2020年车、铣、刨磨、镗的区别
车铣刨磨钻镗的精度
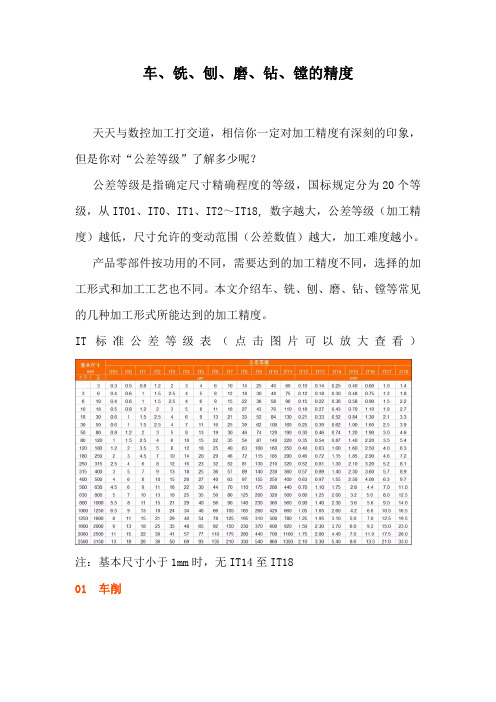
车、铣、刨、磨、钻、镗的精度天天与数控加工打交道,相信你一定对加工精度有深刻的印象,但是你对“公差等级”了解多少呢?公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18,数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
产品零部件按功用的不同,需要达到的加工精度不同,选择的加工形式和加工工艺也不同。
本文介绍车、铣、刨、磨、钻、镗等常见的几种加工形式所能达到的加工精度。
IT标准公差等级表(点击图片可以放大查看)注:基本尺寸小于1mm时,无IT14至IT1801车削工件旋转,车刀在平面内作直线或曲线移动的切削加工。
车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
车削加工精度一般为IT8~IT7,表面粗糙度为1.6~0.8μm。
1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20~10μm。
2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~0.16μm。
3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7~IT5,表面粗糙度为Rα0.04~0.01μm,这种车削称为"镜面车削"。
02铣削铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。
适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。
按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削的加工精度一般可达IT8~IT7,表面粗糙度为6.3~1.6μm。
1)粗铣时的加工精度IT11~IT13,表面粗糙度5~20μm。
2)半精铣时的加工精度IT8~IT11,表面粗糙度2.5~10μm。
3)精铣时的加工精度IT16~IT8,表面粗糙度0.63~5μm。
车削钻削铣削镗削磨削的特点及应用范围 -

车削、钻削、铣削、镗削、磨削、的特点及应用范围 - 车削、钻削、铣削、镗削、磨削、的特点及应用范围车削特点(1)易于保证工件各加工面的位置精度(2)切削过程较平稳避免了惯性力与冲击力,允许采用较大的切削用量,高速切削,利于生产率提高。
(3)适于有色金属零件的精加工(4)刀具简单车刀制造、刃磨和安装均较方便。
应用范围(1)车削适合于加工各种内、外回转表面。
车削的加工精度范围为IT13~IT6,表面粗糙度Ra值为12.5~1.6 。
(2)车刀结构简单,制造容易,便于根据加工要求对刀具材料、几何角度进行合理选择。
车刀刃磨及装拆也较方便。
(3)车削对工件的结构、材料、生产批量等有较强的适应性,应用广泛。
除可车削各种钢材、铸铁、有色金属外,还可以车削玻璃钢、夹布胶木、尼龙等非金属。
对于一些不适合磨削的有色金属可以采用金刚石车刀进行精细车削,能获得很高的加工精度和很小的表面粗糙度值。
(4)除毛坯表面余量不均匀外,绝大多数车削为等切削横截面的连续切削,因此,切削力变化小,切削过程平稳,有利于高速切削和强力切削,生产效率高。
磨削:特点(1)磨削加工可以获得较高的加工精度和很小的表面粗糙度值。
(2)磨削不但可以加工软材料,如未淬火钢、铸铁和有色金属等,而且还可以加工淬钢及其他刀具不能加工的硬质材料,如瓷件、硬质合金等。
(3)磨削时的切削深度很小,在一次行程中所能切除的金属层很薄。
(4)当磨削加工时,从砂轮上飞出大量细的磨屑,而从工件上飞溅出大量的金属屑。
磨屑和金属屑都会使操作者的眼部遭受危害,尘未吸入肺部也会对身体有害。
(5)由于砂轮质量不良、保管不善、规格型号选择不当、安装出现偏心,或给进速度过大等原因,磨削时可能造成砂轮的碎裂,从而导致工人遭受严重的伤害。
