600TPD套筒石灰窑工艺简介资料
600T套筒窑BASK 161开窑细节
600T套筒窑BASK 161开窑细节Kiln charging with material石灰窑上料原料1 The stones must be clean and dry and in the size from 10 - 20mm ( no sand)The dischrge tables have to be filled with limestone bags until the kiln is filled with 2/3 mt.of limestone.石灰石必须为干净的,干燥的,尺寸为10-20mm(不含沙)出灰装置用编织袋覆盖知道小颗粒石灰石达到窑内的2/3 mt2 The kiln has to be charged with this small material over the upper bridgesbefore start with the charging all thermocouple on comb.chambers have to be pulled back 100mm for safety.小颗粒石灰石一直上到石灰窑上拱桥以上。
为了安全起见,在上料之前,把所有的热电偶往后拉100mm3 During the charging , the discharging has to work all 10 min ( one stroke)在上料期间,卸料要持续运行10分钟(一个冲程)4 Control of the single discharge tables by checking the movement inside the kiln ( over the upper man hole)when the material will be 1mt. Below the upper man hole.检查窑内运行状态,通过控制每个出灰装置,使料超过上拱桥,到达上部人孔下方1米处。
600t套筒窑培训资料
600t/d贝肯巴赫环形套筒窑
生产工艺
1、贝肯巴赫环形套筒窑的主要特点
1.1设备配备了带TF监控系统的最先进的 自动控制系统, 使贝肯巴赫环形套筒窑 生产更加稳定,操作更为简便。
1.2由于贝肯巴赫环形套筒窑是负压生产, 利于环保。
1.3设备作业率高。 1.4石灰石原料、燃料及产量灵活可调。 1.5生产出的成品灰具有活性度高、二氧
用于预热驱动空气的一定量的废气(30%),经由悬挂 的上内筒(5)抽到热交换器。废气换热后温度降至300℃ 左右。下内筒(6)带有用于输导热回流气的入口和导管。
上、下内筒为双壁夹层钢结构,衬有耐火砖,由空气冷 却。被预热的空气从下内筒出来后,穿过嵌在7个上部拱桥 的7个冷却管(17),汇集到环形导管(18)中,然后作 为二次燃烧空气进入烧嘴(20)中。
01.12.03.02
01.12.03.03
01.12.03.05
01.12.04 01.12.05
数量 1套
7 7 14 14 1套 1套 1套 1 1套 1 2
1
1套
1
1
1套 1
集成式中央液压站 喷射管 喷射器挠性钢管 燃气烧嘴 烧嘴控制箱 阀门及过滤器 燃气燃烧系统的压力计和流量孔板 挠性钢套管 热值测量及控制设备 气流调节器及蝶阀 液压单元, 带中央液压系统 窑顶石灰石料位控制 带PLC的工艺盘
废气风机 1台 型号:LH-A-AR236SW(IDF);流量: 65,000Nm3/h;工作温度:250℃;设计温度:300℃; 静压:1150Pa;变频电机功率:710KW 690V 50Hz 布袋除尘器型号:LCM-G-3248全过滤速度0.87 m/min, 过滤面积3248 m2,工作温度180℃,过滤袋材质:P84 除尘风机1台 LH-FR193F(IDF) 流量:约110,000Nm3/h; 工作温度:180℃;静压:2500Pa;
600TPD套筒石灰窑工艺简介
料
a.上料导轨为焊接H型钢 导轨,带防侧摆装置;
导
b.上料小车容积为3m3,额 轨
定载重2.5t;
c.配限位:下极限\翻转 极限。
下 极 限 设 置
翻转极限
石 料 路 由
功能说明:
a.均匀一致布料,防止
布
料面差异过大;
料
b.双液压马达驱动,保 证平稳;
装
c.定点卸料。
置
布 料 器 剖 面 图
旋转布料器
用
户 功 a.根能据说窑明的:工况进行燃气入窑流点量
的调节 b33.支% 进管上均烧匀嘴 分配燃67气% 的进下流烧量嘴比 c.实时监控燃气热值,进行入窑流
量的调节
煤 气 调 压 站
(3)、冷却风系统
主要设备: a.冷却风机(2台) b.管道、阀门(如图)
功能说明: a.冷却风机(工频),一用一备、互为备用 b.分两路冷却,最终点为上下内套筒
b.防雨作用。
窑顶结构: a.窑顶结构圆形密闭框架结构, 结构形式相对其他部位比较复 杂。
b.主要为支撑上内套筒,
窑 顶
上部窑体结构
平台(从下至上) 出灰平台 下烧嘴平台 上烧嘴平台 热交换器平台 窑顶平台 热交换器顶部平台
窑本体楼梯及平台
②、上、下内套筒
上 内 套 筒
下
内
套
功能说明:
筒
a.形成并流、逆流煅
600TPD套筒石灰窑工艺简介
组成:
①、窑壳及附属结构 ②、上、下内套筒 ③、燃烧设备
①、窑壳及附属件
石灰卸料槽
下 部 窑 体 底 座
下部窑体结构
石灰导料板
下
部
下
窑
内
600t活性石灰回转窑生产线工艺简介及技术特点
・
R R EF ACT I OR ES & U ME
0 t2 1 c. 0 1
Vo . 6 No5 1 3 .
