尺寸链计算-等公差等级法-平均公差等级系数a的详解
公差等级系数a值 -回复

公差等级系数a值-回复公差等级系数是机械工程中一个关键的概念,它用于衡量零件尺寸与公差之间的关系。
在设计和制造过程中,公差的选择对产品的质量和性能至关重要。
本文将一步一步地回答关于公差等级系数a值的问题,并探讨其在机械工程中的应用。
一、公差等级系数a值是什么?公差等级系数a值是根据国际标准ISO 286确定的。
它代表了零件公差与基准尺寸之间的关系。
公差等级系数a值的大小影响着公差带宽度和公差范围的选择。
通常情况下,a值越小,公差范围越窄,零件尺寸越精确。
二、如何确定公差等级系数a值?确定公差等级系数a值的方法主要有两种:一是根据零件尺寸的重要程度和使用要求进行选择,二是根据设计师的经验和实践进行估算。
在实际工程中,通常将a值分为14个等级,从0至13,每个等级代表着特定的公差带宽度和公差范围。
三、公差等级系数a值的应用公差等级系数a值在机械工程中有广泛的应用。
下面将从几个典型的应用角度来介绍。
1. 设计和制造在机械零件的设计和制造过程中,公差等级系数a值的选择对产品的精度和性能有着直接的影响。
根据具体的工作要求和零件功能,确定合适的a值可以确保零件的互换性、装配性和可靠性。
在传动装置、精密仪器和航空航天等领域尤为重要。
2. 工艺控制在加工过程中,公差等级系数a值的合理选择可以实现工艺控制的要求。
通过对a值的调整,可以平衡零件尺寸和表面质量之间的关系,最终确保零件的质量和性能。
工艺参数的优化和控制是提高零件加工精度和降低成本的重要手段。
3. 质量管理在质量管理中,公差等级系数a值的选取对产品的质量评估和测试有着重要的影响。
通过合理选择a值,可以确保产品的质量符合设计要求,并便于检验和测量。
同时,a值还可以用于产品的质量控制和改进,帮助提高产品的合格率和可靠性。
总结:公差等级系数a值是机械工程中一个重要的概念,它直接关系着零件的尺寸精度、装配性和可靠性。
通过合理选择a值,可以实现工艺控制、质量管理和产品性能的优化。
尺寸链计算及公差分析ppt课件
最新课件
5
(二)工藝過程的組成
所謂之工作行程指: 加工工具在工件 上一次所完成的工步部分.(如折沿邊料過 程中的一個來回)
如果工藝過程中隻有一道工序,工序 中又隻有一步工步,工步由一個工作行程 組成,那麼它們實際是相當.
i 1
i 1 m
封閉環的公差
m
n
T(A0) = T ( A i) + T ( A i)
i 1
i 1 m
= ES(A0) - EI(A0)
最新课件
19
(四) 尺寸鏈的計算
2. 極值法解封閉環
尺寸鏈的豎式解:(適用于尺寸鏈中組成環數目較多的情形)
組成環 增環
基本尺寸 A1
上偏差
ΔS A1 A1
下偏差 ΔX
最新课件
6
(三)工藝過程文件化
將工藝過程的操作方法等按一定的 格式用文件的形式規定下來,便成了工藝 規程,即所說的SOP.
最新课件
7
二.尺寸鏈分析
(一) 緣何要作尺寸鏈分析
加工工藝過程中, 治工具及工件的實 際定位位置必然會與理想定位位置有一 定的差異,同時加工尺寸亦會存在差異.需 允許一定的誤差存在,如何確定其誤差符 合需求,則需引入尺寸鏈及公差的概念, 並進行分析計算.