(6)在靠近转动的砂轮进行手工操作时,如磨工具、清洁工件或砂轮修正方法不正确时,工人的手可能碰到砂轮或磨床的其他运动部件而受到伤害。
(7)磨削加工时产生的噪音最高可达 110dB以上,如不采取降低噪声措施,也会影响健康。
盘点车、铣、刨、磨、钻、镗、冲、锯、插等常见机械加工方法
盘点车、铣、刨、磨、钻、镗、冲、锯、插等常见机械加⼯⽅法
机械加⼯⽅法主要有:车、铣、刨、磨、钻、镗、冲、锯、插等⽅法。
当然还可以包括线切
割、铸造、锻造、电腐蚀、粉末加⼯、电镀、各种热处理等。
车:有⽴车、卧车;新设备有数控车,主要加⼯回转体;
铣:有⽴铣、卧铣;新设备有数控铣,也叫加⼯中⼼;主要加⼯槽和外形直线⾯,当然也可以
两轴或者三轴联动加⼯弧⾯;
刨:主要加⼯外形直线⾯,正常情况下加⼯出来的表⾯粗糙度没有铣床⾼;
磨:有平⾯磨、外圆磨、内孔磨、⼯具磨等;⾼精度表⾯的加⼯,加⼯出来的⼯件表⾯粗糙度
特别⾼;
钻:孔的加⼯;
镗:直径较⼤、精度较⾼的孔的加⼯,较⼤⼯件外形的加⼯。
镗:主要是通过镗⼑或者⼑⽚镗
削内孔;
冲:主要是通过冲床冲压成型,可以冲圆或异形孔;
锯:主要是通过锯床切割加⼯,常⽤于下料⼯序。
锯床有圆锯床、带锯床、⼸锯床形式;
插:可以理解为⽴起来的刨床,⾮常适合⾮完整圆弧加⼯;
欢迎⼤家在评论处补充你认为⽂章中有解释不对或⽋缺的部分,这样下⼀个阅读的⼈就会学到
更多,你知道的正是⼤家需要的。
车床、铣床、刨床、磨床的加工范围
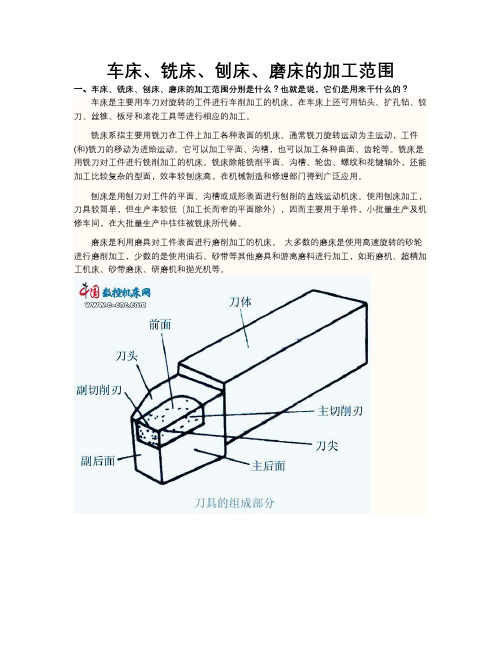
车床、铣床、刨床、磨床的加工范围一、车床、铣床、刨床、磨床的加工范围分别是什么?也就是说,它们是用来干什么的?车床是主要用车刀对旋转的工件进行车削加工的机床。
在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床是用铣刀对工件进行铣削加工的机床。
铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用。
刨床是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。
使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。
磨床是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
二、普通车床粗加工每小时加工量是多少?以轴类尺寸大概1000-1500mm.毛坯外圆200-350mm。
这个要根据加工轴的复杂程度和机床性能来计算,首先确定要车几刀,再根据转速、进给量可以算出车床真真在车的时间,再加上装夹等辅助时间就可以算出一根轴的加工时间的。
规定转速和进给量的话人的影响就相对较小了,算出来的时间一般要考虑放点余量。
假设φ90*1000的毛坯轴,出车后尺寸是左端直径83mm、长度200,中间直径87mm,长度100,右端直径83,长度700.那么如果是630车床东边车3.5mm应该没有问题,前提是你这台车床只用作粗车的。
用中心架的话,是装夹2次,打2个中心孔、车平面2刀,车外圆3到,装夹1次估计2分钟,2次4分钟。
打中心孔1次1分钟,2次2分钟。
车平面假设转速450转/分,进给量0.3mm/转,每车1平面时间为45/0.3/450=0.33分钟,两次为0.67分钟,取整为1分钟。
车铣刨磨镗机加工简介
机加工简介车床(lathe;turning machine):主要用车刀在工件上加工旋转表面的机床。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,以圆柱体为主,是机械制造和修配工厂中使用最广的一类机床。
铣床(milling machine)系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
