颗粒机环模设计及应用
3-5 环模

一、环模环模压缩比:环模的有效工作长度(模孔的厚度)和模孔直径之比(如环模的有效厚度是21mm,孔径是3.0mm,压缩比就是1:7)。
可根据原料配方和产品要求来选择环模的压缩比。
压缩比低可增加产量、降低能耗、减轻环模和压辊的磨损。
但颗粒松散,长短不一,饲料粉化率高;反之颗粒结实,外观光滑而且有光泽,粉化率小,但生产成本高。
用户可根据自己的需要来选择环模的压缩比,畜禽颗粒料的环模一般压缩比在10以下,水产颗粒饲料的环模压缩比多在10以上。
制粒机是饲料生产工艺的关键设备,而环模是制粒机工作的心脏部件,也是制粒机最易磨损的零件之一。
研究环模失效的原因,改善环模的使用条件,对提高产品质量和产量,降低能耗(制粒能耗占整个车间总能耗30%~35%),减少生产成本(环模损耗一项费用占整个生产车间的装修费25%~30%以上)等方面影响极大。
1 工作原理(见图1)环模是由电动机经减速器带动旋转的,安装在环模内的压辊不公转,但因与转动着的环模摩擦(通过压实物料)而自转。
进入压制室的调质好的物料被撒料器均分于压辊之间,被压辊钳人、挤压,并通过环模模孔连续地挤压成形,形成柱状颗粒并随着环模圈回转,由固定安装在环模外面的切刀切成一定长度的颗粒饲料。
环模与压辊在任何接触点的线速度都相同,其全部压力都被用于制粒。
环模在正常工作过程中,始终存在着与物料间的摩擦作用。
随着生产物料量的增加,环模逐渐磨损,并最终导致失效。
本文拟对环模失效原因进行分析,从而对环模的制造、使用条件提出建议。
2 失效原因分析从环模实际失效现象来看,可分成3类。
第一类:环模工作一段时间后,出料各小孔内壁磨损,孔径增大,所生产的颗粒饲料直径超过规定值而失效;第二类:环模内壁磨损后,内表面凹凸不平严重,使饲料流动受阻,出料量下降而停止使用;第三类:环模内壁磨损后,使内径增大,壁厚减小,同时出料小孔内壁也随着磨损,使各出料小孔间的壁厚不断减薄,因而结构强度下降,在出料小孔的直径增大到允许的规定值之前(即出现第一类失效现象之前),在最危险的截面上首先出现裂纹并不断扩大,直到裂纹延伸到较大的范围而导致环模失效。
环模 (NXPowerLite)
∙地址:(江苏省溧阳市)溧阳市埭头工业区中远路1号∙颗粒机环模设计及应用溧阳市汇达机械有限公司蒋希霖朱建东环模颗粒机广泛应用于饲料的加工、秸杆木屑等生物质能的颗粒成型、复合肥的生产、万寿菊颗粒压制、石油及塑料粒子的生产中。
不同物料选用不同的制粒机,但其核心部份是制粒机环模。
它对提高产品品质和产量,降低能耗(制粒能耗占整个车间总能耗30%-35%),减少生产成本(环模损耗一项费用占整个生产车间的维修费25%-30%以上)等方面影响极大。
一般玉米为主的饲料生产中约占到1-1.5元/吨左右,在秸杆木屑等纤维状物料的生产中约占到18-48元/吨料;同时也是制粒机最易磨损的零件之一,因此,了解环模的设计及应用,并对环模进行正确的选用、合理的使用以及有效的保养,对于饲料生产者来说是至关重要的。
下面对环模的设计及其选用、使用和保养作些浅析,以供大家参考。
1环模直径和环模有效压制宽度等参数的确定a、环模直径和有效宽度是环模的主要参数:首先根据国内外制粒机参数及优先数列确定环模直径系列:250、300、320、350、400、420、508、558、678、768等;相对功率为15、22、37、55、75/90、90/110、132/160、180/200、220/250、280/315;根据等有效压制面积等功率之比值(一般14•~22cm2/kW),确定环模有效宽度(有效宽度是指环模中间与压棍接触部份)。
另外很多国内制粒机是吸收国外技术,所以也有不少环模直径采用英制尺寸或近似值,如:SZLH3016环模直径16英寸(406,407)、SZLH3020环模直径20英寸(508)、SZLH3022环模直径22英寸(558)、SZLH7726环模直径26英寸(660)、304环模等。
b、环模的转速的确定环模转速与机器本身的几何参数(压辊个数、模孔直径、深度等)相关。
•根据资料和多年来国内制粒机的技术参数及对国外样机的数据检测,•对于采用二个压辊的环模制粒机,以环模内径处线速度(也叫环模线速度)4-8m/s较为合适,它的高低影响到挤压区内的料层厚度及物料通过模孔的时间,进而影响制粒机产量和颗粒质量。
250环模制粒机设计

机电工程学院毕业设计说明书设计题目: 250环模制粒机设计学生姓名:学号:专业班级:指导教师:2014 年5 月31 日目录1 概述 (1)1.1 设计目的和意义 (1)1.2 设计任务 (2)2 总体方案设计 (2)2.1 主要组成部分 (2)2.2 主要技术参数 (2)2.3 工作原理与工作过程描述 (3)3 喂料机构设计 (3)3.1 喂料器输送结构设计 (4)3.2 喂料器参数计算 (4)3.3 机槽设计 (6)4 调质器结构设计 (6)4.1 调质作用 (6)4.2 调质过程的控制 (7)4.3 调质器总体方案的设计与计算 (7)5 主传动系统的设计 (8)5.1 主电机的选择 (8)5.2 主传动的计算 (9)5.3 空心轴的设计和校核 (11)6 制粒系统的设计与计算 (14)6.1 环模的加工工艺综述及结构设计 (14)6.2 环模的参数计算 (16)6.3 压辊得设计计算 (16)6.4 环模和压辊工作间隙调整 (17)7 其他零件的设计及设备维护 (17)7.1 其他零件的设计 (17)7.2 设备维护 (18)8 设计心得 (18)结论 (20)致谢 (21)参考文献 (22)1 概述随着世界饲料机械技术的不断发展和完善,制粒机的制造技术和成形理论研究得到了飞速的发展,使用制粒机生产颗粒饲料已得到普及。
目前,常用的颗粒压制机有膨化制粒机、环模压制机和平模压制机等基本类型。
且环模制粒机具备生产效率高,耗能低,工作稳定等特点,适用于大中型企业,得到很广泛的应用。
我国的饲料工业是一个新兴的产业。
它是在现代化进程中应运而生的。
饲料工业依赖于农业而服务与养殖业,并随着农业和养殖业的发展而兴旺发达起来。
至今,完整的饲料工业体系已经初步形成,成为我国经济中不可缺少的经济产业支柱,在国民经济中有不可替代的地位,发挥着越来越大的作用。
现在,我国已能够生产出各种规格型号的饲料制粒机械,像环模、平模、膨化制粒机,牧草饲料制粒机等等。
机械毕业设计(论文)-环模式饲料制粒机设计【全套图纸proe三维】[管理资料]
![机械毕业设计(论文)-环模式饲料制粒机设计【全套图纸proe三维】[管理资料]](https://img.taocdn.com/s3/m/e3e33df259eef8c75ebfb36b.png)
JIANGXI AGRICULTURAL UNIVERSITY本科毕业论文(设计)题目:环模式饲料制粒机设计学院:工学院姓名:学号: 20101171专业:机械设计制造及其自动化年级: 2010级指导教师:职称:讲师二 0 一四年五月摘要环模制粒机是饲料机械四大主机之一,很大程度上决定了饲料加工产量,在饲料加工过程中占有非常重要的地位。
本文首先介绍了制粒机的几种基本形式及发展过程,综合比较不同制粒机之间的不同,从而得出环模式制粒机的具有成型性好、制粒效率高的特点。
在此基础上,详细分析了环模制粒机的喂料系统、调质系统、压粒机构、电动机及传动机构的组成及结构。
并重点对压粒系统中的物料在压粒过程中的受力情况及物料在环模中的高度对效率的影响。
最后,综合已有的设计产品及文献资料,对相应的轴、环模、压辊、螺旋喂料器和调质器的计算分析,应用MATLAB软件编程计算出齿轮的径向力及轴向力,并对其进行弯扭组合变形的校核,设计出环模式饲料压粒机的整体结构,并运用三维PRO/E ,并得出各部分的零件图纸及装配图。
