches Institut für Normung e.V., Berlin的许可此标准的任何部分严禁复制Beuth Verlag GmbH, Berlin拥有德国标准的独家销售权参照号码 DIN EN 868-1:1997-05销售编号:111201.98EN868-1 欧洲标准ICS 11.080; 55.040关键词:包装材料,医疗用品,灭菌,测试,需求。
中文翻译版医用物品灭菌的包装材料和系统第一部分:通用要求和测试方法这份标准在1997年1月27日经欧洲标准化委员会(CEN)批准。
CEN的成员有义务遵守CEN/CENELEC关于欧洲标准在不经任何改变的情况下能够作为国家标准。
关于这些国家标准的最新清单和推荐情况可以向中心秘书处或者任何一个CEN会员申请获取。
欧洲标准有三个官方语言版本(英文、法文、德文),CEN成员有责任将标准翻译成自己国家语言的版本,并通知秘书处备案。
CEN成员由以下国家的标准机构组成:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士和英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36, B-1050 BrusselsRef. No. EN 868-1:1997E ©1997 CEN-CEN成员享有所有权利,全球范围内受到保护第2页EN 868-1:1997目录前言 (3)介绍 (3)1 范围 (4)2 参考标准 (4)3 定义 (5)4 需求 (6)5 测试方法 (8)6 记录 (9)7 信息 (9)附录 A (信息性的)条款4需求的指导 (10)附录 B (信息性的)生物屏障评估图(见4.6) (12)附录 C (信息性的)空气不渗透性 - 测试方法 (14)附录 D (信息性的)生物屏障性能 – 材料的测试方法 (15)附录 E (信息性的)生物屏障性能 – 渗透性密闭的测试方法(有过滤器组件,有通路) (15)附录 F (信息性的)经融合剂或者粘合剂密封的非渗透性和连续性 - 测试方法 (15)附录 G (信息性的)非经融合剂或者粘合剂密封的非渗透性 - 测试方法-刚性容器的测试程序16附录 H (信息性的)参考书目 (19)附录 ZA(信息性的)这份欧洲标准的条款强调了其他欧盟法令的关键需求 (21)第3页EN 868-1:1997前言这份欧洲标准由CEN/TC102“医用灭菌器”技术委员会准备,其秘书处由DIN担当。
EN868-1
Page 10 EN 868-1 : 1997
Page 11 EN 868-1 : 1997
Page 12 EN 868-1 : 1997
Microbial barrier evaluation
Is the
packaging
Yes
material intended
to be permeable
Page 19 EN 868-1 : 1997
Page 20 EN 868-1 : 1997
Page 21 EN 868-1 : 1997
EN 868-1
February 1997
English version
Packaging materials and systems for medical devices which are to be sterilized
Part 1: General requirements and test methods
Page 3 EN 868-1 : 1997
Page 4 EN 868-1 : 1997
Page 5 EN 868-1 : 1997
Page 6 EΒιβλιοθήκη 868-1 : 1997Page 7 EN 868-1 : 1997
Page 8 EN 868-1 : 1997
Page 9 EN 868-1 : 1997
This European Standard was approved by CEN on 1997-01-27.
CEN members are bound to comply with the CEN/CENELEC Internal Regulations which stipulate the conditions for giving this European Standard the status of a national standard without any alteration.
[最新]iso 11607和en868系列标准解读
![[最新]iso 11607和en868系列标准解读](https://img.taocdn.com/s3/m/29777cd269dc5022aaea00ea.png)
[最新]iso 11607和en868系列标准解读ISO 11607和EN868系列标准解读吴平国家食品药品监督管理局济南医疗器械质量监督检验中心ISO11607-1:2006 《最终灭菌医疗器械的包装第1部分: 材料、无菌屏障系统、包装系统的要求》和SO11607-2:2006《最终灭菌医疗器械的包装第2部分:成形、密封和组装过程的确认要求》(以下简称:ISO 11607系列)和EN 868-2~-EN 868-10《待灭菌医疗1器械的包装材料和系统》系列标准(以下简称:EN 868系列标准)是国际上公认的涉及最终灭菌医疗器械包装的系列材料。
目前,我国转化EN 868系列标准的工作正在进行中,按照ISO 11607系列标准对GB/T 19633标准进行修订的工作也在考虑中。
本文将概要介绍这一系列标准,目的是使大家能够准确把握主要精神,并希望能对最终灭菌医疗器械包装的设计和开发有所帮助。
1 最终灭菌医疗器械包装的基本概念 1.1 包装的基本概念ISO 111607-1 在协调了各国医疗器械包装术语后,采用“无菌屏障系统”这样一个术语来表述最终灭菌医疗器械的初包装。
由包装材料厂生产的用于医疗器械包装的纸袋和纸塑组合袋等称之为“预成形无菌屏障系统”。
作为特例,设计成由保护套等封口器件和器械的密封性来确保器械预期与液体接触部分无菌的“无菌液路包装”也被认1注:EN 868-1由于与ISO 11607-1已经协调为一个标准,不再包括在EN 868系列标准之中。
为是“无菌屏障系统”。
包装系统通常由无菌屏障系统和保护性包装两部分组成。
无菌屏障系统是为最终灭菌医疗器械提供基本的无菌屏障(器械在这一系统内灭菌);保护性包装则是为无菌屏障系统提供附加保护的次级包装(如外包装箱或货架包包装)。
1.2包装的重要性和复杂性在ISO 11607-1的引言中描述到:“设计和开发最终灭菌医疗器械包装的过程是一项复杂而艰苦的工作。
EN868-5中文翻译版
EN 868-5 :1999待灭菌医疗器械包装材料和系统第 5 部分:纸与塑料膜组合的热封和自封袋和卷 要求和试验方法引言 本系列欧洲标准的第 1 部分规定了预期用作医疗器械包装的包装材料和系统的通用要 求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合 EN 868-3 规定的纸和符合本部分第 4章规定的塑料膜制 造的热封和自封袋的专用要求和试验方法。
