三菱+伺服驱动控制程序
三菱伺服电机对应控制软件

另三菱还有一个容量选择软件capacity selection,用于选择伺服电机型号;三菱伺服软件调试一、软件基本设置1、双击SETUP154C图标——设置——系统设定——机种选择“MR——E——A”;——波特率选择“9600”——串口选择“COM3这是看你自己的计算机口了”——有站号——确定;2、点站号设定:选00站;3、点击参数——进行“参数设定、调整、变更清单显示、详细信息显示”里——点击“参数设定”——参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”;4、参数写入操作步骤:修改表里相应参数值后——回车——点“写入”;注意:有好的参数伺服要停电后5S再启;三、软件调试运行功能点动运行、定位运行、无电机运行、程序运行1、试运行1、点动运行操作试运行——点动运行——电机转速3000r/min注意设定时不要超过3000转——加减速时间常数1000ms——点正转停止或反转停止即可;2、定位运行操作试运行——定位运行——电机转速200r/min注意设定时不要超过3000转——加减速时间常数1000ms——移动量9310720pules——点正转停止或反转停止即可;3、程序运行操作试运行——程序运行——点“编辑”——在“程序运行”里点“编辑”——出现“程序运行—编辑”栏,在右边大空白栏里输入以下程序如下:TIMS3:运行程序3次;SPN1000:进给转速1000r/min;STC500:伺服到达额定转速时间500ms;MOV100000:正转给移动脉冲距离100000PULES;TIM3 :等待下一步操作时间3秒;SPN1000:进给转速1000r/min;STC500 :伺服到达额定转速时间500ms;MOV-100000 :正转给移动脉冲距离100000PULES;STOP:停止;按“确定”——反悔程序运行界面——点“启动”这时电机按你编制的程序要求运行; B系列不需要通过软件设置,定位模块会把参数写入到伺服控制器中;。
任务4.2伺服电机的位置控制-三菱伺服驱动器位置模式接线及参数
知 识
一、伺服驱动ห้องสมุดไป่ตู้位置控制接线图
学
习
输入脉冲串采用集电 极开路输入方式时, 需要将OPC端子接入 DC 24V的正极。
EMG、LSP、 LSN必须接入 常闭触点
输入指令脉冲串可 以采用集电极开路 输入方式或差动输 入方式两种
漏型输入、输出接口的位置控制接线图
知 识
二、脉冲输入形式
学
习
脉冲串输入形式设置表
《变频与伺服控制技术》
项目4 ─ 伺服电机应用
目录
1
2 3 4 5
任务4.1:伺服驱动器的认识及试运行 任务4.2:伺服电机的位置控制
任务4.2:伺服电机的位置控制
任务导入
按下启动按钮SB1,伺服电动机带动丝杠机构以8000脉冲/秒的速度沿X轴方向右 行,碰到正向限位开关SQ1停止2s,然后伺服电动机带动丝杠机械机构沿X轴反向 运行,碰到反向限位开关SQ2停止5s,接着又向右运动,如此反复运行,直到按下 停止按钮SB2,伺服电机停止运行。按下手动按钮SB3,伺服电机以6000脉冲/秒 的速度手动运行。
知 识
二、脉冲输入形式
学
习
知 识
三、定位完成
学
习
• INP是定位完成,当偏差计数器的滞留脉冲在设置的定位范
围(PA10)以下时,INP将会开启。
• 将负载范围设定为很大的值,低速运行时,会进入常通状态,
INP开启的时序图如图所示。
定位完成时序图
实现三菱PLC触摸屏控制伺服电机完整版

实现三菱P L C触摸屏控制伺服电机HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】实现三菱PLC触摸屏控制伺服电机在plc行业中一直坚持高规格、高性能,得到很多技术人员的青睐,同时,在与伺服电机中也有很好的应用,下面以作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令μs、PCMIX值实现了以倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
三菱MR-J2S伺服调试说明

A
105HZ
B
130HZ
C
160HZ
D
200HZ
E
240HZ
高响应
F
300HZ
自动增益调整和机床响应速度的调整方法参见下一章
6
三菱 J2S 数字交流伺服调试说明书
注 2:参数符号前带“*”的参数,改变数值后,需关电源,再 开电源才能有效。
(详细请参见三菱 J2S 伺服驱动说明书)
5.三菱 J2S 伺服驱动器的参数表:
三菱 J2S 伺服驱动器和凯恩帝数控系统相配时,只需设定以下 参数(见参数表);其余参数,一般情况下,不用修改。
参数表
TE1
L1 L2 L3 U V W
TE2
L11
L21
P
C
PE
D
伺服电机
编码器
