深圳XXXX公司的高频焊台电路图
中频电阻焊接系统介绍及接线图

中频电阻焊接系统目录一引言 (1)二中频电阻焊接系统组成 (1)三工作方式 (3)四编程器使用 (5)五功能设置 (6)六电流递增功能、电极修磨 (7)七电流监控 (8)八自由编程输出 (9)九压力步增功能 (10)十中频控制器故障及对策 (11)十一注意事项 (12)附表1 中频控制器编程参数表 (13)附表2 监视参数表 (18)附表3 规范选择输入(X11-4~X11-9)与起动的规范对应关系 (19)附图1 输入输出端子接线图 (21)附图2 中频控制器与变压器接线图 (22)附图3 气阀及风扇电源接线图 (23)一引言逆变焊机控制器的优势如图所示,中频逆变器输出电流为直流形式。
所以焊接过程更加容易控制,焊接速度更快,而且焊接过程更加稳定。
本机的焊接频率为1kHz,所以相对于50hz电源来说,电流的调节过程更快更准确。
如图所示:中频控制器控制的电流输出更加稳定。
电源频率中频逆变器输出电压输出焊接电流波形相对于普通的工频控制器,逆变中频控制器有着如下的优点:1.二次焊接回路中流过的电流是直流的。
因此由于深入焊接工件中不同的浸深而产生的二次回路中的感抗对焊接电流的影响大大减小。
2.焊接变压器的质量大大减轻。
3.电极寿命更长。
4.可以焊接铝和镀锌金属等材料,焊接结果良好。
5.尤其适合于三层板焊接、非常薄的材料的焊接以及精密焊接的要求。
6.少飞溅7.对于电流的控制提高了焊点的质量。
二中频电阻焊接系统组成如图所示:整个焊接系统由控制器、中频变压器、工件组成。
其中控制器又包含多个部分,有电源驱动、整流部分、电容板、IGBT、以及中心控制部分。
主要特点:1.输出电源频率:1KHZ,时间精度为 ms 级;2.可编程最多64套焊接规范;3.三段加热过程:预热、焊接、回火;其中焊接段中可以自己定义递增和递减段;4.可编程压力控制,最多可定义10个压力段;5.可编程输出I/O口:可编程3段输出,更好地与PLC、机器人等适配;6.焊点计数功能。
烽火WS系列焊机主板电路图

