冲裁力和压力中心的计算
冲裁模压力中心的简化计算

#$&。
其压力中心计算数据如下(过程简略):"$$#!%$%%!%$#’()!!!*%(#)+#+$’)*##类似的计算,在冲裁模设计中较为普遍。
众所周知,对称形状制件,其压力中心位于其几何中心。
在图"中,如果将’(、)*两点连接起来,显而易见:长方形+,-.、*(’),八边形/012*)34的压力中心位于其几何中心。
比较复杂的冲裁件轮廓形状,通过变换可分解为形状比较简单的,压力中心明确的几个图形的组合,再引入多凸模冲裁模压力中心的求法,其计算可大大简化。
针对图!所示形状,可用笔者的简化计算。
$$#)%$%%#)%$#’()!!!*%(#)+#+$’)*##读者可将前、后计算进行比较,简化法可谓又快又好,事半功倍。
由上可知,简化法综合了单凸模、多凸模冲裁模压力中心算法的特点。
通过增加线段将原图分成几个简单的图形,可方便地计算出各图形压力中心,具有多凸模压力中心计算的特点。
而对负线段的处理,又具有单凸模压力中心算法的特点。
三、简化算法的理论依据如上所述,“沿冲裁件轮廓分布的冲裁力与轮廓的长度成正比”。
为了计算方便,增加线段,使原来不封闭的图形成为几个封闭的对称的几何图形,去掉线段(即引入负线段),并不改变分力大小和力矩的大小。
同样可用“对同一轴线的分力之和的力矩等于各分力力矩之和”进行推导。
本文不再赘述。
此简化算法曾在我公司部分专业厂广泛使用,取得了较好效果。
作者通讯地址:东风汽车公司刃量具厂分公司(湖北十堰++"&"#)收稿日期:!...&+!###机械工艺师"&&&)(万方数据冲裁模压力中心的简化计算作者:邓世谦作者单位:东风汽车公司刃量具厂分公司,湖北十堰,442023刊名:机械工艺师英文刊名:MACHINERY MANUFACTURING ENGINEER年,卷(期):2000,(5)被引用次数:0次本文链接:/Periodical_jxgys200005018.aspx授权使用:广东机电职业技术学院(gdjdzyjsxy),授权号:89e685fa-574b-4d62-a2e4-9ec4016e1a08下载时间:2011年4月13日。
压力中心的计算
L2+…+L8) =-6.37mm Y0=(L1Y1+ L2Y2+…+L8Y8)/(L1+
L2+…+L8)=-6.52mm
冷冲模具设计
计算法依据的原理 平行力系合力作用点的方法,即合力对于一个坐 标轴的力矩等于各分力对该轴力矩之和。
计算法求压力中心的步骤如下:
① 按比例画出工件(即凸模横断面)的轮廓形 状。
② 在其轮廓外(或内)任意处,作坐标轴X-Y。
③ 把图形轮廓线分成几部分,计算各段长度
L1,…,Ln,求各部分重心位置的坐标(X1, Y1)、(X2,Y2)、…、(Xn,Yn)。
冷冲模具设计
压力中心的计算
冲裁力合力作用点称为压力中心。对称形状的
工件,其压力中心图2.19 对称工件的压力中心
复杂形状功件或多凸模冲裁的压力中心可用计算 法和作图法求得
用作图法求压力中心比较省事,特别对形状复杂 或多凸模的情况尤其显著,但准确度不高。
式中
X0、Y0——为压力中心分别到X、Y轴的距离; P1,…,Pn——各段轮廓的冲裁力; L1,…,Ln——各段轮廓的长度; X1,…,Xn——各段轮廓压力中心到Y轴的距离; Y1,…,Yn——各段轮廓压力中心到X轴的距离。