2)基準要素:指用來確定被測要素方向或(和)位置
的要素。
最新课件
26
(一) 基本概念 3.按幾何特征分
1)輪廓要素:指零件外形的點、線、面。 2)中心要素:指構成輪廓的對稱中心的點、線、面。
形位公差的項目與符號
類 項 目 符號 類別 項 目 別
尺寸链原理与计算
2 i
i 1
-3δ +3δ
反映了封闭环误差与组成环误差间的基本关系。
1. 各环尺寸与公差的计算
(1)各环平均尺寸之间的关系:封闭环的平均尺寸等于增环
的平均尺寸之和与减环平均尺寸之和的差。
m
n1
A0 Ai Ai
i1
im1
(2) 各环公差之间的关系:封闭环的公差等于组成环公差平 方和的平方根。
T0
的。
2.2 封闭环的重要性:
(1) 体现在尺寸链计算中,若封闭环判断错误,则全部分析 计算之结论,也必然是错误的。
(2) 封闭尺寸通常是精度较高,而且往往是产品技术规范或 零件工艺要求决定的尺寸。
在装配尺寸链中,封闭环往往代表装配中精度要求的尺寸; 而在零件中往往是精度要求最低的尺寸,通常在零件图中不予 标注。
(2) 概率解法:又叫统计法。应用概率论原理来进行尺寸键计 算的一种方法。如算术平均、均方根偏差等。
求解尺寸链的情形:
1、已知组成环,求封闭环
2、已知封闭环,求组成环
尺寸链的正计算 尺寸链的反计算
3、已知封闭环及部分组成环,求其余组成环 尺寸链的中
间计算
1.已知组成环,求封闭环 根据各组成环基本尺寸及公差(或偏差),来计算封闭环
A3
A1 A∑
A2
L2
L3 L∑ L4
L1
A1 A∑
A3
L2
L3 L∑ L4
L1
A2
3. 组成环 一个尺寸链中,除封闭环以外的其他各环,都是“组成
环”。按其对封闭环的影响可分为增环和减环。
表示为:Ai 、Li i=1,2,3…… 增环:在尺寸链中,当其余组成环不变的情况下,将某一组 成环增大,封闭环也随之增大,该组成环即称为“增环”。
尺寸链计算方法

e
H
R1
x
0.025 0.025 H1 H2
x
R2
D1
D2
a) 图4-32 键槽加工尺寸链
b)
2006-3 27
3、表面淬火、渗碳、镀层的工艺尺寸计算
【例 4-4】 图 4-33 所示偏心零件,表面 A 要求渗碳处理,渗碳层深度
2006-3 9
三 、尺寸链的建立
1、确定封闭环
关键 要领
1、加工顺序或装配顺序确定后才 能确定封闭环。 2、封闭环的基本属性为“派生” ,表现为尺寸间接获得。
1、设计尺寸往往是封闭环。 2、加工余量往往是封闭环(靠火 花磨除外)。
2、组成环确定
关键
1、封闭环确定后才能确定。 2、直接获得。 3、对封闭环有影响
假定各环尺寸按正态分布,且其分布中心与公差带中心重合寸 之 间 的 关 系
(3)各环平均偏差之间的关系
n1
T ( A0) T 2 ( Ai)
i 1
m
n 1
A0 Ai Ai
i 1
i m 1
m
n 1
A0 Ai Ai
i 1
i m1
x 61.87500..203155 61.8900.22
x H
R2 R1
x
H
D1
D2
a)
b)
图4-31 键槽加工尺寸链
2006-3 26
❖ 讨论:在前例中,认为镗孔与磨孔同轴,实际上存在偏
心。若两孔同轴度允差为φ0.05,即两孔轴心偏心为 e = ±0.025。将偏心 e 作为组成环加入尺寸链(图4-32b)
尺寸链计算及公差分析简体
i 1
i 1 m
m
n
A0min = Ai min - Ai max
i 1
i 1 m
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
封闭环的偏差
上偏差:
m
n
ES(A0) = ES ( Ai) - ES ( Ai)
i 1
i 1 m
下偏差:
m
n
EI(A0) = EI ( A i) - EI ( Ai)
i 1
i 1 m
封闭环的公差
m
n
T(A0) = T ( A i) + T ( A i)
i 1
i1 m
= ES(A0) - EI(A0)
尺寸链计算及公差分析简体
(四) 尺寸链的计算
2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形)
组成环 增环
基本尺寸 A1
上偏差
ΔS A1 A1
尺寸链计算及公差分析
尺寸链计算及公差分析简体
目录
一. 工艺过程简介 二. 尺寸链讲解 三. 形位公差讲解 四. 尺寸链及形位公差的应用
尺寸链计算及公差分析简体
一.工艺过程
(一)基本概念 工艺就是制造产品的方法. 凡是改变生产对象的形状﹑尺寸﹑
相对位置和性质等,使其成为成品或半成 品的过程称为工艺过程.