6 0 活性石灰 回转窑生产线 0t 工艺简介及 技术特点
刘 波 苏国富 刘 拓 于仲仁 ( 沈阳水泥机械有限公 司,沈 阳 104 ) 11 1
料 的筛 选 。筛 分后 ≤ 1mm 的石 灰石 会 直接 落 入 振 5 动 筛 下 的 碎 石仓 中 。考 虑 到 原 料 的合 理 利 用 ,碎 石贮 仓 中 的小 颗粒 石灰 石 不用二 次破 碎 直接 被业 主
用 作 脱硫 剂 的 原料 。 1 — 0 m 的颗 粒 经 斗 式 提 升 56m
i t r d ci n nop o u t . o Ke r s Ac ie l y wo d : t me; Roa y k l P o e s Co v i tr i n; r c s ; mmiso i g sinn
1 工 业 2 6 0 (・ ) 活性 石 灰 回 x 0 td 转窑 生 产线 项 目由 沈 阳水 泥机 械 有 限公 司 总f_ f ̄ r g. , 中 冶焦 耐 工程 技 术 有 限公 司 负 责 整 个 工 程 的工 艺 设 计 。工 程 地 点 位 于 新 疆 石 灰 石 工 业 园 区 。 由于
磨 ,而 细 粉在 气 流 的 带 动下 进 人袋 式 收 尘器 收尘 , 达 到 粉 气分 离 的 目的 。 出选 粉 机 的气 体 ,经 收 尘
净 化 后 由排 风机 排 出 。 一 部 分 废 气 鼓 人 磨 煤 机 循 ’ 环 使 用 ,另 一 部 分 废 气 通 过 烟 囱排 人 大 气 中 。 由
表 l 焙 烧 系统 设 备 参 数
套筒窑生产工艺
二、活性石灰煅烧过程 机理分析
生石灰的灼减
一般是指石灰在1000℃左右所失去的重量。石
灰灼减一是由于石灰未烧透,二是由于石灰在大气
中吸收了水分和CO2。
由于煅烧石灰的原料通常含有以二氧化钙为主的杂质,使 煅烧后石灰的组成中有游离氧化钙和结合氧化钙,游离氧 化钙中又分活性氧化钙和非活性氧化钙。
套筒窑同时又是负压生产,一是有利于环保;二容易操作;
三能随时查看石灰窑运行状况,利于检修等优点。
2、生石灰生产的目的与意义:
活性石灰是在炼钢造渣中性能活泼、反应能力强、 熔解能力高的优质材料。其主要特点是:体积密度小、 氧化钙矿物结晶细小、比表面积大、气孔率及活性度
高、残余CO2及有害杂质P、S低等特性。
石灰石中杂质的影响 原料石灰石的杂质其主要来源是天然石灰石自身含有的 杂质和矿体中夹杂带入的泥沙。杂质的主要成分为酸性 氧化物如:SiO2、Al2O3、Fe2O3等,这些酸性氧化物在 900℃即可与生石灰进行次生反应,石灰石在煅烧炉内
发生的反应有:
主反应:CaCO3 ⇋ CaO+CO2↑ 次生反应: 2CaO+SiO2→2CaO·SiO2(硅酸二钙) 3CaO+2SiO2→3CaO·2SiO2(二硅酸三钙) 3CaO+Al2O3→3CaO·Al2O3(铝酸三钙) CaO+Fe2O3→ CaO·Fe2O3(铁酸钙)
0.48 0.55 0.71 0.22
2.30 4.30 7.30 12.20
340 316 302 266
2.0
3.0 4.0
85.19
80.11 78.99
0.010
0.010 0.008
0.28
TPD环形套筒窑焙烧岗位操作人员考试试题