冲裁轮廓多数由线段和圆弧组成,线段的重心即 线段中心
圆弧的重心按下式计算:
Xr=R弦长/弧长
式中 Xr——圆弧重心与圆心距离; R——圆弧半径。 对于多凸模的模具,可以先确定凸模的压力中
心,然后按上述原理求模具压力中心。
例2.4 计 算 图 2.20 所 示 落料刃口的压力 中心位置。
冲裁力和压力中心的计算
式中F——冲裁力;ﻫL——冲裁周边长度;ﻫt——材料厚度;
——材料抗剪强度;ﻫK——系数。ﻫ系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。一般取K=1.3。ﻫ为计算简便,也可按下式估算冲裁力:
(2.6.2)
式中 ——材料的抗拉强度。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。Fz的计算应根据不同的模具结构分别对待,即ﻫ采用弹性卸料装置和下出料方式的冲裁模时
(2.6.6)ﻫ采用弹性卸料装置和上出料方式的冲裁模时ﻫ (2.6.7)
采用刚性卸料装置和下出料方式的冲裁模时
(2.6.8)
为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。
图2.6.1
推件力 (2.6.4)ﻫ顶件力 (2.6.5)ﻫ式中F——冲裁力;图2.6.1卸料力推件力和顶件力ﻫ ——卸料力、推件力、顶件力系数,见表2.6.1;ﻫn——同时卡在凹模内的冲裁件(或废料)数。ﻫ ﻫ式中h——凹模洞口的直刃壁高度;
t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
冲压力计算

三 降低冲裁力的方法 1.斜刃口冲裁法 2.阶梯凸模冲裁法 3.加热冲裁法
五 冲压力的计算 原则 : 依据模具的具体结构形式考虑其计算方法 A 刚性卸料装置自然漏料方式时 Pz = P + Pt = P + n*kt*P B 弹性卸料和弹性顶件装置 Pz = P +Px + Pd = P + kx*P + kd*P C 弹性卸料装置自然漏料方式时 Pz = P + Px + Pt = P + kx*P + n*kt*P
六 压力中心
定义 : 冲裁力合力的作用点称为模具的压力中心; 在设计模具时,压力中心与冲床滑块中心线
压力机与模具导向机 构不均匀磨损加速;模 压力中心与滑块 产生偏荷变矩 具间隙不能保证,刃口 中心线不重合 变钝
重合.
影响工件质量 降低模具寿命
注意 : 压力中心与重心不同.
�
1.斜刃口冲裁法
机理 : 逐步分离材料,相当於把冲裁件周边长 度分离为若干小部分进行冲裁
A. 落料时,刀口做成斜度,冲子平刃口; B. 冲孔时,冲子做成斜度冲孔用
普通运用的斜刃数值参考表
材料厚度 t / mm 斜角高度 h / mm 斜角 / F 降低冲裁力 <3 3---10 2t t---2 t <5 5---8 30%---40% 60%---65%
冲压力及压力中心
概述: 本课著重讲述冲裁力的计算 和降低冲裁力的三种方法及压力 中心的相关内容
压力机冲裁力计算公式 文档 (2)

压力机冲裁力计算公式冲压力是指在冲裁时,压力机应具有的最小压力。
P冲压=P冲裁+P卸料+P推料+P压边力+P拉深力。
冲压力是选择冲床吨位,进行模具强度。
刚度校核依据。