关键词:环模压辊制粒机喂料器调质器MATLAB程序全套图纸,加153893706AbstractRing die pelletizer is one of the four main host feed machinery, largely determines feed processing production, occupies very important position in the process of feed processing. This paper first introduces several basic form and developing process of pelletizer, comprehensive comparison between different granulating machine, thus draws the ring pattern granulator has the characteristics of good formability, high granulating efficiency. On this basis, a detailed analysis of the ring die pelletizer feeding system, conditioning, compression roller, motor and transmission mechanism of the composition and structure. With emphasis on the particle material in the system pressure the forces pressing the material in the granulation process and the height of the ring mold Efficiency. Finally, the integrated design of existing products and literature, the corresponding shaft, ring mold, pressure roller, screw feeder and conditioning calculation analysis, application of MATLAB software programming to calculate the gear radial force and axial force, and the combination of the bending and twisting deformation checking,design a ring model the overall structure of the feed pressure machine, and using 3D software PRO/E pattern for the ring of the designed pressure machine for assembly, and parts drawings and assembly drawings of each part are obtained.Keywords:ring-type matrix; compression roller; pelletizer; feeder; Conditioning apparatus; MATLAB language programming目录摘要 (I)Abstract (III)目录 (I)第一章绪论 (1)第二章喂料系统 (3)螺旋输送机结构及工作原理 (3)螺旋输送机构输送量及功率计算 (4)螺旋轴的结构 (5)第三章调质系统 (6)调质的作用 (6)调质器 (6)调质桶直径 (7)调质器轴转速 (8)第四章制粒系统 (9)环模制粒机生产率与功率计算 (9)环模和压辊 (10)环模 (10)压辊 (11)分配器与切刀 (12)环模与压辊的直径计算 (12)第五章电动机及传动系统 (13)喂料系统传动 (13)联轴器选择 (13)键强度校核 (13)调质系统传动 (14)带传动设计 (14)键强度校核 (16)压粒系统传动 (16)联轴器选择 (16)传动齿轮设计 (17)轴的设计与校核 (18)参考文献 (21)致谢 (22)第一章绪论我国是农业大国,养殖业是国民经济的基础产业,而饲料加工为养殖业的发展作出巨大的贡献。
饲料制粒机环模的功能与保养
八个放松心情的小技巧在快节奏的现代生活中,我们常常感到紧张和压力,焦虑和失眠也随之而来。
为了保持身体和心理的健康,我们需要学会放松自己,让自己远离压力。
下面,我将介绍八个放松心情的小技巧,希望能对您有所帮助。
一、呼吸练习呼吸练习是一种舒缓身心的有效方法。
当我们感到紧张和焦虑时,可以通过深呼吸来缓解我们的情绪。
这是因为深呼吸可以增加氧气的供应,从而放松我们的身体和大脑。
您可以通过以下方法进行呼吸练习:先深吸一口气,使您的胸部和腹部都鼓起来,然后慢慢呼出气,使您的胸部和肚子都收缩。
每次呼吸重复这个过程,直到您感到自己非常舒适和放松。
二、沐浴沐浴也是一种有效的放松方式。
热水可以放松我们的身体肌肉,缓解身体疲劳。
而且,洗澡的过程也可以帮助我们放松我们的情绪,轻松愉悦地面对生活。
您可以在晚上选一个合适的时间沐浴,这样您的身体和心理都可以得到很好的放松。
三、做瑜伽瑜伽是一种非常受欢迎的放松方式。
它可以通过不同的姿势和深呼吸来缓解我们的情绪和压力。
此外,它还可以增加我们的灵活性和平衡感。
您可以在家里或者瑜伽馆学习简单的瑜伽练习,从而放松您的身体和大脑。
四、听音乐听音乐也是一种放松方式。
好听的音乐可以改善我们的情绪和精神状态,让我们放松和愉悦。
有些人喜欢听轻柔的音乐来缓解他们的压力,而有些人则喜欢听快乐的音乐来打破他们的消沉。
不管您喜欢什么样的音乐,只要它可以使您感到快乐和放松,那么随时随地都可以尝试听听。
五、做体育运动体育运动是一种有益于身心健康的方式。
它可以减轻我们的压力,增强我们的身体和精神状态。
您可以选择适合自己的体育运动,比如游泳、跑步或者打篮球。
无论您喜欢哪种运动方式,只要您坚持下去,您会发现自己的身体和情绪都得到了非常好的放松。
六、做冥想冥想是一种通过调节呼吸和集中精神来达到放松的方法。
它可以帮助我们远离烦恼和压力,使我们的精神状态变得更加平静和稳定。
您可以在安静的地方练习冥想,并且尝试为自己创造一个有益的环境,比如将房间打扫干净,点香薰等。
环模制粒机课程设计

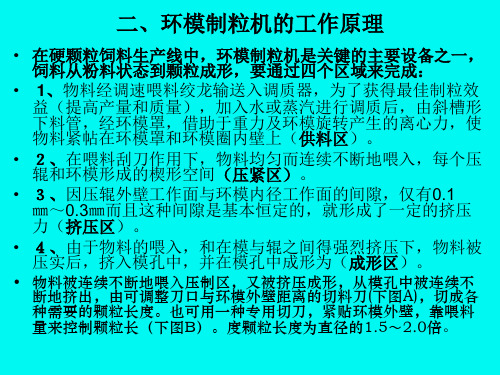
环模制粒机课程设计一、课程目标知识目标:1. 学生能理解环模制粒机的基本结构、工作原理及其在农业和生物产业中的应用。
2. 学生能够掌握环模制粒机操作流程中的关键参数,如模孔直径、转速、原料含水率等,并了解它们对制粒效果的影响。
3. 学生能够描述环模制粒机的优缺点,并分析其在实际生产中可能遇到的问题及其解决方案。
技能目标:1. 学生能够操作环模制粒机,完成原料的预处理到制粒的整个过程,并能够进行基本的设备维护。
2. 学生通过实际操作,掌握调整环模制粒机各项参数的方法,能够优化制粒工艺,提高制粒效率和颗粒质量。
3. 学生能够运用批判性思维,对环模制粒机的操作流程提出改进意见,设计简单的制粒工艺改进方案。
情感态度价值观目标:1. 培养学生对现代生物技术和农业机械化的兴趣,增强其对农业工程领域的好奇心和创新意识。
2. 学生通过团队合作完成制粒操作,培养团队协作精神和责任感,提升解决实际问题的自信心。
3. 学生能够认识到环模制粒机在资源利用和环境保护方面的重要性,形成绿色生产和可持续发展的观念。
本课程目标设计旨在结合学生的年级知识深度,充分考虑课程性质、学生特点和教学要求,确保学生在掌握必要理论知识的基础上,通过实践操作和问题解决,达到知识、技能和情感态度价值观的全面提升。
二、教学内容本节教学内容紧密围绕课程目标,依据教材相关章节,科学系统地组织以下内容:1. 环模制粒机的基本结构及其工作原理:讲解环模制粒机的组成部分,如压辊、环模、传动系统等,并分析其工作原理。
2. 制粒原料的预处理:介绍原料的选择、粉碎、混合、加湿等预处理过程,明确各项预处理步骤对制粒效果的影响。
3. 环模制粒机的操作流程:详细讲解操作步骤,包括设备启动、进料、调整参数、监控制粒过程、停机等。
4. 关键参数对制粒效果的影响:分析模孔直径、转速、原料含水率等参数对制粒效果的影响,指导学生如何调整参数以优化制粒过程。
5. 环模制粒机的维护与故障排除:介绍日常维护方法,分析常见故障原因,提出相应的解决方案。
颗粒机环模特性及应用
颗粒机环模特性及应用环模是颗粒机的关键零件.是颗粒机的最主要易损件,根据统计,环模损耗费占整个生产车间维修费的25%以上,同时对挤压出来的颗粒饲料质量有着直接的影响。
因此,了解环模的特性并对环模进行正确的选用、合理的使用以及有效的保养,对于饲料生产者来说是至关重要的。
下面对环模的特性及其选用、使用和保养作些浅析,以供大家参考。
l.环模的特性1.1环模材料和热处理环模材料主要有碳素结构钢、合金结构钢和不锈钢3类。
碳素结构钢如45钢,其热处理硬度一般为HRC45-50,它属于比较低档的环模材料.其耐磨性和耐腐蚀性都较差;合金结构钢,如20CrMnTi、40Cr、35CrMo 等,热处理硬度在HRC50以上,并具有良好的综合力学性能。