600TPD 环形套筒窑操作人员考试一试题1、套筒窑的工艺流程2、贝肯巴赫环形套筒窑的构造特色(1)在内筒与外筒之间形成一个等距离的环形空间,石灰石在内预热、煅烧。
(2)石灰石布料口与上层拱桥,上层拱桥与基层拱桥,基层拱桥与窑底出灰口错位部署。
(3)从下焚烧室部位到下内筒底端,设置有并流带。
(4)设置了蓄热式焚烧室:3、套筒窑的环形空间技术特征(1)经过旋转布料器的平均布料,石灰石在整个环形空间里分派平均;(2)在煅烧带内,因为石灰石散布平均并且料层较薄、厚度基本一致,石灰石脱碳所需要的热量散布平均而穿透力强 (基本上是辐射传热方式 ),保证了石灰石被充足煅烧。
(3)活性石灰在环形空间里经过下部物料卸出,平均地下移。
4、套筒窑的换热器设施的工作方式在换热器内,从上内套筒出来的高温废气与从驱动风机来的高压空气采纳逆流的方式进行热互换。
废气降温后进入废气总管排出,空气在换热器内温度高升后进入窑体上环管,而后进入 7 个发射器,在窑内形成驱动空气。
5、套筒窑液压系统由哪几部分构成套筒窑液压系统分为窑底液压部分和窑顶液压部分,液压站搁置于窑下风机房内。
窑底液压分别向 7 个出灰平台、窑底料仓出灰闸门、称量斗出灰闸门和废气三通阀供应液压动力,窑顶液压分别向旋转布料器、料盅和中间仓闸门供应液压动力6、怎样控制套筒窑内石灰石供应量套筒窑窑顶安装有 1 台雷达料位计,料位计连续检测窑顶石灰石料位并将将测得数据传递到 PLC 系统。
假如料位计显示低料位,上料料斗会被自动装上预设定重量的石灰石,卷扬机自动将料斗送至窑顶,石灰石经过密闭的入料闸门进入窑内。
假如料位计显示高料位,上料系统自动停止上料。
依据设定产量的不一样,一个上料周期包含数斗石灰石。
7、上、下内套筒的冷却空气的工作方式内套筒冷却空气由两台鼓风机供应(一台工作,一台备用),冷却空气的流量由孔板丈量,按设定的比率分别鼓入、冷却上、下内套筒。
下内筒出来的冷却空气流向两个环管后,分派到上、基层烧嘴用作焚烧空气,一个调理阀将剩余的冷却空气放散到大气中。
套筒石灰竖窑工艺介绍

套筒石灰竖窑工艺介绍讲解人:刘林一、石灰窑的概况1、国内常见的石灰窑有:回转窑、竖窑、BASK套筒竖窑、麦尔兹窑(双膛细粒窑)等。
2、BASK套筒石灰竖窑几种石灰窑比较:(1).煅烧工艺合理:实现逆流和并流共存的煅烧工艺;(2).产品质量高:活性度达到350ml,一般炼钢对活性度的要求较高,化工行业(如电石)对活性度的要求不高,但对生/过烧率有要求;(3).环保安全,负压操作(窑内压力位-1000mm水柱,煤气压力位16KPa,可以在线检查);(4).节能,利用了换热器及二次循环空气;(5).对原料的粒度有要求(一般是30mm~80mm);(6).对原料的成分有要求(MgO的含量≤1.0),否则容易产生设备(换热器)的堵塞。
二、石灰窑的组成1、常见的套筒竖窑三大系统:(1).原料储运+筛分系统(2).竖窑本体焙烧(煅烧)系统(3).成品贮运+筛分系统2、三大系统的组成及工艺流程:(1).原料储运+筛分系统(2).竖窑本体焙烧(煅烧)系统a.套筒竖窑煅烧工艺及结构见下图工艺流程:石灰石原料经卷扬机上料小车(1)、漏斗及溜槽、密封闸门、旋转布料器及料钟(2),进入窑内装料槽(3)。
在窑顶入料口处设置密封闸门,以避免外界空气进入而影响套筒竖窑的负压操作。
窑内装石灰石的环形空间是由窑钢外壳(4)内部耐火墙和与其同心布置的上、下(5、6)内筒分割形成。
