松下A4系列伺服增益调整
松下驱动器说明书Minas A4

4 点输出: 编码器信号(A/B/Z 相)或外部反馈装置信号(EXA/EXB/EXZ 相)输出差分 信号;Z 相或 EXZ 相也可以输出集电极开路信号。
主机 1:1 通讯 主机 1:n 通讯,n≤15
①5 个按键(
、 、 、 、 );②6 位 LED 显示
A、B 型驱动器:没有内置制动电阻(只可外接);
驱动器型号
MBDDCT2110
MBDDT2210
输入电源
单相 100V
单相 200V
最大瞬时输出电流
15A
最大连续输出电流
10A
编码器反馈信号 (分辨率)
10000 p/r 131072 p/r
再生制动电阻
需外接
自动增益调整功能
有
扰动观测器
有
动态制动器
有
绝对式系统 *1
有效
*2
全闭环控制
有效
环境温度
对指令脉冲可选择初级延时滤波器或者 FIR 滤波器
可在 CCW、CW 两个方向分别设置转矩限制(3V/额定转矩)
编码器脉冲数(分子)和外部装置 (1~10000)× 20~17
反馈脉冲数(分母)之比值范围:
1~10000
可用
可用
Minas A4 系列驱动器技术资料选编
共 功
同 能
点
自动 调整
实时模式 常规模式 适配增益调整
2-1.接插件外形与清单 2-2.电源插头 X1、X2 和编码器插头 X6 2-3.控制信号接口 X5
2-3-1.位置控制模式控制信号接线图 2-3-2.速度控制模式控制信号接线图 2-3-3.控制信号接线详解
目录
3.接线图
3-1.电缆规格与最大长度 3-2.I/O 控制信号插头,编码器插头和外部反馈装置插头 3-3.接线指示
松下A4系列交流伺服调试资料

一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.1 0、No.11、No.12,适当降低系统增益。
松下伺服电机调整参考与常见问题解决方法
松下伺服电机调整参考与常见问题解决方法一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF -AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
松下伺服马达增益调试

• 位置环增益(KPP)
位置环增益是交流伺服系统的基本指标之一,它与伺服电机以及机械负载有着密切 的联系。通常伺服系统的位置环增益越高,电机速度对于位置指令响应的延时减少, 位置跟踪误差愈小,定位所需时间越短,但要求对应的机械系统的刚性与自然频率也 必须很高。而且当输入的位置量突变时,其输出变化剧烈,机械负载要承受较大的冲 击。此时,驱动器必须进行升降速处理或通过上位机用编程措施来缓冲这种变化。当 伺服系统位置环增益相对较小时,调整起来比较方便,因为位置环增益小,伺服系统 容易稳定,对大负载对象,调整要简单些。同时,低位置环增益的伺服系统频带较窄, 对噪音不敏感。因此,作为伺服进给用时,位置的微观变化小,但低位置环增益的伺 服系统位置跟踪误差较大,进行轮廓加工时,会在轨迹上形成加工误差。
举例看图说明一下增益的重要性,如下图所示,当位置增益设置值较低时,实际速 度会比较软和指令速度存在较大的偏差;当速度增益设置值较大时实际速度可以达 到指令速度,但是存在时间的偏差,但要加上前馈的设定,实际速度和指令速度基 本接近重合。极大的降低了运动过程中的误差。
滚珠丝杆马达波形曲线
13
二、松下伺服参数自整定调试
• 负载惯量:比旋转惯量小或大时(3倍以下或20倍以上),负载变量变化快; • 负载:机械刚性极低时或者存在游隙等非线型性特性时; • 动作模式: IV. 速度为100r/min以上,加减速在1s 2000r/min I. 速度不足100r/min和连续低速使用时 以上的条件不能持续50ms时 II. 加减速在1s 2000r/min以下的和缓状态 III.加减速扭矩小于偏加重、粘性摩擦扭矩时 15
二、松下伺服参数自整定调试
• 用松下伺服调试软件PANATERM自整定的步骤和方法
松下伺服增益参数调整说明 PPT
速度环增益(Speed loop gain)的效果:速度(speed)观测
速度环增益(speed loop gain)的效果:转矩(torque)观测
位置环增益的设定
与定位的迟滞有关,一般在速度增益的一半到2倍的范围内进行设定。 目标? 高刚性的机械 位置环增益设定= 速度环增益×2 低刚性的机械 位置环增益设定= 速度环增益×1/2 (如果负载的惯量比设定正确的情况) 由于设定的大、小产生的影响? 太小的话,定位时间长。 太大的话,发生振动,也会影响COIN信号输出。
共振点
截止频率: 关键点为驱动器控制速度环响应。
设定惯量比时,要与速度环增益一 致。 这里以110Hz为例,速度环的响 应区间 表示设定在110Hz的状态下。
反共振点
如果使用此项功 能,解析力将大 幅提高
・使用PANATERM分析频率功能,观察滤波器效果
下图的蓝线(黑白印刷比较图难以辨认)表示使用滤波器前,可能在200Hz付近共振点的振动状态。 红线表示使用滤波器后的波形,可以把握各滤波器的效果。
转矩滤波器
整体下降
陷波滤波器
该点下降
增益调整的实际运用
最后,总结了使用操作手册在实机上进行调整的实际操作。 此前,对增益进行了阐述。实际操作的调整,要和各种过滤器一起来抑制共振现象。此外,归根结底调整是与负载 匹配的过程。根据不同情况,改变调整方法,整体流程如下图所示。
开始
用出货值解析频率, 确认共振点等,然后设定各过滤器
④为了加快响应而提高增益
⑤产生控制体自身的振动(增益已不能再提高)
按照以上的步骤执行。
是
结 束
运转 OK?
