涂装输送系统
汽车涂装车间运输系统设计
绪论为了提高汽车车身的涂装质量,防止输送机械的油污及尘埃滴落到车身表面,早已从涂装工艺过程的电泳底漆烘干工序开始,就由悬挂式输送方式改为地面输送方式。
最早采用水平或垂直运转的普通地面链,随着输送技术的进步和适应工艺灵活性的需要,改用地面反向积放式输送链和滑撬输送机。
采用何种地面输送机械在国际上有2种倾向:日本企业认为地面反向积放式输送链简便、控制少、造价较低,汽车车身涂装的地面输送还是以它为主流(含国内与日方合资的企业);欧美企业由于滑撬输送机的特性和工艺灵活性更好等特点,在华合资和引进的车身涂装线都采用滑撬输送机,不仅供车身涂装用,还为汽车塑料保险杠涂装设计装备了轻型滑撬输送机。
在国内汽车车身涂装车间的工艺设计中经对比已普遍认可采用滑撬输送机。
滑撬输送机系统靠滑撬来实现工件运输,其特点为:(1)能适应多变的工艺要求,可把一条线路上的滑撬与工件按工艺需要分成两线、三线;或将两、三线合为一条线路输送等,分流、合岔均比较方便。
(2)可按工艺需要在同一线路上改变运送间距,即在同一生产节拍下实现不同间距与链速的匹配。
如喷漆区和烘干室区的运送间距可以不等。
(3)可设置储存线,供午休或下班时设备排空用,以保证各条涂装线的不间断生产。
(4)滑撬输送机系统可以利用升降机垂直升降,实现多层立体空间布置,如可满足“Ⅱ”字型烘干室的需要。
(5)空滑撬可以实现堆垛储存,每垛可以放置3~5个滑撬,从而可大大减少空滑撬储存线的数量及占用面积。
(6)按工艺需要滑撬与工件可离开主线从输送系统中取出,满足质量抽检(Audit)和离线处理(如修补) 的需要。
(7)滑撬输送机系统设备均可安置在地面上,无地下工程,从而降低土建费用。
(8)与地面反向积放链相比,同一规模的车身涂装车间采用滑撬输送系统时占用生产面积少、空间利率高。
1 涂装主要工艺过程表1-1 涂装主要工艺过程2 输送系统组成和技术参数2.1基本参数表2-1 输送系统基本参数2.2系统组成表2-2 滑橇输送机一览表2.3 喷漆橇体2.3.1 概述喷漆橇由两根纵向矩形管和横向连接件焊接而成。
喷漆流水线的各种输送形式

喷漆流水线的各种输送形式
在现代化的涂装生产中,工件的输送系统是生产过程中组成有节奏的流水作业线不可缺少的设备。
喷漆流水线中的输送系统不仅要完成工件的搬运,输送,和贮存任务,同时还要满足涂装作业的工艺要求。
它能够把工件在生产过程中的各个工序互相衔接起来,并且在整个喷漆流水线的生产体系中起着组织和协调的作用,形成工件搬运,输送与生产工艺紧密结合的工件输送系统,实现了车间运输和生产过程的机械化和自动化。
喷漆流水线的输送系统主要的形式有;普通悬挂输送,积放式悬挂输送,自行小车悬挂输送,滑撬输送,地面牵引输送,网带式输送,板式输送等。
不同的悬挂输送适合不同的工艺要求以及工件规格。
所以能否合理的选择机械化输送系统,将直接影响涂装设备的选型,物流是否通畅,工艺平面布置及厂房占地面积是否合理。
喷漆流水线作业的工件搬运和输送系统选型的基本原则是满足生产与工艺的要求,选择输送系统类型的结构形式需要符合生产工件的特行,输送量,输送路线以及现场的具体条件和要求。
涂装线机械化输送系统(PPT30页)

载轨道,牵引轨道,牵引链条,带防浮装置的吊具,前处理电泳线间辅助转挂装置等设备构成。 其中牵引链条采用日本进口的大福积放链条。链条带有加强筋, 是本公司独有的产品,即可延长疲劳使用寿命又可降低链条运 行时的噪音。链条行走时的声音可保证在75db以下。 轨道采用日本进口优质型材进行制造。坡段及水平转弯处采用 S35C钢材质。带车体吊具处承载轨为我公司独有的C108加厚 轨道(空吊具储存搬运线为C100轨道),轨道强度高,寿命 长。 一次小车组,电泳导电铜排,吊具导电电刷等关键部品为日本 进口部品。来自三、各输送线技术方案介绍