套筒竖窑有上、下两层烧嘴(7、8)并均匀错开布置,每层烧嘴有七个圆柱形燃烧室(9、10),每个燃烧室都有一个用耐火材料砌筑的从窑外壳到下内筒的过桥(16),高温气体从燃烧室内出来,经过过桥下面形成的空间进入料层。
两层烧嘴将套筒竖窑分成两个煅烧带,上煅烧带为逆流,下煅烧带为并流。
并流带下部为冷却带,在冷却带石灰将自身热量传递给冷却的空气,此处仍为逆流。
冷却石灰的空气由于废气风机作用向上抽,而石灰则在冷却带的底部通过液压推杆(11)及出灰装置(12)排出,排出的石灰进入到位于套筒竖窑底部的石灰料仓内(13),石灰料仓内的石灰通过振动给料机(14),经一定的时间间隔被排出。
600TPD套筒窑工艺技术操作规程
套筒窑工艺技术操作规程2013年9月目录第1章工艺过程说明 01.1 工艺流程及气流走向。
01.2 工艺流程图(见附图 1) (1)1.3 气流走向图(见附图 2) (1)第2章原燃料及成品技术要求 (2)2.1 石灰石原料要求 (2)2.2 煤气.................................................. 错误!未定义书签。
2.3 活性石灰产品质量 (3)第3章详细工艺要求,设备的联动和互锁关系 (3)3.1 石灰石输送 (3)3.2 上料和布料 (3)3.3 出料系统 (5)3.4 液压控制 (6)3.5 燃烧室 (7)3.6 驱动空气 (7)3.7 冷却空气 (8)3.8 石灰冷却空气 (8)3.9 废气 (8)第4章石灰窑的安全设置 (9)第5章石灰窑的开窑点火 (9)5.1 成立点火领导小组 (9)5.2 点火烘窑前的准备工作 (10)5.3 装料及置换 (11)5.4 点火前的窑内石灰石情况 (11)5.5 点火 (11)5.6 升温 (13)5.7 温度控制参数要求 (14)5.8 升温过程中的注意事项 (15)5.9 转入正常生产 (15)5.10 烘窑曲线图 (15)第6章主要参数的计算及热工参数 (16)6.1 石灰产量 (16)6.2 热耗计算 (16)6.3 煤气量计算 (17)6.4 煤气在每层烧嘴分布 (17)6.5 燃料调节 (18)6.6 二次风的调节 (18)6.7 烧嘴的调节 (19)6.8 套筒窑参数的计算实例 (19)6.9 套筒窑热工参数表 (21)第7章石灰窑的操作 (21)7.1 循环气体的温度 (21)7.2 石灰石料位 (22)7.3 燃烧室 (23)7.4 内套筒冷却空气 (23)7.5 驱动风 (23)7.6 窑各部位温度控制 (23)第8章石灰窑的维护 (24)8.1 卷扬机系统维护 (24)8.2 上下燃烧室 (24)8.3 喷射器和循环管 (25)8.4 废气管及换热器 (25)8.5 风机的过滤器 (26)8.6 热电偶 (26)8.7 石灰窑定期检查时间表 (26)第9章石灰窑的停窑 (27)9.1 停烧嘴 (27)9.2 停高温废气风机和驱动风机 (27)9.3 不超过 1 小时的停窑 (27)9.4 超过 1 小时的停窑 (28)9.5 紧急停窑 (28)9.6 电源的供电故障 (28)第10章原料、成品工艺流程 (29)10.1 原料贮运 (29)10.2 成品输送 (30)第1章工艺过程说明1.1 工艺流程及气流走向。
600td麦尔兹白灰窑施工要点