4.2 至 4.7 中的专用要求可用以证实符合第 1 部分的一项或多项要求,但不是其全部要 求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷 用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件改单 1: 1991)ASTM D 882 : 1995 塑料膜抗张性能试验方法 3 定义 EN868-1 的定义适用于本部分。
4 要求 4.1 总则EN868-1 的要求适用。
注:下列专用要求和试验方法可用于证实 EN868-1 的一项或多项要求,但不是全部要求。
4.2 材料 4.2.1纸纸应符合 EN 868-3 的要求。
4.2.2 塑料膜4.4.2.1 塑料膜应是由两层或多层复合而成。
按附录 A 试验时,塑料结合层( interplybond ) 应不发生分离或发白。
4.4.2.2 塑料膜和粘合区,都不应有已知足以引起健康危害的有毒物质释出。
在相应的欧洲标准或国际标准发布前,可执行相关的国家法规。
4.2.2.3 按附录 B 试验时,塑料膜应无针孔。
4.2.2.4 在发射光下(日光或良好的人工照明)用正常视力或矫正视力检验时,塑料膜应无 外来物质和/或会对符合4.5的要求有影响的缺陷。
注:薄膜挤岀时引起的轻微的边续的表面不规则不宜被子认为是缺陷。
4.225塑料膜应能在制造商规定的条件下能与纸热合(见 4.7)。
4.226按ASTM D 882 : 1995 (方法A )试验时塑料膜的扯断系数应不小于20N 每15mm 。
EN868-8(2009)可重复使用steam容器的标准
EN868-8(2009)包裝醫療器材用的無菌包裝第八部份:可用於符合EN 285滅菌機的可重復使用無菌容器可重複使用的無菌容器以符合EN 285蒸汽滅菌器-需求及測試方法前言這一份標準EN868-8 2009版,就是用來取代EN868-8 1999年的標準附件A提供了此份標準與前一版的標標,在重要技術需求變化的項目EN868由下列幾個小部份組成,其標題都是包裝醫療器材用的可滅菌包裝EN868-2:滅菌用包裹紙(也就是我們說的皺紋紙),要求及測試方法EN868-3:紙袋(EN 868-4)、管袋及個體袋(EN 868-5)需求用紙的要求及測試方法EN868-4:紙袋:要求及測試方法EN868-5:由多孔性材質(也就是可透氣)及塑膠膜組成可封合的個體袋及管袋的要求及測試方法EN868-6:用於低溫滅菌過程紙材的要求及測試方法EN868-7:用於低溫滅菌過程的上膠紙材的要求及測試方法EN868-8:符合EN 285可重複使用於STEAM滅菌過程容器的要求及測試方法EN868-9:未上膠的非織造布之聚烯烴材料的要求及測試方法(有沒有可能是指TYVEK這一種材質) EN868-10:上膠的非織造布之聚烯烴材料的要求及測試方法(有沒有可能是指上膠TYVEK這一種材質) 額外補充:聚烯烴包含很多項次如PE、PP等介紹ISO 11607由兩個小部份組成,標題皆為”用於醫療器材可滅菌的包裝”,PART 1詳細指明材料、預先形成的preformed無菌阻隔系統、無菌阻隔系統及包裝系統的一般要求及測試方法,以確保無菌醫療設備的定期or最終terminally滅菌使用。
PART 2 詳細指明組成、封合及裝配過程的驗證要求。
每一個無菌阻隔系統都必需完全符合ISO 11607-1的要求EN 868系類的規範,可用來驗証符合ISO 11607-1其中一項或多項的要求1.-範圍此EN 868-8的標準,對可重復使用容器的部份,提供了測試方法及相關數值,用於維持醫療器材最終滅菌後的無菌性,所形成無菌阻隔系統及包裝系統,這些容器都是預期(符合EN 285蒸汽滅菌器中使用。
EN 868-1 医用物品灭菌的包装材料和系统 通用要求和测试方法

prEN 868-4
医用灭菌物品的包装材料和系统 - 第四部分:灭菌纸袋 – 需求和测试方法
prEN 868-5
医用灭菌物品的包装材料和系统 - 第五部分:用纸和塑料制造的灭菌包装 塑封袋和卷料 – 需求和测试方法
prEN 868-6
医用灭菌物品的包装材料和系统 - 第六部分:用于环氧乙烷或射线灭菌的 灭菌包装用纸 – 需求和测试方法
欧洲标准
ICS 11.080; 55.040 关键词:包装材料,医疗用品,灭菌,测试,需求。
EN868-1
中文翻译版
医用物品灭菌的包装材料和系统
第一部分:通用要求和测试方法
这份标准在 1997 年 1 月 27 日经欧洲标准化委员会(CEN)批准。
CEN 的成员有义务遵守 CEN/CENELEC 关于欧洲标准在不经任何改 变的情况下能够作为国家标准。
欧洲标准由欧洲委员会和欧洲自由贸易协会要求 CEN 完成,欧洲标准符合欧盟法规的相关 要求。
关于与欧盟法规的关系,参见附录 ZA,其也是这份标准的一个组成部分。
根据 CEN/CENELEC 内部的规定,以下国家的国家标准组织有义务使用欧洲标准:奥地 利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪 威、葡萄牙、西班牙、瑞典、瑞士和英国。
第4页 EN 868-1:1997
1 范围
1.1 此份标准规定了包装材料和系统的需求和测试方法: - 用于包装被灭菌的医用物品; - 用于维持物品的无菌性。 注 1:这份标准符合相关的欧洲法规,若医疗卫生机构,如医院,不将医用物品供 应给市场,这种情况并不受欧洲法规的约束。毫无疑问,这样的医疗卫生机构也和制 造商一样在执行同样的需求,他们能够满足这份标准即可。 注 2:符合 prEN 868 系列标准的其他标准,即符合了此份标准一个或者多个需 求。
欧盟标准清单
25 26 27 28 29 30 31 32 33 34 35 36 37 38 39
牙科 - 牙科医疗设备 - 牙科植入物 一次性使用无菌皮下注射器.第3部分:固定剂量免疫接种用自动报废注射器 无菌皮下注射器.