汽车涂装车间输送系统橇体检测及调整方法
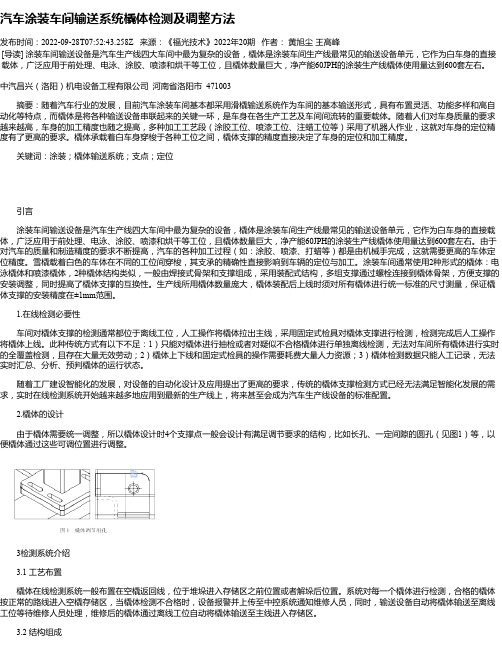
汽车涂装车间输送系统橇体检测及调整方法发布时间:2022-09-28T07:52:43.258Z 来源:《福光技术》2022年20期作者:黄旭尘王高峰[导读] 涂装车间输送设备是汽车生产线四大车间中最为复杂的设备,橇体是涂装车间生产线最常见的输送设备单元,它作为白车身的直接载体,广泛应用于前处理、电泳、涂胶、喷漆和烘干等工位,且橇体数量巨大,净产能60JPH的涂装生产线橇体使用量达到600套左右。
中汽昌兴(洛阳)机电设备工程有限公司河南省洛阳市 471003摘要:随着汽车行业的发展,目前汽车涂装车间基本都采用滑橇输送系统作为车间的基本输送形式,具有布置灵活、功能多样和高自动化等特点,而橇体是将各种输送设备串联起来的关键一环,是车身在各生产工艺及车间间流转的重要载体。
随着人们对车身质量的要求越来越高,车身的加工精度也随之提高,多种加工工艺段(涂胶工位、喷漆工位、注蜡工位等)采用了机器人作业,这就对车身的定位精度有了更高的要求。
橇体承载着白车身穿梭于各种工位之间,橇体支撑的精度直接决定了车身的定位和加工精度。
关键词:涂装;橇体输送系统;支点;定位引言涂装车间输送设备是汽车生产线四大车间中最为复杂的设备,橇体是涂装车间生产线最常见的输送设备单元,它作为白车身的直接载体,广泛应用于前处理、电泳、涂胶、喷漆和烘干等工位,且橇体数量巨大,净产能60JPH的涂装生产线橇体使用量达到600套左右。
由于对汽车的质量和制造精度的要求不断提高,汽车的各种加工过程(如:涂胶、喷漆、打蜡等)都是由机械手完成,这就需要更高的车体定位精度。
雪橇载着白色的车体在不同的工位间穿梭,其支承的精确性直接影响到车辆的定位与加工。
涂装车间通常使用2种形式的橇体:电泳橇体和喷漆橇体,2种橇体结构类似,一般由焊接式骨架和支撑组成,采用装配式结构,多组支撑通过螺栓连接到橇体骨架,方便支撑的安装调整,同时提高了橇体支撑的互换性。
生产线所用橇体数量庞大,橇体装配后上线时须对所有橇体进行统一标准的尺寸测量,保证橇体支撑的安装精度在±1mm范围。
汽车涂装输送系统总体设计

汽车涂装输送系统总体设计发布时间:2022-10-18T08:14:50.551Z 来源:《福光技术》2022年21期作者:郭冰涛张青春[导读] 汽车涂装生产线新技术、新工艺的应用及发展,不仅提高了汽车涂装车间的生产效率,增加了汽车企业的经济效益,并能够进一步满足人们对汽车的多样化需求,进而提高人们的生活品质。
随着科技的进步,汽车涂装生产线新技术、新工艺也在不断的发展;目前涂装车间机运系统主要分为摆杆输送系统和地面滑橇输送系统;本文主要就涂装工艺以及汽车涂装生产线新技术的应用及发展,汽车涂装材料进行分析研究。
郭冰涛张青春中汽昌兴(洛阳)机电设备工程有限公司河南省洛阳市 471003摘要:汽车涂装生产线新技术、新工艺的应用及发展,不仅提高了汽车涂装车间的生产效率,增加了汽车企业的经济效益,并能够进一步满足人们对汽车的多样化需求,进而提高人们的生活品质。
随着科技的进步,汽车涂装生产线新技术、新工艺也在不断的发展;目前涂装车间机运系统主要分为摆杆输送系统和地面滑橇输送系统;本文主要就涂装工艺以及汽车涂装生产线新技术的应用及发展,汽车涂装材料进行分析研究。