MR-J2S-200A(1.5KW )以上 伺服驱动器
至数控系统
CN1A CN1B
至电气控制电路
CN2
编码器反馈电缆
三相200V  ̄ 220V 单相200V  ̄ 220V
L11 L21 编码器
3.通电时的检查 1) 确认三相主电路输入电压在 200V-220V 范围内,单相主电路输入
电压在 200V-220V 范围内。 建议用户选用 380V/200V 的三相伺服变压器。
2)确认接地可靠。
4.三菱 J2S 伺服驱动器的参数设定方法
三菱 J2S 伺服驱动器修改参数的操作方法,如下: 1) 按“MODE”按钮,可切换显示以下 6 种方式, 按“M O D E ” 键 状态显示 诊断显示 报警 基本参数 扩展参数 1 扩展参数 2
益 1)的数值(此值作为 N0.6 参数和 N0.36 参数最大范围的数
干货:三菱FX3U控制伺服的高速脉冲指令,跟我一起做,马上就会

干货:三菱FX3U控制伺服的高速脉冲指令,跟我一起做,马上就会三菱FX3U做为一款入门级PLC,应用很广泛,其实学习PLC就几点,开关量的输入、输出,就是我们平常所说的IO、伺服(或者步进电机)的控制、Modbus通信、模拟量输入输出,掌握了这些,基本可以做80%的项目了,小编今天主要来和大家说一下伺服电机(或者步进电机)的控制方法。
其实伺服电机就是高级一点的步进,其自带编码器,驱动器功能更加强大,支持位置模式、速度模式和转矩模式三种类型,因为伺服电机可以精确定位,所以通常我们用到的是位置模式。
位置模式需要PLC发送高速脉冲串给伺服驱动器,伺服驱动器再驱动伺服电机按照一定的角度和速度来旋转,从而达到位置控制的模式三菱FX3U这款PLC控制伺服电机有两种方法,一种是高速脉冲模式,一种是定位模式,其指令是不一样的,同时,FX3U只支持三路高速脉冲的发送,分别是Y0、Y1、Y2,所以最多只能控制三台伺服电机,如果想控制超三台伺服电机,可以选择加装定位模块或者几台PLC组网来实现。
一、高速脉冲模式1、PLSY指令PLSY是高速脉冲输出指令,可以指定Y0、Y1或者Y2发送高速脉冲,其指令格式如下如上图所示,分别是16位高速脉冲输出和32位高速脉冲输出,16位高速脉冲输出可以发送最大频率为32767的数据,而32位高速脉冲输出可以发送最大频率为200,000Hz的脉冲串,各位同学可以根据实际需要进行选择,不过这里小编建议大家养成一个好习惯,就是坚持用32位运算进行程序处理,可以有效防止程序溢出。
熟悉了相关指令,我们看下详细用法。
比如我们想接通M0的同时,让Y0输出频率为10000,数量为25000的脉冲串,那么就这样来写程序其中:频率为每秒钟发送的脉冲数,表示到伺服电机就是速度发送脉冲数即为一共发送多少个脉冲给驱动器,转换到伺服电机就是走过的距离或者角度Y0为输出通道,接线到驱动侧的高速脉冲输入点。
这里M0只要保持接通,就会以当前速度发送25000个脉冲,中间如果M0断开,则停止发送脉冲,再次接通M0则重新发送25000个脉冲直到完成。
三菱PLC伺服控制攻丝机程序 附注释

工作
RST
Y011
2#攻丝机
工作
K10 T74 变频器2号 料时间
T1
X026 X025 M129
400
1#位压下 1#攻丝机 1#攻丝机 手动
到位延时 后限位 前限位
X001 停止
M203 M500
M75
X001
1#攻丝机 1-2#断针 1号与2号 停止 自动后退 报警 种类料
M201 1#攻丝机 自动前进
1#攻丝机 自动前进
M210 M202
3#攻丝机 1#攻丝机 手动前进 手动前进
M209
3#攻丝机 自动前进
M202 M210
1#攻丝机 3#攻丝机 手动前进 手动前进
X025 X026 M201 X001 430
1#攻丝机 1#攻丝机 1#攻丝机 停止 前限位 后限位 自动前进
M75
M129
1号与2号 手动 种类料
类检测 类检测 种类料
X006 184
安全门
M101 上料
X010 X011
M75
M197
1#上料种 2#上料种 1号与2号 调试模式 类检测 类检测 种类料
M197 X011 X010
M75
M198
调试模式 2#上料种 1#上料种 1号与2号 模拟上料 类检测 类检测 种类料
M197 X010 X011
M75
M198
198
调试模式 1#上料种 2#上料种 1号与2号 模拟上料
类检测 类检测 种类料
M528 安全门没 关好
M101 上料
SET
M25
1号种类
RST
M25
1号种类
SET
三菱PLC-FX1N松下A5伺服接线和程序

PLC型号:FX1N-40MT-001(集电极型的PLC)
接线图参考
其中
❺响应时间:
可编程控制器从光电摘合盤驱动(或切断)到晶体管ON(或OFF)所用时间为0・2ms以下(Y0. YI是
Y000. Y001是离速响应输出-
DC5V-24V. lOTOOmA时.-100kHz以下.