第4部分:带防止重复使用特性的注射器 Biological evaluation of medical devices - Part 1: Evaluation and testing within a risk management process (ISO 10993-1:2009) Biological evaluation of medical devices - Part 3: Tests for genotoxicity, carcinogenicity and reproductive toxicity (ISO 10993-3:2003) Biological evaluation of medical devices - Part 3: Tests for genotoxicity, carcinogenicity and reproductive toxicity (ISO 10993-3:2003) Biological evaluation of medical devices - Part 4: Selection of tests for interactions with blood (ISO 10993-4:2002, including Amd 1:2006) Biological evaluation of medical devices - Part 5: Tests for in vitro cytotoxicity (ISO 10993-5:2009) Biological evaluation of medical devices - Part 6: Tests for local effects after implantation (ISO 10993-6:2007) 医疗器械的生物学评价 第7部分:环氧乙烷灭菌残留量 Biological evaluation of medical devices - Part 9: Framework for identification and quantification of potential degradation products (ISO 10993-9:2009) Biological evaluation of medical devices - Part 10: Tests for irritation and delayedtype hypersensitivity (ISO 10993-10:2002, including Amd 1:2006) Biological evaluation of medical devices - Part 11: Tests for systemic toxicity (ISO 10993-11:2006) Biological evaluation of medical devices - Part 12: Sample preparation and reference materials (ISO 10993-12:2007) Biological evaluation of medical devices - Part 13: Identification and quantification of degradation products from polymeric medical devices (ISO 10993-13:1998)
EN牌号对照
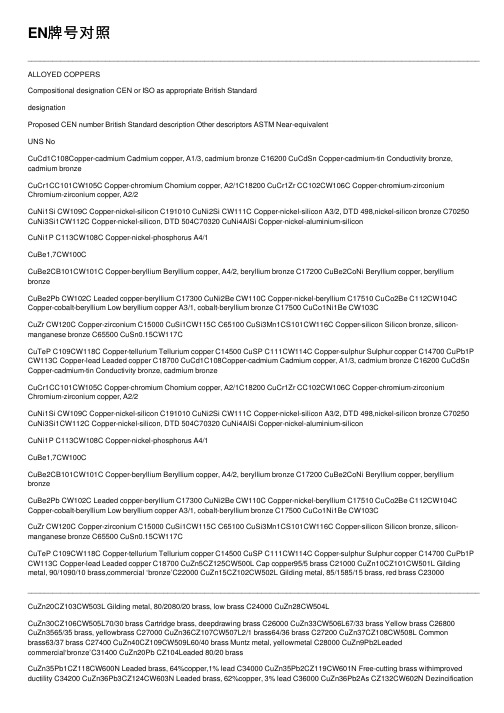
EN牌号对照______________________________________________________________________________________________________________ ALLOYED COPPERSCompositional designation CEN or ISO as appropriate British StandarddesignationProposed CEN number British Standard description Other descriptors ASTM Near-equivalentUNS NoCuCd1C108Copper-cadmium Cadmium copper, A1/3, cadmium bronze C16200 CuCdSn Copper-cadmium-tin Conductivity bronze, cadmium bronzeCuCr1CC101CW105C Copper-chromium Chomium copper, A2/1C18200 CuCr1Zr CC102CW106C Copper-chromium-zirconium Chromium-zirconium copper, A2/2CuNi1Si CW109C Copper-nickel-silicon C191010 CuNi2Si CW111C Copper-nickel-silicon A3/2, DTD 498,nickel-silicon bronze C70250 CuNi3Si1CW112C Copper-nickel-silicon, DTD 504C70320 CuNi4AlSi Copper-nickel-aluminium-siliconCuNi1P C113CW108C Copper-nickel-phosphorus A4/1CuBe1,7CW100CCuBe2CB101CW101C Copper-beryllium Beryllium copper, A4/2, beryllium bronze C17200 CuBe2CoNi Beryllium copper, beryllium bronzeCuBe2Pb CW102C Leaded copper-beryllium C17300 CuNi2Be CW110C Copper-nickel-beryllium C17510 CuCo2Be C112CW104C Copper-cobalt-beryllium Low beryllium copper A3/1, cobalt-beryllium bronze C17500 CuCo1Ni1Be CW103CCuZr CW120C Copper-zirconium C15000 CuSi1CW115C C65100 CuSi3Mn1CS101CW116C Copper-silicon Silicon bronze, silicon-manganese bronze C65500 CuSn0.15CW117CCuTeP C109CW118C Copper-tellurium Tellurium copper C14500 CuSP C111CW114C Copper-sulphur Sulphur copper C14700 CuPb1P CW113C Copper-lead Leaded copper C18700 CuCd1C108Copper-cadmium Cadmium copper, A1/3, cadmium bronze C16200 CuCdSn Copper-cadmium-tin Conductivity bronze, cadmium bronzeCuCr1CC101CW105C Copper-chromium Chomium copper, A2/1C18200 CuCr1Zr CC102CW106C Copper-chromium-zirconium Chromium-zirconium copper, A2/2CuNi1Si CW109C Copper-nickel-silicon C191010 CuNi2Si CW111C Copper-nickel-silicon A3/2, DTD 