零件尺寸链
图(一)
装配简图 尺寸链简图 图(二)
电镀工艺简图 尺寸链简图 图(三)
尺寸链计算及公差分析简体
平面尺寸链 图 (四)
(二)尺寸链的解读
“环”定义: 组成尺寸链的各个尺寸. 环的组成: 1.封闭环---最终被间接保证精度的那个环. 2.组成环----除了封闭环外之其它环
尺寸链计算方法 公差计算

尺寸链计算一.基本概念尺寸链是一组构成封闭尺寸的组合。
尺寸链中的各个尺寸称为环。
零件在加工或部件在装配过程中,最后得到的尺寸称为封闭环。
组成环又分为增环和减环,当尺寸链中某组成环的尺寸增大时,封闭环的尺寸也随之增大,则该组成环称为增环。
反之为减环。
补偿环:尺寸链中预先选定的某一组成环,可以通过改变其大小或位置,使封闭环达到规定要求。
传递系数ξ:表示各组成环对封闭环影响大小的系数。
增环ξ为正值,减环ξ为负值。
通常直线尺寸链的传递系数取+1或-1.尺寸链的主要特征:①.尺寸连接的封闭性;②.每个尺寸的变化(偏差)都会影响某一尺寸的精度。
二.尺寸链的分类1.按应用范围分工艺尺寸链:在零件加工过程中,几个相互联系的工艺尺寸形成的封闭链。
装配尺寸链:在设计或装配过程中,由几个相关零件的有关尺寸形成的封闭链。
2. 按构成尺寸链各环的空间位置分线性尺寸链:各环位于平行线上平面尺寸链:各环位于一个平面或相互平行的平面,各环不平行排列。
空间尺寸链:各环位于不平行的平面,需投影到三个座标平面上计算。
3.按尺寸链的形式分a)长度尺寸链和角度尺寸链b)装配尺寸链装、零件尺寸链和工艺尺寸链c)基本尺寸链与派生尺寸链基本尺寸链指全部组成环皆直接影响封闭环的尺寸链派生尺寸链指一个尺寸链的封闭环为另一个尺寸链组成环的尺寸链。
d)标量尺寸链和矢量尺寸链三. 基本尺寸的计算把每个基本尺寸看成构成尺寸链的各环,验算其封闭环是否符合设计要求。
是设计中尺寸链计算时首先应该进行的工作。
目前产品生产中经常出现错误的环节,大部分是基本尺寸链错误。
特别是测绘设计的产品。
由于原机的制造误差,测量系统的误差以及尺寸修约的误差,往往会使测绘设计与原设计产生很大的偏差,所以必须进行基本尺寸链的计算四.解尺寸链的主要方法根据零件尺寸的要求和相关标准确定零件尺寸公差,然后按照解尺寸链的最短途径原理的方法对尺寸公差进行验算和修正。
为了提高零件的装配精度,与其有关各零件表面形成的尺寸链环数必须最少。
尺寸链计算-等公差等级法-平均公差等级系数a的详解
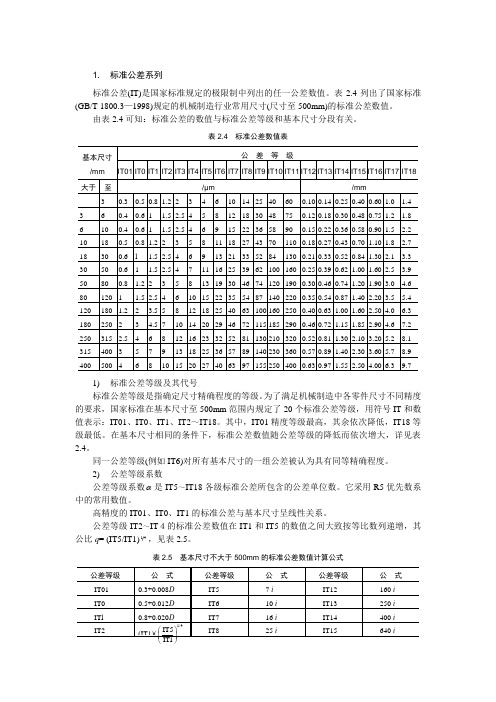
1.标准公差系列标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
表2.4列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
由表2.4可知:标准公差的数值与标准公差等级和基本尺寸分段有关。
表2.4 标准公差数值表1) 标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表2.4。
同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2) 公差等级系数公差等级系数α是IT5~IT18各级标准公差所包含的公差单位数。
它采用R5优先数系中的常用数值。
高精度的IT01、IT0、IT1的标准公差与基本尺寸呈线性关系。