600t/d 麦尔兹白灰窑施工要点河北省安装工程公司第二分公司王福利 周玉前 王春景唐钢与瑞士麦尔兹欧芬堡公司就“日产600吨麦尔兹烧煤粉石灰窑”项目正式订签商务合同。
至此唐钢向麦尔兹欧芬堡公司引进两座麦尔兹石灰窑,一座将建在后屯石矿,另一座将建在通源冶金材料公司院内。
我单位就承建了其中的一座,工作内容包含土建、结构制作、安装设备电器仪表安装等全部内容。
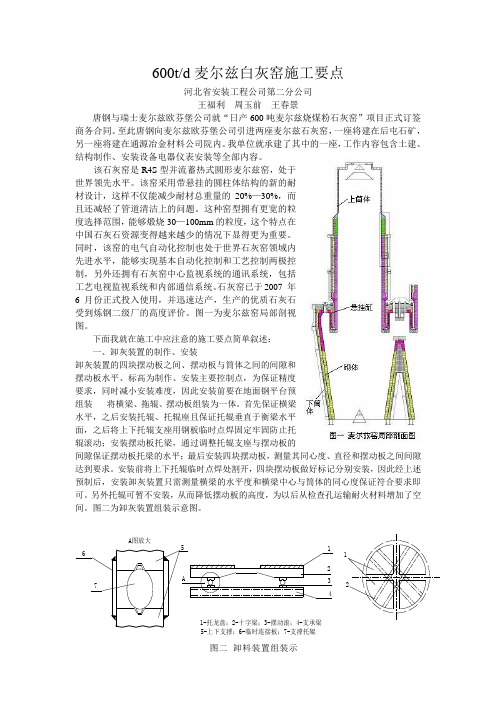
该石灰窑是R4S 型并流蓄热式圆形麦尔兹窑,处于世界领先水平。
该窑采用带悬挂的圆柱体结构的新的耐材设计,这样不仅能减少耐材总重量的20%—30%,而且还减轻了管道清洁上的问题。
这种窑型拥有更宽的粒度选择范围,能够煅烧30—100mm 的粒度,这个特点在中国石灰石资源变得越来越少的情况下显得更为重要。
同时,该窑的电气自动化控制也处于世界石灰窑领域内先进水平,能够实现基本自动化控制和工艺控制两极控制,另外还拥有石灰窑中心监视系统的通讯系统,包括工艺电视监视系统和内部通信系统。
石灰窑已于2007 年6月份正式投入使用,并迅速达产,生产的优质石灰石受到炼钢二级厂的高度评价。
图一为麦尔兹窑局部剖视图。
下面我就在施工中应注意的施工要点简单叙述:一、卸灰装置的制作、安装卸灰装置的四块摆动板之间、摆动板与筒体之间的间隙和摆动板水平、标高为制作、安装主要控制点,为保证精度要求,同时减小安装难度,因此安装前要在地面钢平台预组装-----将横梁、拖辊、摆动板组装为一体。
首先保证横梁水平,之后安装托辊、托辊座且保证托辊垂直于衡梁水平面,之后将上下托辊支座用钢板临时点焊固定牢固防止托辊滚动;安装摆动板托梁,通过调整托辊支座与摆动板的间隙保证摆动板托梁的水平;最后安装四块摆动板,测量其同心度、直径和摆动板之间间隙达到要求。
安装前将上下托辊临时点焊处割开,四块摆动板做好标记分别安装,因此经上述预制后,安装卸灰装置只需测量横梁的水平度和横梁中心与筒体的同心度保证符合要求即可。
另外托辊可暂不安装,从而降低摆动板的高度,为以后从检查孔运输耐火材料增加了空间。
600TPD白灰窑选型
基于国内主流白灰窑的窑型比选王海良张冰成金美余江正(芜湖新兴铸管有限责任公司241002)摘要:通过对国内不同形式白灰窑的考察和现场调研,目前生产活性石灰的主流竖窑有三种:套筒窑、双膛窑、双梁窑,各有其优势和缺点。
但综合考虑,套筒窑性价比最好,环保容易达标,质量、热耗指标最佳。
关键词:白灰窑、环保、石灰、热耗。
1.前言活性石灰用于转炉炼钢,具有缩短冶炼时间、提高钢水纯净度及收得率、降低石灰及萤石消耗等优点。
因此,世界上发达国家已100%采用活性石灰炼钢,我国也早在1983年冶金部召开第一次全国转炉炼钢会议时就明确的规定,转炉炼钢使用活性石灰是一项基本的技术政策。
按照芜湖新兴铸管三山工业区总体规划,为减少发电设施投资,使多余煤气得到充分利用,又能改善我公司外购石灰质量不稳定、波动大、且外购价格偏高(约为350元/吨左右),严重影响炼钢生产质量稳定,因此直至终期我公司三山工业区将建设3座600TPD白灰窑。
2.现行主流白灰窑介绍通过多年来国内外考察研究的经验,活性石灰竖窑中具有代表性先进窑心型主要有:回转窑、套筒窑、双膛窑、双梁窑。