498,nickel-silicon bronze C70250 CuNi3Si1CW112C Copper-nickel-silicon, DTD 504C70320 CuNi4AlSi Copper-nickel-aluminium-siliconCuNi1P C113CW108C Copper-nickel-phosphorus A4/1CuBe1,7CW100CCuBe2CB101CW101C Copper-beryllium Beryllium copper, A4/2, beryllium bronze C17200 CuBe2CoNi Beryllium copper, beryllium bronzeCuBe2Pb CW102C Leaded copper-beryllium C17300 CuNi2Be CW110C Copper-nickel-beryllium C17510 CuCo2Be C112CW104C Copper-cobalt-beryllium Low beryllium copper A3/1, cobalt-beryllium bronze C17500 CuCo1Ni1Be CW103CCuZr CW120C Copper-zirconium C15000 CuSi1CW115C C65100 CuSi3Mn1CS101CW116C Copper-silicon Silicon bronze, silicon-manganese bronze C65500 CuSn0.15CW117CCuTeP C109CW118C Copper-tellurium Tellurium copper C14500 CuSP C111CW114C Copper-sulphur Sulphur copper C14700 CuPb1P CW113C Copper-lead Leaded copper C18700 CuZn5CZ125CW500L Cap copper95/5 brass C21000 CuZn10CZ101CW501L Gilding metal, 90/1090/10 brass,commercial ‘bronze’C22000 CuZn15CZ102CW502L Gilding metal, 85/1585/15 brass, red brass C23000______________________________________________________________________________________________________________ CuZn20CZ103CW503L Gilding metal, 80/2080/20 brass, low brass C24000 CuZn28CW504LCuZn30CZ106CW505L70/30 brass Cartridge brass, deepdrawing brass C26000 CuZn33CW506L67/33 brass Yellow brass C26800 CuZn3565/35 brass, yellowbrass C27000 CuZn36CZ107CW507L2/1 brass64/36 brass C27200 CuZn37CZ108CW508L Commonbrass63/37 brass C27400 CuZn40CZ109CW509L60/40 brass Muntz metal, yellowmetal C28000 CuZn9Pb2Leadedcommercial‘bronze’C31400 CuZn20Pb CZ104Leaded 80/20 brassCuZn35Pb1CZ118CW600N Leaded brass, 64%copper,1% lead C34000 CuZn35Pb2CZ119CW601N Free-cutting brass withimproved ductility C34200 CuZn36Pb3CZ124CW603N Leaded brass, 62%copper, 3% lead C36000 CuZn36Pb2As CZ132CW602N Dezincificationresistantbrass DZR brassCuZn37Pb0.5CW604N C33500 CuZn37Pb1CW605N C35000 CuZn37Pb2CZ131CW606N Leaded brass, 62%copper,2% lead Free cutting brass withimproved ductility C35300 CuZn38Pb1CZ129CW607N Leaded brass, 60%copper, 1% lead C35000CuZn38Pb2CZ128CW608N Leaded brass, 60%copper, 2% lead C37700 CuZn38Pb4CZ121-Pb4CW609N Leaded brass, 58%copper,4% lead High speed machiningbrassCuZn39Pb0.5CZ137CW610N Leaded brass, 60%copper, 0.5%60/40 brass, low lead,CuZn39Pb C36500leadCuZn39Pb1CZ129CW611N Leaded brass, 60%copper, 1% lead Free cutting brass withimproved ductility C37100CuZn39Pb2CZ120CW612N Leaded brass, 59%copper, 2% lead Free cutting brass withimproved ductility C37700 CuZn39Pb2SnCW613N C48500 CuZn39Pb3CZ121-Pb3CW614N Leaded brass, 58%copper, 3% lead High speed machiningbrass C38500CuZn39Pb3Sn CW615NCuZn40Pb CZ12360/40 brass low leadCuZn40Pb2CZ122CW617N Leaded brass, 58%copper, 2% lead Free cutting brass C38010 CuZn40Pb2Sn CW619NCuZn43Pb2CZ130CW623N Leaded brass for sectionsCuZn40Pb1Al CW616NCuZn40Pb2Al CW618N Brass for architecturalsectionsCuZn41Pb1Al CW620N Brass for architecturalsectionsCuZn42PbAl CW621N Brass for architecturalsectionsCuZn43Pb1Al CW622N