1、冲裁力:冲裁力及其影响周素:使板料分离动称作冲裁力.影响冲裁力的主要因素:2.冲裁力计算:P冲=Ltσb其中:P冲裁-冲裁力L-冲裁件周边长度t-板料厚度σb-材料强度极限σb-的参考数0.6 算出的结果单位为KN3、卸料力:把工件或废料从凸模上卸下的力Px=KxP冲其中Kx-卸料力系数Kx-的参考数为0.04 算出的结果单位为KN4、推件力:将工件或废料顺着冲裁方向从凹模内推出的力Pt=KtPnKt-推件力系数n-留于凹模洞口内的件数其中x、Pt --分别为卸料力、推件力Kx,Kt分别是上述两种力的修正系数P——冲裁力;n——查正表卡在凹模洞口内的件数 Kt的参考数为0.05,结果单位为KN5、压边力: P y=1/4 [D2—(d1+2R凹)2]P式中 D------毛坯直径d1-------凹模直径R凹-----凹模圆角半径p--------拉深力6、拉深力:Fl= d1 bk1(N)式中d1-----首次拉深直径(mm)b-----材料抗拉强度(Mpa)K-------修正系数落料前的毛坯未注公差尺寸的极限偏差,故取落料件的尺寸公差为Ф119㎜由《冲压手册》表2-31的公式进行计算D凹 = (D-x△)+δ凹=(119-0.5×(-0.87))=119.44式中: x = 0. 5,由《冲压手册》表2-30查得,δ凹 = +0.035,由《冲压手册》表2-28查得。
D凸 = (D-x△-2Cmin)-= (119-0. 5×(-0.87)-2×0.07)= 119.37式中: Cmin = 0.07,由《冲压手册》表2-25查得,表查得Cmax = 0.1)δ凸 = -0.025 ,由《冲压手册》表2-25查得。
3-3 冲裁工艺计算

每条条料的长度为1420,可冲出工件数目为:(1420-2)÷42=33(件),余
34mm的料尾。
所以:钢板整体材料利用率为: NA 100% 14 331257 100% 57.6%
BS
1420 710
3、废料多少的排样方式
根据材料的利用情况,排样方式分为: 有废排样、少废排样、无废排样。
故条料宽度: B0 (D 2a)0
D ——制件尺寸 a ——条料搭边 △——裁板误差
导料板内不带侧压装置
B0 (D 2a e)0
导料板之间的距离为: A B e
冲压工艺与模具设计
冲压工艺与模具设计
条料宽度的单向极限偏差Δ
条料与导料板间隙e(单位:mm)
冲压工艺与模具设计
(2)侧刃定位时条料宽度 侧刃一般用于级进冲压,常与导正销配合使用。
B0 (L 2a'nb)0 (L 1.5a nb)0
a' 0.75a
冲压工艺与模具设计
10、排样图的绘制
一张完整的排样图应标注条料宽度尺寸、步距S、工件间搭边和侧搭边。 排样图通常画在总装配图右上角 。一般使用二维CAD或三维软件绘制。
单工序冲压排样图 复合冲压排样图
级进冲压排样图
冲压工艺与模具设计
有时可用下式简便估算冲裁力: F Lt b
冲压工艺与模具设计
例题2:冲制如图所示工件,已知材料为Q235,抗剪切强度为310MPa,板料厚度为
2mm。采用平刃口模具冲裁,试分别计算两种排样方式下所需的冲裁力。
解:1)有废料排样时,沿工件的整体轮廓进行冲裁。
L 40 20 2 (40 20) (35 20) 10 161.4mm
冲压工艺与模具设计
6、减少排样废料,提高材料利用率的方法
冲裁力和压力中心的计算
冲裁力和压力中心的计算2.4.1冲裁力的计算计算冲裁力的目的是为了选用合适的压力机、设计模具和检验模具的强度。