公差等级IT2~IT4的标准公差数值在IT1和IT5的数值之间大致按等比数列递增,其公比q= (IT5/IT1)14,见表2.5。
表2.5 基本尺寸不大于500mm的标准公差数值计算公式3) 标准公差因子标准公差因子是用以确定标准公差的基本单位,它是基本尺寸的函数。
尺寸公差是用来控制加工误差和测量误差的,因此其公差值大小应符合加工误差和测量误差的变化规律,这样才能经济合理。
根据生产实际经验和统计分析表明,当工件的基本尺寸不大于500mm时,在一定的工艺系统加工条件下,加工误差与基本尺寸之间呈立方抛物线关系,而测量误差与基本尺寸之间呈线性关系。
即标准公差因子i的计算公式表达为i+ 0.001D(d) (2-2) 式中:D(d)——孔(轴)的基本尺寸(mm)。
若按式(2-2)计算标准公差数值,则每一个基本尺寸D(d)就有一个相对应的公差数值。
尺寸链计算方法

2、按几何特征及空间位置分类
1) 长度尺寸链—全部环为长度的尺寸链 2) 角度尺寸链—全部环为角度的尺寸链 3)直线尺寸链—— 全部组成环平行于封闭 环的尺寸链。 4)平面尺寸链—— 全部组成环位于一个或 几个平行平面内,但某些组成环不平行于 封闭环的尺寸链。 5) 空间尺寸链——组成环位于几个不平行 平面内的尺寸链。
假定各环尺寸按正态分布,且其分布中心与公差带中心重合。
(1) 各环公差之间的关系
(2) 各 环 平 均 尺 寸 之 间 的 关 系
(3)各环平均偏差之间的关系
n1
ቤተ መጻሕፍቲ ባይዱ
T ( A0) T 2 ( Ai)
i 1
m
n 1
A0 Ai Ai
i 1
i m 1
m
n 1
A0 Ai Ai
i 1
i m1
m
n 1
n 1
T(A ) 0
T
i 1
(A) i
T
i m1
(A) i
T
(
A i
)
i 1
极值法解算尺寸链的特点是: 简便、可靠,但当封闭环公差较小,组成环数目较多 时,分摊到各组成环的公差可能过小,从而造成加工困 难,制造成本增加,在此情况小,常采用概率法进行尺 寸链的计算。
2. 概率法特点:以概率论理论为基础,计算科学、复杂, 经济效果好,用于环数较多的大批大量生产中。
2)查找组成环,建立尺寸链
3)计算尺寸及偏差
10.4-0.2
求得 A0=15-0.4+0.5 4)解决办法:
( 超差)
10-0.3
•改变工艺过程,如将钻孔改在工序40之后;
•提高加工精度,缩小组成环公差。
尺寸链计算及公差分析(简体)

工艺过程的组成
所谓之工作行程指: 加工工具在工件上一次所完成的工步部分.(如折沿边料过程中的一个来回)
1
如果工艺过程中只有一道工序,工序中又只有一步工步,工步由一个工作行程组成,那么它们实际是相当.
2
工艺过程文件化
将工艺过程的操作方法等按一定的格式用文件的形式规定下来,便成了工艺规程,即所说的SOP.
03
尺寸链的解读
尺寸链的分类: 2、按尺寸链各环的相互位置分:
直线尺寸链:是全部组成环平行于封闭环的尺寸链,如图(1),(2),(3) 平面尺寸链:全部组成环位于一个或几个平行平面内,但某些组成环不平行于封闭环的尺寸链,如图(四)所示,两孔之间的尺寸构成了一平面尺寸链
尺寸链的计算
添加标题
概率法解尺寸链
添加标题
先估计
添加标题
若T(Ai)的平均值基本上满足经济精度的要求,则可按组成环加工的难易程度合理调配公差.概率法的好处是求得的组成环公差比极值法的要大 倍.