机械钢性No.(Pr.22)下降
运转 OK?
松下伺服调试说明
Panasonic松下数字交流伺服 安装调试说明书 (2003.11版本) 目 录 1. 松下连接示意图 2. 通电前的检查 3. 通电时的检查 4. 松下伺服驱动器的参数设定 5. 松下伺服驱动器的参数和性能优化调整 1. 松下连接示意图 重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。
否则,会损坏编码器。
(此种 情况,不在松下的保修范围!) 2. 通电前的检查 1) 确认松下伺服驱动器和电机插头的连接,相序是否正确: A.中惯量电机,不带刹车制动器的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 注: 电机相序错误,通电时会发生电机抖动现象。
B.中惯量电机MDMA 0.75KW-2.5KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U F V I W B 接地 D 刹车电源 G 刹车电源 H C. 中惯量电机MDMA 3KW-5KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U D V E W F 接地 G 刹车电源 A 刹车电源 B 2)确认松下伺服驱动器CN SIG和松下伺服电机编码器联接正确, 接插件螺丝拧紧。
3)确认松下伺服驱动器CN I/F和数控系统的插头联接正确, 接插件螺丝拧紧。
3.通电时的检查 1) 确认三相主电路输入电压在200V-220V范围内。
建议用户选用380V/200V的三相伺服变压器。
2)确认单相辅助电路输入电压在200V-220V范围内。
4.松下伺服驱动器的参数设定 1)松下伺服驱动器修改参数的操作方法 A. 接通驱动器电源; B. 按操作面板上的“SET”键; C. 按住“MODE”键,选择参数页面 PR _ 00 ; D. 用上○∧,下○∨按钮,选择你需要修改参数的参数号码 PR _ 42 (例修改42号参数); E. 按“SET”键,显示原来的参数值 00; F. 用左○<,上○∧,下○∨按钮,改变参数值; G. 修改完毕, 按“SET”键确定。
松下伺服A4报警代码

请勿用伺服ON/OFF信号(SRV-ON)来启
动或停止电机。
7)检查驱动器铭牌,按照上面的提示换用匹配
的电机。
8)在伺服ON后至少等待100ms再输入脉冲
指令。
电机和/或
驱动器过热
15 *
伺服驱动器的散热片或功率器件的温度高过
了规定值。
1)驱动器的环境温度超过了规定值。
2)驱动器过载了。
1)降低环境温度,改善冷却条件。
?检查电机与负载的连接。
?检查外部反馈装置与驱动器的连线。
?检查当负载运转时,电机位置的变化(编码
器反馈脉冲数值)和负载位置的变化(外部
反馈脉冲数值)是否是同一极性(+/-)。
?检查参数Pr74、75和76以及Pr7C的值设
置是否正确。
过速
26
电机的转速超过了参数Pr73(过速水平)的
设定值。
?避免指令速度过高。
EEPROM的校验码受损。
伺服驱动器可能有故障,请换用新的。并将此
台驱动器送经销商检修。
行程限位
禁止输入信号
出错
38
当参数Pr04(行程限位禁止输入无效)值设
为0时,CW和CCW方向行程禁止输入端子
(CWL:X5第8引脚,CCWL:X5第9引脚)
与COM-端子的连接都是开路。或者是Pr04
设为2时,CWL、CCWL与COM-的连接有
3)电机电缆连接错误或断开。
4)机器碰到重物,或负载变重,或被缠绕住。
5)电磁制动器被接通制动(ON)。
6)多个电机接线时,某些电机电缆接错到了
别的轴上。
用PANATERM波形图功能监测转矩(电流)的
振荡或波动。检查PANATERM上的过载报警显
松下A4调试
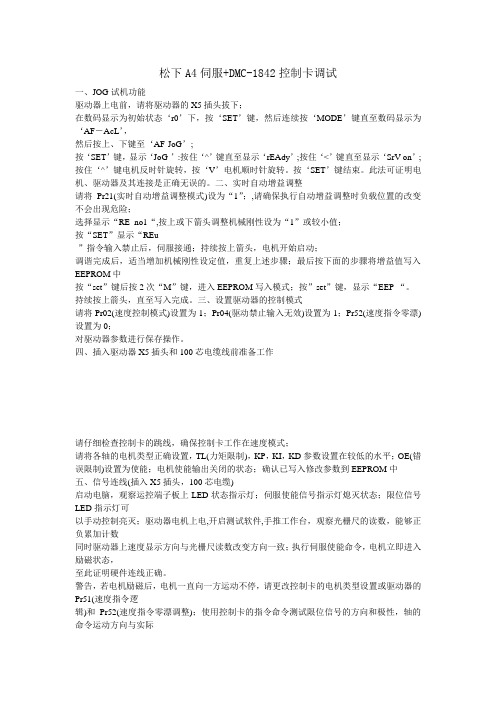
松下A4伺服+DMC-1842控制卡调试一、JOG试机功能驱动器上电前,请将驱动器的X5插头拔下;在数码显示为初始状态‘r0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF -AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG-’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转。
按‘SET’键结束。
此法可证明电机、驱动器及其连接是正确无误的。
二、实时自动增益调整请将Pr21(实时自动增益调整模式)设为“1”;,请确保执行自动增益调整时负载位置的改变不会出现危险;选择显示“RE_no1“,按上或下箭头调整机械刚性设为“1”或较小值;按“SET”显示“REu-”指令输入禁止后,伺服接通;持续按上箭头,电机开始启动;调谐完成后,适当增加机械刚性设定值,重复上述步骤;最后按下面的步骤将增益值写入EEPROM中按“set”键后按2次“M”键,进入EEPROM写入模式;按”set”键,显示“EEP-“。