由此类材料制造的环模强度高,耐磨性也好,但缺点是耐腐蚀性不好;不锈钢材料有X46Crl3(德国牌号)、4Crl3、3Crl3等,这些材料的刚度和韧性都较好.热处理硬度大于HRC50.并具有良好的耐磨性和耐腐蚀性,使用寿命较长。
为了控制环模热处理后的硬度均匀性.每个环模热处理后,在圆周方向三等分处的每个部位,取不少于3点测硬度平均值,其各部位的硬度值之差应不大于HRC4。
另外.应对环模毛坯的硬度加以控制,其硬度在HBl70-220之间为宜,如果硬度过高,钻孔时钻头易断裂,并造成死孔,硬度过低则影响模孔的光洁度。
为了控制毛坯内部材质的均匀性,有条件的话,应对每个毛坯进行内部探伤,防止毛坯内部有裂纹、气孔、夹砂等缺陷。
1.2环模孔结构、压缩比和粗糙度常见的环模孔主要有直形孔、阶梯形孔、外锥形孔和内锥形孔等。
阶梯形孔又分为放式阶梯孔(俗称减压孔或释放孔)和压缩式阶梯孔,如图1所示,不同的模孔形式适合不同种类的饲料原料或不同的饲料配方。
环模压缩比是指环模孑L的有效长度和环模孔的最小直径的比值,它是反映颗粒饲料挤压强度的一个指标。
压缩比越大,挤出的颗粒饲料越结实。
对于直形孑L的环模压缩比来说.环模孔的有效长度即为环模的总厚度,最小直径即为模孑L本身的直径:对于释放式阶梯孑L和外锥形孔来说,模孔的有效长度即为环模的总厚度减去释放孑L的长度或外锥孑L的长度,小直径段的孑L径即为计算压缩比的孔径:对于压缩式阶梯孔和内锥形孑L来说.这种情况比较特殊.一般把整个环模厚度作为模孔的有效长度.最小直径取小直径段的孑L径,当然,这样计算出的环模压缩比的含义和前两种情况是有区别的。
颗粒机环模导料口设计原理
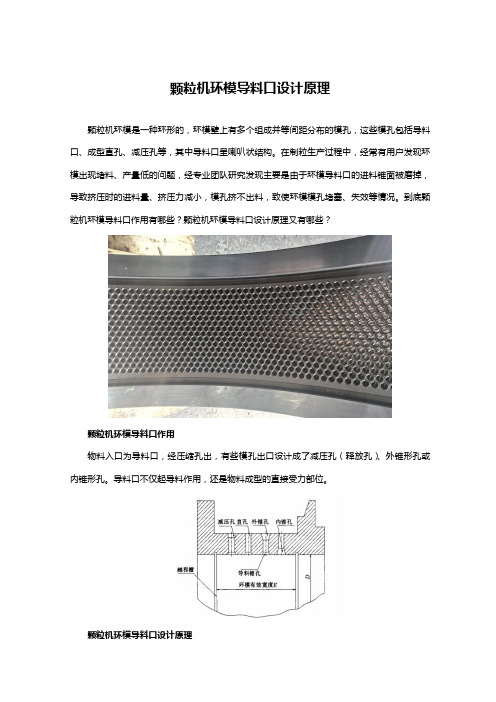
颗粒机环模导料口设计原理颗粒机环模是一种环形的,环模壁上有多个组成并等间距分布的模孔,这些模孔包括导料口、成型直孔、减压孔等,其中导料口呈喇叭状结构。
在制粒生产过程中,经常有用户发现环模出现堵料、产量低的问题,经专业团队研究发现主要是由于环模导料口的进料锥面被磨掉,导致挤压时的进料量、挤压力减小,模孔挤不出料,致使环模模孔堵塞、失效等情况。
到底颗粒机环模导料口作用有哪些?颗粒机环模导料口设计原理又有哪些?颗粒机环模导料口作用物料入口为导料口,经压缩孔出,有些模孔出口设计成了减压孔(释放孔)、外锥形孔或内锥形孔。
导料口不仅起导料作用,还是物料成型的直接受力部位。
颗粒机环模导料口设计原理不同的模孔形式适合不同种类的原料生产。
有些导料口结构导致不同方向孔间距不均衡,从而受力不均,导致进料不均衡和易发生模孔变形穿透,因而影响颗粒的成型效果,或成型效率低下,并很大程度上降低了模具的使用寿命。
以下是其中一种模孔形式:三段减压孔。
大口端处在圆形模壁的内壁面,小口端向圆形模壁中间延伸并连通成型直孔的一端,成型直孔的另一端联通减压孔,减压孔由直径逐段放大的三段组成,直径最小的一段联通成型直孔,直径最大的一段联通圆形模壁的外壁面。
有研究表明,制粒时,在同一压缩速度条件下,模孔开口锥度对压缩成型的影响较大,基本符合以下规律:当模孔开口锥度从30。
增大到45。
时,最大压缩密度增大,比能耗减少;当模孔开口锥度从45。
增大到60。
时,最大压缩密度减少,比能耗增大,模孔开口锥度为30。
时,不利于物料的压缩成型,当模孔开口锥度为45。
时,最大压缩密度最大,比能耗最小,压缩成型效果最佳。
以上是颗粒机环模导料口作用及设计原理等内容。
在设计颗粒机环模时,建议尽量优化颗粒机环模导料口结构参数,可以避免模孔磨损、堵塞现象,并能进一步提高产品产量并保持足够的强度。
HKJ-250型环模颗粒机的设计
式中 : N 一 主轴 转数 。
由公 式 : Ⅳ-
LP
( r / m i n )
( 2 )
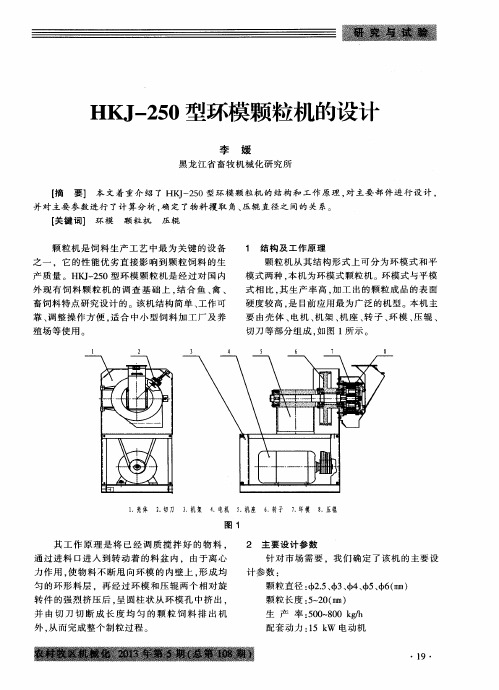
环模 是 颗粒 机 的最 主要 部件 。环模 的材 料 选 用 高铬 合 金 钢 锻件 , 硬度 为 HR C 4 0 — 5 0, 其抗 拉 强度不 低 于 9 8 0 Mp a 。环模 进行 真空热 处理 后 表 面硬 度可 达 HR C 5 8 — 6 2 。 环模 的模孔 形状 为直
通 过进 料 口进入 到 转 动着 的 料 盆 内 。 由于离 心
2 主要 设计 参数
针对 市 场需 要 ,我们 确 定 了该 机 的主 要设
力 作用 , 使物 料 不 断甩 向环模 的 内壁上 , 形成 均 匀 的 环形 料 层 ,再 经 过环 模 和 压辊 两 个 相对 旋 转 件 的强 烈 挤压 后 , 呈 圆柱 状从 环 模孔 中挤 出 , 并 由 切 刀 切 断 成 长 度 均 匀 的 颗 粒 饲 料 排 出 机 外, 从 而完 成整 个制 粒过 程 。
HK J 一 2 5 0 型环模颗粒机的设计
李 媛
黑 龙江 省畜 牧机 械化 研究 所
【 摘 要】 本 文 着重介 绍 了 HK J 一 2 5 0型 环 模 颗粒 机 的 结构 和 工作 原理 , 对主 要部 件 进 行设 计 ,
并对 主要 参数 进行 了计算 分析 , 确 定 了物 料攫 取 角 、 压辊 直径之 间的关 系。
畜饲 料特 点研 究设 计 的 。该 机结 构简 单 、 工作 可 靠、 调 整操 作 方便 , 适合 中小 型饲 料 加 工 厂及 养 殖场 等使 用 。
1 .壳体
2 . 切刀 3 . 机架 4 .电机
饲料颗粒机环模的设计浅析钱玉晨,陈晓青(通讯作者)

饲料颗粒机环模的设计浅析钱玉晨,陈晓青(通讯作者)发布时间:2023-05-23T03:29:46.943Z 来源:《中国教师》2023年5期作者:钱玉晨,陈晓青(通讯作者)[导读] 当前全球饲养的牲畜数量不断增加,在市场各式各样的动物饲料中,颗粒饲料是最受大众欢迎的,一些饲养业和畜牧业发达的国家生产的颗粒饲料可以占比全部饲料的一半以上山东协和学院山东省济南市 250107摘要当前全球饲养的牲畜数量不断增加,在市场各式各样的动物饲料中,颗粒饲料是最受大众欢迎的,一些饲养业和畜牧业发达的国家生产的颗粒饲料可以占比全部饲料的一半以上,目前随着颗粒饲料在喂养生产中的作用日益增加,对国家的经济发展的影响不可忽略,研究设计高效节能,易操作,效率高,寿命长的饲料颗粒机,对于生产加工颗粒饲料,提高养殖业的效益和对我国的饲养业发展起着不可替代的作用。
关键词:饲料环模颗粒机环模是颗粒机的关键零件,对饲料颗粒的成型起着决定性的作用,同时环模也是颗粒机的最容易损坏的部件,据颗粒机维修中心统计,饲料颗粒机零件维修更换最多的就是环模是其它零件的一倍以上,其材质的好坏将会直接对环模的使用寿命和颗粒的成型质量造成影响,所以环模的设计要进行合理的使用,选用适合的材料,定期进行保养,保证环模的正常使用,对饲料的生产是十分关键的。
1.环模材料的选择目前,市场上的环模主要是碳素结构钢、不锈钢、和合金结构钢,以上各个材料都有其不同的优缺点,环模的制作要选用最适合的材质。
碳素结构钢在所有材料中使用中是使用最早,用量也最大的基本材料,碳素钢主要是指力学性能取决于钢中碳含量的钢化,全世界各个国家都投入了很大精力来改良碳素钢的质量。
合金结构钢是把碳素钢中加入硅、锰、铬、镍等合金元素制成的,合金钢的优点是其拥有很好的韧性,导热性和导电性,但其原材料稀少,导致其成本过高,其耐腐蚀性较差。
不锈钢的优点是其不会腐蚀,其耐热性和耐磨性较强,可以在高温下保持正常工作,拥有较轻的重量,较其它的材料其更节省成本,但不锈钢的成本较高,其快速散热的特点使焊接较困难。
颗粒机环模的选用、使用和维护

颗粒机环模的选用、使用和维护国民经济的增长,人民生活水平的提高,市场对各种饲料的需求不断上升,饲料厂对颗粒机主要易损件——环模的需求也不断增长,其质量的好坏直接影响饲料生产者的生产成本和饲料颗粒品质。
据不完全统计,环模损耗费占整个生产车间的维修费的30%以上,饲料颗粒品质的好坏更是对饲料的销售产生极大的影响。
可见,如何对环模进行正确选用、合理使用和有效的维护对饲料生产者来说是极关重要的。
环模是一种多孔性环形易损件,壁薄,模孔密布,装配尺寸精度高。
工作时,饲料在旋转的环模及压辊的挤压下,从内壁通过模孔向外成条状挤出,再由切刀切成所需长度的颗粒。
下面对环模选用、使用及维护作些浅析,以供大家参考。
一、环模的选用环模一般由碳钢或合金结构钢,或者不锈钢经锻造,机加工、钻模孔及热处理等工序制做而成。
目前,国内市场流行的环模有高有低,其主要原因是在选材、工序选用和控制等方面的不同造成的。