4
1 R77 1.5K
CH10 1
3
2
2
IC13 P521
R14
绿. 工作指示
CH3
D22
3K
Q1
R16
IC3
C4 220UF
8050 D33
R8 1K
R1
Q16
1K
R2 100K
3K
43 42 44 41
1 2 3 4
红
R17
1K
Q3 8050
R32
10K
R10
1K
1
4
R7
SCR3
2
6
光偶合
200
3
4
D34
R81
接氩弧焊/手工焊转换
R82 100K
+15V
7
DISCHG OUT
3
6 2
THOLD CVOLT
TRIG GND
5 R79
6.8
R3 6.8K
C39
R80
2K Q14
Q15 A1442
21 22
C10
D19
47UF
CH7
+15V
C19
+24V
3 Vout
Vin 1
D16
D18
R5 200
CN1
C
8050
4.7K
1K
5 4 3 2 1
2 1
高频控制/取压
接气体延时电位器
2 1
35 34
R12
CN11
1K
D1
R13
200
+15V
40 39 38 37 36 CN12
R64
高频电路实验指导书图模板
实验一高频小信号调谐放大器实验目的小信号调谐放大器是高频电子线路中的基本单元电路,主要用于高频小信号或微弱信号的线性放大。
在本实验中,经过对谐振回路的调试,对放大器处于谐振时各项技术指标的测试(电压放大倍数,通频带,矩形系数),进一步掌握高频小信号调谐放大器的工作原理。
学会小信号调谐放大器的设计方法。
二、实验内容1、调节谐振回路使谐振放大器谐振在10.7MHz。
2、测量谐振放大器的电压增益。
三、实验仪器1、20MHz模拟示波器一台2、数字万用表一块2、实验参考电路图1-4单级调谐放大器五、实验步骤参考所附电路原理图G2。
先调静态工作点,然后再调谐振回路。
1、在主箱上正确插好接收模块, 按照所附电路原理图G2, 对照接收模块中的高频小信号调谐放大器部分, 连接好跳线JA1, 正确连接电路电源线,+ 12V孔接+12V, + 5V孔接+ 5V, GND接GND(从电源部分+12V 和+ 5V插孔用连接线接入),接上电源通电(若正确连接了,扩展板上的电源指示灯将会亮)。
2、K1 向右拨;3、调整晶体管的静态工作点:在不加输入信号(即u i=0) , 将测试点INA1 接地, 用万用表直流电压档(20V档)测量三极管QA1射极的电压(即测R4靠近QA1端的电压),调整可调电阻WA1,使U EQ=2.25V(即使l E=1.5mA),根据电路计算此时的U CEQU BQ, U , U EQ及I EQ 值。
4、调谐放大器的谐振回路使它谐振在10.7MHz方法是用BT-3 频率特性测试仪的扫频电压输出端和检波探头, 分别接电路的信号输入端INA1 及测试端TTA2, 经过调节y 轴, 放大器的”增益” 旋钮和”输出衰减”旋钮于合适位置, 调节中心频率刻度盘, 使荧光屏上显示出放大器的”幅频谐振特性曲线” , 根据频标指示用绝缘起子慢慢旋动变压器的磁芯, 使中心频率f o = 1 0 .7MHz 所对应的幅值最大。
936焊台的原理
936焊台的原理自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT 137截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT1 37的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T 2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
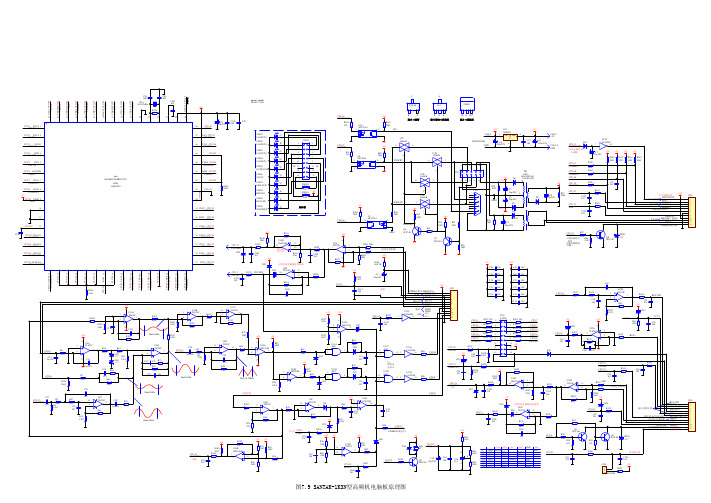
图7.9 SANTAK-1K3N型高频机电脑板原理图
40
黄
U7A 14066B RXDCPU
2 +Vcc 1 +5V
9
GND2
D9
C4 22μ/50V
39 CN6/7 CPU/39
11
38 Q5/B
CPU/38 BUZ
CPU/46 CPURXD
4 3
U3 NEC2561
1 SNMPSIG 2
GND2
CPU/12 C110
12
37 U10/13 CPU/37
34 U22/5
CPU/34 BUS.PWM
DC:2V0 AC:7V7
R205 5101 C250 104
1
U9A TL074C
3 2
R201 2002 R200 2002 R202 6801
-Vcc
逆变过零检 测
+12V
R138 4701
R203
11
33
U8/13 CPU/33 CLOCK CPU/5 INV120 C101 102 R133 1001
+5V 14 +5V
CPU/32 3525OFF R148 1783 U10C LM339M
9 8
R304 R305 C47 102 100 C46 102 100
CPU/35 3PFCOFF
52μS,19.23KHz R24 1002
6
15
C18 221
13
R211 5101 C251 104
14
+5V
CPU/48 CN2/6 U4/1 CPU/47 CPUTXO U3/4 CPU/46 CPURXO CPU/45
C8 10μ/50V
采用LM358的936焊台控制电路详细说明_自制