关键词:汽车涂装;生产线新技术、新工艺;发展涂装是机械产品生产加工中的一个过程,目的是为了防止机械产品外层表面的生锈或腐蚀,通过涂装来切断空气,达到防锈和防腐的目的,有利于提高产品质量。
涂装是一项系统工程,包括很多程序和工序,涂装的表面处理、涂装、干燥、涂装要求也非常高,应根据涂装对象的材料和性质选择涂料,选用稳定性强、质量好的涂料。
涂刷工艺的应用,能起到保护、装饰等功能,能防止机械设备表面被腐蚀、破坏,同时选用色彩艳丽的涂料也能起到美化和装饰性效果。
涂装技术是汽车生产制造的重要环节。
随着汽车制造水平的不断提高,涂装技术也在不断优化和创新,工艺越来越熟练,涂装质量也越来越高。
目前,在汽车制造行业的生产加工中,实施大批量生产模式,对涂装要求更高,能否达到自动涂装的要求,是决定涂装质量的关键因素。
商用车车厢涂装机械化输送系统的设计及应用
商用车车厢涂装机械化输送系统的设计及应用发布时间:2022-10-24T08:30:38.868Z 来源:《新型城镇化》2022年20期作者:孙夏露[导读] 介绍了商用车车厢涂装生产线中的双排自行小车、双排高位滚床、双排普链及工件滑橇吊具、挂钩等机械化输送装置的设计思路及设计方案。
中汽昌兴(洛阳)机电设备工程有限公司河南省洛阳市 471003摘要:介绍了商用车车厢涂装生产线中的双排自行小车、双排高位滚床、双排普链及工件滑橇吊具、挂钩等机械化输送装置的设计思路及设计方案。
该涂装机械化输送系统具有生产节拍高、投资成本较低、设备维修方便、节约厂房空间等优点,同时可以满足多种尺寸和种类的车厢和标准货箱的涂装共线生产的需求。
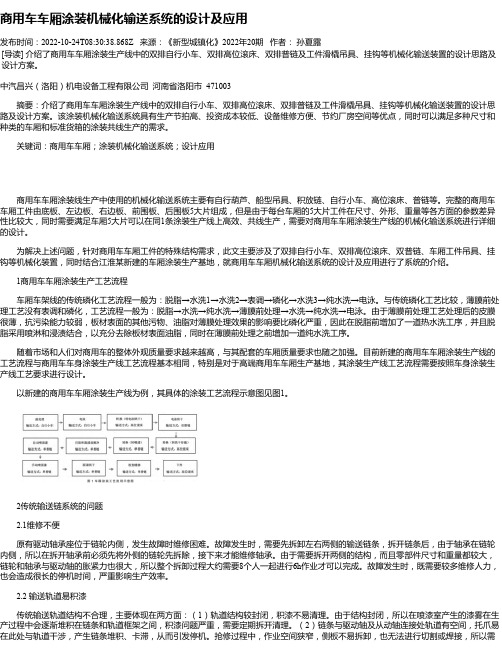
关键词:商用车车厢;涂装机械化输送系统;设计应用商用车车厢涂装线生产中使用的机械化输送系统主要有自行葫芦、船型吊具、积放链、自行小车、高位滚床、普链等。
完整的商用车车厢工件由底板、左边板、右边板、前围板、后围板5大片组成,但是由于每台车厢的5大片工件在尺寸、外形、重量等各方面的参数差异性比较大,同时需要满足车厢5大片可以在同1条涂装生产线上高效、共线生产,需要对商用车车厢涂装生产线的机械化输送系统进行详细的设计。
为解决上述问题,针对商用车车厢工件的特殊结构需求,此文主要涉及了双排自行小车、双排高位滚床、双普链、车厢工件吊具、挂钩等机械化装置,同时结合江淮某新建的车厢涂装生产基地,就商用车车厢机械化输送系统的设计及应用进行了系统的介绍。
1商用车车厢涂装生产工艺流程车厢车架线的传统磷化工艺流程一般为:脱脂→水洗1→水洗2→表调→磷化→水洗3→纯水洗→电泳。
与传统磷化工艺比较,薄膜前处理工艺没有表调和磷化,工艺流程一般为:脱脂→水洗→纯水洗→薄膜前处理→水洗→纯水洗→电泳。
由于薄膜前处理工艺处理后的皮膜很薄,抗污染能力较弱,板材表面的其他污物、油脂对薄膜处理效果的影响要比磷化严重,因此在脱脂前增加了一道热水洗工序,并且脱脂采用喷淋和浸渍结合,以充分去除板材表面油脂,同时在薄膜前处理之前增加一道纯水洗工序。
汽车保险杠涂装线输送系统选型
保险杠涂装线输送系统的选型近几年以来,随着我国汽车工业的高速发展,国际上著名的汽车公司纷纷进驻我国市场,众多的合资汽车公司如雨后春笋般成立。
各公司之间为了抢占市场份额,不断追求降低生产成本,而提高零部件的国产化程度,正是降低成本的有效途径。
汽车保险杠就是汽车零部件国产化的排头兵产品,所以,各大汽车厂家的保险杠涂装线纷纷上马。
在保险杠涂装线建设项目中,做为项目是否能够成功的关键因素之一——输送设备的选型显得尤为重要。