持续按上箭头,直至写入完成。
三、设置驱动器的控制模式请将Pr02(速度控制模式)设置为1;Pr04(驱动禁止输入无效)设置为1;Pr52(速度指令零漂)设置为0;对驱动器参数进行保存操作。
四、插入驱动器X5插头和100芯电缆线前准备工作请仔细检查控制卡的跳线,确保控制卡工作在速度模式;请将各轴的电机类型正确设置,TL(力矩限制),KP,KI,KD参数设置在较低的水平;OE(错误限制)设置为使能;电机使能输出关闭的状态;确认已写入修改参数到EEPROM中五、信号连线(插入X5插头,100芯电缆)启动电脑,观察运控端子板上LED状态指示灯;伺服使能信号指示灯熄灭状态;限位信号LED指示灯可以手动控制亮灭;驱动器电机上电,开启测试软件,手推工作台,观察光栅尺的读数,能够正负累加计数同时驱动器上速度显示方向与光栅尺读数改变方向一致;执行伺服使能命令,电机立即进入励磁状态,至此证明硬件连线正确。
伺服JOG+ 文档
松下A4伺服+DMC-1842控制卡调试一、JOG试机功能驱动器上电前,请将驱动器的X5插头拔下;在数码显示为初始状态‘r0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG-’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转。
按‘SET’键结束。
此法可证明电机、驱动器及其连接是正确无误的。
二、实时自动增益调整请将Pr21(实时自动增益调整模式)设为“1”;,请确保执行自动增益调整时负载位置的改变不会出现危险;选择显示“RE_no1“,按上或下箭头调整机械刚性设为“1”或较小值;按“SET”显示“REu-”指令输入禁止后,伺服接通;持续按上箭头,电机开始启动;调谐完成后,适当增加机械刚性设定值,重复上述步骤;最后按下面的步骤将增益值写入EEPROM中按“set”键后按2次“M”键,进入EEPROM写入模式;按”set”键,显示“EEP-“。
持续按上箭头,直至写入完成。
三、设置驱动器的控制模式请将Pr02(速度控制模式)设置为1;Pr04(驱动禁止输入无效)设置为1;Pr52(速度指令零漂)设置为0;对驱动器参数进行保存操作。
四、插入驱动器X5插头和100芯电缆线前准备工作请仔细检查控制卡的跳线,确保控制卡工作在速度模式;请将各轴的电机类型正确设置,TL(力矩限制),KP,KI,KD参数设置在较低的水平;OE(错误限制)设置为使能;电机使能输出关闭的状态;确认已写入修改参数到EEPROM中五、信号连线(插入X5插头,100芯电缆)启动电脑,观察运控端子板上LED状态指示灯;伺服使能信号指示灯熄灭状态;限位信号LED指示灯可以手动控制亮灭;驱动器电机上电,开启测试软件,手推工作台,观察光栅尺的读数,能够正负累加计数同时驱动器上速度显示方向与光栅尺读数改变方向一致;执行伺服使能命令,电机立即进入励磁状态,至此证明硬件连线正确。
松下A4系列伺服增益调整

Pr.21=1~3
Pr.21=4~6
Pr.21=7
13
无需专业知识简单地对装置进行最佳增益调整
在实时自动调整前… 调整目的是? 装置的动作是? 快速到达目的地 (点到点的控制) 总是跟随指令 (轨迹控制)
内控文件
水平轴 Pr.21=1~3
垂直轴 Pr.21=4~6
Pr.21=7
14
5. 惯量的重要性
停止时 位置增益 动作时 位置增益 速度 环增益 速度积分 转矩滤波器 时间常数 时间常数
内控文件
速度 前馈
16个阶段的增益变更。 刚性大⇒增益大
18
6. 惯量推定
使用最小2乘法推定
内控文件
MINAS A4
转矩τ=加速度a×惯量J+摩擦Td
近似倾斜的直线
原来 只用推定数据的数值 来判断推定值 MINAS-A4 用加速和减速时两方面的数据 来判断推定值
输入脉冲单位 Pr.48 ×2 Pr.4A 编码器脉冲单位
Pr.4B 输入脉冲数/1转
2.Real time auto tuning …装置的惯量的推定。刚性调整。(详细后述) 3.与装置相配的Parameter变更 …为了适合装置的动作的控制。 (详细后述)
9
X轴 调整步骤 2 (Real time auto tuning) Pr.21 = 1 (X轴、Y轴) = 4 (Z轴) Z轴 Y轴
8
调整步骤 1.初期设定 …最初必要的工作。
内控文件
位置控制模式 Pr.02 = 0 脉冲数 Pr.48 = 10000(A:Pr46)、Pr.4A = 0、Pr.4B = 6400 输入脉冲形式 Pr.41 = 1、 Pr.42 = 3(输入脉冲设定) 脉冲平滑滤波器Pr.4D = 17(重新上电)
松下伺服A4A5接线及参数设置

松下伺服A4\A5系列产品接线及参数说明A4/A5脉冲控制接线:以下7根线必须接才能使电机转动。