压力机的吨位必须大于所计算的冲裁力,以适应冲裁的需求。
普通平刃冲裁模,其冲裁力 P一般可按下式计算:F P=KptLτ式中τ——材料抗剪强度,见附表 (MPa);L——冲裁周边总长(mm);t——材料厚度(mm)系数 Kp是考虑到冲裁模刃口的磨损、凸模与凹模间隙之波动(数值的变化或分布不均)、润滑情况、材料力学性能与厚度公差的变化等因素而设置的安全系数,一般取 13。
当查不到抗剪强度τ时,可用抗拉强度σ b代替τ,而取K p=1的近似计算法计算。
当上模完成一次冲裁后,冲入凹模内的制件或废料因弹性扩张而梗塞在凹模内,模面上的材料因弹性收缩而紧箍在凸模上。
为了使冲裁工作继续进行,必须将箍在凸模上的材料料刮下 ,将梗塞在凹模内的制件或废料向下推出或向上顶出。
从凸模上刮下材料所需的力,称为卸料力;从凹模内向下推出制件或废料所需的力,称为推料力;从凹模内向上顶出制件需的力,称为顶件力 (图2.4.1)。
影响卸料力、推料力和顶件力的因素很多,要精确地计算是困难的。
在实际生产中常采用经验公式计算:卸料力FQ=KFPN( 2.4.2)推料力FQ1=nK1FP( 2.4.3)顶件力FQ2=K2FP( 2.4.4 )图 2.4.1 工艺力示意图式中 P——冲裁力(N);K——卸料力系数,其值为~(薄料取大值,厚料取小值);K1——推料力系数,其值为~(薄料取大值,厚料取小值);K2——顶件力系数,其值为~(薄料取大值,厚料取小值);n——梗塞在凹模内的制件或废料数量(n=h/t);h——直刃口部分的高(mm);t——材料厚度(mm)。
卸料力和顶件力还是设计卸料装置和弹顶装置中弹性元件的依据。
2.4.2 压力机公称压力的选取冲裁时,压力机的公称压力必须大于或等于冲裁各工艺力的总和。
采用弹压卸料装置和下出件的模具时:F P总=FP+FQ+FQ1 (2.4.5)采用弹压卸料装置和上出件的模具时:F P总=FP+FQ+Q2 (2.4.6)采用刚性卸料装置和下出件模具时:F P总=FP+FQ1 (2.4.7)2.4.3 降低冲裁力的措施在冲压高强度材料、厚料和大尺寸冲压件时,需要的冲裁力较大,生产现场压力机的吨位不足时,为不影响生产,可采用一些有效措施降低冲裁力。
冲裁力的计算公式
冲裁力的计算公式冲裁力可以通过以下公式计算:冲裁力=压力×施加力的面积其中,压力是指单位面积上施加的力,通常用帕斯卡(Pa)作为单位。
施加力的面积是指施加力的面积大小,通常用平方米(㎡)作为单位。
为了更好地理解冲裁力的计算公式,我们可以从牛顿力学的角度来解释。
牛顿第二定律告诉我们,物体的加速度与作用在物体上的力成正比,与物体的质量成反比。
这个定律可以表达为以下公式:F=m×a其中,F代表物体所受的力,m代表物体的质量,a代表物体的加速度。
考虑一个简单的冲裁场景,假设有一个质量为m的物体,被施加一个力F,它的加速度a可以通过牛顿第二定律计算:a=F÷m通常情况下,我们可以认为冲裁过程瞬间完成,物体的加速度为0。
因此,上述公式可以写成:F=m×0根据牛顿第二定律,物体的加速度为0,所以它所受的力F也必须为0。
但实际上,在冲裁过程中,我们可以观察到物体受到了巨大的压力和力。
这是因为冲裁过程中,施加在物体上的力并不是瞬间改变的,而是在一段时间内以一定的速率施加的。
在瞬间施加力的时候,物体会受到很大的冲击力,随着时间的推移,冲击力逐渐减小,最终变为0。