目前国内常见的保险杠涂装线的输送形式主要有一下几种:地面积放式输送机(俗称倒置积放链或反向积放链);常规轻型滑橇输送系统;全滚子链滑橇输送系统。
地面积放式输送机:地面积放式输送机是最广泛采用的设备之一。
应用地面积放式输送机可实现线路的爬坡、下坡、转弯、输送、积放储存等过程,可大大提高生产的自动化程度。
它的输送线路既可是一条牵引链条——此时工件间距和生产节拍都是一致的,整个生产是按强制节拍进行的;也可由不同速度的多条牵引链条形成组合——此时的工件间距和输送速度都是不同的,整个生产过程是按柔性方式进行的。
采用一条牵引链条的输送形式,其优点是电气控制系统较为简单,可以减少电气系统的投资,系统维护也比较容易;但其弊端是生产的灵活性较差。
如果采用不同速度的多条牵引链形成组合,则需要在电气控制方面的投资较大,系统维护工作量大;但生产的灵活性好。
若采用组合的形式,必须要注意避免各线路之间在交接过渡处各自的牵引推头发生相互干涉,这时可采用隔板将其分开。
整个地面积放输送系统由下列部件组成:标准直轨道、滚子回转装置(R1500),热伸缩直轨道,牵引滚子回转装置(R450),光轮回转装置(R300),牵引直轨道,带平衡轨直轨道(用于喷漆室),压轨直轨道,变轨间距直轨道,下坡变轨间距直轨道,上拱弯曲轨道(R2000),下挠弯曲轨道(R2000)、横向浮动式直线驱动装置、重锤张紧装置、直线转链装置、分流道岔、合流道岔、台车、稀油润滑装置、下坡阻尼器、牵引链条(通常采用X-348模锻可拆链)、推头、链支撑小车、空车返回线上设置的无动力检修段、台车进出线路系统的无动力进出段。
涂装车间输送系统整体经济性简析
10.16638/ki.1671-7988.2017.23.025涂装车间输送系统整体经济性简析朱金福1,宋衍国2(1.一汽-大众汽车有限公司规划部涂装规划科,吉林长春130011;2.机械工业第九设计研究院有限公司,吉林长春130011)摘要:伴随我国汽车工业的发展,汽车涂装车间正逐步向智能化、绿色环保、精益化方向发展。
如何用最优的投资,建成最高效的工厂,将是我们面对的永久性课题。
本文基于现有技术水平,从涂装车间输送系统着手,从不同角度探讨潜在节约点,从实际应用案例出发,对未来如何建立经济节能型输送系统提出几点建议。
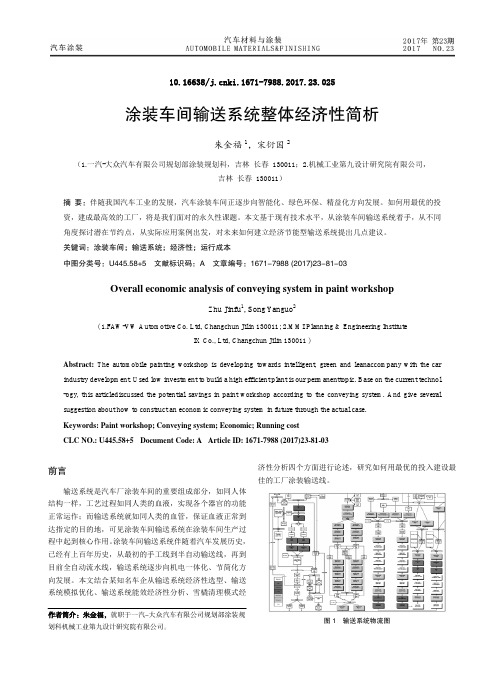
关键词:涂装车间;输送系统;经济性;运行成本中图分类号:U445.58+5 文献标识码:A 文章编号:1671-7988 (2017)23-81-03Overall economic analysis of conveying system in paint workshopZhu Jinfu1, Song Yanguo2( 1.FAW-VW Automotive Co. Ltd, Changchun Jilin 130011; 2.MMI Planning & Engineering InstituteIX Co., Ltd, Changchun Jilin 130011 )Abstract:The automobile painting workshop is developing towards intelligent, green and leanaccompany with the car industry development. Used low investment to build a high efficient plant is our permanenttopic. Base on the current technol -ogy, this