采用LM358的936焊台控制电路详细说明_自制制作人:何惠森2013/6/16936焊台电路原理图:备注:本款936采用的是单IC结构(LM358双运放),电路相对简单,已被多个品牌使用(1321发热芯)白光原厂控制电路加入了运放作缓冲器以及控制芯片C1701,所以结构更复杂一些,但基本结构相似说明:供电部分1)变压器通常为220V AC转24V AC,功率在100W左右,部分品牌有使用28V AC或32V AC的本电路采用4Ω的发热丝,则极限功率 (24V/4Ω)2 x 4Ω =144W2)为了简便使用,电路仅采用D1和D3两个1N4007构成半桥整流,只要C1电容足够大,就可以保证LM358的供电正常。
3)由于本结构中LM358需要控制没有经过整流的可控硅和发热丝电路,所以采用的是双电源结构,即通过两个7.5V稳压管(ZD1和ZD2)形成正负电源。
分别接到358的VCC端(8脚)和VEE端(4脚)4)为便于说明,我们将热电偶的负极端(Rx-)定义为0电位,故如图所示,两个稳压管两端分别为+7.5V和-7.5V。
且每个稳压管上各串了一个限流电阻,所以有358的VCC端(8脚)与热电偶的负极端(Rx-)之间的电压略大于+7.5V,358的VEE 端(4脚)与热电偶的负极端(Rx-)之间的电压略低于 - 7.5V。
5)两个稳压管(ZD1和ZD2)也可以使用9V的稳压管6)整流二极管D3上并联了一个330Ω的电阻R8,其作用是在交流电压较低时通过C1给双向可控硅微供电,防止可控硅关死。
控制部分1)热电偶通过航空插头的RX+和RX-两端接到358第一个放大器的两个输入端上,注意,热电偶是有正负极的,有些厂家用的是没有极性的热电阻替代的。
2)本电路中热电偶常温阻抗约在50Ω左右,随温度变化正比例变化。
300O C时阻抗约在90Ω左右。
3)RX+和RX-两端之间的电压是由热电偶电阻与电阻R4串联分压得到的,例如:热电偶阻抗(300O C)=90Ω,本电路R4=1KΩ,以RX-为0电位参考,得到RX+的电压为7.5V x 90Ω/(90Ω+1KΩ)=619mV 4)RX+和RX-两端之间的电压差通过358的第一个放大器进行电压放大,得到温度采样点评,此时微调旋钮VR2可以根据R3还有R6的比例关系控制放大的倍数。
图6.2 SANTAK-3KVA型高频机电脑板原理图

正值负向有源精密 检波器 U22C D25 10 074C
8
C33
104
+12V
48 R145 3002 C103
9
R210 3002 R92 2001
CPU/63 +BUS.V C111 103
D28 48 R155 +BUS/+ 102
高压控制反馈
13
C29 L.C/+1 221 R58 CN3/12 L.C/R110 150k
U22B 074C
7
R168 102 C71 472
BUS.VFB
R41 R127 1053 1783
+5V
D18 48 CPU/2 BAT.V R93 4992 C57‘ 104
3
D37 48 LOAD55% CPU/8 LOAD95% CPU/14 FAULT CPU/16 INVERTER CPU/30 LINELED CPU/27
14
R283 5601
5 6
U9B 074C
7
10
D2 48
9
R147 472
ZD2 3V3
R15 682
R86 4992
8
9
C20 C19 472 C59
104
C36
104
过载检测
R14 3002
R12 6k8 D35 48 CPU/4 过零 LODC C57 221 R250 1001
+12V +5V +5V
34
R205 5k1 C250 104
1
U9A 074C
3 2
R201 2002 INV.L3 R200 2002 R202 682
高频电子线路9-2 56页PPT文档