刨床( planer,planing machine)是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。
使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。
在刨床上可以刨削水平面、垂直面、斜面、曲面、台阶面、燕尾形工件、T形槽、V形槽,也可以刨削孔、齿轮和齿条等。
磨床(grinder,grinding machine)是利用磨具对工件表面进行磨削加工的机床。
大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
镗床(Boring machine)主要是用镗刀在工件上镗孔的机床,通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它的加工精度和表面质量要高于钻床。
镗床是大型箱体零件加工的主要设备。
车床又称机床,使用车床的工人称为“车工”,在机械加工行业中车床被认为是所有设备的工作“母机”。
车床主要用于加工轴、盘、套和其他具有回转表面的工件,以圆柱体为主,是机械制造和修配工厂中使用最广的一类机床。
铣床和钻床等旋转加工的机械都是从车床引伸出来的。
在我国香港等地也有人叫旋床。
中文名称:车床英文名称:lathe;turning machine定义:主要用车刀在工件上加工旋转表面的机床。
应用学科:机械工程(一级学科);切削加工工艺与设备(二级学科);金属切削机床-各种金属切削机床(二级学科)车床是主要用车刀对旋转的工件进行车削加工的机床。
车铣刨磨钻镗
车铣刨磨钻镗车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
车铣刨磨镗简介

金属切削加工车铣刨磨钻镗是什么用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
(10)专用铣床:例如工具铣床:用于铣削工具模具的铣床,加工精度高,加工形状复杂。
机械加工有什么种类
be bad for be full of be sure of/about __________ be used to be strict with sb. be strict in sth. be busy with sth. be late for be angry with sb. be pleased with sb. be interested in be different from __________ be proud of
考点直击
考|点|4 含有介词的重点短语 在家 在学校 在工作 立刻 在晚上 在一年中不好的时节 year在……的尽头 在……的开始 到达 同意某人 以……开始 擅长……
专题(五)
介词和介词短语
对……有害处 充满 确信 习惯于…… 对某人要求严格 对某事要求严格 忙于做某事 迟到 生某人的气 对某人感到满意 对……感兴趣 与……不同 对……感到自豪
她出生于五月十日的早晨。 We left ________ 2 o'clock. at 我们是两点钟离开的。
考点直击
专题(五) 介词和介词短语 2.after/in (1)“after+(具体时刻/从句)”表示“在……时刻之后”,常 用于过去时。 He said that he would be here ________ 5:00. after 他说他五点钟之后会来这儿。 (2)“in+(一段时间)”表示“在(多久)之后”,常用于将来时 。
考点直击
专题(五)
介词和介词短语
4.since/for (1)“since+(具体时刻/that从句)”表示“自从……起(一直到
现在)”。
since Uncle Li has worked in this factory ________ 2000. 李叔叔自从2000年起就在这家工厂工作了。 (2)“for+(一段时间)”表示“有……之久”。 for Uncle Li has worked in this factory ________ over 10 years.