国内一些小厂生产的环模主要由碳钢或合金结构钢经锻造,麻花钻钻削模孔,再经普通热处理加工而成。
这样的环模在生产过程中通常出现这样或那样的问题,如新模装机需经长时间的洗模工序,能耗高,产量低,颗粒品质差及爆模等现象。
另外还有一个更为严重的问题就是使用寿命低,不耐磨,据一项调查显示,利用这些环模生产的饲料中铁含量较高,从而极大影响了饲料的配方,这一结果主要是由环模的耐磨性差所造成的。
市场经济的不断发展,中国世贸组织的加入,只有价廉物美的饲料才具有市场竞争力。
对于饲料生产者来说,降低生产成本和提高饲料颗粒品质是迫切需要的,而这些品质的高低很大程度上由环模的品质进行根本保证。
根据环模的工作状况,饲料生产者应选用那些选材合理、设备先进及工艺合理的生产厂生产的环模。
应选用不锈钢制环模,环模选用不锈钢锻坯,是环模使用寿命高的本质保证;应选用经枪钻加工的模孔,利用多工位枪钻对模孔进行加工,能保证模孔光滑,不会形成歪孔(即模孔中心线与环模圆周中心线不同轴),从而达到环模出料快,颗粒品质好(颗粒表面光滑,颗粒均匀,饲料粉化率小等)等特点;应选用经真空热处理的环模,对环模进行真空热处理是对前几工序加工品质的进一步保证,它保证了环模材料的高耐磨性、高强度,以及对模孔的光滑度进行了有效的保护(避免了模孔的氧化)。
双驱动带式环模制粒机三维设计与性能分析

---------------------------------------------------------------范文最新推荐------------------------------------------------------ 双驱动带式环模制粒机三维设计与性能分析摘要饲料制粒机是一种重要的农业机械,它在饲料工业中的应用范围非常广泛。
国内饲料机械企业虽然在制粒机的设计、制造领域取得了很大进步,产品的外观、性能指标不断提高,但是与国外同类型设备相比较,仍然存在结构不合理,生产效率偏低、能耗偏高等缺陷,这极大地制约了产品的国际竞争力。
摘要本次毕业设计主要研究的是双驱动带式环模制粒机,首先介绍了制粒工艺和制粒机的工作原理,包括环模制粒机的几大基本组成,阐述了各个各部分的功能。
同时,进行三维建模,进而通过计算机对其结构优化,提高制粒机的性能。
10580最后,由于环模制粒机对环模的性能要求较高,所以以环模为例,对其进行有限元分析,测试其各项性能参数,并优化其结构。
1 / 13关键词:环模,制粒机,有限元ABSTRACTPellet mill is one of the agricultural machinery, which plays an important role in the feed processing machinery, and it’s widely used in feed processing industry. Though the domestic feed processing machinery enterprises have made great progress in the machine design,manufacture,and improved the appearance and performance of the products,compared with the same foreign equipment,domestic pellet mills still have a lot of disadvantages such as unreasonable structures,low productivities,high energy consumption.These have restricted the international competitiveness of the domestic pellet mill.This paper is mainly focus on the ring-type matrix of pellet mill. The process and the fundamental principle of pellet mill are introduced, including the classification and the development of pellet mill. Meanwhile,three-dimensional model are created. Then we can analyze the performance---------------------------------------------------------------范文最新推荐------------------------------------------------------ of the ring-type matrix all by the computer.4.2.2 模孔有限元结果分析27结论28致谢29参考文献301绪论1.1选题意义促进现代化农业的发展,农业机械设备扮演者重要的角色。
清洁化环模制粒机三维设计与性能分析——毕业论文理论准备

南京理工大学毕业设计(论文)前期准备材料2015年 4 月3 日制粒结构示意图1.1环模制粒机主电机选择电动机是已经系列化的产品,在机械设计中,要根据工作载荷大小及性质、转速高低、启动特性、过载情况、工作环境、安装要求及空间尺寸限制和经济性等要求从产品目录中选择电动机的类型、结构形式、容量和转速,最后确定具体电动机型号。
主电机通过齿轮环模转动,由于技术要求中制粒机试验样机功率为110KW,即取标准电机功率P=110KW。
查阅中小型电机选型手册,为了满足清洁化的要求,获得更高的效率,低的噪声和高的可靠性,最终确定选用Y315S-4电动机,额定功率110KW、额定转矩1.8N·m、转速1480r/min、效率92.5%、cos Φ=0.89。
1.2 环模设计因为设计要求环模和压辊方便拆卸,在环模设计中考虑到模块化的设计需求,所以要考虑到环模与压辊的独立性、通用性和互换性。
1.2.1 确定环模面积确定环模面积前首先需确定单位功率面积,它是指制粒机主电机每千瓦时所对应环模有效压带面积,是衡量制粒机性能的重要参数,也是设计制粒机的主要依据。
参数过大或过小都会造成不必要的浪费。
而制粒机单位功率面积大都凭经验估计,颗粒越难挤压单位功率面积越小。
依据国内外制粒机机型经验数据,单位功率面积取值范围在20~40cm²/KW,设计时常取30cm²/KW。
这样使压粒性能较稳定,可靠性好。
根据单位功率面积,按照下式确定环模工作面S=PA (1.1)其中,A为单位功率面积,cm²/KW;S为环模工作面积,cm²。
则环模工作面积计算为S=PA=110*30=3300(cm²)。
1.2.2 确定环模直径与宽度图1.1 环模简图环模直径D与环模宽度b之间的关系为b=(0.2~0.35)D=KD (1.2)其中,b为环模有效宽度,mm;D为环模内径,mm;K为环模宽径比。
环模制粒机的主要技术参数
三、单位功率面积
单位功率面积是指制粒机主电机每千瓦所对应环模有效压带面积(mm²),它是衡量制粒机性能的重要参数,也是设计制粒机的重要依据,该参数太大,主电机功率偏小,造成超载,反之则浪费能耗,因此,单位功率面积(mm²/KW)必须有一个最佳值,纵观国内外生产厂家,单位功率面积取值范围为2500-4000 mm²/KW,设计时常取2500 mm²/KW,这样使压粒性能较稳定,可靠性好。
考虑两压辊之间还有螺栓及调整间隙,一般取d与D关系为:
d=(0.4-0.485)D
六、调质筒直径及调质轴转速;
物料进入制粒室前蒸汽调质工艺使物料熟化、消毒、以及制粒品质更好。物料调质的质量与调质筒直径、转速有关。
要设计合理的调质筒直径和调质轴转速,需从调质时间t考虑,除了加蒸汽满足要求外,调质时间长短就很重要了。传统调制器调质时间9-20s,现在新的理论提出20-60s,特别加工水产饲料时,调质时间就更长些。
环模制粒机主要参数设计
环模制粒机是颗粒饲料生产关键设备,它将配合好的各种粉状饲料压制成颗粒,改变饲料的物理性能和生化性能,挑个饲料利用率和饲养适口性,是现代饲料厂必不可少的重要设备。因此,制粒机性能优良就直接影响颗粒的品质,这要求在设计或选用制粒机时要注意它的迹象主要技术参数。
一、环模转速:
设计环模转速时要考虑四个问题
七ቤተ መጻሕፍቲ ባይዱ喂料螺旋输送机;
装在制粒机顶端的螺旋喂料器是用来根据制粒机产量大小来调节物料输送量的。所以设计该输送机要求可以变速,变频电机减速机实现。