articlediscussed the potential savings in paint workshop according to the conveying system. And give several suggestion about how to construct an economic conveying system in future through the actual case.Keywords: Paint workshop; Conveying system; Economic; Running costCLC NO.: U445.58+5 Document Code: A Article ID: 1671-7988 (2017)23-81-03前言输送系统是汽车厂涂装车间的重要组成部分,如同人体结构一样,工艺过程如同人类的血液,实现各个器官的功能正常运作;而输送系统就如同人类的血管,保证血液正常到达指定的目的地,可见涂装车间输送系统在涂装车间生产过程中起到核心作用。
二液无气喷涂机的涂料输送和储存系统设计
二液无气喷涂机的涂料输送和储存系统设计随着科技的不断发展,二液无气喷涂机在涂装行业中的应用越来越广泛。
为了确保喷涂工艺的顺利进行,涂料输送和储存系统的设计至关重要。
本文将针对二液无气喷涂机的涂料输送和储存系统进行详细阐述。
涂料输送系统是指将涂料从储存罐输送到喷涂枪的系统,确保喷涂过程中涂料的稳定供应。
涂料输送系统应考虑以下几个方面:首先,涂料输送系统需要设计合适的输送管道。
输送管道应选择能够耐受涂料的腐蚀和高压的材料,确保输送过程中不发生泄漏和污染。
另外,合理的管道布局能够提高输送效率,减少能量消耗。
其次,涂料输送系统需要选择适当的输送方式。
常见的涂料输送方式包括压力输送和重力输送。
考虑到二液无气喷涂机对涂料的要求,压力输送方式更为常见。
在设计时,需要考虑输送距离、输送速度和输送精度等因素,确保涂料能够稳定无压力损耗地输送到喷涂枪。
此外,涂料输送系统还需要考虑涂料的混合和稳定性。
根据涂料的特性,需要确保涂料能够均匀混合并保持其稳定性。
为此,可以在输送系统中设计混合装置,通过搅拌或循环流动来保证涂料的均一性。
对于涂料储存系统的设计,主要考虑如下几个方面:首先,涂料储存系统需要选择合适的储存罐。
储存罐应选择耐化学腐蚀和耐高压的材料,以保证储存的涂料的质量和性能不受影响。
储存罐的容量应根据涂料的使用量进行合理规划,以提高生产效率。
其次,涂料储存系统需要设计合理的储存条件。
涂料对温度和湿度较为敏感,因此储存系统应具备良好的温度和湿度控制能力,避免涂料的质量因外界环境变化而受到影响。
同时,储存罐应具备防爆和防漏的功能,确保涂料的安全。
此外,涂料储存系统还需要考虑涂料的保质期管理。
涂料在储存过程中,容易出现结皮、变质或沉淀的问题。
为了解决这些问题,可以在储存罐中设计相应的搅拌装置,定期搅拌涂料。
另外,在储存罐的出口处可以设置过滤装置,防止杂质进入喷涂枪,影响涂装质量。
综上所述,二液无气喷涂机的涂料输送和储存系统设计是确保喷涂工艺顺利进行的重要环节。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、由驱动电机通过传动机构带动长链式输送链条。 2、长链式输送链条采用单偏滚子链。 3、控制采用长链常时运行,工位停止器单独控制。 ㈣输送要求对应: 1、采用长链输送链实现 SKID 搭载车体在水平前进向运