[大全]车铣刨磨钻镗
![[大全]车铣刨磨钻镗](https://img.taocdn.com/s3/m/bf9d45413d1ec5da50e2524de518964bcf84d2ff.png)
车铣刨磨钻镗车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
车铣刨磨钻镗

车铣刨磨钻镗一、车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
二、铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
[整理版]车铣刨磨镗等各类加工类机床有什么差别,如何区分
![[整理版]车铣刨磨镗等各类加工类机床有什么差别,如何区分](https://img.taocdn.com/s3/m/ddfce709c4da50e2524de518964bcf84b9d52d93.png)
一、车铣刨磨镗等各种加工类机床有什么区别,怎么区分车:一般是工件旋转。
铣:是刀盘旋转,加工平面,键槽,一般比较光滑。
刨:刀具相对工件运动,并且接触工件,产生铁花,加工工件明显有条纹纹理。
磨:是砂轮高速旋转,快速从工件表面过,一般进给只有0.1mm左右,表面精度比铣的还要高。
镗:一般是加工内孔,镗床是刀具旋转,工件移动进给。
车是加工轴类。
圆盘。
螺纹铣是加工齿轮花键键槽刨是加工键槽平面沟槽磨是加工圆的内外表面及平面镗是加工孔和平面二、车、铣、刨、磨、钻、镗、插床、齿加工机床等设备的用途及设备是如何工作的车床:车削加工机械,加工轴类工件,精度高,属于精加工机床.铣床:铣床分类很多,有平铣床\孔铣床\齿轮铣床等,多了我也不知道了,铣床多加工齿面或者光滑交合面.刨床:这个东西其实和车床的用途一样,都是表面精加工机床,不过刨床是用来加工精度比较高的平面,或者在同一平面的几个面之间找平.磨床:粗加工机床,磨床很多,大小不一,小的砂轮机也属于磨床,有些磨床多用于表面光洁度的加工,利用告诉磨片的摩擦来给工件表片抛光.钻床:这个东西顾名思义,家里的电钻什么用途它就是什么用途了,只是大型结构件上的孔直径大,用手握电钻很费力,而且很难保证加工精度,所以钻床就是高精度钻孔用的机床了.镗床:工件内壁加工用的机床,简单说汽车发动机的汽缸,精加工内壁或者加大内壁恢复圆度都使用镗床.插床我没见过,齿加工机床属于铣床类别.三、金属切削加工车铣刨磨钻镗是什么车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
车、铣、刨、磨、钻、镗分别能达到什么样的精度“公差等级”?