长期频稳度 测试时间分别为一天以上,主要取决于元器件的老化特性.
短期频稳度 测试时间分别为一天以内,主要取决于电源电压和环境温
度的变化以及电路参数的变化等等。 瞬时频稳度
测试时间分别为一秒以内,与元器件的内部噪声有关。
通常所讲的频率稳定度一般指短期频稳度, 定义为
f0
f0
lim1 n
n n
V115 1000 p
L1 0 9
L1 1 0
L1 1 1
47
L108 7 p 11 p 11 p
7p
V1 1 4
13.8 V 8.3 V
2200p
0.047 2200p 2200p
2200p 2200p 2200p
2200p
V1 0 4
V1 0 5 1k
0.1 1000p
10 k
图 3.4.3 TW-42超短波电台发信机高频功放部分电路图
Rs
+
Us
-
1 I 2 2I
+
++
U
U
- 3
-
I 4
U
RL
-
图 3.3.2 4∶1阻抗变换器
1.8 k V1 Cc1 47
+ 28 V
1.2 k
Cc2
V2
50
12
图 3.3.3 宽带高频功率放大电路
3.3.2功率合成
利用多个功率放大电路同时对输入信号进行放大, 然后设 法将各个功放的输出信号相加, 这样得到的总输出功率可以远 远大于单个功放电路的输出功率,这就是功率合成技术。 利用功率合成技术可以获得几百瓦甚至上千瓦的高频输出功率。
③ 环路增益相位在振荡频率点应为2π的整数倍, 即 环路应是正反馈。
图5.4 SANTAK-1053型高频机电脑板原理图

CN2/27
+12V
R68 1003
+5V
+12V-1 +12V
+5V
CN2/6 R70 511 CN3
1 2
55
31
CN2/28
5
U5A LM339
R65 1002
2
3
+12V-1 +12V +5V GND U4/1 U4/2
CN2/1 CN2/2 CN2/3 CN2/4 CN2/5
R101 301/1W C4 10μ/50V
18
NC
R97 1002 U12 NEC2561
4 3
+10V
D22 4937 C47 100μ/50V
R96 4991
Q5 C1815
TX1 EE16 10 9 1 2 8 3 7 4 6 CN2/49 D19 4937 CN2/50 C45 47μ/50V C24 104
-8V
C40
220
67
19
16
10
R35 511
48
CN2/38
C2 221
9
下臂驱动信号
GND
CN2/21 CN2/22 U1/10 E/+检测 E/-检测 U11/10 Q15/B/R115 Q16/B/R125 GND U9/12/R107 U9/5/R99 CN2/23 CN2/24 CN2/25 CN2/26 CN2/27 CN2/28 CN2/29 CN2/30 CN2/31 CN2/32 CN2/33 CN2/34 CN2/35 CN2/36 CN2/37 CN2/38 CN2/39 CN2/40 CN2/41 NC NC NC NC NC NC NC TX1/4 AC电压 TX1/3 CN2/42 CN2/43 CN2/44 CN2/45 CN2/46 CN2/47 CN2/48 CN2/49 CN2/50 R76 1002 R75 1002 R14 4992
936恒温烙铁电路图

936恒温烙铁电路图恒迪烙铁头五⾦⼯具,专业电⼦焊接⼯具提供商,为全国的电⼦⼚家,商家提供优质价廉的
焊接⼯具,具有⼴泛的客户基础,和多年的焊接⼯具销售经验,专业提供万向⾃动焊锡机,环保烙铁头,⽆铅焊台,电烙铁,发热芯,特殊烙铁头加⼯。
同时提供对使⽤过程中出现的各类相关问题进⾏信息咨询和相互交流。
936恒温烙铁电路图:
上图是⽩光936烙铁控制电路 ,936烙铁是⼀种可恒温、低电压、长寿命烙铁,具有可靠接地线,并与市电隔离,其控制电路由两部分组成(见附图所⽰).⼀路以 IC2-3(运放)、VR、IC2-2(运放)组成的可调基准电压电路;另⼀路以与加热丝L2(图中的Heater)绕在⼀起的温度传感电阻丝RT、IC2-4、IC2-1组成的温控电路。
这两部分控制信号.分别输⼊⾄ICl(C1701C)③脚和④脚,经⽐较处理后从⑥脚输出触发控制双向可控硅Q1的导通⾓,以调节L2(加热丝)的加热功率来调温/恒温。
附:IC1(C1701C)引脚功能描述,
1—基准电压输出(3.7-4.2V);
2—⽐较放⼤器的输出端;
3—⽐较放⼤器的反相输⼊端;
4—⽐较放⼤器的同向输⼊端;
5— 电源(-8V)输⼊端;
6—脉冲输出端;
7—GND;
8—同步信号输⼊端,⼯作电流 40mA,同步信号电流5mA(RMS)。
IC2是⼀个普通的四运放LM324 更多知识。
焊台的原理