第29脚接0V,伺服使能作用第7脚接+12/24V第41脚接0V根据你的上位机I/O端驱动电流的大小分别对应选择如下的集电极开路接法:正常的:大于10mA的:第3、5脚都接+5V(串一个100Ω1/2W的电阻)/+12V(串一个1KΩ1/2W 的电阻)/+24V(串一个2KΩ1/2W的电阻);第4脚接脉冲;第6脚接方向小于10mA的:第1、2脚都接+24V(不需串电阻);第4脚接脉冲;第6脚接方向特殊的:大于10ma的:第4、6脚都接0V;第3脚接脉冲;第5脚接方向小于10ma的:第4、6脚都接0V;第1脚接脉冲;第2脚接方向A4参数Pr.02=0(控制模式)Pr.40=0(指令脉冲输入选择)Pr.41=0(指令脉冲极性设置)Pr.42=3(指令脉冲输入模式设置)其他参数为默认值即可实现正反转。
A5参数Pr0.01=0(控制模式)Pr0.05=0(指令脉冲输入选择)Pr0.06=0(指令脉冲极性设置)Pr0.07=3(指令脉冲输入模式设置)其他参数为默认值即可实现正反转。
A4/A5驱动器X6端口与电机的接线方法:(屏蔽线芯至少要大于或者等于0.18平方毫米)驱动器端:第1脚是E5V,第2脚是E0V,第5脚是PS,第6脚是PS非,壳体是屏蔽线;电机端:第4脚是E5V(白色),第5脚是E0V(黑色),第2脚是PS(淡蓝色),第3脚是PS非(紫色),第6脚是FG(屏蔽线);A5/A4参数Pr0.00/Pr.=1(旋转方向设定)Pr0.01/Pr.02=0(控制模式设定)Pr0.02/Pr.21=1(设定实时自动调整)Pr0.03/Pr.22=4/13(设定实时自动调整机器刚性)Pr0.04/Pr.20=100/250(惯量比)Pr0.05/Pr.40=0(指令脉冲输入选择)Pr0.06/Pr.41=0(指令脉冲极性设置)Pr0.07/Pr.42=1(指令脉冲输入模式设置)Pr0.08/Pr.4b=10000(电机每旋转1次的指令脉冲数)A4/A5驱动器X6端口(SM-6P)与电机的接线方法:(屏蔽线芯至少要大于或者等于0.18平方毫米(RVVP4X0.3))驱动器端:第1脚是E5V,第2脚是E0V,第5脚是PS,第6脚是PS非,壳体是屏蔽线;电机端:第4/H脚是E5V(白色),第5/G脚是E0V(黑色),第2/K脚是PS(淡蓝色),第3/L脚是PS非(紫色),第6/J脚是FG(屏蔽线);A4/A5驱动器动力线与电机的接线方法:(动力线芯至少要大于或者等于0.5平方毫米(4 X0.75/2.5))驱动器端-电机端:U-1/A/F(红色),V-2/B/I(白色),W-3/C/B(黑色),接地-4/D/E (黄绿),用航空插头时G、H是接制动器的;。
松下A4数字交流伺服安装调试说明书

宁波凯恩帝数控技术公司NINGBO KND CNC TECHNIQUE Co. Ltd.Panasonic松下A4数字交流伺服安装调试说明书(2005.11版本)宁波凯恩帝数控技术公司目录1. 松下A4 连接示意图2. 通电前的检查3. 通电时的检查4. 松下A4 伺服驱动器的参数设定1)松下伺服驱动器修改参数的操作方法2) 松下A4 伺服驱动器参数表3)松下A4 伺服驱动器参数设定步骤5.常见故障报警的处理重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。
否则,会损坏编码器。
(此种情况,不在松下的保修范围!)2. 通电前的检查1) 确认松下伺服驱动器和电机插头的连接,相序是否正确:A .中惯量电机,不带刹车制动器的连接: U 2 VB 1 W C接地 D注: 电机相序错误,通电时会发生电机抖动现象。
B.中惯量电机MDMA 0.75KW-2.5KW,带刹车制动器电机的连接:UV IW B接地 D刹车电源G刹车电源HC. 中惯量电机MDMA 3KW-5KW,带刹车制动器电机的连接:UV EW F接地G刹车电源 A刹车电源 B2)确认松下伺服驱动器X6 和松下伺服电机编码器联接正确。
3)确认松下伺服驱动器X5 和数控系统的插头联接正确。
3.通电时的检查1) 确认三相主电路输入电压在200V-220V 范围内。
建议用户选用380V/200V 的三相伺服变压器。
2)确认单相辅助电路输入电压在200V-220V 范围内。
4.松下A4 伺服驱动器的参数设定1)松下伺服驱动器修改参数的操作方法A. 接通驱动器电源;B. 按操作面板上的“SET”键;C. 按住“MODE”键,选择参数页面D. 用上∧,下○∨按钮,选择你需要修改参数的参数号码例修改42 号参数);E. 按“SET”键,显示原来的参数值F. 用左○<,上○∧,下○∨按钮,改变参数值;G. 修改完毕, 按“SET”键确定。
松下伺服增益参数调整说明共41页

1、最灵繁的人也看不见自己的背脊。——非洲 2、最困难的事情就是认识自己。——希腊 3、有勇气承担命运这才是英雄好汉。——黑塞 4、与肝胆人共事,无字句处读书。——周恩来 5、阅读使人充实,会谈使人敏捷,写作使人精确。——培根