添加标题
已知封闭环公差计组成环公差之概率法:
基本概念
公差分析
概述------实际加工所得到的零件形状和几何体的相对位置相对于理想的形状和位置关系存在差异,这就是形位误差。实际生产中是不可避免的。
基本概念
边界 形位公差所涉及的主要术语及定义
最大实体边界(MMB)和最小实体边界(LMB) 由设计给定的具有理想形状的极限包容面。 尺寸为最大(小)实体尺寸的边界。 最大实体实效边界(MMVB)和最小实体实效边界(LMVB) 尺寸为最大(小)实体实效尺寸的边界。
形位公差所涉及的主要术语及定义
11.最大实体要求(MMR)和最小实体要求(LMR)
形位公差的符号及标注
双基准
尺寸链
尺寸链在设计机器和部件时,除了需要进行运动、强度和刚度等计算外,还需要进行几何量分析计算(即所谓精度设计),以确定机器零件的尺寸公差和几何公差等。
其目的是在于保证机器能顺利进行装配,并能满足预定的功能要求。
在充分考虑整机、部件的装配精度与零件加工精度的前提下,运用尺寸链计算方法,可合理地确定零件的尺寸公差与位置公差,使产品获得尽可能高的性价比,创造最佳的技术经济效益。
设计计算时可参照我国的国家标准:GB/T5847-1986 →2004 《尺寸链计算方法》JB/T9186-1999 《统计尺寸公差》1.尺寸链的术语及定义(1)尺寸链:在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组。
(2)环:列入尺寸链中的每一个尺寸。
用大写英文字母表示。
(3)封闭环:尺寸链中在装配或加工过程中最后自然形成的那一个环。
下角标用0表示。
(4)组成环:尺寸链中对封闭环有影响的全部环。
分为增环和减环。
下角标用1、2、3、…表示。
增环:它的变动会引起封闭环同向变动的组成环。
减环:它的变动会引起封闭环反向变动的组成环。
(5)补偿环:尺寸链中预先选定的某一组成环,通过改变其大小或位置,使封闭环达到规定的要求。
(6)传递系数:各组成环影响封闭环大小的程度和方向的系数。
2.尺寸链的分类按尺寸链中各环的相互位置分:(1)直线尺寸链:全部组成环皆平行封闭环的尺寸链。
(2)平面尺寸链:全部组成环位于一个平面或几个平行平面,某些组成环不平行于封闭环的尺寸链。
(3)空间尺寸链:全部组成环位于几个不平行的平面内的尺寸链。
尺寸链的建立3.(3)零件位置误差对封闭环的影响位置误差可以按尺寸链中的尺寸来处理(包容要求时不用考虑)。
将其作为组成环列入尺寸链中,通过分析确定是增环还是减环。
4.尺寸链的计算计算尺寸链的目的在于正确地确定有关尺寸的公差和极限偏差。
根据不同的要求,尺寸链的计算可分为设计计算、校核计算和工艺尺寸计算。
设计计算已知封闭环的极限尺寸和各组成环的基本尺寸,计算各组成环的极限偏差。
尺寸链公差带计算方法

尺寸链公差带计算方法
尺寸链公差带计算方法通常包括以下几个步骤:
1.确定基准件和非基准件的尺寸和公差。
2.计算每个非基准件的公差带。
公差带是指基准件的尺寸公差与非基准件的公差之间的距离。
可以使用以下公式计算公差带:
ΔL=L-(L_m-L_a)*T
其中,ΔL表示公差带,L表示基准件的尺寸,L_m表示非基准件的最大允许尺寸,L_a表示非基准件的最小允许尺寸,T表示公差等级。
3.将所有非基准件的公差带相加,得到整个尺寸链的公差带。
4.如果需要考虑尺寸链的累积误差,可以使用以下公式计算累积误差:
ΔC=ΣΔL
其中,ΔC表示累积误差,ΔL表示每个非基准件的公差带。
需要注意的是,尺寸链公差带计算方法仅适用于线性尺寸的尺寸链。
对于非线性尺寸链,需要采用其他计算方法。
此外,在实际应用中,还需要考虑材料的加工精度、测量误差等因素,综合考虑确定最终的公差要求。
互换性与技术测量 8.2尺寸链的计算
=-0.08mm
壁厚: A0 50..01 mm 或 A0 4.9900.07 mm 0 08
极值法解反计算问题
已知条件: 封闭环所有信息、各组成环公称 尺寸; 待 求 量: 各组成环的公差、极限偏差; 公差值的分配方法: 相等公差值法; 相等公差等级法; 极限偏差的确定方法:————向体内原则。
m
j
4、极限偏差的计算公式
T0 T0 ES0 0 ,EI0 0 2 2 Ti Ti ESi i ,EIi i 2 2
三、分组互换法
先将组成环按极值法或概率法求出公差值, 扩大若干倍,使组成环加工容易和经济, 然后分组,根据大配大、小配小的原则, 按对应组进行装配。 分组数与公差扩大倍数相等。 但测量工作麻烦,用于大量生产中精度要 求高、环数少、形状简单的零件。
0 0.0025
mm
+ 0 φ28
轴
ห้องสมุดไป่ตู้
-0.0025
-0.0050
孔 -0.0075
0.0050 0.0075
mm
分组互换
将活塞销和销孔的公差放大四倍,即 活塞销:
0 0.010
+ 0 TS φ28
28
mm
活塞孔:
0.005 0.015
28
mm
轴
Th
-0.0025 -0.0050 -0.0075 -0.0100
A0min Azmin z 1
j n 1
A
jmax
极值法计算公式
3、极限偏差: ES0
ES - EI
z 1 n z j n 1 m z 1 j n 1
尺寸链计算及公差分析报告
(4) (7)
(9)
(一) 基本概念
2.公差带的大小
公差带的大小指公差标注中公差值的大小, 指允许实际要素变动的全量。公差值前是否加ψ 由公带的类型决定。
需加ψ的情况: 同轴度和任意方向上的轴线 直线度、平行度、垂直度、倾斜度和位置度。
需加Sψ的情况: 空间点任意方向的位置度 控制。
如下情况只可能为宽度值:圆度、圆柱度、 轮廓度、平面度、对称度、跳动等
13.零形位公差
被测要素采用最大(小)实体要求时使用。
(二) 形位公差的符号及标注
形位公差代号
公差框格在图样上一般水平放置,也可竖 直放置。由左至右依次填写公差项目符号、公 差值及有关符号、基准字母及有关符号。根据 实际需要,可有单一基准、公共基准、双基准、 三基准四种。其中基准顺序与字母本身无关系, 由实际生产工艺确定。
首尾相接形成封闭的尺寸组.(如 右图)
尺寸链的特征:
1.封闭性---尺寸链中各尺寸必 须首尾相接构成封闭形式.