自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT1 37截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT13 7的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
936焊台地原理

自制936焊台的原理分析和测试报告自制936焊台的原理分析和测试报告(国产控制板+二手白光手柄+二手白光头)原创:wxleasyland日期:2009年7月-8月本文引用了部分SHENGMG、别人或其它论坛的图片。
一、各个部分分析1.控制板原理分析控制板是向论坛或淘宝的SHENGMG买的,板30元,航空插头7元,邮费10元。
这个板的原理和HAOSEN 936B型恒温铬铁原理图是一样的。
下面是网上流传的HAOSEN 936B型恒温铬铁的原理图(可放大),画得很乱,看不懂吧:下面是我画的SHENGMG板原理图(可放大),容易看懂了吧:SHENGMG板的R13未接(实际是不好的,应该要接)。
R10是150欧。
ZD4是4.3V的。
原理分析:由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx 反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。
烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。
再进入第二个LM358进行电压比较。
ZD2和ZD4之间提供设定电压,由电位器W控制。
我们通过调节W,来设定焊台的温度。
温度低时,Rx上电压不高,第二个LM358输出为负电压,Q2导通,BT137导通,对芯加热。
达到设定温度时,第二个LM358输出为正电压,Q2截止,BT1 37截止,停止加热。
注意,这里ZD2和ZD1给LM358提供正负电压,相当于是双电压供电,ZD2的正极可认为是零点。
R8的作用是:触发BT137导通。
C2上的电压通过R8、BT137的T1端、BT13 7的G端、Q2、R17,再回到C2,这样使BT137控制端G导通,从而BT137的T2、T1端得以导通。
2.白光手柄和分析二手白光手柄是在TAOBAO上给ROOR买的,加一个二手白光3C头,加邮费,一百多元了。
手柄锈迹斑斑,橡胶套烂得不成样子,上面的K头也已经很烂了,也生锈了。
自制936焊台的原理分析和测试报告

6.43
995
136.17
356
352
566
210
烙铁头有点变黑,变黑得快
温度越高时,芯和头之间的温度差越大。
这个温度差,个人觉得原因是:热电阻测的是烙铁芯内部的温度,通过热传递到烙铁头焊锡处后,就有一定的温度差了,而烙铁温度计直接测的是烙铁头焊锡处的温度。另外,烙铁芯和烙铁头内孔之间还有0.15mm的距离,也影响了热传递。
烙铁头内孔与烙铁芯之间有0.3mm的空隙,并没有完全匹配。(如果是旧的K头,就是0.6mm了,超级大)
套管与螺纹头之间有一定的间隙。
烙铁头可以被磁铁吸起来,3C的内孔有光亮铜色。符合白光头性质。
发热丝在常温下测电阻是3Ω多,加热后,拔下来再测电阻是6Ω多。电阻不大,可能温度还不够高。
936烙铁芯A1321,里面的温度传感器是热电阻,不是热电偶,特性符合热电阻的性质。(国产焊台有的是用1322芯,就不一样了)
原理分析:
由双向可控硅BT137控制对烙铁芯中加热丝的通电,由烙铁芯的热电阻Rx反馈温度。
温度检测是通过电压比较来实现,ZD2提供稳压电压,通过R4、Rx分压。烙铁温度越高,热电阻Rx越大,Rx上的电压越大。
Rx上的电压被第一个LM358放大,放大倍数由微调电阻VR2控制。再进入第二个LM358进行电压比较。ZD2和ZD4之间提供设定电压,由电位器W控制。我们通过调节W,来设定焊台的温度。
2.SHENGMG板的R13未接,实际是不行的,这样ZD4未达到工作电流,稳压值未达到规定的稳压值,实测其稳压值是3.21V左右。接上R13后(电路板的VR1处需要短路掉),再测ZD4的稳压值是4.37V,正常了。ZD4的电压值影响到最小的温度值,ZD4电压升高后,最小温度值比较合理了。