螺旋轴叶片有的采用全叶片变距结构,有的采用单叶片安装结构,前者送料时有脉冲性,对制粒有一定影响,但残留量少,而后者刚好相反,同时它的轴转速比前者高。目前绝大多是采用全螺旋叶片变距螺旋轴结构,在该轴出料口焊接4个单叶片拨料就可以减少物料脉冲性,输送量准确是这种结构螺旋轴的最大优点
颗粒机环模设计及应用

颗粒机环模设计及应用颗粒机是一种常用的机械设备,广泛应用于农业、饲料工业、生物质能源、化工等领域。
它的工作原理是将原料通过压力和摩擦力的作用下,在环模中经过高温高压的条件下,形成颗粒状物料。
颗粒机环模设计的好坏直接影响到颗粒机的工作效果和生产成本。
本文将从颗粒机环模的设计原理、结构特点和应用进行详细阐述,以期能够全面了解颗粒机环模的相关知识。
首先,颗粒机环模设计的原理是根据材料的特性和加工要求来确定。
材料的特性包括材料的硬度、湿度、筛分大小等,而加工要求则包括产量、颗粒大小、成型率等。
根据不同的材料和加工要求,选择合适的环模孔径、环模结构和压力机参数等。
其次,颗粒机环模的结构特点主要包括:环模孔径、环模孔数、环模内部结构等。
环模孔径决定了颗粒的大小,一般情况下,环模的孔径可以根据生产的需要进行调整。
环模孔数决定了每分钟进料的数量,一般情况下,孔数越多,产量越高。
环模内部结构决定了物料在压制过程中的流通情况,对颗粒的质量和成型率有重要影响。
因此,在设计环模时,要根据材料的流动性和加工要求来确定合适的内部结构。
再次,颗粒机环模的应用主要包括农业、饲料工业、生物质能源和化工等领域。
在农业中,颗粒机主要用于生产农作物秸秆颗粒、饲料颗粒等。
通过颗粒化处理,农作物秸秆可以被充分利用,可以作为动物饲料或生物质能源。
在饲料工业中,颗粒机主要用于生产动物饲料颗粒,通过颗粒化处理,动物饲料的营养成分更易消化吸收,提高饲料的品质和利用率。
在生物质能源领域,颗粒机主要用于生产木屑颗粒、生物质颗粒等。
通过颗粒化处理,木屑等生物质可以被转化为固体燃料,用于锅炉供热、发电等。
在化工领域,颗粒机主要用于生产化肥颗粒、无机盐颗粒等。
通过颗粒化处理,化肥和无机盐可以更便于储运和施用,提高施肥效果和化肥利用率。
综上所述,颗粒机环模设计的好坏直接影响到颗粒机的工作效果和生产成本。
在设计环模时,需要考虑材料的特性和加工要求等因素,选择合适的环模孔径、环模结构和压力机参数等。
环模式生物质颗粒成型机设计及力学特性研究

摘要生物质环模成型机在生物质固化成型、化工机械、饲料生产和能源等领域有着广泛的应用,但目前生物质环模成型机存在产能低、能耗高、设备磨损严重,使用寿命短等问题。
本文从产能、能耗和磨损三方面对生物质环模成型机进行理论研究,关键部件设计和有限元分析,提高生物质环模成型机产能、降低能耗、减少磨损和延长使用寿命。
通过对成型原理、成型过程中微观力学和关键部件进行受力分析,推导出成型基本条件,并建立物料挤压成型过程的力学模型。
发现物料攫取角与物料和环模、压辊的摩擦系数有关,当攫取角满足一定条件时即可实现成型,在设计环模成型机时,可以通过选择合适的压辊与环模材料来增加物料摄取量,提高产能。
对环模结构形状、长径比、厚度及直径,环模孔开口锥度、排列方式及开孔率,压辊个数、结构及直径与生产率之间的关系进行分析,对成型机的结构参数进行了分析计算。
研究了环模成型机的产能和能耗数学模型。
针对此模型,分析了各参数对带锥角模孔的环模成型机性能的影响规律。
分析结果表明,产能随环模宽度、线速度、开孔率的增大而增加;能耗与物料特性和设备工艺参数有关,在保证物料顺利挤出并稳定成型的前提下,改进模辊材料和加工工艺、选择锥角大且短粗的模孔结构均可降低设备能耗。
利用ABAQUS软件对挤压过程进行模拟分析,发现物料和模孔应力在锥段与直段交界过渡处最大,物料容易产生裂纹,并造成模孔磨损严重以致失效。
针对以上问题,改进已有结构,将环模模块化,发现将环模模块化不仅有助于使环模受力均匀,减少磨损,延长使用周期。
关键词环模成型机;力学模型;产能;能耗;有限元;磨损AstractBiomass circular mould briquetting machine is widely used in the fields of biomass curing molding, chemical machinery, feed production, energy and the others, however, there are several problems such as low production capacity, high energy consumption, serious equipment wear and short service life and the others. In this paper, theoretical research, key component design and finite element analysis of biomass circular mould briquetting machine from the aspect of capacity and abrasion are carried out to improve the production capacity, reduce the energy consumption, reduce wear and prolong service life.Based on the analysis of the forming principle, micromechanics and key components in the forming process, the basic forming conditions are derived, and the mechanical model of the material extrusion process is established.It is found that the material grab Angle is related to the friction coefficient of the material, the ring mould and the press roller. When the grab Angle meets certain conditions, the molding can be realized.The relations among the structure shape, length-diameter ratio, thickness and diameter of the ring die, the opening taper, arrangement and opening rate of the ring die hole, the number of rollers, the structure and diameter of the press and the productivity were analyzed, and the structural parameters of the machine were analyzed and calculated.The mathematical model of capacity and energy consumption of the ring molding machine is studied. According to this model, the influence of parameters on the performance of the ring die with taper holes is analyzed. The results show that the production capacity increases with the increase of ring die width, linear speed and opening rate; the energy consumption is related to the material characteristics and equipment process parameters. On the premise of ensuring the smooth extrusion and stable molding of materials, the