松下伺服增益参数调整说明
6、法律的基ቤተ መጻሕፍቲ ባይዱ有两个,而且只有两个……公平和实用。——伯克 7、有两种和平的暴力,那就是法律和礼节。——歌德
8、法律就是秩序,有好的法律才有好的秩序。——亚里士多德 9、上帝把法律和公平凑合在一起,可是人类却把它拆开。——查·科尔顿 10、一切法律都是无用的,因为好人用不着它们,而坏人又不会因为它们而变得规矩起来。——德谟耶克斯
松下驱动器的调节

二、 松下驱动器的调节
松下伺服器修改参数设定值后,须选择 EEPROM 写入模式。 方法如下: ①按 MODE 键,选择 EEPROM 写入显示模式EE_SEt; ②按 SET 键,显示 EEP -; ③按住上翻键约 3 秒,显示 EEP ― ― 到― ― ― ― ― ― 到S tArt, 参数保存完显示FiniSh.表示参数写入有效,显示r ESEt.表示需关断电源,重新通电设定值才能生效;显 示Error.表示写入无效,需重新设定参数。
* 4B 指 令 分 倍 频 分 母
* 67 主电源关断 时顺序设置
【3】 需计算 1~10000
需计算 1~17
需计算 1~10000
【4】
3:脉冲序列+符号
主控器发给伺服器 f 个脉冲使电机转一圈;实际电机转 一圈编码器反馈 F 个脉冲;此处任务是设定 Pr46、Pr4A、 Pr4B 的值,使 F 等于编码器的分辨率(10000 或 217):
20 惯量比
机床自行设定
该参数非常重要,决定了机床的平稳性以及加工效果 【注意】 该参数需要机床自行设定,具体操作请看说明
实时自动增益 21 调整模式设定
【0】
该参数只是在调节自动惯量比时需要
22 自 动 增 益 时 调 整机械刚性
根据机床 刚性设定
该参数非常重要,决定了机床的平稳性以及加工效果 一般设定值在 4~10 之间
前提下,尽量增大两个参数的值,因为该参数决定机床的 刚性,机床的刚性越大,加工出来的工件越理想,加工效 果越好 3) 装载一个三轴加工文件,最好连动的,可以不放工件进行 空跑,也可以放工件。大约十分钟左右便可以停下来,此 时,你去看【Pr20】,已经有了变化,此时不管数值是 多少,不要动。因为是自动惯量比,请抛开你以前认 为的数值。如果其中某一个轴为 0,重新操作。 4) 重新调节【Pr21】 实时自动增益调整模式设定 【Pr21】 X 轴、Y 轴设为【0】 【Pr21】 Z 轴设为【0】 5) 调节【Pr31】 第一控制切换模式 将【Pr31】设为【0】 无论【Pr31】以前被设为多少,只要你调节了【Pr21】, 【Pr31】就会自动调节为【10】。所以需要你此时手动把 它给成【0】。 6) 调节以下参数: 【Pr31】设【0】 【Pr32】设【0】 【Pr33】设【0】 【Pr34】设【0】 【Pr35】设【0】
A4伺服驱动器参数列表
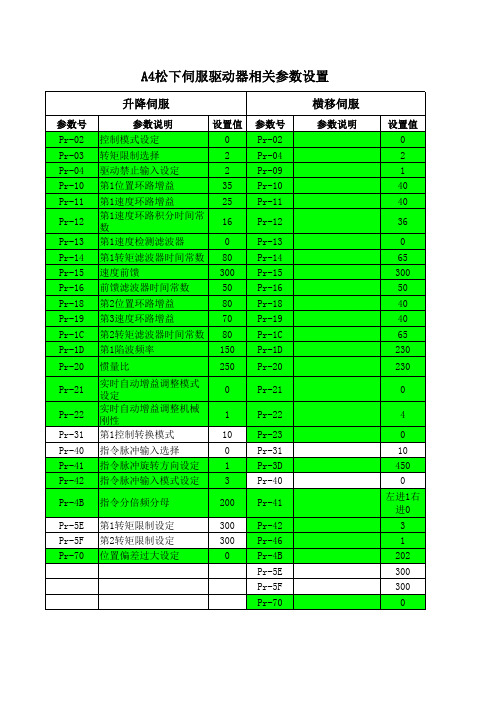
升降伺服
参数号 Pr-02 Pr-03 Pr-04 Pr-10 Pr-11
Pr-12
Pr-13 Pr-14 Pr-15 Pr-16 Pr-18 Pr-19 Pr-1C Pr-1D Pr-20
Pr-21
Pr-22
Pr-31 Pr-40 Pr-41 Pr-42
参数说明
设置值
编码器出错或干扰
24 1,P70参数过小;2.电机过载;3,加快加减速时间
38
极限
Pr-22
Pr-23 Pr-31 Pr-3D Pr-40
Pr-4B 指令分倍频分母
200 Pr-41
Pr-5E Pr-5F Pr-70
第1转矩限制设定 第2转矩限制设定 位置偏差过大设定
300 Pr-42
300 Pr-46
0
Pr-4B
Pr-5E
Pr-5F
Pr-70
横移伺服
参数说明
设置值 0 2 1 40 40
控制模式设定
0பைடு நூலகம்
转矩限制选择
2
驱动禁止输入设定
2
第1位置环路增益
35
第1速度环路增益
25
第1速度环路积分时间常 数
16
第1速度检测滤波器
0
第1转矩滤波器时间常数 80
速度前馈
300
前馈滤波器时间常数
50
第2位置环路增益
80
第3速度环路增益
70
第2转矩滤波器时间常数 80
第1陷波频率
150
惯量比
250
实时自动增益调整模式 设定
0
实时自动增益调整机械 刚性
1
第1控制转换模式
松下伺服驱动器说明书