冲击力可以用力与时间的积分来计算。
但是,如果我们只关注瞬间冲击力的话,可以简化计算。
我们可以将施加力随时间变化的过程看作一个冲击力波形。
根据动量守恒定律,物体所受的冲击力等于物体改变动量的速率。
因此:冲击力=施加力的斜率×施加力的持续时间施加力的持续时间可以看作是冲击波的宽度。
因此,冲击力可以表示为以下公式:冲击力=施加力×冲击时间对于一个已知形状的物体,我们可以通过实验测量得到冲击波形,然后计算施加力的斜率和持续时间,从而得到冲击力。
如果我们设定施加力的面积为A,那么施加力可以表示为:施加力=压力×A将施加力代入冲击力的公式中:冲击力=压力×A×冲击时间因此,冲裁力可以通过压力乘以施加力的面积来计算。
冲压模具设计与制造 2-567 (冲裁力和压力中心的计算)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
2.確定多凸模模具的壓力中心
確定多凸模模具的壓 力中心,是將各凸模的壓 力中心確定后,再計算模 具的壓力中心。
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定(續)
3.複雜形狀零件模具壓力中心的確定 複雜形狀零件模具壓力中
第二章 沖裁工藝與沖裁模設計
第七節 沖裁的工藝設計
二、沖裁工藝方案的確定
2、沖裁順序的安排
(1)級進沖裁順序的安排 1)先沖孔或沖缺口,最後落料或切斷,將沖裁件與條料分離。 2)採用定距側刃時,定距側刃切邊工序安排與首次沖孔同時進 行,以便控制送料進距。
(2)多工序沖裁件用單工序沖裁時的順序安排 1)先落料使坯料與條料分離,再沖孔或沖缺口。 2)沖裁大小不同、相距較近的孔時,為減少孔的變形,應先沖 大孔后沖小孔。
• 13、无论才能知识多么卓著,如果缺乏热情,则无异 纸上画饼充饥,无补于事。Monday, August 24, 202024-
Aug-2020.8.24
• 14、我只是自己不放过自己而已,现在我不会再逼自 己眷恋了。20.8.2405:03:5824 August 202005:03
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
四、降低沖裁力的方法
1.階梯凸模沖裁
2.斜刃沖裁
3.加熱沖裁(紅沖)
第二章 沖裁工藝與沖裁模設計
第六節 沖裁力和壓力中心的計算
五、沖模壓力中心的確定
模具的壓力中心︰ 沖壓力合力的作用點。
為了保證壓力機和模具的正常工作,應使模具的壓力中心與 壓力機滑塊的中心線相重合。
冲裁力和压力中心计算
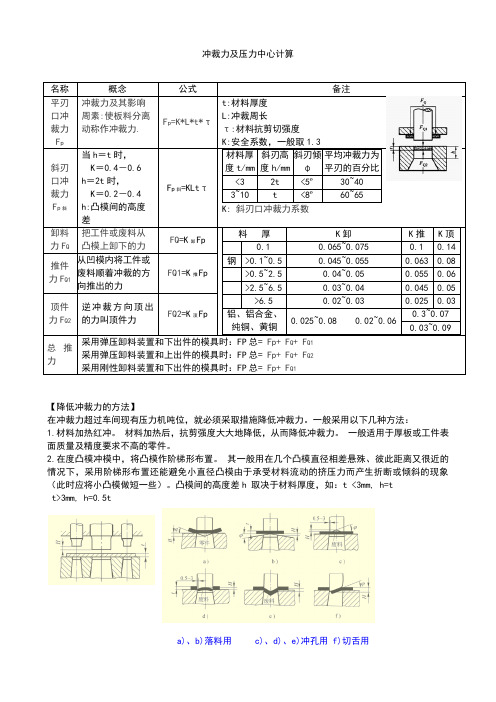
冲裁力及压力中心计算【降低冲裁力的方法】在冲裁力超过车间现有压力机吨位,就必须采取措施降低冲裁力。
一般采用以下几种方法:1.材料加热红冲。
材料加热后,抗剪强度大大地降低,从而降低冲裁力。
一般适用于厚板或工件表 面质量及精度要求不高的零件。
2.在度凸模冲模中,将凸模作阶梯形布置。
其一般用在几个凸模直径相差悬殊、彼此距离又很近的情况下,采用阶梯形布置还能避免小直径凸模由于承受材料流动的挤压力而产生折断或倾斜的现象(此时应将小凸模做短一些)。
凸模间的高度差h 取决于材料厚度,如:t <3mm, h=t t>3mm, h=0.5ta)、b)落料用 c)、d)、e)冲孔用 f)切舌用度斜刃倾平均冲裁力为 斜刃口冲裁力系数 0.14 0.08 0.06【冲压模具压力中心的确定】 模具压力中心是指冲压时诸冲压力合力的作用点位置。