Architectural ‘bronze’C38000 CuZn43Pb2Al CZ130CW624N Leaded brass for sectionsCuZn13AlNiSi CZ127CW700R Aluminium-nickel-siliconbrass Tungum TM,CuZn14AlNiSiCuZn19Sn CW701R205 brass C43500 CuZn23Al3Co CW703R Connector brassCuZn28Sn1As CZ111Admiralty brassCuZn20Al2As CZ110CW702R Aluminium brassCuZn29As CZ10570/30 Arsenical brassCuZn30As CZ126CW707R Special 70/30 arsenicalbrass70/30 arsenical brass(special)CuZn31Si1CW708RCuZn32Pb2AsFeSi CW709RCuZn36Pb2Sn1CZ134CW711R Naval brass – leaded Leaded Naval brass C48400 CuZn37Pb1Sn1CW714R C48200CuZn38Sn1CZ112Naval brassCuZn38Sn1As CW717RCuZn39Sn1CZ133CW719R Naval brass (uninhibited)CZ113C46400 CuZn36Sn1Pb CW712R Naval brass – leaded Leaded naval brassCuZn38Sn1Pb C48200 CuZn39Mn1AlPbSi CW718R CuZn38Al1Mn1PbSiCuZn37Mn3Al2PbSi CZ135CW713R High tensile brass withsilicon‘Manganese bronze’C67420 CuZn40Mn1Pb1CZ136CW720R Brass for architecturalsections‘Manganese bronze’CuZn38Mn1Al CW716RCuZn38AlFeNiPbSn CW715RCuZn40Mn1Pb1AlFeSn CZ114CW721R High tensile brass‘Manganese bronze’Solderable high tensilebrass, ‘manganesebronze’CuZn40Mn1Pb1FeSn CZ115CW722R High tensile brass(restrictedaluminium)CuZn40Mn2Fe1CW723RCuZn35Ni3Mn2AlPb CW710R CuZn35Mn2Ni2Al1PbCuZn25Al5Fe2Mn2Pb CZ116CW705R High tensile brass C67000 CuNi10Zn27NS103CW401J10% nickel silver C74500CuNi10Zn28Pb1NS111Leaded 10% nickel silver10% nickel silver, leadedCuNi12Zn24NS104CW403J12% nickel silver C75700 CuNi12Zn25Pb1CW404J C79200 CuNi12Zn29CW405JCuNi12Zn30Pb1CW406J C79000 CuNi14Zn44Pb NS102Leaded 14% nickel brassCuNi15Zn21NS10515% nickel silverCuNi18Zn20NS106CW409J18% nickel silver C75200 CuNi18Zn19Pb1NS113CW408J C67300 CuNi18Zn27NS107CW410J C77000 CuNi20Zn17NS10820% nickel silverCuNi25Zn18NS10925% nickel silverCuNi7Zn39Pb3Mn2CW400JCuNi10Zn42Pb2NS101CW402J Leaded 10% nickel brass C79830 CuNi12Zn38Mn5Pb2CW407JCuNi5Fe CN101 95/5 Copper-nickel C70400 CuNiSn Copper-nickel-tinCuNi9Sn2 CW351H Copper-nickel-tin C72500 CuNi10Fe1Mn CN102 CW352H 90/10 Copper-nickel-iron Kunifer 10, Cunifer 10 C70600 CuNi15 CN103 85/15 Copper-nickel C70900 CuNi20 CN104 80/20 Copper-nickel C71000 CuNi25 CN105 CW350H 75/25 Copper-nickel C71300 CuNi30Mn1Fe CN107 CW354H 70/30 Copper-nickel C71500C71640 CuNi30Fe2Mn2 CN108 CW353H 66/30/2/2Copper-nickel-iron-manganeseCuNi45 55/45 Copper-nickelCuAl5 CA101CuAl6Si2Fe CA107 CW301G 6% Aluminium bronze Aluminium-silicon-bronze, DGS 8453CuAl7Si2 CW302G DGS 1044 C64200 CuAl7 CA102 7% Aluminium bronze C61400 CuAl7Fe3 Alloy DCuAl8Fe3 CA106 CW303G 7% Aluminium bronze C62300 CuAl9 CA103 9% Aluminium bronze CuAl10Fe3CuAl9Pb 9% Aluminium bronze DTD 160CuAl9Ni3Fe2 CW304GCuAl9Fe2Ni2Mn2 DTD 164ACuAl10Fe1 CW305G C61800 CuAl10Fe3Mn2 CW306G 10% Aluminium bronzeCuAl10Ni5Fe4 CA104 CW307G 10% Aluminium bronze Nickel-aluminium bronze(NAB), DGS 1043 C63000 CuAl10Fe3Ni7Mn2 CA105 10% Aluminium bronze CuAl9Ni6Fe3CuAl10Fe3Ni5Mn2 Alloy ECuAl10Fe5Ni5Mn2 DTD 197ACuAl11Fe6Ni6 CW308GCuMn12Al8Fe3Ni2 Copper-manganese-aluminium Manganese-aluminiumbronzeWelcome To Download欢迎您的下载,资料仅供参考!。