PanasonicMinas A4系列AC伺服驱动器说明书Minas A4系列驱动器技术资料选编i目录1.规格型号说明 1 1-1.伺服驱动器型号说明 1 1-2.驱动器与电机的组合 2 1-3.驱动器与电机的尺寸 3 1-4.技术规格 52.外形与接插件9 2-1.接插件外形与清单9 2-2.电源插头X1、X2和编码器插头X611 2-3.控制信号接口X512 2-3-1.位置控制模式控制信号接线图12 2-3-2.速度控制模式控制信号接线图13 2-3-3.控制信号接线详解143.接线图26 3-1.电缆规格与最大长度26 3-2.I/O控制信号插头,编码器插头和外部反馈装置插头26 3-3.接线指示26 3-3-1.连接到电源接线端子的电缆26 3-3-2.连接到控制信号接口X529 3-3-3.连接到编码器信号接口X6344.参数36 4-1.参数概略36 4-2.参数详解39 4-3.电子齿轮功能565.时序图57 6.保护功能60 7.操作说明658.增益调整72 8-1.调整方法与框图72 8-2.实时自动增益调整73 8-3.常规自动增益调整76 8-4.适配增益调整78 8-5.自动调整功能的禁止80 8-6.增益自动设置功能81 8-6.手动调整增益829.控制框图93-cawin—abridged—jul04-Minas A4系列驱动器技术资料选编-1 -1.型号规格说明1-1.伺服驱动器型号说明1-1-1.预期使用期限在如下运行条件下,伺服驱动器预期可以使用28,000小时。
输入电源单相100VAC,50/60Hz;三相200VAC,50/60Hz环境温度 55℃输出转矩按额定转矩输出运行条件电机转速按额定转速输出伺服驱动器的可用期限与其运行工况密切相关。
1-1-2.驱动器型号说明Minas A4系列驱动器技术资料选编 -2 -1-2.驱动器与电机的组合伺服驱动器适配电机 型号 类型输入电源 型号 电压额定功率额定转速编码器规格 MSMD5AZP1*5线制,2500p/r MADDT1105 A 型 单相100V MSMD5AZS1*50W7线制,17位 MSMD011P1*5线制,2500p/r MADDT1107A 型单相100VMSMD011S1*100V100W 7线制,17位 MSMD5AZP1*5线制,2500p/r MSMD5AZS1*50W 7线制,17位 MSMD012P1*5线制,2500p/r MADDT1205A 型单相200VMSMD012S1*100W7线制,17位 MSMD022P1*5线制,2500p/r MSMD022S1*200W3000rpm7线制,17位MAMA012P1*5线制,2500p/rMADDT1207A 型单相200VMAMA012S1*200V100W 5000rpm7线制,17位 MSMD021P1*5线制,2500p/r MBDDT2110B 型单相100VMSMD021S1*100V 200W7线制,17位 MSMD042P1*5线制,2500p/r MSMD042S1*400W3000rpm7线制,17位MAMA022P1*5线制,2500p/rMBDDT2210B 型单相200VMAMA022S1*200V 200W 5000rpm7线制,17位 MSMD041P1*5线制,2500p/r MCDDT3120C 型单相100VMSMD041S1*100V 400W7线制,17位 MSMD082P1*5线制,2500p/r MSMD082S1*750W3000rpm7线制,17位MAMD042P1*5线制,2500p/rMCDDT3520C 型单相/三相 200VMAMD042S1*200V 400W 5000rpm7线制,17位Minas A4系列驱动器技术资料选编-3 -1-3.驱动器与电机的安装尺寸1-3-1.驱动器的安装尺寸A型驱动器B型驱动器Minas A4系列驱动器技术资料选编-4 -C型驱动器1-3-2.电机的安装尺寸请参考电机样本,此从略。
A4系列交流伺服驱动器使用指南〓
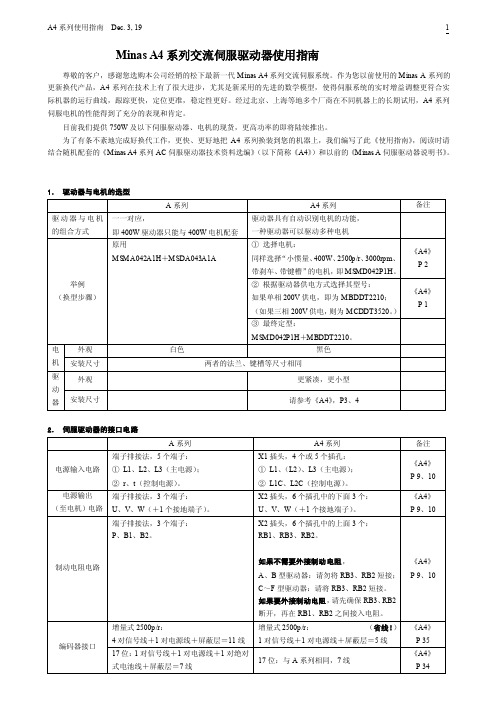
Minas A4系列交流伺服驱动器使用指南尊敬的客户,感谢您选购本公司经销的松下最新一代Minas A4系列交流伺服系统。
作为您以前使用的Minas A系列的更新换代产品,A4系列在技术上有了很大进步,尤其是新采用的先进的数学模型,使得伺服系统的实时增益调整更符合实际机器的运行曲线,跟踪更快,定位更准,稳定性更好。
经过北京、上海等地多个厂商在不同机器上的长期试用,A4系列伺服电机的性能得到了充分的表现和肯定。
目前我们提供750W及以下伺服驱动器、电机的现货,更高功率的即将陆续推出。
为了有条不紊地完成好换代工作,更快、更好地把A4系列换装到您的机器上,我们编写了此《使用指南》,阅读时请结合随机配套的《Minas A4系列AC伺服驱动器技术资料选编》(以下简称《A4》)和以前的《Minas A伺服驱动器说明书》。
1.驱动器与电机的选型2.伺服驱动器的接口电路4.驱动器的显示面板与操作方法A4系列的显示面板、按钮布局与A系列一样,操作方法也一样(见《A4》P65)。
但A4系列新增了以下几个主要内容,对于现场调试和排除故障很有益:A4系列具备与A系列一样的“电机试运转JOG功能”、“常规自动增益调整功能”、“报警清除功能”、“自动零漂调整”、“编码器清零功能”;而且新增了一个用于位置控制模式时提高实时增益调整精度的“适配增益调整功能”,(见《A4》P71、78)。