车、铣、刨、磨、钻、镗分别能达到什么样的精度“公差等级”?我们天天与数控加工打交道,相信你一定对加工精度有深刻的印象,但是你对用于表达加工精度的“公差等级”了解多少呢?公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
产品零部件按功用的不同,需要达到的加工精度不同,选择的加工形式和加工工艺也不同。
本文介绍车、铣、刨、磨、钻、镗等常见的几种加工形式所能达到的加工精度。
01车削工件旋转,车刀在平面内作直线或曲线移动的切削加工。
车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
车削加工精度一般为IT8~IT7,表面粗糙度为1.6~0.8μm。
1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20~10μm。
2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10~IT7,表面粗糙度为Rα10~0.16μm。
3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7~IT5,表面粗糙度为Rα0.04~0.01μm,这种车削称为"镜面车削"。
02铣削铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。
适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。
按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削的加工精度一般可达IT8~IT7,表面粗糙度为6.3~1.6μm。
1)粗铣时的加工精度IT11~IT13,表面粗糙度5~20μm。
2)半精铣时的加工精度IT8~IT11,表面粗糙度2.5~10μm。
3)精铣时的加工精度IT16~IT8,表面粗糙度0.63~5μm。
03刨削刨削加工是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。
车、铣、刨磨、镗的区别之欧阳理创编

车床,铣床,刨床,磨床,镗床,加工的区别1. 概述刨床系指用刨刀加工工件表面的机床。
刀具与工件做相对直线运动进行加工,主要用于各种平面与沟槽加工,也可用于直线成形面的加工。
按其结构可分为以下类型:(1)悬臂刨床:具有单立柱和悬臂的刨床,工作台沿床身导轨作纵向往复运动,垂直刀架可沿悬臂导轨横向移动、侧刀架沿立柱导轨垂向移动。
(2)龙门刨床:具有双立柱和横梁,工作台沿床身导轨作纵向往复运动,立柱和横梁分别装有可移动侧刀架和垂直刀架的刨床。
(3)牛头刨床:刨刀安装在滑枕的刀架上作纵向往复运动的刨床。
通常工作台作横向或垂向间歇进给运动。
(4)插床(立刨床):该类机床刀具在垂直面内作往复运动,工作台做进给运动。
磨床系指用磨具或磨料加工工件各种表面的机床。
一般用于对零件硬表面做磨削加工。
通常,磨具旋转为主运动,工件或磨具的移动为进给运动,其应用广泛、加工精度高、表面粗糙度Ra值小,磨床可分为十余种:(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。
(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。
(3)座标磨床:具有精密座标定位装置的内圆磨床。
(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
(5)平面磨床:主要用于磨削工件平面的磨床。
(6)砂带磨床:用快速运动的砂带进行磨削的磨床。
(7)珩磨机:用于珩磨工件各种表面的磨床。
(8)研磨机:用于研磨工件平面或圆柱形内,外表面的磨床。
(9)导轨磨床:主要用于磨削机床导轨面的磨床。
(10)工具磨床:用于磨削工具的磨床。
(11)多用磨床:用于磨削圆柱、圆锥形内、外表面或平面,并能用随动装置及附件磨削多种工件的磨床。
(12)专用磨床:从事对某类零件进行磨削的专用机床。
按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。
钻床系指主要用钻头在工件上加工孔的机床。
车、铣、刨、磨、钻、镗等加工精度详解
一、车削工件旋转,车刀在平面内作直线或曲线移动的切削加工。
车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。
车削加工精度一般为IT8—IT7,表面粗糙度为1.6—0.8μm。
1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20—10μm。
2)半精车和精车尽量采用高速而较小的进给量和切削深度,加工精度可达IT10—IT7,表面粗糙度为Rα10—0.16μm。
3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,可使加工精度达到IT7—IT5,表面粗糙度为Rα0.04—0.01μm,这种车削称为"镜面车削"。