EN 868-5-2023 终端消毒医疗设备的包装.第5部分:多孔材料和塑料薄膜结构的可密封袋和卷筒
EN 868-5-2023 终端消毒医疗设备的包装.第5部分:多孔材料和塑料薄膜结构的可密封袋和卷筒1. 引言EN 868-5-2023 是一项关于终端消毒医疗设备包装的标准,本文档是该标准的第5部分,主要涉及多孔材料和塑料薄膜结构的可密封袋和卷筒。
本文档将介绍相关要求和测试方法,以确保终端消毒医疗设备的包装具备适当的密封性能和保护性能。
2. 背景终端消毒医疗设备的包装在医疗领域中起着重要的作用。
它们不仅用于储存和运输医疗设备,还必须能够保护设备免受外界环境、细菌和其他污染物的影响。
因此,合适的材料和构造对于包装的功能非常关键。
多孔材料和塑料薄膜结构的可密封袋和卷筒具有良好的密封性能和保护性能,能够有效隔离内部和外部环境,确保包装内设备的安全和卫生。
EN 868-5-2023对这类包装提出了明确的要求和测试方法。
3. 要求按照EN 868-5-2023的规定,可密封袋和卷筒必须满足以下要求:3.1 材料选择可密封袋和卷筒的材料必须选用符合医疗行业标准的无毒、无害材料。
它们应具有良好的耐久性和抗拉性能,并能够经受低温和高温消毒过程的冲击。
3.2 密封性能可密封袋和卷筒的密封性能是保证包装功能的关键因素。
它们必须能够有效阻止细菌和外界污染物的渗入,以避免对设备造成损害。
在此标准中,详细描述了对密封性能的测试方法和要求。
3.3 保护性能除了密封性能,可密封袋和卷筒的保护性能也是至关重要的。
它们必须能够保护设备免受外界环境的影响,如湿度、温度变化等。
材料和结构必须具备良好的防霉、防水和防尘性能。
4. 测试方法为了评估可密封袋和卷筒是否符合EN 868-5-2023的要求,以下是一些常用的测试方法:4.1 密封性能测试•气密性测试:使用气体漏洞检测仪器,对袋和卷筒进行气密性测试,以确保其能有效阻止气体的渗透。
•水密性测试:将袋和卷筒浸入水中,观察是否有渗漏情况,评估其防水性能。
•接缝强度测试:通过拉伸或撕裂试验,测试袋和卷筒的接缝部分的强度,确保其耐久性。
GB与EN标准对照表
限制表面温度灯具安全要
求
:2003
EN60598-2-23
IEC60598-2-23:
钨丝灯用特低电压照明系
:1996+A1:2000
1996+A1:2000
统安全要求
:(2008)
EN60598-2-11:2005
IEC60598-2-11:2005
灯具.第2-11部分:特殊
3.漏电起痕测试仪(18)
4.盐雾测试仪
5.耐久测试仪
:2005
EN61347-2-1
IEC 61347-2-1
启动装置(辉光启动器除外)的特殊要求
:2001+A1:2006
:2000+A1:2005
:2004(2009)
EN61347-2-2
IEC 61347-2-2
钨丝灯用直流/交流电子降压转换器的特殊要求
IEC60968:1999
自整流荧光灯安全要求
:1990+A2:1999
1
灯头量规(5)
2
灯头扭力计(8)
3
防风罩(9)
4
耐久测试仪
GB2423/IEC60068:电子电工产品基本环境试验规程
GB4208/IEC60529:外壳防护等级IP测量方法
GB2403:沙尘试验方法
2,逆变器
EMC of CE
EN60598-2-22
IEC60598-2-22:2002
应急照明灯具安全要求
:1998+A1:2003
:2007(2008)
EN60598-2-7
IEC60598-2-7:1994
庭院用的可移式灯具安全
医学英语翻译练习

医疗器械1 医疗器械是一种用于病人诊断,治疗或外科手术等医疗用途的药用器具。
等医疗用途的药用器具。
而药品(也称药剂)是通过药理学,新陈代谢核免疫学等手段来达到其用药主要目的的。
医疗器械则通过其他途径,诸如物理,器械,物理化学或化学等方式。
医疗器械属于医疗科技,比方说压舌板,体温计,血糖测量仪,全人工心脏,血纤蛋白支架,支撑管支架和X射线仪。
2006年,医疗器械在全球市场的交易额大约为2090亿美元并预计到2010年年增长率将达到6%~9%。
定义欧盟的法律框架和定义2 20世纪90年代,基于“新方法”欧盟对医疗器械的安全性及性能等规则进行了协调。
1985年5月欧洲理事会决议确定了“新方法”。
它是技术协调创新之路的一座丰碑。
其旨在瓦解贸易壁垒和消除频繁的不确定因素,以确保营运商在欧盟内商品的自由流通。
其法案的核心包括三个指令:指令90/385/EFC关于有源植入医疗器械指令93/42/EFC关于医疗器械指令98/79/EC关于体外诊断医疗器械这些指令意在高水准的保障人类安全健康和单一市场的良好运作。
若干修改和执行指令一直对这3个重要的指令进行补充,其中包括由指令2007/47EC引出的最后技术性修订指令。
3 指令2007/47EC将医疗器械定义为:任何仪器,仪表,家电,软件,材料或其他物品,包括由软件制造商设计专门用于诊断或治疗用途的设备,无论是单独使用还是组合使用,均需申请方能用于人类。
这些器械主要用于: 诊断,预防,监测,治疗或缓解疾病带来的痛苦诊断,监测,治疗,减轻对残疾者的损伤或对其进行赔偿调查,更换或修改解剖学或生理过程概念控制系统以上器械并不能通过药理学,免疫学或代谢手段在人体上达到其主要设计目的,但能对其运作有辅助作用。
4 在英国药物及保健品规管局(MHRA)是核证机关,而在意大利则是卫生部。
医疗器械不能被误用为药品。
在欧盟,所有的医疗器械都必须有CE标志。
医疗器械列表高风险设备5 高风险设备是指支持生命,临界测量,能量发射和其他设备。
EN标准一览表

Mar.2001
手持式电动工具的安全
中文相似标准
第一部分:一般要求 第二部分:电钻的专用要求 GB3883.1-91 GB3883.6-91
其它 标准更改记录
EN50144-1/A1:2002 手持式马达电动工具安 全的通用要求,没有A1修正的EN50144-1: 1998在2004-08-01后不再使用。
EN50260-2-2: prEN50260-2-4: EN50260-2-4: EN50260-2-5: EN50260-2-6: EN50260-2-7:
May.2002
May.2002 Nov.1999/May.2 002 May.2002 May.2002 May.2002
May.2002 May.2002 May.2002 May.2002
1/18
Oct.1996/Sep.20 02 prAB:Jun.1998/ Feb.1996/Mar.2 001 Jan. 1997/Apr.2001 Aug.1996/Feb.20 02 Aug.1996/Feb.20 00 Feb.2000
187873676.xls