5.驱动器的参数设置A4系列的参数设置方法与A系列一样。
各参数的号码、功能与含义基本相同;新增的和变动的参数主要如下表所列:注:P——位置控制,S——速度控制,T——转矩控制,F——全闭环控制。
6.A4系列伺服系统增益调整步骤1)与增益调整有关的参数,建议采用驱动器的出厂设置,观察机器性能是否满意。
如果不能得到较好的响应性能,请参照2)。
由于A4系列伺服驱动器适应范围大大增强,使用A系列伺服的用户原则上可以直接使用原来的参数而不需要重新调整。
2)在机器的不同位置、刚性选择由低而高,执行“常规自动增益调整”(见《A4》P76),一直到机器响应较好为止。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12
实时自动调整功能
振动抑制 滤波器 (自动计算)
内控文件
位置指令
+ -
比例 增益 位置控制
+ -
比例 增益 积分 增益
+ +
转矩滤 波器
装置 (含电机)
速度控制
惯量推定 (自动计算)
驱动器 快 多种用途对应 定位用 (水平轴) 慢 只设定刚性 (16等级) Pr.22 定位用 (升降轴) 轨迹控制用
350 速度応答設定[Hz] 300 250 200 150 100 50 0 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 剛性設定
未使用
初期值 76Hz
③参数设定 (刚性)
初期值 35Hz(小型)
线性尺度10等级
对数尺度16等级
17
(教材的表1)
无调整化 实时AT的增益设定一览表
位置指令
内控文件
MINAS A4
惯量 J
+ -
比例 增益 位置控制
பைடு நூலகம்
+ -
比例 增益 积分 增益
+ +
转矩滤 波器
振动抑制 滤波器
装置 (含电机)
速度控制
驱动器
装置的惯量…
J
速度响应频率… ωv 速度响应频率由用户调整
速度比例增益=J×ωv 速度积分增益=J×ωv2×(1/6~1/4) 位置比例增益=ωv/4 转矩滤波器=ωv×(4~10)
内控文件
Z- axis 1 07 305 170 5 0 25 0 80 0 2 0
Pr20通过自动调整推测。然后让Pr22的刚性变化,以确定Pr11, 其他的增益大致由以下关系式自动地决定: Pr10=Pr11×1.8、Pr12=(500~900)/Pr11 (750较好) Pr14=2270/Pr11 (最小值=25)
如果知道惯量,根据控制理论动作稳定的增益设定可能
15
惯量比不一致时… RT的刚性4的参数设定
内控文件 真实的Pr.20=1800 被设定为Pr.20=100
有增益切换时
无增益切换时
(参考)真的惯量比设定时
16
实时自动调整(RT-AT)的增益
旧产品(A) 未使用 ・只有第一增益 (动作时和停止时增益 ①增益切换 相同) 速度PI控制 ②前馈
输入脉冲单位 Pr.48 ×2 Pr.4A 编码器脉冲单位
Pr.4B 输入脉冲数/1转
2.Real time auto tuning …装置的惯量的推定。刚性调整。(详细后述) 3.与装置相配的Parameter变更 …为了适合装置的动作的控制。 (详细后述)
9
X轴 调整步骤 2 (Real time auto tuning) Pr.21 = 1 (X轴、Y轴) = 4 (Z轴) Z轴 Y轴
10
设定限界以下的値。
2.实时自动调整(RAT)注意事项
内控文件
○原点复归动作时请设定Pr.21=0。 (由于速度快时J推定精度好,原点复归时RAT希望不要实施。) 在使之往复动作之前,请设定水平轴(X轴、Y轴)Pr.21=1、垂直轴(Z轴)Pr.21=4。 (想快速推定惯量比的场合,设水平轴Pr.21=2、垂直轴Pr.21=5。) ○请对各轴分别进行往复动作。 (动作图形条件参照下图。动作方向再切替时希望有1秒左右的停止时间。) ○请使之往复几次,确认惯量比推定值稳定。 (可通过Pr.20确认惯量比推定值。) ○ 慢慢提高Pr.22,动作出现噪音和起振时请减小Pr.22。 (声音和振动周期短(300ms以内)的情况,根据适应滤波器自动地写入,声音和振动被降低 了(这种情况下,0以外的数字将进入Pr.2F)这时刚性得已提高。)出现声音和振动的值就是 刚性的临界值。 请在临界值以下设定Pr.22。 如果象雕刻机一样控制轨迹的场合,最好将各轴Pr.22设成相同的值。 ○进入Pr.2F的数值在45以上时,控制上存在不稳定的情况。这时请设定Pr.23=0(自适应滤波 器无效)。
Pr.22刚性在临界点以下的值变更,有增益裕量以提高稳定性。 (基本上对于CP动作,最好将全轴的刚性值设为一致。) ※如果有残留的线痕,可简单地参考①、②的对策。 ①请试着提高增益。 (一旦Pr.21=1再变更为4,增大Pr.22,增益提高后,停止自动调整 进行Pr.21=0, Pr.23=2, Pr.30=0等的变更。) ②Pr15(速度FF)在300~500程度加入,对指令的跟随性变好。增益没必要 设得过高,这样稳定性增加。如果增益裕量变小的话,请将Pr15增大100左 右。(球面加工时Z轴下降与上升时的声音的差异是存在大的位置偏差。进行①时,