二、铣削铣削是指使用旋转的多刃刀具切削工件,是高效率的加工方法。
适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。
按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
铣削的加工精度一般可达IT8—IT7,表面粗糙度为6.3—1.6μm。
1)粗铣时的加工精度IT11—IT13,表面粗糙度5—20μm。
2)半精铣时的加工精度IT8—IT11,表面粗糙度2.5—10μm。
3)精铣时的加工精度IT16—IT8,表面粗糙度0.63—5μm。
三、刨削刨削加工是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。
刨削加工精度一般可达IT9—IT7,表面粗糙度为Ra6.3—1.6μm。
1)粗刨加工精度可达IT12—IT11,表面粗糙度为25—12.5μm。
2)半精刨加工精度可达IT10—IT9,表面粗糙度为6.2—3.2μm。
3)精刨加工精度可达IT8—IT7,表面粗糙度为3.2—1.6μm。
四、磨削磨削是指用磨料,磨具切除工件上多余材料的加工方法,属于精加工在机械制造行业中应用比较广泛。
磨削通常用于半精加工和精加工,精度可达IT8—IT5甚至更高,表面粗糙度一般磨削为1.25—0.16μm。
金属切削加工车铣刨磨钻镗简介
金属切削加工车铣刨磨钻镗等简介1、CKG40T是高速精密数控车床,C是指车床系列,K指数控机床系列,G是指高精密的,40指可加工最大直径代号,加工最大直径为400mm。
2、XQ6225,X表示铣床,Q表示轻便铣床,6表示卧式铣床,2表示万能升降台铣床,25表示工作台宽度的1/10(250mm)。
机床型号是机床产品的代号,用以简明的表示机床的类型、通用和结构特性、主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成,适用于各类通用机床和专用机床(组合机床除外)。
1.通用机床型号的编制方法(1)机床的类代号用大写的汉语拼音字母表示,并按相应的汉字字意读音。
当需要时,每类又可分为若干分类,分类代号用阿拉伯数字表示,放在类代号之前,但第一分类不予表示。
机床的类代号、分类代号及其读音见表1。
表1 机床类代号和分类代号(2)机床的通用特性和结构特性代号通用特性代号位于类代号之后,用大写汉语拼音字母表示。
当某种类型机床除有普通型外,还有如表2所示的某种通用特性时,则在类代号之后加上相应特性代号。
如“CK”表示数控车床;如果同时具有两种通用特性时,则可按重要程度排列,用两个代号表示,如“MBG”表示半自动高精度磨床。
表2 机床通用特性代号对于主参数相同,而结构、性能不同的机床,在型号种用结构特性区分。
结构特性代号在型号无统一含义,它只是在同类型机床中起区分结构、性能不同的作用。
当机床具有通用特性代号时,结构特性代号位于通用特性代号之后,用大写汉语拼音字母表示。
如CA6140中的“A”和CY6140中的“Y”,均为结构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。
为了避免混淆,通用特性代号已用的字母和“L”、“0”都不能作为结构特性代号使用。
nextpage(3)机床的组别、系别代号组、系代号用两位阿拉伯数字表示,前一位表示组别,后一位表示系别。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作者:非成败
作品编号:92032155GZ5702241547853215475102
时间:2020.12.13
车床,铣床,刨床,磨床,镗床,加工的区别
1. 概述
刨床系指用刨刀加工工件表面的机床。
刀具与工件做相对直线运动进行加工,主要用于各种平面与沟槽加工,也可用于直线成形面的加工。
按其结构可分为以下类型:
(1)悬臂刨床:具有单立柱和悬臂的刨床,工作台沿床身导轨作纵向往复运动,垂直刀架可沿悬臂导轨横向移动、侧刀架沿立柱导轨垂向移动。
(2)龙门刨床:具有双立柱和横梁,工作台沿床身导轨作纵向往复运动,立柱和横梁分别装有可移动侧刀架和垂直刀架的刨床。
(3)牛头刨床:刨刀安装在滑枕的刀架上作纵向往复运动的刨床。
通常工作台作横向或垂向间歇进给运动。
(4)插床(立刨床):该类机床刀具在垂直面内作往复运动,工作台做进给运动。
磨床系指用磨具或磨料加工工件各种表面的机床。
一般用于对零件硬
表面做磨削加工。
通常,磨具旋转为主运动,工件或磨具的移动为进
给运动,其应用广泛、加工精度高、表面粗糙度Ra值小,磨床可分
为十余种:
(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形
外表面的磨床。
(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形
内表面的磨床。
(3)座标磨床:具有精密座标定位装置的内圆磨床。
(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由