谄参考下述内容.
滋冲褊出族特万冋
O开路漏电流:
0.1mA以下.
进行调试的过程需要更改
PY0.06
1镂性遽定丿iSSffi
PTO .07
令休冲、1桶人篁式丿 识定值
苗号名祎
匹方向tfi令
负疔尙15令
0
0a
2
3”财位差Z明竦冲 (沁B相)
PLLS
SIGN
cl 11
_FTELJ-L
I • i »
tl 11
映ittAie快9<r
ti «i
^R=run=
$ 4
j=tn_n_
12 12
3
*1冲序列•+
PU.S
SIGN
—W^-O-
■b
T-i V U
"57
:6t&
ta:e
■栢令IW冲瀛入形态
-PULS.516为切冲列漠入胆筋的出.漁站阅入咆路]图.
•负方向腿冲序列十正方向躲冲序列■林冲用列十苻舄的悄况下.上升Jft时述取雌冲序列••2相脚冲时,在各上升沿时读取肺冲甲•
下面是测试程序:
M8000
卄
帯ON
Ml
卄
回滋it点
{DMOV D8140D10
YOOO的肘读取岁前 冲决谢佰
{set
三菱FX3U系列伺服定位指令全面详解,附带程序案例!

三菱FX3U系列伺服定位指令全面详解,附带程序案例!BFH一、PLC定位及伺服控制系统介绍通过PLC给伺服驱动器发驱动脉冲,通过改变脉冲频率来控制移动速度,通过改变脉冲数量来改变移动量,控制步进电机移动方向。
伺服驱动器是执行机构,在接收到PLC发来的信号,控制电机来运动,通过位置编码器精准定位。
1、定位控制基本单元通过一个FX3U的CPU就可以带三个轴的伺服驱动器。
PLC的脉冲输出端是固定的,Y0、Y1、Y2。
具体是否具备脉冲输出可看模块的手册。
其余的Y可以作为方向的输出端。
输出的最大脉冲频率为100KHz。
2、FX3U PLC特殊适配器扩展单元展开剩余92%基本单元的脉冲输出Y不起作用,只能用特殊适配器扩展单元的输入Y来输出脉冲。
3、PLC输入端内部电路(漏型输入)4、PLC输出端内部电路Y0可以提供脉冲频率和脉冲数量。
利用Y4输出方向。
由定位指令来实现,不需要单独编程Y4.二、FX3U-PLC定位控制指令(一)、原点回归指令:ZRN首先以S1的速度快速运动,当到近点S3后切换到爬行速度S2,D为输出。
只能在原点的正方向才能使用原点回归指令,在反向是不能使用ZRN指令的。
1、原点回归指令ZRN运行过程2、原点回归指令ZRN,速度变化过程及清零信号说明1)Y0脉冲输出端的清零信号选择(1)M8341=ON;清零信号有效M8464=OFF;清零信号输出端固定有效Y4--清零信号固定输出端。
2)Y0脉冲输出端的清零信号选择(2)M8341=ON;清零信号有效M8464=ON;清零信号输出指定有效D8464--清零信号指定寄存器。
例:上图中当执行条件满足,将M8341=1,M8464=1,将Y20送到D8464.注意:若设置H0028,对应的Y028,由于没有Y028,则出现运算错误。
3)清零信号输出端固定(与脉冲输出端一致性)4)清零信号输出端可指定(可任意选择)3、定位指令的最高速度设定最高速度限定了PLC输出最高脉冲频率,为定位指令的上线频率。
三菱伺服控制程序常用经典写法破析
2.原点回归(进行中到完成)程序示例:
原点完成输出
0.5SEC闪烁
原点完成 指示灯
Y50 原点回归动作进行中(伺服电机的定位启动输出) X50 启动完成信号(伺服参数) X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通 M6501 原点回归动作完成输出(采用维持处理,一直接通)
断开条件: M6701 电机发生SERVO ERROR X48 接通(伺服内部参数,报警输出) YA42 伺服电机的M/C电源断开
M101 全部原点回归执行完成 M1012 复位按键启动 M105 紧急停止开关启动
3
4.JOG SPEED的更改和专用指令写法:
随时可以 改变
高速,中速,低速 的选择按键
伺服JOG速度写入 专用参数代码
M1055 M1053 M1051 是速度选择的几个按键开关,可以通过TOUCH直接进 行设定选择 SM400一直处于接通状态,表示JOG的速度选择可以通过开关的任意时间进 行设定写入从而改变。 D120 是速度值存储的字地址 DMOV 传送指令,D 32数据传送指令 (速度的值是任意设定的) [ DTO H4 K1518 D120 K1 ] JOG速度专用指令写入方法
当故障解决后,需要对QD75的报警进行复位处理,需要在程序中编写一个 复位开关,当开关接通后,执行伺服复位的专用指令,将故障消除。
5
6.SERVO 电机运行的当前数据读取专用指令和写法
实时 读取
电机当前数据读取专用指令
伺服电机当前数据读取的专用指令和写法
DFRO 是 DFROM的简写模式 32位数据的读取,当前数据可能大于16位 K800 K900 K1000 K1100 分别是轴一到轴四的伺服电机当前数据读取的 专用代码 D6400 D6404 D6402 D6406 是数据读取都得存储地址
三菱PLC伺服控制攻丝机程序 附注释

208
1号料选择1#料到位 1号料刻字
信号 反馈延时
Y031 X043
T70
217
2号料选择2#料规到 2号料刻字
位信号 反馈延时
Y027 1号料选择
Y031 2号料选择
M530 1号料刻字 没有反馈
K10 T69 1号料刻字 反馈延时
M531 2号料刻字 没有反馈
K10 T70 2号料刻字 反馈延时
X057 移位汽缸 右信号
T66 1号步进电 机延时
X055 2#步进原 点
X045 1#通止规 汽缸后
X047 2#通止规 汽缸后
M226 Y015 M233 M129
1号步进启转台电机 螺杆伸出 手动
动辅助
检测辅助
M532 K0
工作量已 达到
X017 M502 M503 M101 1#压料汽 上错1号料上错2号料上料 缸后
M203
1#攻丝机 自动后退
X002 复位
M8002
M134 X026 M133 M129 444
1#攻丝机 1#攻丝机 1#攻丝机 手动 手动复位 后限位 手动停止
M202
M75
1#攻丝机 1号与2号 手动前进 种类料
M204
1#攻丝机 手动后退
Y004 1#3#攻丝 机前进
M203 1#攻丝机 自动后退
类检测 类检测 种类料
X006 184
安全门
M101 上料
X010 X011
M75
M197
1#上料种 2#上料种 1号与2号 调试模式 类检测 类检测 种类料
M197 X011 X010
M75
M198
调试模式 2#上料种 1#上料种 1号与2号 模拟上料 类检测 类检测 种类料
三菱J2S 数字交流伺服调试说明书

服性能(机床有二根轴以上,需要调整各轴的位置增益并使之匹配,
所以采用采用三菱的“插补模式增益调整”),步骤如下:
(1) 开关一次驱动器电源,参数有效。
(2) 用数控系统手动方式来回反复加减速运行该运动轴,(由于
NO.2 参数已设为“0105”,此时运动轴伺服驱动器按“自动调
设置
值
增益调整
模式
设置
值
机床响
应速度
机床共
振频率
0 插补模式 1 15HZ
2 20HZ
1 自动调谐 3 25HZ
模式1 4 30HZ
2 自动调谐 5 35HZ
模式2 6 45HZ
3 手动 7 55HZ
模式1 8 70HZ
4 手动 9 85HZ
模式2 A 105HZ
B 130HZ
C 160HZ
D 200HZ
E 240HZ
F
低响应
中响应
高响应
300HZ
0105 0105
3 CMX 1 需计
算
4 CDV 1 需计
算
电子齿轮分子(指令脉冲倍率分子):
设定电子齿轮的分子。
电子齿轮分母(指令脉冲倍率分母):
设定电子齿轮比的分母。