速度: 100[r/min]以上
<推荐速度指令波形>
加速度:2000[r/min],1[s]以下
11
调整步骤
3 (与装置相配的Parameter变更)
内控文件
Pr.21 = 0 (惯量比、增益的固定) Pr.23 = 2 (自适应滤波器的固定) Pr.30 = 0 (只有第1增益动作) 雕刻 …正确进行轨迹(CP动作)控制有必要。
2自由度 控制器 自动 频率调整 振动抑制 滤波器 转矩 控制
负载
马达
滤波器 无效 滤波器频率 滤波器搜集 时间50ms
适应型 振动抑制滤波器 速度
他社比较
松下A4 M社J3 Y社ΣⅢ
对应振动频率范围宽(~1500Hz) 适应动作的快速搜集结束(理论上的)
◎
△
×
22 无此功能
収束短时间 试验动作必要 (50ms) (2~10秒钟声音)
25
来自上位控制器的位置指令周期和Pr.4D(FIR滤波器)设定
来自上位的位置指令
位置 指令 (可用 panaterm测定:1ms周期的情况) 由于只是这时位置指令変化很大, 转矩发生了突变。为此,转矩每 1ms发生一次突变,就象发生了频 率为1kHz的机械振动。
内控文件
下面是Pr4E=5的例子 ①来自上位的60个脉冲的指令的场合 速度控制周期象被Pr4E的FIR滤波器分割成了6等份, 每份有10个脉冲进入。这样速度指令变光滑了,转矩 变化也光滑起来。 ②例如,从上位输入一个62脉冲/1ms的匀速指令时。 进入每个速度控制周期的指令象处理为10,10,11, 10,10,11个脉冲。 速度控制周期 每个速度控制周期进入10个脉冲与11个脉冲,就象被 166μsec (来自上位的指令的1/6) 处理成不同的指令速度一样。因此,原本恒定的速度 指令接收时发生了突变,转矩也发生了突变。
MINAS A4的开发理念
内控文件
MINAS A4系列
目标
业界NO.1的小型化、高性能化及易操作
内控文件
增益调整难吗?
能够简单地调整客户高兴、自己也高兴。大家的幸事!
基本用实时自动调整对应可能。 (并且想充实的情况有理论的知识就好了。)
2
何谓好的控制? ①稳定性
不发生振动及持续性振荡
输出
内控文件
速度応答設定[Hz] 350 300 250 200 150 100 50 0 0 1 2 3 4 5 6 7 8 9 剛性設定
内控文件
开发品(A4) 使用(Pr.21=1~6) 第一增益(停止时) 第二增益(动作时) 位置增益低 ⇔ 位置增益高 速度PI控制 速度P控制 未使用 ・只有第一增益 使用(30%)
③过渡特性
响应性和阻尼性好
输出
× × ○
时间
阻尼性× ○
响应性×
时间
②固定特性
目标值与输出相符
输出
× ○ ×
时间
(低通性) 以上3个特性,针对负载、 外部扰动及环境的变化, 无巨大变化情况(强大的)。
3
内控文件
具体的调整例
4
内控文件
北京精雕科技有限公司
殿
『调整次序和MINAS-A4的介绍』
松下電器産業株式会社
停止时 位置增益 动作时 位置增益 速度 环增益 速度积分 转矩滤波器 时间常数 时间常数
内控文件
速度 前馈
16个阶段的增益变更。 刚性大⇒增益大
18
6. 惯量推定
使用最小2乘法推定
内控文件
MINAS A4
转矩τ=加速度a×惯量J+摩擦Td
近似倾斜的直线
原来 只用推定数据的数值 来判断推定值 MINAS-A4 用加速和减速时两方面的数据 来判断推定值
Pr.4D=0 的场合
上位系统的指令 1ms 扫描周期 位置 指令
光滑的脉冲输入进 入每个控制周期
Pr.4D=5 的场合
1个速度控制周期10个脉冲(假设上位指令1000p/rev)输 入时的速度指令是 10:每速度控制周期的脉冲 1000:1转所需的上位脉冲数 6000:速度控制周期的倒数 60:变换成每分钟的转速(rpm) 10/1000×6000×60=3600rpm 输入11个脉冲的场合是3960rpm 即,即使上位机发出一恒定的速度指令,各速度控制 周期收到的也有3600rpm的与3960rpm的速度指令 (360rpm的速度指令変化)。
共振频率…根据装置的不同而有差异 因动作位置変化、经年变化
手动设定 对应不可能
20
自动调整振动抑制滤波器的开发
内控文件
电机
运动物体
(例) 马达 联轴器 滚珠丝杠
21
8. 适应型振动抑制滤波器
振动发生
内控文件
MINAS A4
对振动频率自动调整滤波器
下一次稳定动作 速度 与实际 振动频 率一致 快速 抑制 振动
转矩τ 错了的推定
黑:马达速度 红:加速度 蓝:转矩
A
B
正确的推定
B
A
加速度a 19
可靠性良好的惯量推定可能
7. 振动抑制滤波器的自动调整