为了确保压力机和模具正常工作,应使冲模的压力中心与压力机滑块的中心相重合。
对于带有模柄的冲压模,压力中心应通过模柄的轴心线。
否则会使冲模和压力机滑块产生偏心载荷,使滑块和导轨之间产生过大的磨损,模具导向零件加速磨损,降低模具和压力机的使用寿命。
1 对称形状的单个冲裁件,冲模的压力中心就是冲裁件的几何中心。
2 工件形状相同且分布位置对称时,冲模的压力中心与零件的对称中心相重合。
3 形状复杂的零件、多凸模的压力中心可用解析计算法求出冲模压力中心。
解析法的计算依据是:各分力对某坐标轴的力矩之代数和等于诸力的合力对该坐标轴力矩。
求出合力作用点的座标位置 O0(x0, y 0),即为所求模具的压力中心(图2.4.4)。
:图 2.4.2 解析法求压力中心 a )复杂零件冲压压力中心;(b )多凸模冲压压力中心 计算公式为 (2.4.8)(2.4.9)因冲裁力与冲裁周边长度成正比, 所以式中的各冲裁力 FP1、FP2、FP3…FPn ,可分别用各冲裁周边长度L1、L2、L3…Ln 代替,即:(2.4.10) (2.4.11)。
冲压工艺与模具设计课件 3.6 冲裁工艺及压力中心的计算
湖南工业大学 机械工程学院
第三章 冲裁工艺与模具设计
3.6.1 冲裁工艺力的计算
2. 冲裁方式 冲裁方式:冲裁时出件、卸料及废料的排除形式构成冲裁方式。基本 的冲裁方式有固定卸料顺出件、弹压卸料顺出件、弹压卸 料逆出件三种。
a)固定卸料顺出件
图3-24 冲裁方式 b)弹压卸料顺出件
c)弹压卸料逆出件
湖南工业大学
冷冲压工艺与模具设计
湖南工业大学 胡成武
湖南工业大学 机械工程学院
第三章 冲裁工艺与模具设计
3.6 冲裁工艺及压力中心的计算
3.6.1 冲裁工艺力的计算 3.6.2 压力机标称压力的确定 3.6.3 降低冲裁力的措施 3.6.4 模具压力中心的确定
湖南工业大学 机械工程学院
第三章 冲裁工艺与模具设计
1. 加热冲裁 俗称“红冲”,因为钢在加热状态时的抗剪强度降低许多, 因此加热冲裁可以大大地降低冲裁力。
2. 阶梯冲裁 在多凸模冲裁时,将凸模做成不同 高度,使各凸模冲裁力的峰值不同时 出现,结构如图3-25所示
阶梯高度的确定: 当t<3mm 时H=t;t>3mm时,H=0.5t
图3-25 阶梯凸模
湖南工业大学 机械工程学院
第三章 冲裁工艺与模具设计
3.6.3 降低冲裁力的措施
3. 斜刃冲裁 将刃口平面做成与其轴线倾斜成一定角度的斜刃,因冲裁
时刃口不是同时切入材料,所以可以显著降低冲裁力。
图3-26 各种斜刃的形式
湖南工业大学 机械工程学院
第三章 冲裁工艺与模具设计
3.6.3 降低冲裁力的措施
i1 n
Li
i1
式 (3-25)
n
y0
L1 y1 L2 y2 Ln yn L1 L2 Ln
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲裁力是冲裁过程中凸模对板料施加的压力,它是随凸模进人材料的深度(凸模行程)而变化的,如图2.2.3所示。
通常说的冲裁力是指冲裁力的最大值,它是选用压力机和设计模具的重要依据之一。
用普通平刃口模具冲裁时,其冲裁力F一般按下式计算:
式中 F——冲裁力;
L——冲裁周边长度;