NO.3 和NO.4 参数:电子齿轮分子CMX 和电子齿
切换到显示基本参数画面:[P 00]
2) 按○· UP 和○· DOWN 键,选择想修改参数的参数号(例修改2 号参
数):
3) 按2 次○· SET 键(想修改参数的参数值显示并闪烁)。
三菱Q系列PLC定位模块 伺服控制程序常用经典写法破析
M1251 原点回归动作进行状态指示灯 当原点回归正在进行中时以间隔0.5S的时间闪烁 原点回归完成后一直接通
2
3.全部原点回归程序示例:
所有电机 原点完成输出
原点回归完成 状态指示
M1290 原点回归的启动开关 M1001 原点回归时必须在手动状态下进行 M100 原点回归的输出 (动作需要进行维持处理) 原点回归的断开条件:
著作者 :欧阳青云
1.原点回归程序示例:
专用指令
M1250 原点回归启动按键 Y50 定位启动 (私服参数) Y44 轴停止 (私服参数) Y40 PLC准备完成 (私服参数) M1081 电机手动状态 M6401 原点回归启动条件输出脉冲 [T0 H4 K1500 K9001 K1] 原点回归专用指令 T0 Plc>》》QD75 H4 QD75模块的首地址分配位置 40 K1500 定位指令 (私服参数) K9001 机械原点回归 K1 设定值 SET Y50 执行电机的输出,需要进行职位处理
4
5.SERVO ERROR的复位专用指令和写法
复位 开关
复位专用指令 轴一
轴出错信号
轴二 轴三
伺服ERROR故障复位专用指令和写法
轴四
K1502 K1602 K1702 K1802 是对各个轴出错复位的专用代码
当轴发生出错时,相对应得轴会自动接通出错信号,依次是轴一 x48 轴二X49 轴三x4a 轴四X4B
实时读取
伺服电机I/O信息读取专用指令
实时传送
8
9.SERVO 定位输出专用指令和写法(经典) 9
10.伺服电机加速时间和减速时间的程序设定方法:
三菱伺服控制程序常用经典写法破析

伺服参数的I/O型号读取
伺服故障复位请求
27
谢谢您的支持!
设定变速开始时的地址
新速度写入
变速条件(上一页)
变速请求
16
伺服专用程序写法 17
14.伺服控制专用指令写法事例分析2:
JOG启动 TOUCH开关
TOUCH启动 执行开关
须置位处理
原点回归执行程序
开关无动作时进行复位处理
18
JOG执行 条件满足
第三轴 JOG速度写入专用指令
高中低三速选择条件
TOUCH执行开关
JOG反转输出
JOG正转输出
19
原点回归启动条件
伺服启动脉冲信号输出
电机运行条件1.原点2.手动情况下的MOV 3.自动执行中的步进顺控。
20
பைடு நூலகம்冲信号输出
置位处理执行开始
原点回归执行
原点回归执行代码
1号位置数据执行
21
2号位置数据执行 22
3号位置数据执行 4号位置数据执行 23
5号位置数据执行 低两位
实时读取
伺服电机I/O信息读取专用指令
实时传送
8
9.SERVO 定位输出专用指令和写法(经典) 9
10.伺服电机加速时间和减速时间的程序设定方法:
轴一的加速时间写入 轴一的减速时间写入
电机运行正向反向选择
轴一加减速伺服 代码
通过M81的接通和断开,来选择电机在正向运行时的加减速,如果只通过 对伺服参数的直接设定,那么电机的正向运行和反向运行时的加减速一样。
当故障解决后,需要对QD75的报警进行复位处理,需要在程序中编写一个 复位开关,当开关接通后,执行伺服复位的专用指令,将故障消除。
三菱plc控制伺服电机流程
ABS
ZRN
PLSV
DRIV
DRVA
1.Fx
系列的晶体管输出型的一般通过y0y1
或者定位模块的输出点给伺服发脉冲,伺服的
速度方向等取决于你程序里脉冲的频率及方向选择。
2.Q 系列可以通过运动控制cpu 或者定位模块,通过接线或者光纤通讯的方式给伺服驱动器