导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。
(5)平面磨床:主要用于磨削工件平面的磨床。
(6)砂带磨床:用快速运动的砂带进行磨削的磨床。
(7)珩磨机:用于珩磨工件各种表面的磨床。
(8)研磨机:用于研磨工件平面或圆柱形内,外表面的磨床。
(9)导轨磨床:主要用于磨削机床导轨面的磨床。
(10)工具磨床:用于磨削工具的磨床。
(11)多用磨床:用于磨削圆柱、圆锥形内、外表面或平面,并能用随
动装置及附件磨削多种工件的磨床。
(12)专用磨床:从事对某类零件进行磨削的专用机床。
按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。
钻床系指主要用钻头在工件上加工孔的机床。
通常钻头旋转为主运动,钻头轴向移动为进给运动。
钻床结构简单,加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。
钻床可分为下列类型:
(1)台式钻床:可安放在作业台上,主轴垂直布置的小型钻床。
(2)立式钻床:主轴箱和工作台安置在立柱上,主轴垂直布置的钻床。
(3)摇臂钻床:摇臂可绕立柱回转、升降,通常主轴箱可在摇臂上作水平移动的钻床。
它适用于大件和不同方位孔的加工。
(4)铣钻床:工作台可纵横向移动,钻轴垂直布置,能进行铣削的钻床。
(5)深孔钻床:使用特制深孔钻头,工件旋转,钻削深孔的钻床。
(6)平端面中心孔钻床:切削轴类端面和用中心钻加工的中心孔钻床。
(7)卧式钻床:主轴水平布置,主轴箱可垂直移动的钻床。
镗床系指主要用镗刀在工件上加工已有预制孔的机床。
通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。
2. 按结构和被加工对象分
(1)卧式镗床:镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。
这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。
(2)坐标镗床:具有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。
(3)精镗床:用金刚石或硬质合金等刀具,进行精密镗孔的镗床。
(4)深孔镗床:用于镗削深孔的镗床。
(5)落地镗床:工件安置在落地工作台上,立柱沿床身纵向或横向运
动。
用于加工大型工件。
此外还有能进行铣削的铣镗床,或进行钻削的深孔钻镗床。
车床是指以工件旋转为主运动,车刀移动为进给运动加工回转表面的机床。
它可用于加工各种回转成型面,例如:内外圆柱面、内外圆锥面、内外螺纹以及端面、沟槽、滚花等。
它是金属切削机床中使用最广,生产历史最久,品种最多的一种机床。
车床的种类型号很多,按其用途,结构可分为:仪表车床、卧式车床、单轴自动车床、多轴自动和半自动车床、转塔车床、立式车床、多刀半自动车床、专门化车床等。
近年来,计算机技术被广泛运用到机床制造业,随之出现了数控车床、车削加工中心等机电一体化的产品。
铣床系指主要用铣刀在工件上加工各种表面的机床。
通常铣刀旋转运动为主运动,工件(和)铣刀的移动为进给运动。
它可以加工平面、沟槽,也可以加工各种曲面、齿轮等。
铣床的种类很多,按其结构分主要有:
(1)台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。
(2)悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂通常可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。
(3)滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。
(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
铣头装在横梁和立柱上,可沿其导轨移动。
通常横梁可沿立柱导轨垂向移动,工作台可沿床身导轨纵向移动。
用于大件加工。
(5)平面铣床:用于铣削平面和成型面的铣床,床身水平布置,通常工作台沿床身导轨纵向移动,主轴可轴向移动。
它结构简单,生产效率高。
(6)仿形铣床:对工件进行仿形加工的铣床。
一般用于加工复杂形状工件。
(7)升降台铣床:具有可沿床身导轨垂直移动的升降台的铣床,通常安装在升降台上的工作台和滑鞍可分别作纵向、横向移动。
(8)摇臂铣床:摇臂装在床身顶部,铣头装在摇臂一端,摇臂可在水平面内回转和移动,铣头能在摇臂的端面上回转一定角度的铣床。
(9)床身式铣床:工作台不能升降,可沿床身导轨作纵向移动,铣头或立柱可作垂直移动的铣床。
(10)专用铣床:例如工具铣床:用于铣削工具模具的铣床,加工精度高,加工形状复杂。
通俗的讲
车是加工轴类。
圆盘。
螺纹
铣是加工齿轮花键键槽
刨是加工键槽平面沟槽
磨是加工圆的内外表面及平面
镗是加工孔和平面
作者:非成败
作品编号:92032155GZ5702241547853215475102
时间:2020.12.13。