energy consumption of the equipment can be reduced by improving the material and processing technology of the roller and selecting the die hole structure with large taper angle and short and thick.ABAQUS software was used to simulate and analyze the extrusion process, and it was found that the stress of the material and the die hole was the largest at the interface between the cone section and the straight section, and the material was prone to crack, resulting in severe wear and failure of the die hole.In view of the above problems, theexisting structure is improved and the ring mold is modularized. It is found that modularization of the ring mold is not only helpful to make the ring mold bear force evenly, reduce wear and prolong the service cycle.Key words ring molding machine; mechanical model; capacity;energy consumption;finite element; wear目录摘要 (I)Astract ................................................................................................ I II 第1章绪论 .. (1)1.1 课题研究的背景及意义 (1)1.1.1 生物质能类型特征描述 (1)1.1.2 生物质能的发展现状 (2)1.2 生物质成型机类型及国内外研究现状 (2)1.2.1 生物质成型设备类型概述 (2)1.2.2 国外生物质成型机发展和研究现状 (4)1.2.3 国内生物质成型机发展和研究现状 (4)1.3 课题研究的主要内容 (5)第2章生物质颗粒成型理论分析 (7)2.1 生物质物料成分 (7)2.1.1 生物质原料组成成分 (7)2.1.2 生物质燃料成型的粘结机理 (7)2.1.3 生物质成型过程中微观力学分析 (8)2.2 挤压成型原理 (9)2.3 生物质燃料颗粒成型基本条件 (10)2.4 环模的应力分布分析 (11)2.4.1 直通孔成型过程力学模型 (11)2.4.2 带锥角模孔成型过程力学模型 (15)2.5 本章小结 (17)第3章成型机产能、能耗计算模型及磨损分析 (19)3.1 环模式成型机产能的计算模型 (19)3.2 环模式成型机能耗的计算模型 (20)3.3 环模式成型机能耗的影响因素 (21)3.4 模具磨损 (24)3.4.1 模具的磨损过程及磨损类型 (24)3.4.2 磨损改进措施 (25)3.5 本章小结 (26)第4章成型机关键部件结构参数确定及结构设计 (27)4.1 环模式生物质颗粒成型机技术要求及设计思路 (27)4.1.1 环模式生物质颗粒成型机技术要求 (27)4.1.2 环模式生物质颗粒成型机设计思路 (27)4.2 环模的设计 (28)4.2.1 环模的结构 (28)4.2.2 模孔形状及结构 (29)4.2.3 开口锥度 (29)4.2.4 长径比 (31)4.2.5 环模厚度 (31)4.2.6 模孔排列方式及开孔率 (32)4.3 压辊结构设计 (32)4.3.1 压辊个数的选择 (32)4.3.2 压辊结构设计 (33)4.3.3 压辊尺寸的确定 (33)4.3.4 压辊的性能与分析与减磨分析 (35)4.4 主轴结构设计 (35)4.4.1 结构设计 (35)4.4.2 主轴强度校核 (36)4.5 环模式成型机的性能参数 (37)4.6 本章小结 (38)第5章生物质颗粒机模孔磨损应力分析 (39)5.1 非线性有限元理论 (39)5.1.1 成型过程中非线性问题 (39)5.1.2 有限元分析和ABAQUS软件概述 (39)5.1.3 屈服准则 (40)5.1.4 塑性流动法则 (42)5.2 本构方程 (42)5.2.1 基本假设 (43)5.2.2 本构方程的推导 (43)5.2.3 基本方程 (47)5.2.4 解方程 (47)5.3 物料成型力学模型 (49)5.4 单模孔有限元分析 (50)5.4.1 挤压成型过程分析简化 (50)5.4.2 二维模型的建立及相关参数的设置 (51)5.4.3 设置接触 (52)5.4.4 定义边界条件 (53)5.4.5 提交分析作业 (54)5.5 模拟结果及磨损分析 (54)5.5.1 应力分析 (54)5.5.2 塑性应变分析 (57)5.6 环模模块化设计及数值分析 (57)5.6.1 设计方案 (57)5.6.2 改进结构膜孔内挤压过程有限元分析 (58)5.6.3 模拟结果及应变分析 (59)5.7 本章小结 (59)结论 (61)参考文献 (63)攻读硕士学位期间所发表的论文 (69)致谢 (71)第1章绪论1.1 课题研究的背景及意义生物质能是绿色、清洁的可再生能源,能够实现CO2的零排放[1]。
饲料颗粒机环模模孔加工
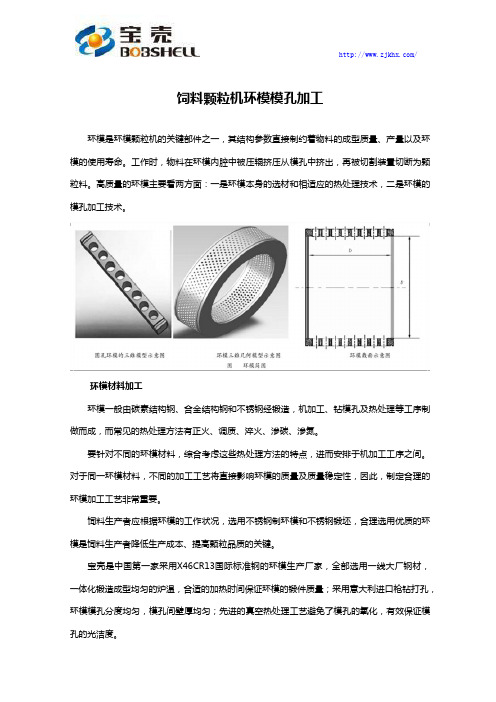
饲料颗粒机环模模孔加工环模是环模颗粒机的关键部件之一,其结构参数直接制约着物料的成型质量、产量以及环模的使用寿命。
工作时,物料在环模内腔中被压辊挤压从模孔中挤出,再被切割装置切断为颗粒料。
高质量的环模主要看两方面:一是环模本身的选材和相适应的热处理技术,二是环模的模孔加工技术。
环模材料加工环模一般由碳素结构钢、合金结构钢和不锈钢经锻造,机加工、钻模孔及热处理等工序制做而成,而常见的热处理方法有正火、调质、淬火、渗碳、渗氮。
要针对不同的环模材料,综合考虑这些热处理方法的特点,进而安排于机加工工序之间。
对于同一环模材料,不同的加工工艺将直接影响环模的质量及质量稳定性,因此,制定合理的环模加工工艺非常重要。
饲料生产者应根据环模的工作状况,选用不锈钢制环模和不锈钢锻坯,合理选用优质的环模是饲料生产者降低生产成本、提高颗粒品质的关键。
宝壳是中国第一家采用X46CR13国际标准钢的环模生产厂家,全部选用一线大厂钢材,一体化锻造成型均匀的炉温,合适的加热时间保证环模的锻件质量;采用意大利进口枪钻打孔,环模模孔分度均匀,模孔间壁厚均匀;先进的真空热处理工艺避免了模孔的氧化,有效保证模孔的光洁度。
环模的模孔加工环模本身为一体,呈中空的圆柱筒形,有一定的壁厚,上周开设有若干径向模孔,模孔的数量通常为几千至几万个。
常见的环模模孔结构主要有直形孔、释放阶梯孔、压缩阶梯孔、外锥形孔和内锥形孔等。
◇环模孔的排列方式A方式排列开孔率:如果设小孔的直径为d,小孔与小孔之间的壁厚为a,环模开孔率为v,则v≈0.9(12/(d+a)2;B方式排列开孔率:如果设小孔的直径为d,小孔与小孔之间的壁厚为a,环模开孔率为v,则v≈0.-78d2/(d+a)2;颗粒机环模A方式排列丌孔率大于B方式排列丌孔率,颗粒机产量高。
◇环模沉孔工艺为适应物料的挤出,避免产生太大的摩擦力,模孔内外的直径并不是完全一致的,往往是外部孔径大,内部孔径小,这就需要通过沉孔工艺来实现。
制粒机操作与环模保养常识
新环模的压辊间隙调整
• 新环模因加工时,内径喇叭口虽经磨销处理,但是 ,其表面仍未达到最佳制粒的工作要求,而且环模 孔内的光滑度也未达到镜面要求,因此对物料产生 地阻力和摩擦力都比较大,为满足这一部分的工作 要求,间隙应稍调紧些,以增加更大的压力,保证 新模出料顺畅。可调整到环模转动一周,有四分之 三工作面能带动压辊运转即可。当环模生产8~10小 时后,再把间隙调整到正常状态(四分之一工作面 带动压辊壳运转)。注意:当模辊间隙调整好后, 禁止随意让制粒机在没有物料喂入的情况下,做不 必要的空转。否则会造成环模和压辊的不必要地磨 损!