t——材料厚度;
——材料抗剪强度;
K——系数。
系数K是考虑到实际生产中,模具间隙值的波动和不均匀、刃口的磨损、板料力学性能和厚度波动等因素的影响而给出的修正系数。
一般取K=1.3。
为计算简便,也可按下式估算冲裁力:
(2.6.2)
式中——材料的抗拉强度。
在冲裁结束时,由于材料的弹性回复(包括径向弹性回复和弹性翘曲的回复)及摩擦的存在,将使冲落部分的材料梗塞在凹模内,而冲裁剩下的材料则紧箍在凸模上。
为使冲裁工作继续进行,必须将箍在凸模上的料卸下,将卡在凹模内的料推出。
从凸模上卸下箍着的料所需要的力称卸料力;将梗塞在凹模内的料顺冲裁方向推出所需要的力称推件力;逆冲裁方向将料从凹模内顶出所需要的力称顶件力,如图2.6.1所示。
卸料力、推件力和顶件力是由压力机和模具卸料装置或顶件装置传递的。
所以在选择设备的公称压力或设计冲模时,应分别予以考虑。
影响这些力的因素较多,主要有材料的力学性能、材料的厚度、模具间隙、凹模洞口的结构、搭边大小、润滑情况、制件的形状和尺寸等。
所以要准确地计算这些力是困难的,生产中常用下列经验公式计算:
卸料力 (2.6.3)
图2.6.1
推件力 (2.6.4)
顶件力 (2.6.5)
式中 F——冲裁力;图2.6.1 卸料力推件力和顶件力
——卸料力、推件力、顶件力系数,见表2.6.1;
n——同时卡在凹模内的冲裁件(或废料)数。
式中 h——凹模洞口的直刃壁高度;
t——板料厚度。
注:卸料力系数Kx,在冲多孔、大搭边和轮廓复杂制件时取上限值。
压力机的公称压力必须大于或等于各种冲压工艺力的总和Fz。
Fz的计算应根据不同的模具结构分别对待,即采用弹性卸料装置和下出料方式的冲裁模时
(2.6.6)
采用弹性卸料装置和上出料方式的冲裁模时
(2.6.7)
采用刚性卸料装置和下出料方式的冲裁模时
(2.6.8)
为实现小设备冲裁大工件,或使冲裁过程平稳以减少压力机振动,常用下列方法来降低冲裁力。
1.阶梯凸模冲裁
在多凸模的冲模中,将凸模设计成不同长度,使工作端面呈阶梯式布置,如图2.6.2所示,这样,各凸模冲裁力的最大峰值不同时出现,从而达到降低冲裁力的目的。
图2.6.2 凸模的阶梯布置法
在几个凸模直径相差较大,相距又很近的情况下,为能避免小直径凸模由于承受材料流动的侧压力而产生折断或倾斜现象,应该采用阶梯布置,即将小凸模做短一些。
凸模间的高度差H与板料厚度t有关,
即 t<3mm H=t
t>3mm H=0.5t
阶梯凸模冲裁的冲裁力,一般只按产生最大冲裁力的那一个阶梯进行计算。
2.斜刃冲裁
用平刃口模具冲裁时,沿刃口整个周边同时冲切材料,故冲裁力较大。
若将凸模(或凹模)刃口平面做成与其轴线倾斜一个角度的斜刃,则冲裁时刃口就不是全部同时切人,而是逐步地将材料切离,这样就相当于把冲裁件整个周边长分成若干小段进行剪切分离,因而能显著降低冲裁力。
斜刃冲裁时,会使板料产生弯曲。
因而,斜刃配置的原则是:必须保证工件平整,只允许废料发生弯曲变形。
因此,落料时凸模应为平刃,将凹模作成斜刃,如图2.6.3a、b所示。
冲孔时则凹模应为平刃,凸模为斜刃,如图2.6.3c、d、e所示。
斜刃还应当对称布置,以免冲裁时模具承受单向侧压力而发生偏移,啃伤刃口,如图2.6.3a~e所示。
向一边斜的斜刃,只能用于切舌或切开,如图2.6.3f所示。