各种窑型考察情况介绍如下:回转窑及普通气烧竖窑新兴铸管股份公司本部有2座700TPD的回转窑、3座100TPD的竖窑和1座新建的260TPD的竖窑。
其中回转窑用于煅烧白灰,原料粒度为20~40mm,煅烧的白灰活性度为330~360ml左右,热耗为1000kcal/kg,产品电耗为30Kw.h/t。
由于回转窑的预热与煅烧分开布置,且回转部分为横置,虽然回转窑产品质量比较稳定,可占地面积、投资、热耗都比竖窑要大。
回转窑一般只用于单窑产量在700TPD以上的竖窑无法实现的大型白灰窑。
双梁竖窑(弗卡斯窑)我们曾考察过河北临城三阳焦化的两座500TPD双梁竖窑,两座窑除土建外投资共5000多万。
其燃料采用焦炉煤气,没有原料仓,仅有一个3万吨的原料堆场,成品设2个仓,块仓和粉仓,其中粉仓上设有破碎机对块灰进行破碎,以供烧结使用。
立式套筒石灰窑施工技术
立式套筒石灰窑施工技术摘要:套筒石灰窑是石灰窑当中的一种,相比较传统的石灰窑而言,其石灰的煅烧主要在环形空间之内,在气流的分布上更加的均匀,此外,窑内也没有安置冷却装置,因此,发生故障的概率相对来说比较低,比较容易维护。
本文从介绍套筒式石灰窑壳制作和安装工艺、配套装置的安装和相关管道设备的安装工艺上面进行阐述,从而总结出最为经济、合理的施工技术。
关键词:立式套筒窑;石灰窑;施工技术1.立式套筒石灰窑施工技术特征首先立式套筒石灰窑主要构成部分有窑本体工艺的钢结构外壳、内部太套和相关配套设置、外部相关管道装置等。
钢结构的外在表现为一个筒体的形状。
窑壳的重量大约400吨,装备的重量大约180吨,相关配套装置有50吨。
其次,钢筒体的直径大约有8米,大约每2.5米需要3个钢板瓦片组合,此外,整个钢筒体的高度大约有51.86米。
最后,在施工的时候相关专业需要交叉处理,比方说在吊装的时候,确保结构、装备和管道专业合理性的穿插操作,一般情况下需要三个月的时间进行安装。
2.窑本体外壳制作的技术2.1窑本体外壳制造技术的需求第一,确保线性尺寸的误差在0到35.4米之间,且窑壳制造等级符合DIN8570B级;第二,窑本体外壳的直径不能超过2D/1000的误差;第三,垂直度和窑壳顶平度的误差要小于18毫米;第四,窑壳制造组样焊接之后需要使用超声波进行探测,确保百分之百的没有问题;第五,窑壳的各个对口的错边一定不能超过板厚的14%,且窑壳最大直径的偏差不能大于2D/1000;第六,对于7.4米的平台和梯子走台一定要按照DIN8570A级的标准进行制作,其他的平台可以相对要求低一点,参照DIN8570C级,对于烧热器和热交换器的要求参照DIN8570B级即可。
2.2加工制作2.2.1放样、下料、切割首先在窑壳下料的时候就应该关注到钢板的对接焊缝问题,要确保所有的装备在开孔的时候都没有焊缝,还需要根据图纸的要求同比例的进行放样。
600t/d石灰套筒窑本体安装
600t/d石灰套筒窑本体安装本工程是石灰套筒窑焙烧体系中最为核心的一项套筒窑本体结构安装。
套筒窑本体为钢结构,整体呈圆柱形,它是由窑壳部分、窑底出灰系统、窑内套筒及窑外钢梯、钢平台组成,总重450t。
下部窑壳直径9米,总高度52.8米,自40.22米开始变径为6米。
一、安装总思路①在预组装平台上对窑壳组对进行分段安装,尽量在地面上施焊保证焊缝质量,减少高空作业及加快施工进度。
②窑体外平台拼装到窑壳上随窑体一起吊装,加快工程进度,增加施工人员安全性。