14 Part 2-14: Particular requirements for planers 15 Part 2-15: Particular requirements for electric hedge trimmers 16 Part 2-16:Particular requirements for tacker 17 Part 2-17: Particular requirements for routers 18 Part 2-18: Particular requirements for laminate trimmers
EN868-5中文翻译版

EN 868-5:1999待灭菌医疗器械包装材料和系统第5部分:纸与塑料膜组合的热封和自封袋和卷要求和试验方法引言本系列欧洲标准的第1部分规定了预期用作医疗器械包装的包装材料和系统的通用要求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合EN 868-3规定的纸和符合本部分第4章规定的塑料膜制造的热封和自封袋的专用要求和试验方法。
4.2至4.7中的专用要求可用以证实符合第1部分的一项或多项要求,但不是其全部要求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件EN 285 灭菌蒸汽灭菌大型灭菌器EN 867-2 灭菌器中使用的非生物学系统第2部分:过程批示物(A级)EN 868-1待灭菌医疗器械包装材料和系统第1部分:通用要求和试验方法EN 868-3待灭菌医疗器械包装材料和系统第3部分:袋(EN868-4所规定的)袋和卷(EN868-5所规定的)生产用纸要求和试验方法EN 1422 医用灭菌器环氧乙烷灭菌器要求和试验方法EN 28601数据元和交换格式信息交换日期和时间表示法(ISO 8601:1988和技术修改单1:1991)GB/T 7408-1994数据元和交换格式信息交换日期和时间表示法EQV ISO 8601-88 EQV ISO 8601-88ASTM D 882:1995 塑料膜抗张性能试验方法3定义EN868-1的定义适用于本部分。
4 要求4.1 总则EN868-1的要求适用。
注:下列专用要求和试验方法可用于证实EN868-1的一项或多项要求,但不是全部要求。
4.2 材料4.2.1 纸纸应符合EN868-3的要求。
en868-5中文翻译版
EN 868-5:1999待灭菌医疗器械包装材料和系统第5部分:纸与塑料膜组合的热封和自封袋和卷要求和试验方法引言本系列欧洲标准的第1部分规定了预期用作医疗器械包装的包装材料和系统的通用要求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合EN 868-3规定的纸和符合本部分第4章规定的塑料膜制造的热封和自封袋的专用要求和试验方法。
至中的专用要求可用以证实符合第1部分的一项或多项要求,但不是其全部要求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件EN 285 灭菌蒸汽灭菌大型灭菌器EN 867-2 灭菌器中使用的非生物学系统第2部分:过程批示物(A级)EN 868-1待灭菌医疗器械包装材料和系统第1部分:通用要求和试验方法EN 868-3待灭菌医疗器械包装材料和系统第3部分:袋(EN868-4所规定的)袋和卷(EN868-5所规定的)生产用纸要求和试验方法EN 1422 医用灭菌器环氧乙烷灭菌器要求和试验方法EN 28601数据元和交换格式信息交换日期和时间表示法(ISO 8601:1988和技术修改单1:1991)EQV ISO 8601-88ASTM D 882:1995 塑料膜抗张性能试验方法3定义EN868-1的定义适用于本部分。
4 要求总则EN868-1的要求适用。
注:下列专用要求和试验方法可用于证实EN868-1的一项或多项要求,但不是全部要求。
材料4.2.1 纸纸应符合EN 868-3的要求。
4.2.2 塑料膜4.4.2.1 塑料膜应是由两层或多层复合而成。
按附录A试验时,塑料结合层(interplybond)应不发生分离或发白。
4.4.2.2 塑料膜和粘合区,都不应有已知足以引起健康危害的有毒物质释出。
在相应的欧洲标准或国际标准发布前,可执行相关的国家法规。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
EN 868-5:1999待灭菌医疗器械包装材料和系统第5部分:纸与塑料膜组合的热封和自封袋和卷要求和试验方法引言本系列欧洲标准的第1部分规定了预期用作医疗器械包装的包装材料和系统的通用要求和试验方法。
这些医疗器械最终在其包装内灭菌。
1 范围EN 868的本部分规定了用符合EN 868-3规定的纸和符合本部分第4章规定的塑料膜制造的热封和自封袋的专用要求和试验方法。
至中的专用要求可用以证实符合第1部分的一项或多项要求,但不是其全部要求。
本标准规定的热封和自封袋和卷适用于包装最终灭菌的医疗器械。
热封和自封袋和卷用作初包装能使使用者用前方便地无菌观察内装物,这一点非常重要。
2 规范性引用文件EN 285 灭菌蒸汽灭菌大型灭菌器EN 867-2 灭菌器中使用的非生物学系统第2部分:过程批示物(A级)EN 868-1待灭菌医疗器械包装材料和系统第1部分:通用要求和试验方法EN 868-3待灭菌医疗器械包装材料和系统第3部分:袋(EN868-4所规定的)袋和卷(EN868-5所规定的)生产用纸要求和试验方法EN 1422 医用灭菌器环氧乙烷灭菌器要求和试验方法EN 28601数据元和交换格式信息交换日期和时间表示法(ISO 8601:1988和技术修改单1:1991)GB/T 7408-1994数据元和交换格式信息交换日期和时间表示法EQV ISO 8601-88 EQV ISO 8601-88ASTM D 882:1995 塑料膜抗张性能试验方法3定义EN868-1的定义适用于本部分。
4 要求总则EN868-1的要求适用。
注:下列专用要求和试验方法可用于证实EN868-1的一项或多项要求,但不是全部要求。
材料4.2.1 纸纸应符合EN 868-3的要求。
4.2.2 塑料膜4.4.2.1 塑料膜应是由两层或多层复合而成。
按附录A试验时,塑料结合层(interplybond)应不发生分离或发白。
4.4.2.2 塑料膜和粘合区,都不应有已知足以引起健康危害的有毒物质释出。
在相应的欧洲标准或国际标准发布前,可执行相关的国家法规。
4.2.2.3 按附录B试验时,塑料膜应无针孔。
4.2.2.4在发射光下(日光或良好的人工照明)用正常视力或矫正视力检验时,塑料膜应无外来物质和/或会对符合的要求有影响的缺陷。
注:薄膜挤出时引起的轻微的边续的表面不规则不宜被子认为是缺陷。
4.2.2.5 塑料膜应能在制造商规定的条件下能与纸热合(见)。
4.2.2.6 按ASTM D 882:1995(方法A)试验时塑料膜的扯断系数应不小于20N每15mm。
结构与设计4.3.1 卷材结构应由一层纸与一层塑料料复合膜沿其两个边平行热合到一起。
袋材结构应是一层纸与一层塑料料复合膜沿其三个边热合到一起,并且可包括一个自粘合区用于装入器械后闭合。