传动轮 环模端面与传 动轮底部接触
压辊位置不正常
螺钉锥度型环模装配正常
紧固环模用的螺杆:
• 不应该有滑牙、弯曲、缺损等情况,旋紧地扭矩要达到规定值,并且 要受力均匀,建议用扭力扳手。
C.环模与压辊的间隙调整
• 1、压辊的工作原理:环模运转对物料产生的离心力,使 物料紧贴在环模内壁运转,同时物料又对压辊壳产生了一 定的摩擦力,带动辊壳于环模内壁基本成线速等速运转。 因模辊之间的间隙仅0.1㎜~0.3㎜之间,由调隙轮和锁紧 螺丝的作用下,使间隙保持不变。所以压辊与环模之间就 形成了很大的挤压力,使物料被挤入模孔中成型。
8、喂料刮刀: 喂料刮刀的磨损或安装的不规范,会使环模和压辊的压制区喂料不均匀。最后造成环模工 作面磨损不均匀(高低不平),模孔放大不一致,造成后果是: ① 制粒产量下降;② 颗
粒料的粗细差别很大;③环模寿命降低;因此要经常检查喂料刮刀地磨损情况和调整角度, 如磨损严重应及时更换。
9、制粒机主轴间隙: ① 主轴间隙过大:
间隙过大会使环模运转时有跳动和压辊摆动现象,造成模辊间隙难易恒 定,挤压区的压力不稳定,影响制粒效率,增加堵机的机会; ② 主轴间隙过紧: 间隙过紧会使主轴轴承烧坏,因此当收紧过主轴轴承后,机器运转时
环模颗粒挤压机的设计

环模颗粒挤压机的设计作者:xxx 指导教师:xxx(xxx大学工学院 11机制合肥230036)下载须知:本文档是独立自主完成的毕业设计,只可用于学习交流,不可用于商业活动。
另外:有需要电子档的同学可以加我2353118036,我保留着毕设的全套资料,旨在互相帮助,共同进步,建设社会主义和谐社会。
摘要:环模制粒机是国内外应用最广泛的硬颗粒饲料制粒设备。
环模制粒机的主要构成部件是由待螺旋给料器、压粒器、电机和减速传动装置。
这篇文章介绍了制粒机的形式和发展过程,比较不同制粒机的不同之处,从而得到环模制粒机具有成型好、制粒效率高的特点。
详细分析环模制粒机的工作组成部件,包括了调质器和制(压)粒器。
其次在对环模制粒机的电动机和传动机构进行分析和处理,最后在对环模制粒机的使用方法以及后续的维护进行探索。
重点对制粒系统中的物料在压粒过程中受力情况及物料在环模中的高度对效率的影响。
最后一步程序是在相关的资料和文献查找下,对环模和压辊、调质器和轴以及螺旋给料器等部件来进行分析计算。
得出数据后使用相关的软件进行齿轮的轴向力和径向力的计算,然后在进行弯曲变形的强度校核。
最后根据数据来设计环模制粒机的整体结构。
利用软件对设计出的环模制粒机进行装配,得出各个零部件的CAD图纸及装配图。
关键词:压模、压辊、模辊间隙1引言中国是农业大国,农业和养殖业是国民经济的基础。
而且我国的正在蓬勃发展的企业是饲料行业,在饲料生产加工所做出巨大的贡献对于我国的畜牧养殖业。
而且饲料行业的发展和技术的更新对我国以后的农业经济发展有巨大的推动作用。
饲料工业的快速发展需要先进的饲料机械技术作为支持,所以研发先进的机械产品至关重要。
制粒机的种类和型号很多,在饲料工业的生产过程中,制粒机是其主要生产工具而且大方面的增加了饲料产量,制粒机在饲料生产占据了非常重要的地位。
压粒机广泛用来将食品和饲料挤压成球形或圆柱形颗粒。
根据压粒工作部件的不同结构特点,可将压粒机分为以下四种型式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
颗粒机环模设计及应用环模颗粒机广泛应用于饲料的加工、秸杆木屑等生物质能的颗粒成型、复合肥的生产、万寿菊颗粒压制、石油及塑料粒子的生产中。
不同物料选用不同的制粒机,但其核心部份是制粒机环模。
它对提高产品品质和产量,降低能耗(制粒能耗占整个车间总能耗30%-35%),减少生产成本(环模损耗一项费用占整个生产车间的维修费25%-30%以上)等方面影响极大。
一般玉米为主的饲料生产中约占到1-1.5元/吨左右,在秸杆木屑等纤维状物料的生产中约占到18-48元/吨料;同时也是制粒机最易磨损的零件之一,因此,了解环模的设计及应用,并对环模进行正确的选用、合理的使用以及有效的保养,对于饲料生产者来说是至关重要的。
下面对环模的设计及其选用、使用和保养作些浅析,以供大家参考。
1环模直径和环模有效压制宽度等参数的确定a、环模直径和有效宽度是环模的主要参数:首先根据国内外制粒机参数及优先数列确定环模直径系列:250、300、320、350、400、420、508、558、678、768等;相对功率为15、22、37、55、75/90、90/110、132/160、180/200、220/250、280/315;根据等有效压制面积等功率之比值(一般14•~22cm2/kW),确定环模有效宽度(有效宽度是指环模中间与压棍接触部份)。
另外很多国内制粒机是吸收国外技术,所以也有不少环模直径采用英制尺寸或近似值,如:SZLH3016环模直径16英寸(406,407)、SZLH3020环模直径20英寸(508)、SZLH3022环模直径22英寸(558)、SZLH7726环模直径26英寸(660)、304环模等。
b、环模的转速的确定环模转速与机器本身的几何参数(压辊个数、模孔直径、深度等)相关。
•根据资料和多年来国内制粒机的技术参数及对国外样机的数据检测,•对于采用二个压辊的环模制粒机,以环模内径处线速度(也叫环模线速度)4-8m/s较为合适,它的高低影响到挤压区内的料层厚度及物料通过模孔的时间,进而影响制粒机产量和颗粒质量。
线速度过高时,相同产量条件下环模每转产出颗粒少,挤压区内料层薄,轴向料层分布不均匀,有可能使挤压区内的物料形成断层,制粒不连续,制出的颗粒松软,轴向压出颗粒长度不匀,粉料多,而且对于水分含量较高的物料还易打滑,甚至根本不能制粒;较低的环模线速度虽然制出的颗粒质量好,但对产量影响较大。
c、压辊直径的确定颗粒形成的基本原理如图。
它是通过环模和压辊之间相互的挤压力,克服物料通过模孔的阻力,从而达到制粒的目的。
(挤压原理图见图一)相同环模下,压棍直径越大,环模和压棍之间型成的三角挤压范围越大,越利于挤压作用。
理论上单辊的压辊直径可做得最大,挤压时间,挤出效果应最好,但在机器运转时,压辊和压模之间的作用力在主轴、主轴轴承、空轴等之间传递,所以单辊制粒机的主轴、主轴轴承、空轴等机械结构粗大,只在小型实验室制粒机及难于制粒的大型秸杆压块机中运用。
双压辊制粒机的两只压辊之间挤压力F1和F2相在主轴头上平衡;压模上的反作用力F1’和F2’相互抵消,设备上的主轴(主轴轴承处)、主轴轴承、空轴上受力小,机械结构小,是实际中使用最多的机型。
根据经验确定压辊外径与压模内径比为0.475,并圆整后确定压辊直径。
三辊制粒机三辊之间受力也能平衡,但压辊和压模内径比不高。
另外对用于秸杆木屑等纤维状物料的制粒机,压辊之间不平衡力(两挤压力F1-F2之差)须和压模上的反作用力之差(F1’-F2’)通过主轴、主轴轴承、空轴来抵消,所以主轴(主轴轴承处)、主轴轴承、空轴、环模、压棍的结构都要加强。