2.关联性---尺寸链中间接保证 的尺寸的大小和变化,受到直接获得 的尺寸的精度所支配.
(二)尺寸链的解读
尺寸链的分类: 1、按功能要求分: 1)、零件尺寸链---由几个设计 尺寸所形成的尺寸链。如图(1) 2)、装配尺寸链:由不同零件的设计 尺寸所形成的尺寸链。如图(2) 3)、工艺尺寸链:同一个零件的几 个 工艺尺寸所形成的尺寸链。如图(3)
(二)工艺过程的组成
所谓之工作行程指: 加工工具在工件 上一次所完成的工步部分.(如折沿边料过 程中的一个来回)
如果工艺过程中只有一道工序,工序 中又只有一步工步,工步由一个工作行程 组成,那么它们实际是相当.
(三)工艺过程文件化
将工艺过程的操作方法等按一定的 格式用文件的形式规定下来,便成了工艺 规程,即所说的SOP.
公差等级系数a值

公差等级系数a值1.引言概述部分的内容可以如下所示:【1.1 概述】公差等级系数a值是衡量零件公差等级的重要参数。
在机械制造中,由于制造过程中难以做到完全精确,零件的尺寸与设计要求之间会存在一定的偏差。
为了控制这种尺寸偏差,我们引入了公差等级的概念。
公差等级指的是在设计阶段规定好的允许尺寸偏差的范围。
而公差等级系数a值,作为公差等级的关键参数之一,用于计算零件的公差上下限,以确定零件尺寸偏差的大小。
公差等级系数a值的取值范围在0至2之间,不同的取值对应着不同的公差等级。
一般来说,a值越大,公差等级越高,零件的尺寸偏差范围也就越大。
公差等级系数a值的计算方法多样,根据不同的标准和要求,我们可以采用不同的计算方法来确定a值。
一般来说,计算a值需要考虑零件的设计要求、制造工艺、装配要求等因素,以确保零件能够在实际使用中达到预期的精度和功能。
本文将详细介绍公差等级系数a值的定义和计算方法,并探讨a值在现实生产中的重要性和应用领域。
同时,我们还将分析不同a值对于零件功能和装配的影响,以便读者更好地理解和应用公差等级系数a值。
1.2文章结构文章结构部分的内容可以包括以下几个方面的介绍:1.2 文章结构本文主要分为引言、正文和结论三个部分。
引言部分包括概述、文章结构和目的三个小节。
在概述中,首先介绍公差等级系数a值的背景和意义,让读者了解本文的研究对象。
然后,在文章结构中简要说明本文的组织结构和各个部分的内容安排,以引导读者对文章整体的把握。
最后,明确本文的研究目的,即为读者提供关于公差等级系数a值的全面了解和应用知识。
正文部分包括公差等级系数a值的定义和计算方法两个小节。
在公差等级系数a值的定义中,详细介绍了a值的概念、含义和作用,以及与其他相关参数的关系。
在公差等级系数a值的计算方法中,列举了常用的计算公式和步骤,以及实际应用中需要考虑的各种因素和条件。
通过这两个小节的详细介绍和解析,读者可以全面了解公差等级系数a值的内涵和实际应用方法。
尺寸链计算

A1=15± 0.09mm, A2= 10(0/-0.15). A3=35(0/-0.25)mm 求封闭环A0的大小和偏差。 采用极值法计算:
式中 A0 -- 封闭环的基本尺寸; Aj -- 增环的基本尺寸; Ak -- 减环的基本尺寸; m -- 增环数; n -- 尺寸链总环数 A0=A3-(A1+A2)=35-(15+10)=10 由式(5-13),(5-14)
尺寸鏈計算
成潔開發設計保証部
1.尺寸鏈
在零件加工和裝配時,零部件上存在的 與此相互關聯的尺寸,按照一定的順序 排列成封閉的鏈條形式, 此尺寸系統 稱為尺寸鏈﹔
2.封閉環
加工或裝配後自然形成的尺寸。
3.組成環
除封閉環以外的各環.