动,因长链式输送链条采用单偏滚子链,可实现 SKID 相对链条运动,固配合停止器,当链运动时 SKID 相对 链条运动,可在作业工位停止。 2、长链输送链采用钢结构有耐研磨、修补粉尘的能力。 3、因长链式输送链条采用单偏滚子链,可实现 SKID 相对 链条运动,固当 SKID 与前方 SKID 累积时可相对链条 运动,以达到 SKID 在输送线上累积的功能。 五、补胶系统输送机
涂技组新进人员教育训练资 料
(涂装输送系统)
2004-9-16
目录
一、概述 ------------------------------------------------------------ Page3 二、输送系统类型 ------------------------------------------------ Page 4
线机器人喷涂部位定位误差小于 5mm。 六、喷房,烤炉输送机
㈠输送要求: 1、水平前进向匀速运动,速度可变,振动小。 2、喷房输送机须防漆污染。 3、烤炉链输送线须耐高温,考虑配合烤炉炉体伸缩问题。 4、喷房、烤炉链须尽量考虑减少产生污染。
㈡输送选用: 1、喷房采用可变速托架式输送机。 2、烤炉链采用可变速耐高温链。
㈣移载机:
� 用于工件的横向移载输送。 ㈤转角机:
�输送要求: 1、采用步进式,需将 SKID 带车送至各间断性之处理槽内 作定点自动升降摇摆处理,以满足电泳质量要求。 2、须能满足耐酸碱、耐水雾。 3、SKID 及车体可通电。 4、进槽过程须考虑车体浮力问题。 5、考虑输送设备运行时的防尘,避免槽液污染 ㈡输送选用:采用空中自行小车系统。 ㈢设备结构: 1、自行小车水平走行由一台驱动电机完成,垂直升降由 二台升降葫芦组合完成。 2、电车轨道依前处理电泳设备走向布置。 3、控制采用电轨上之滑触线,实现电车上控制盘与地面 总控制盘之间通讯,以达到电车按所要求之动作运行。 ㈣输送要求对应: 1、挂具涂以特殊之树脂漆,电控系统置于 BOOTH 外,以 尽量减少设备与槽液的直接接触,达到设备耐酸碱、耐 水雾要求。 2、利用水平走行驱动电机与二台垂直升降葫芦组合达到 在全线槽位固定点上做垂直升降及摇摆的要求。 3、在电泳槽上方设置通电导板,电车上设导电块,将电 送至与电车主框架绝缘之搭载 SKID 及车体的挂具上。
12/13
2、依生产能力要求,设计其速度符合节拍要求。 3、因长链式输送链条采用单偏滚子链,可实现 SKID 相对
链条运动,固当 SKID 与前方 SKID 累积时可相对链条 运动,以达到 SKID 在输送线上累积的功能。
13/13
9/13
㈠输送要求: 1、补胶输送机在水平前进向匀速运动,速度可变,振动小。 2、防落胶污染。 3、底盘胶线须将车体提升至人员可作业高度位置。 4、底盘胶线在机器人喷涂部位,车体须有一致的定位。
㈡输送选用: 1、补胶线输送机采用可变速托架式输送机。 2、底盘胶线输送机采用电车系统。
㈢设备结构: 1、托架式输送机由驱动电机通过传动机构带动托架式长 链输送链条。 2、长链式输送链条采托架式,SKID 相对链条不可 运动。 3、托架式输送机机架采用密封式。 4、托架式输送机速度采用变频器控制,且速度可调。 5、托架式输送机链条滚轮在连续式轨道上运行,振动小。 6、底盘胶线电车系统,水平走行由一台驱动电机完成, 垂直升降由一台升降葫芦完成。 7、底盘胶线电车系统在机器人喷涂位置采用锁紧机构和 导向杆定位。
11/13
7、喷房、烤炉输送机电气控制考虑防爆及维护性,一般 置于喷房烤炉外。