4.3.2 按附录C测量时,热合线的总宽度应不小于6mm。
4.3.3 袋子的一端到横向热合缝的最近边缘间的距离应足以使两翼分开并剥离。
注:侧面的热合线可以超出宽热合线至袋端,这不影响其剥离性。
4.3.4 袋子材料的一个翼应是下列之一:a) 在袋的顶部或底部或在袋的两端提供一个深不超过12mm的拇指切;或b) 加工当袋热封后成一个翼比另一个翼长不小于10mm,但不大于25mm的错边。
对于靠自粘合区提供封口的袋子,粘合区应位于纸错边,其最小宽度应为19mm,并被一层释放材料覆盖,该防护应确保当袋子被密封后没有通过或绕过粘合区域的通道。
密封系统应对袋子是是否被打开给出清晰的指示。
过程指示物如果袋上印有过程指示物,应按EN 867-2进行印刷,面积应不小于100mm2,如果是一个指示物,其印刷不能对密封程序有影响,其性能要求应符合EN867-2。
性能要求和试验方法4.5.1 按附录D(干态样品)规定方法试验时,灭菌过程前和后热封结合处的强度应不小于每15mm宽度。
4.5.2 按附录D(湿态样品)试验时,蒸汽和/或环氧乙烷灭菌过程前和后热封结合处的湿态强度应不小于每15mm宽度。
4.5.3 按附录C试验时,密封应覆盖各热封线的整个宽度,且热封线边缘上无10mm以上的纸片。
4.5.4按附录A试验时密封后的袋或筒应不破裂4.5.5 按附录E试验时,产品上标示的剥离方向应是确保最小纤维破坏的方向。
标志4.6.1 袋和卷的标志4.6.1.1除非供需双方另有协议,袋和卷材应明显地标出以下信息:a)“包装破损禁止使用”或其他等效文字;b)批号1);c)制造商或供应商的名称或商标;d)过程指示物,如果有;e)卷材确保最小纤维破坏的剥离方向;f)公称尺寸和/或识别代码。
4.6.1.2 产品上设计成与被包装项目接触的表面不应有任何印刷。
4.6.1.3 对于一般用途的卷和/或袋,至少留有整个表面积的50%无印刷。
4.6.1.4 卷材上的重复印刷间隔距离卷应不大于155mm。
4.6.2 运输包装标志每件运输包装应永久性地清晰标有以下信息:a)内装物说明,包括袋或卷的规格或/和规格代码;及本标准编号;b)数量;c)制造商或供应商的名称或商标;d)符合EN28601的生产日期;e)批号1);f)推荐的贮存条件。
信息热封和自密封袋和卷的制造商应能应要求向买方提供下列信息:a)热封式:—可接受的温度范围;—可获得满意密封的热合夹或转动式热合机的压力和时间设定。
b)自密封式:—对闭合系统所规定的说明。
附录A(规范性附录)耐灭菌过程的测定方法试样的制备取10个供试品(袋或卷材长度),一半装入不受压的脱脂绵纱布(见欧洲药典)。
步骤按制造商推荐用适宜的热封器密封试验样品。
仪器将试样放在符合EN285和EN1422的灭菌器中,操作循环应调节在包装材料制造商规定的限度内,对灭菌器提供的供给(蒸汽、空气、水等)应在EN285或EN1422规定的范围内,进行操作循环,取出试样,以目力检验。
试验报告a) 报告破裂试样的数量。
b) 报告塑料结合层分离或发白的数量。
附录B(规范性附录)塑料碾压中针孔的测定方法仪器和试剂配重海绵,尺寸为110mm×75mm×32mm的纤维素海棉用阻水粘合剂粘接到一块110mm ×75mm×32mm的钢板上,总质量为(800±50)g。
盘,深不小于15mm,最小尺寸为130mm×95mm。
吸水纸,白色,中速或中/快速滤纸或色谱纸。
平面玻璃。
染色溶液,1g/100mL的苋红水溶液,含%溴棕三甲铵(溴化十二(烷)基、十四(烷)基、十六(烷)基三甲铵的混合物)作为湿化剂。
试件的制备取5个状态调节过的袋或长小于250mm的卷材长度,取下塑料层,标识其外表面。
步骤在平面玻璃上放一张与试样相似规格的吸水纸,在放上供试膜,内表面面向吸水纸。
注:角撑袋或卷材,塑料宜在一个塑料复合层的包括一个折叠区的上进行。
将染色液注入盘中,放入海绵1min,取出海绵,在盘边沥去多余的液体。
将海绵放在试样上,确保海绵的边缘离开试样边缘至少15mm, 放置2min。
取出海绵,检测吸水纸上是否因染色液穿透而被染色。
对其他试样重复此步骤。
试验报告报告吸水纸发生染色的样品数量。
附录C(规范性附录)纸/塑复合产品的剥离特性的测定方法仪器尺子,0.5mm分度。
步骤用手慢慢剥开热封连接处,目力检验整个热封宽度内热封线上没有大于10mm的纸片。
注:剥开热封线时,一般呈现出热封引起的无光泽的现象。
如果呈现有光滑面,则是表明未得到满意的热封。
在塑料膜内表面选5点测量其热封宽度。
试验报告报告热封平均和最小宽度(精确到0.5mm)和热封中的任何不完整情况或热封边缘处大于10mm的纸片。
附录D(规范性附录)袋和卷材热封连接处强度测定方法试件的制备干态从状态调节后的袋和卷材上与热合线成直角地切取5个足够长的试件,各宽(15±mm,并使接合处位于各条的中央。
干态,灭菌后的对纸袋或卷材进行灭菌操作循环,按描述制备5个试件。
湿态按描述制备5个试件。
临试验前,将各试件中央热部分浸入(23±2)℃的纯化水中,浸泡1min后取出试件,用吸水纸垫擦去多余的水按进行试验。
湿态,灭菌后的按规定对纸袋或卷材进行灭菌操作循环, 再按描述制备试件。
重复其他试件所用的步骤。
仪器灭菌器,符合EN285和EN1422的灭菌器,操作循环应调节在包装材料制造商规定的限度内,对灭菌器的供给(蒸汽、空气、水等)应在EN285和EN1422规定的范围内。
连续分离速率的拉伸试验机,能使其以±10mm/min的速率测定断裂时拉伸力,精度为±1%。
步骤用一个夹具夹持塑料复合膜的自由端,另一个夹具夹持纸的自由端,使尾部无支撑地悬放,以(200±10)mm/min的速率将热封界面剥离,记录最大力。
试验报告报告各试件热封强度(以N每15mm宽度表示)。
附录E(规范性附录)纤维测定方法仪器压敏粘贴胶带,宽25mm, 按以下所述将胶带粘贴到纸上,然后再剥开足以带下表面纤维。
光滑的滚子,宽200mm,质量为(10±)kg。
步骤在入射水下目力检验待形成热封的纸的机器方向。
剪两个胶带,各长125 mm,将它们沿纸的贴在纸的机器方向贴在纸上,各端留出10mm的未粘贴部分,用滚子在胶带上各方向滚五次以确保良好的粘接。
但不要对滚子施加任可压力。
握持胶带的未粘接端约45°角缓慢而平稳地拉起,一个方向剥离一胶带,在相对的方向剥离另一个胶带。
检验纸和胶带的表面,目力评价哪个拉伸方向对的纸表面的破坏最小。
试验报告记录对纸表面引起最小破坏的剥离方向。
附录F尺寸与公差(资料性附录)对于本标准的产品规格宜由以参照以下特性来确定。
—打开后的角撑宽是外部测量的外角撑折叠至内角撑折叠距离的两倍。
—无角撑袋:总宽×总长;—角撑袋:背纸宽×角撑宽×长;—无角撑卷材:总宽×总长;—角撑卷材:背纸宽×角撑宽×总长;公差卷材总长宜不小于标示长度。
其他所有尺寸的公差宜是±3mm。
规格公称规格宜由供需双方协商(见)。
注:表中示出了最常用的规格范围。
表规格范围附录G(资料性附录)参考文献[1] 欧洲药典第二版第II部。