4.增環
其它組成環不變,某組成環增大,封閉也隨
之增大,此組成環為增環.
尺寸链的概率算法(续)
组成环偏离正态分布的情况 当尺寸链中各组成环偏离正态分布时,只要尺寸链组成环数目足够多, 且不存在尺寸分散带较其余各组成环大许多又偏离正态分布很远的组成 环,则不论组成环分布情况如何,封闭环的分布总是接近正态分布,为 便于计算引入分布系数k和分布不对称系数a(图5-32)。
分布不对称系数k的定义如下
>30~120 0.15 0.3 ± ±
>120~400 0.2 0.5
M(中等級)
C(精糙級)
V(最精級)
± 0.2
-----±
± 0.3
0.5 ±
± 0.5
1 ±
± 0.8
1.5 ±
± 1.2
2.5 ±
± 2
4 ±
± 3
6 ±
尺寸链

有减环的上偏差之和。
1.基本公式 封闭环的公差 封闭环的公差T 等于所有组成环公差之和
2.尺寸链的计算 校核计算 已知各组成环的基本尺寸和极限偏差,求封 闭环的基本尺寸和极限偏差,以校核几何精度设
计的正确性和求工序间的加工余量。
2.尺寸链的计算
设计计算
已知封闭环的基本尺寸和极限偏差及各组成环 的基本尺寸,求各组成环的极限偏差,即合理分配 各组成环公差问题。 各组成环公差的确定可用两种方法,即等公差 法和等公差等级法。
内,根据公差值计算公式IT=ai,按照已知的封闭环 公差T0 和各组成环公差因子ii ,计算各组成环的平均 公差系数a
A
A2
主讲人: 高 凡 青岛理工大学琴岛学院
为了保证机器或仪器能顺利的进行装配,并达到预定
的工作要求。要在设计与生产过程中,正确分析和确定
各零部件尺寸关系,合理确定构成各有关零部件的几何
精度(尺寸公差、形状和位置公差),它们之间的关系
需用尺寸链来计算和处理。
1.尺寸链的基本术语与定义 尺寸链与尺寸链线图 在零件加工或机器装配过程中,由相互连接的尺寸形 成封闭的尺寸组,称为尺寸链。
2.尺寸链的分类 按各环在空间中的位置分 1)直线尺寸链 链中各环均位于同一平面内且平行于封闭环的尺寸链。 2)平面尺寸链 链中各环位于同一平面或平行的几个平面内,且某些组
成环不平行于封闭环的尺寸链。
3)空间尺寸链
链中各环位于几个不平行的平面内。
平面尺寸链转换为直线尺寸链
2.尺寸链的分类
按几何特征分
2. 查找组成环
查找装配尺寸链 的组成环时,先从封 闭环的任意一端开始 ,找出相邻零件的尺 寸,然后再找出与第 一个零件相邻的第二 个零件的尺寸,这样 一环接一环,直到封 闭环的另一端为止, 从而形成封闭的尺寸 组。
公差尺寸链计算方法
公差尺寸链计算方法
公差尺寸链是指由多个工件尺寸经过配合公差的计算,形成一个完整的尺寸链,保证工件之间能够正常地配合。
公差尺寸链的计算方法如下:
1. 确定基准尺寸:基准尺寸是设计中最基本的尺寸,其他尺寸都是以基准尺寸为参照进行计算。
2. 确定公差等级:根据实际情况确定公差等级,不同的公差等级对应不同的公差范围。
3. 计算公差值:公差值是指允许偏差的范围,公差值包括上公差和下公差。
4. 计算上下偏差限:上偏差限是指该尺寸可允许的最大偏差值,下偏差限是指该尺寸可允许的最小偏差值。
5. 计算下一级尺寸的基准尺寸:通过使用上一级尺寸的上下偏差限和公差值,计算出下一级尺寸的基准尺寸。
6. 重复以上步骤,直至计算出所有的尺寸。
7. 最终确认每个尺寸的公差和偏差限是否满足设计要求,如有需要可进行调整。
总之,公差尺寸链计算方法是一个复杂的过程,需要严格按照设计要求进行计算,才能保证产品的质量和精度。
尺寸链计算-等公差等级法-平均公差等级系数a的详解
1.标准公差系列标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
表2.4列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
由表2.4可知:标准公差的数值与标准公差等级和基本尺寸分段有关。
表2.4 标准公差数值表1) 标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表2.4。
同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2) 公差等级系数公差等级系数α是IT5~IT18各级标准公差所包含的公差单位数。