㈣输送要求对应: 1、喷房、烤炉输送机采用变频器控制速度,且采用链条 滚轮在连续式轨道上运行的结构方式,可以达到匀速 运行且振动小的要求。 2、喷房输送机机架,采用密封式可防漆污染。 3、烤炉链输送线配合炉体各段的伸缩率,机架间连接采 用伸缩缝且配合炉体各段的伸缩方向,并配有自动张 紧机构以对应温度变化伸缩问题。 4、喷房、烤炉链采链条定位 SKID,无侧边导轮结构,避免 SKID 相对其它设备零件有接触相对运动,减少污染。
一、概述: 涂装车间输送系统:利用各种输送机将白车身从焊装车间送
至涂装车间并依工艺流程所排定之 L/O 作自动搬送之设备系统。 流程图如下:
2/13
二、输送系统类型 ㈠电车系统:
3/13
� 搭载车体于空中走行,并有水平和垂直方向运动处理工 件,涂装主要运用于前处理/ED,底盘补胶。
㈡地面链: 1、一般地面输送链:
� 涂装采用单链、双链、动力滚床,主要用于各工程站间 的输送。
� 区别于烤炉、喷房输送链的特点为:
4/13
*链式输送机、工件在链上可累积,工件可相对链运动。 *机架结构及链无防漆污及耐高温设计需求。 2、烤炉输送链:
� 涂装采用双链耐高温链,用于烤炉内的车体输送。 � 区别于喷房输送链的特点为:
*机架结构及链无防漆污要求。 *需考虑温度变化配合烤炉炉体伸缩问题。 � 区别于一般地面输送链的特点为: *工件在链上不可累积,工件不可相对链运动。 *需考虑温度变化,配合烤炉炉体伸缩问题。 3、喷房、补胶输送链:
8/13
4、挂具上设置有效之 SKID 锁紧装置,防止 SKID 及车体 进槽过程因浮力问题而脱开挂具。
5、挂具上设防尘板避免输送设备运行时的粉尘污染槽液。 四、作业场输送机
㈠输送要求: 1、可水平前进向运动,可在作业工位停止。 2、耐研磨、修补粉尘。 3、SKID 在输送线上可累积。
㈡输送选用:一般地面输送链配合工位停止器。 ㈢设备结构:
㈢设备结构: 1、喷房、烤炉输送机由驱动电机通过传动机构带动长链 输送链条。 2、喷房输送链条采用托架式,SKID 相对链条不可 运动。 3、喷房托架式输送机机架采用密封式。 4、喷房、烤炉输送机速度采用变频器控制,且速度可调。 5、喷房、烤炉输送机链条滚轮在连续轨道上运行,振动小。 6、烤炉链条张紧采用配重式。
5/13
� 涂装采用双链耐漆污机架,用于喷房内的车体输送。 � 区别于烤炉输送链的特点为:
*机架结构及链有防漆污要求。 *无需考虑温度变化伸缩问题。 � 区别于一般地面输送链的特点为: *工件在链上不可累积,工件不可相对链运动。 *机架结构及链有防漆污要求。 ㈢升降机:
� 用于垂直面工件的输送。
6/13
1/13
三、前处理/电泳线输送机 -------------------------------------- Page 8 四、作业场输送机 ------------------------------------------------ Page 9 五、补胶系统输送机 -------------------------------------------- Page 10 六、喷房,烤炉输送机 ------------------------------------------ Page 11 七、调度区输送机 ----------------------------------------------- Page 13
㈣输送要求对应: 1、侧胶线输送机采用变频器控制速度,且采用链条滚轮 在连续式轨道上运行的结构方式,可以达到匀速运行 振动小的要求。
10/13
2、托架式输送机机架采用密封式可防落胶污染。 3、底盘胶线电车系统一台升降葫芦通过传动机构可将车
体提升至人员高度可作业位置。 4、采锁紧机构和导向杆定位挂具,可实现车体在底盘胶