发脉冲,这个用起来很方便,可以在编程软件里设置伺服运动参数来控制伺服
3.L
系列跟Q 系列差不多,就是没有运动控制CPU
以下的线是必须要接的:控制卡的模拟量输出线、使能信号线、伺服输出的编码器信号线绝对定位:伺服驱动器
plc定位控制指令
abs现在值读出:原点回归:可变速脉冲输出:相对定位:
动参数来控制伺服。
、伺服输出的编码器信号线。
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释
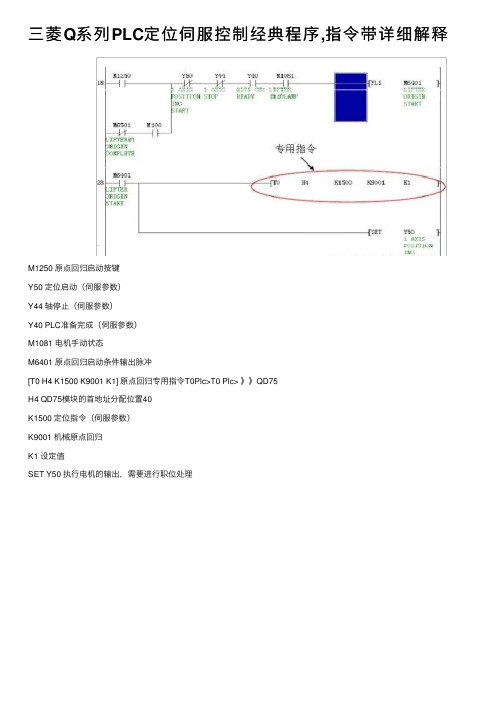
三菱Q系列PLC定位伺服控制经典程序,指令带详细解释M1250 原点回归启动按键Y50 定位启动(伺服参数)Y44 轴停⽌(伺服参数)Y40 PLC准备完成(伺服参数)M1081 电机⼿动状态M6401 原点回归启动条件输出脉冲[T0 H4 K1500 K9001 K1] 原点回归专⽤指令T0Plc>T0 Plc> 》》QD75H4 QD75模块的⾸地址分配位置40K1500 定位指令(伺服参数)K9001 机械原点回归K1 设定值SET Y50 执⾏电机的输出,需要进⾏职位处理Y50 原点回归动作进⾏中(伺服电机的定位启动输出)X50 启动完成信号(伺服参数)X4C 电机BUSY(忙轴)电机动作中处于忙轴中X4C接通M6501 原点回归动作完成输出(采⽤维持处理,⼀直接通)断开条件:M6701 电机发⽣SERVO ERRORX48 接通(伺服内部参数,报警输出)YA42 ***电机的M/C电源断开[ RST Y50] 当电机完成原点回归后,直接对电机进⾏复位M1251 原点回归动作进⾏状态指⽰灯当原点回归正在进⾏中时以间隔0.5S的时间闪烁原点回归完成后直接通原点回归完成后⼀直接通M1290 原点回归的启动开关M1001 原点回归时必须在⼿动状态下进⾏M100 原点回归的输出(动作需要进⾏维持处理)原点回归的断开条件:M101 全部原点回归执⾏完成M1012 复位按键启动M105 紧急停⽌开关启动M1055 M1053 M1051 是速度选择的⼏个按键开关,可以通过TOUCH直接进⾏设定选择SM400⼀直处于接通状态,表⽰JOG的速度选择可以通过开关的任意时间进⾏设定写⼊从⽽改变⾏设定写⼊从⽽改变D120 是速度值存储的字地址DMOV 传送指令,D 32数据传送指令(速度的值是任意设定的)[ DTO H4 K1518 D120 K1 ] JOG速度专⽤指令写⼊⽅法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B/D
M12 A/S 177 B/D 32 39 46 54 62
RST
S12
M53
S12 A/S 56 155
B/D
9 181
M53 A/S 157 180
A/S
S13
M54
186
M8029ຫໍສະໝຸດ M8147 M54 M8000 217
DDRVA K100
K10000
Y000
Y004
脉冲输出 方向脉冲
PULS
Y004
脉冲输出 方向脉冲
PULS
SET
M12
正向定位
完成标记
S0 A/S 34 66
B/D
6 92
M50 A/S 68 91
A/S
Y000 B/D 69 101 130 158 189
B/D
Y004 B/D 101 130 158 189
B/D
S10 A/S 41 97
B/D
7 121 150
M51 A/S 99 120
B/D 32 39 46 54 62
完成标记
M13
RST
M13
A/S 208
反向定位
B/D 33 40 47 55 63
完成标记
SET
S0
S0 A/S 34 66
B/D
6 92
RST
M12
M12 A/S 177
正向定位 完成标记
B/D 32 39 46 54 62
M13
RST
M13
A/S 208