单辊制粒室双辊制粒室图一、挤压原理图单辊挤压室:L为压辊中心和压模中心在挤压力垂直方向上距离;挤压力作用在环模的力F1’;转速一定条件下,L*F1’正比于输入功率。
压辊和压模中心越小,L越小,挤压力F1’越大。
另一方面,F1和F1’这一对作用力和反作用力必须通过压辊壳、压辊轴承、压辊轴、主轴、主轴轴承、空轴、环模后相平衡。
所以F1越大,主轴、主轴轴承、空轴结构必须越大。
这类制粒设备挤压力最大,压缩区范围大,压缩平稳;挤压区范围大,挤出颗粒质量好,并且回弹量小、挤压室内摩擦功耗小,功率用于挤出作用多。
这类制粒机主要用于小型机和秸杆压块机中。
双辊挤压室:L为两压辊中心在挤压力垂直方向上距离;F1、F2分别为两压辊上的挤压力,F1’、F2’为作用在环模上的挤压力(反作用力);在转速一定下,(F1+F2)*L/2正比于输入功率,所以中心越大,L越大,挤压力越小。
另一方面F1通过压辊外壳、轴承、压辊轴、主轴头和另一对压辊的F2相平衡;F1’通过环模和F2’相平衡,制粒机的主轴(主轴轴承以后)、主轴轴承、空轴等受挤压力影响小。
在挤压秸杆木屑等纤维质物料时F1、F2受力波动大,F1和F2不平衡力(F1-F2)又必须通过主轴、主轴轴承、空轴和环模上的两个反作用力的差相平衡,这类制粒设备振动大,结构上必须加大加粗。
2环模材料和热处理环模通常由碳素结构钢、合金结构钢和不锈钢经锻压、切削、钻孔、热处理等工序制成。
环模所用的材料和每个加工工序对其使用寿命及制粒质量、产量有直接的影响。
碳素结构钢主要有45钢,其热处理硬度一般为HRC45~50,其耐磨性和耐腐蚀性都较差,现基本被淘汰;合金钢主要有20CrMnTi材料,它是通过表面渗碳等表面热处理,处理硬度在HRC50以上,并具有良好的综合力学性能,由此类材料制造的环模强度高,耐磨性好于45钢,但缺点是耐腐蚀性不好。
虽然单只环模成本较低,但使用时吨料生产成本高于不锈钢环模,现也逐步淘汰;不锈钢材料主要为4Cr13,这些材料的刚度和韧性都较好,热处理是整体焠火,硬度大于HRC50,并具有良好的耐磨性和耐腐蚀性,使用寿命较长,吨料环模费用最低。
下面就4Cr13材料环模每个加工工序对其质量影响说明:a、环模材料成份对于4Cr13材料的环模,其质量源头必须从钢锭开始:4Cr13钢环模化学成分(质量分数%)为:C含量≤0.36~0.45,Cr含量12~14,Si含量≤0.60,Mn含量≤0.80,S含量≤0.03,P含量≤0.035;在实际使用中含Cr量12%左右的环模使用寿命比含Cr量14%的环模在其它处理相同的条件下,其使用寿命减小1/3以上;所以环模质量的源头是从钢淀开始,不仅要确保Cr含量13%以上,还要求大小形状等符合锻造。
b、环模锻打质量对于4Cr13材料的环模锻造工艺要求为加热温度和时间合适,常见环模锻造问题是:1)、加热温度过高和时间过长,锻坯呈黄白色,估计温度超过1200℃,此时锻坯易出现表层过烧,整体过热,组织粗大晶粒不均匀现象;2)、炉温均匀性差。
加热过程中因温度不均匀使锻件过热或局部过烧造成晶粒粗大、锻坯的均质性差。
锻件尺寸越大,这种现象就越严重。
在随后的热处理工艺中难以消除这种缺陷,也是造成环模开裂的常见原因。
3)、由于铸锭中存在如偏析、非金属夹杂物、疏松等缺陷,所以要通过锻造变形来改善和消除,这是锻件达到良好综合力学性能的基础。
对于纵向横向性能要求较高的锻件,应当采用良好的组合锻造工艺,单一的锻打工艺难以保证质量。
4)、锻后冷却温度、速度控制不好,如果冷却速度非常缓慢,容易发生奥氏体再结晶,已经被锻造中细化的晶粒会发生异常长大造成混晶,5)、退火处理:应对环模毛坯的硬度加以控制,其硬度在HB170~220之间为宜,如果硬度过高,钻孔时钻头易断裂,并造成死孔,硬度过低则影响模孔的光洁度。
c、热处理对环模质量的影响4Cr13材料采用整体淬火工艺,淬火是把金属成材或零件加热到相变温度以上,保温后,使Cr合物溶于组织中,以大于临界冷却速度的急剧冷却,以获得马氏体组织的热处理工艺。
淬火是为了得到马氏体组织,再经回火后,使工件获得良好的使用性能,以充分发挥材料的潜力。
制孔后环模应在真空炉中加热粹火。
经真空热处理的环模,能有效地保证模孔的光滑度(避免了模孔的氧化)。
在圆周方向三等分处的每个部位,取不少于3点测硬度平均值,其各部位的硬度值之差应不大于HRC4。
3、环模孔结构、压缩比、粗糙度及环模模孔加工设备常见的环模模孔主要有直孔、带减压孔、外锥形孔和内锥形孔等。
带减压孔又称释放孔,如图2所示,不同的模孔形式适合不同种类的饲料原料或不同的饲料配方。
同一环模中,越程槽边上的直孔长度L与环模中心部位的直孔长度L也都不一样。
在压棍对压模的压力和阻力一样下,越程槽边的物料容易挤出越程槽,而不进入模孔。
所以一般在越程槽边上两排带有减压孔(或减压孔长度M大于环模中心的模孔的M),并且第一排减压孔长度M大于第二排,使各模孔出料量一致。
模孔主要参数有:d----模孔直径、T----环模厚度、L----模孔有效厚度、M----减压孔长度、a----模孔中心距、t----模孔间壁厚、D----环模直径、E----环模有效宽度、图二、模孔图a、环模模孔各参数的作用与含义环模压缩比I=L/d,它是反映颗粒饲料挤压强度的一个指标。
压缩比越大,挤出的颗粒饲料越结实。
所以环模模孔d确定,饲料配方确定,即环模压缩比I一定条件下,环模的有效厚度L=I*d就确定了。
T为环模厚度,它的最小值T1和环模受力有关,压棍对环模的挤压力越大,环模最小厚度T1越大。
当模孔有效厚度L<T1时,为保证环模强度,环模厚度必须T≥T1,所以有一减压孔M=T-L,即带减压孔形环模;当环模有效厚度L≥T1时,一般环模厚度T=L,即直孔形环模;减压孔孔径比模孔直径d大,物料通过减压孔时不产生摩擦力。
导料锥孔:便于物料流入模孔,环模在使用过程中,导料锥孔磨损最快,使用过程中须对导料锥孔进行修复。
外锥孔环模主要用于秸杆颗粒、木屑生物质颗粒中。
模孔磨大时,模孔直径d变大时,模孔的长度L也将变长,保证压缩比I=L/d变化小,确保颗粒的硬度。
环模工作面积、孔的排列和开孔率1)环模工作面积F=π*D*E,环模制粒机的设计功率和环模工作面积成正比,因此功率一定的制粒机,一般环模直径D和环模有效宽度E成反比,在低产量的水产饲料制粒,为保证环模轴向出料均匀,减小环模有效宽度,则增大环模直径D。
2)环模模孔按等边三角形原则排孔。
环模开孔率为ψ=0.9*(d/a)2=0.9*[d/(d+t)]2,开孔率越高,则出料多。
另一方面,模孔间壁厚t越大,则环模强度越大,开孔率越小。
对于合金钢环模,采用表面渗碳焠火工艺,则模孔间壁厚t等于2倍渗硬层加中间软层,软层越小,环模越容易开裂,所以要选择合适的壁厚t来保证环模强度和开孔率。
从上面的公式可以看出,一般的规律是,模孔直径越大,环模开孔率越高。
开孔率越高,出料越通畅,但模孔壁厚t减小了,环模强度减小。
所以一定要根据强度确定开孔率大小,挤压力大的草料、秸杆料、木屑等物料环模的开孔率要比饲料环模小一点,保证环模强度,防止环模开裂。