它采用R5优先数系中的常用数值。
高精度的IT01、IT0、IT1的标准公差与基本尺寸呈线性关系。
公差等级IT2~IT4的标准公差数值在IT1和IT5的数值之间大致按等比数列递增,其公比q= (IT5/IT1)14,见表2.5。
表2.5 基本尺寸不大于500mm的标准公差数值计算公式3) 标准公差因子标准公差因子是用以确定标准公差的基本单位,它是基本尺寸的函数。
尺寸公差是用来控制加工误差和测量误差的,因此其公差值大小应符合加工误差和测量误差的变化规律,这样才能经济合理。
根据生产实际经验和统计分析表明,当工件的基本尺寸不大于500mm时,在一定的工艺系统加工条件下,加工误差与基本尺寸之间呈立方抛物线关系,而测量误差与基本尺寸之间呈线性关系。
即标准公差因子i的计算公式表达为i+ 0.001D(d) (2-2) 式中:D(d)——孔(轴)的基本尺寸(mm)。
若按式(2-2)计算标准公差数值,则每一个基本尺寸D(d)就有一个相对应的公差数值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
表1.4列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
由表1.4可知:标准公差的数值与标准公差等级和基本尺寸分段有关。
表1.4 标准公差数值表
1) 标准公差等级及其代号
标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1.4。
同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2) 公差等级系数
公差等级系数α是IT5~IT18各级标准公差所包含的公差单位数。
它采用R5优先数系中的常用数值。
高精度的IT01、IT0、IT1的标准公差与基本尺寸呈线性关系。
公差等级IT2~IT4的标准公差数值在IT1和IT5的数值之间大致按等比数列递增,其公比q= (IT5/IT1)14,见表1.5。
表1.5 基本尺寸不大于500mm的标准公差数值计算公式
3) 标准公差因子
标准公差因子是用以确定标准公差的基本单位,它是基本尺寸的函数。
尺寸公差是用来控制加工误差和测量误差的,因此其公差值大小应符合加工误差和测量误差的变化规律,这样才能经济合理。
根据生产实际经验和统计分析表明,当工件的基本尺寸不大于500mm时,在一定的工艺系统加工条件下,加工误差与基本尺寸之间呈立方抛物线关系,而测量误差与基本尺寸之间呈线性关系。
即标准公差因子i的计算公式表达为
i+ 0.001D(d) (1-2) 式中:D(d)——孔(轴)的基本尺寸(mm)。
若按式(1-2)计算标准公差数值,则每一个基本尺寸D(d)就有一个相对应的公差数值。
由于基本尺寸繁多,这样会使所编制的公差数值表格庞大,而且使用也不方便。
实际上,当同一公差等级且基本尺寸相近时,按式(1-2)计算的公差数值相差甚微,此时,取相同数值对实际应用影响很小。
为此,标准将常用尺寸(尺寸至500mm)进行分段,同一尺寸段内,标准公差因子相等。
这样,可以简化标准公差数值表格,便于使用。
4) 基本尺寸分段
基本尺寸至500mm范围内分为主段落和中间段落。
标准公差数值表中体现13个主段落,轴、孔的基本偏差数值表中体现25个中间段落。
所以,式(1-2)中的基本尺寸D(d)为每一尺寸段中首、尾两个尺寸的几何平均值,即
D(d
式中,D
1(d
1
)——尺寸分段中首位尺寸,D
1
表示孔尺寸,d
1
表示轴尺寸。
D
2(d
2
)——尺寸分段中末尾尺寸,D
2
表示孔尺寸,d
2
表示轴尺寸。
5) 标准公差数值计算
基本尺寸至500mm的各公差等级的标准公差数值计算公式见表1.5。
由表1.5可知:机械行业常用的公差等级IT5~IT18的标准公差计算公式为
IT=(μm)
i
α⨯(1-3) 【例2.1】某轴的基本尺寸为φ25mm,求IT6的标准公差数值。
【解】φ25 mm在>18~30mm的尺寸段内,该尺寸段首、尾两个尺寸的几何平均值为
d23.238(mm)
由式(1-2)和表1.5可得
i+ 0.001D(d d⨯23.238
≈1.307
IT6 =10i=10⨯1.307 ≈13(µm)
按上述方法即可得到标准公差数值表中IT5~IT18级各个公差数值,见表1.4。