反向定位
155
M8029
M8147 M53 M8000
M12
RST
M12
A/S 177
正向定位
B/D 32 39 46 54 62
完成标记
M13
RST
M13
A/S 208
反向定位
B/D 33 40 47 55 63
完成标记
SET
S12
S12 A/S 56 155
B/D
9 181
RST
M12
M12 A/S 177
M5 A/S 30 38 45 53 61 A/S
DMOV
K100000 D8146 最大频率
D8146 B/D 14 B/D
MOV K200
D8148 加减速时 间
D8148 B/D 23 B/D
RST
M10
M10 A/S 52 60 88
回原点标 记
B/D 31
M12
RST
M12
A/S 177
正向定位
B/D
8
X004
M10
M5
50
正向自动 回原点标 停止运行
记
X005
M10
M5
58
反向自动 回原点标 停止运行
记
S0
M50
66
M8029
M8147 M50
M8000
S10 97
M51
X002
正向点动
M8147 M51
M8000
S11 126
M52
X003
反向点动
M8147 M52
M8000
S12
M53
X000 0
脉冲停止
M8000 3
S0 6
S10
S11
S12
S13 M8145
停止输出
M8002 13
X001
M5
28
回原点 停止运行
X002
M5
36
正向点动 停止运行
X003
M5
43
反向点动 停止运行
M8145 停止输出
M8145 B/D 11 B/D
M8140 回原点清 零信号输 出Y2
M5 停止运行
正向定位 完成标记
B/D 32 39 46 54 62
M13
RST
M13
A/S 208
反向定位
B/D 33 40 47 55 63
完成标记
SET
S13
DZRN
K50000 K5000
X006
Y000
回原点减 脉冲输出
速开关 PULS
SET
M10
回原点标
记
S13 A/S 64 186 B/D 10 212 X006 A/S 69 A/S Y000 B/D 69 101 130 158 189 B/D
B/D 33 40 47 55 63
完成标记
SET
S10
S10 A/S 41 97
B/D
7 121 150
RST
M12
M12 A/S 177
正向定位 完成标记
B/D 32 39 46 54 62
RST
M13
M13 A/S 208
反向定位 完成标记
B/D 33 40 47 55 63
SET
S11
S11 A/S 48 126
M10 A/S 52 60 88 B/D 31
RST
S0
M50
DDRVI
K999999 K30000
Y000
Y004
脉冲输出 方向脉冲
PULS
RST
S10
M51
DDRVI
K-999999 K30000
Y000
Y004
脉冲输出 方向脉冲
PULS
RST
S10
M52
DDRVA
K50000
K10000
Y000
SET
M13
反向定位
完成标记
Y000 B/D 69 101 130 158 189 B/D Y004 B/D 101 130 158 189 B/D
M13 A/S 208 B/D 33 40 47 55 63
RST
S13
M54
END
S13 A/S 64 186 B/D 10 212 M54 A/S 188 211 A/S
A/S
Y000 B/D 69 101 130 158 189
B/D
Y004 B/D 101 130 158 189
B/D
S10 A/S 41 97
B/D
7 121 150
M52 A/S 128 149
A/S
Y000 B/D 69 101 130 158 189
B/D
Y004 B/D 101 130 158 189