斜刃冲模虽有降低冲裁力使冲裁过程平稳的优点,但模具制造复杂,刃口易磨损,修磨困难,冲件不够平整,且不适于冲裁外形复杂的冲件,因此在一般情况下尽量不用,只用于大型冲件或厚板的冲裁。
最后应当指出,采用斜刃冲裁或阶梯凸模冲裁时,虽然减低了冲裁力,但凸模进入凹模较深,冲裁行程增加,因此这些模具省力而不省功。
a)、b)落料用 c)、d)、e)冲孔用 f)切舌用
图2.6.3 各种斜刃的形式
3.加热冲裁(红冲)
金属在常温时其抗剪强度是一定的,但是,当金属材料加热到一定的温度之后,其抗剪强度显著降低,所以加热冲裁能降低了冲裁力。
但加热冲裁易破坏工件表面质量,同时会产生热变形,精度低,因此应用比较少。
模具的压力中心就是冲压力合力的作用点。
为了保证压力机和模具的正常工作,应使模具的压力中心与压力机滑块的中心线相重合。
否则,冲压时滑块就会承受偏心载荷,导致滑块导轨和模具导向部分不正常的磨损,还会使合理间隙得不到保证,从而影响制件质量和降低模具寿命甚至损坏模具。
在实际生产中,可能会出现由于冲件的形状特殊或排样特殊,从模具结构设计与制造考虑不宜使压力中心与模柄中心线相重合的情况,这时应注意使压力中心的偏离不致超出所选用压力机允许的范围。
1.简单几何图形压力中心的位置
(1)对称冲件的压力中心,位于冲件轮廓图形的几何中心上。
(2)冲裁直线段时,其压力中心位于直线段的中心。
(3)冲裁圆弧线段时,其压力中心的位置,如图2.6.4,按下式计算:
式中:b——弧长。
其他符号意义见图。
图2.6.4
2.确定多凸模模具的压力中心
确定多凸模模具的压力中心,是将各凸模的压力中心确定后,再计算模具的压力中心(见图2.6.5)。
计算其压力中心的步骤如下:
(1)按比例画出每一个凸模刃口轮廓的位置。
(2)在任意位置画出坐标轴线x,y。
坐标轴位置选择适当可使计算简化。
在选择坐标轴位置时,应尽量把坐标原点取在某一刃口轮廓的压力中心,或使坐标轴线尽量多的通过凸模刃口轮廓的压力中心,坐标原点最好是几个凸模刃口轮廓压力中心的对称中心。
(3)分别计算凸模刃口轮廓的压力中心及坐标位置和
(4)分别计算凸模刃口轮廓的冲裁力或每一个凸模刃口轮廓的周长。
(5)对于平行力系,冲裁力的合力等于各力的代数和。
即
图2.6.5
(6)根据力学定理,合力对某轴之力矩等于各分力对同轴力矩之代数和,则可得压力中心坐标( )计算公式。
(2.6.10)
(2.6.11)
因为冲裁力与周边长度成正比,所以式中个冲裁力可分别用冲裁周边长度
(2.6.12)
(2.6.13)
3.复杂形状零件模具压力中心的确定
复杂形状零件模具压力中心的计算原理与多凸模冲裁压力中心的计算原理相同(见图2.6.6)。
其具体步骤如下:(1)选定坐标轴x和y。
(2)将组成图形的轮廓线划分为若干简单的线段,求出各线段长度
(3)确定各线段的重心位置和.
(4)然后按公式(2.6.13)、(2.6.14)算出压力中心的坐标.
图2.6.6
冲裁模压力中心的确定,除上述的解析法外,还可以用作图法和悬挂法。
但因作图法精确度不高,方法也不简单,因此在应用中受到一定限制。
悬挂法的理论根据是:用匀质金属丝代替均布于冲裁件轮廓的冲裁力,该模拟件的重心就是冲裁的压力中心。
具体作法是:用匀质细金属丝沿冲裁轮廓弯制成模拟件,然后用缝纫线将模拟件悬吊起来。
并从吊点作铅垂线;再取模拟件的另一点,以同样的方法作另一铅垂线,两垂线的交点即为压力中心。
悬挂法多用于确定复杂零件的模具压力中心。