③窑体安装过程中穿插窑体内外构件的安装。
二、吊装前准备工作1、吊车准备:根据窑壳的安装顺序及重量和现场实际情况考虑现场需一台100t履带吊,作为构件的主要吊装。
另外顶部构件和重量过大的用200t吊车来完成。
2、检查窑本体基础中心线及四个基准点,检查基础纵横中心线的正交度。
其允许偏差1mm偏差过大应进行调整。
3、检查窑体27个地脚螺栓的中心位置和标高。
4、安装前在基础上设立一个安装基准中心点、标高点及四个沉降观测点。
5、吊装用具的检查:吊装前对绳索、吊钩、卡环等用具进行检查确保都在安全系数范围内方可使用。
三、窑本体安装方案1、首先安装窑底40mm环型法兰。
法兰的安装在预组装平台上制作完成后检查27根螺栓符合要求后吊装法兰,待法兰找平后把其与垫铁焊牢进行灌浆。
法兰标高误差±1mm。
2、窑壳的安装2.1组装平台上组对窑壳组装前复测预组装平台的水平度在允许误差4mm之内后再进行组对。
首先复测每一带窑壳的椭圆度、水平度及周长(周长对于窑壳的组对很重要必须严格要求允许偏差1.5mm)每段以第一带窑壳的中心对预组装平台的中心为基准测量每带窑壳组装的垂直度,每组对一带进行一次测量。
以四等分在窑壳上部焊接四个吊耳(采用t=40的钢板)。
2.2吊装方案的确定根据上表吊车的性能表,确定窑本体吊装方案,具体如下表3、窑本体内外构件的穿插安装待窑壳安装到12米标高时穿插安装窑内构件3.1窑底出灰锥体的安装:锥体在预组装平台上进行拼接焊接完成后进行整体检查合格后在锥体内设置米字型拉撑保证其椭圆度。
600t石灰窑烘窑方案
600t/d环形双膛窑烘窑方案北京嘉永会通能源科技有限公司2009年5月一、综述1 烘窑目的烘窑是影响耐火材料使用效果好坏的关键环节,其作用是排除耐火材料中游离水及结晶水,使耐火材料发生化学变化,达到设计强度和使用寿命。
2 烘炉组织机构:烘炉由北京嘉会公司对技术进行总负责,以中天钢铁公司为主,其他兄弟单位配合。
参加烘窑的操作人员:石灰窑区域操作人员。
3 烘窑整体方案:3.1不带料烘烤耐火材料的时间为3天。
具体开始时间:2009年6月10日。
3.2在150℃以下不带料烘窑完毕后,装料继续烘窑,直至生产出合格石灰。
3.3从400℃升温至600℃阶段,其中包括600℃的保温期,碱性耐火材料有较大的膨胀,因此,在此阶段升温速度要慢,要严格按照升温曲线执行,防止发生事故。
3.4烘炉温度≥950℃时,停用连接通道顶部的烘窑烧嘴,改用喷枪供应燃料,逐步使温度达到烘窑最终要求。
在停用连接通道上部烧嘴前,必须确认燃料喷枪可以点燃。
二烘窑条件及步骤1、烘窑前应具备的条件1.1 经调压后的高炉煤气送至石灰窑,烘窑高炉煤气压力≥8000pa(外部条件)。
全部煤气管道(包含窑体上的全部煤气管道)按照安全规程,吹扫完毕,并做煤气爆发试验合格。
1.2 连接通道顶部的烘炉烧嘴安装就绪,空、煤气管道已经接通,各阀门处于关闭状态。
1.3 石灰窑砌筑工程验收合格,工艺管道、喷枪等安装打压验收合格,窑内外杂物清理干净。
1.4窑体热电偶安装就位,计算机画面上可以正常显示窑体各测温点的温度,烘窑温度以连接通道热电偶显示的温度为主,烘窑曲线以连接通道温度为主,以煅烧带底部的热电偶温度为参考。
1.5 冷却带处8根立柱的冷却风已通风冷却,并检查排风口有风排出。
1.6空气加压风机单机试车合格。
1.7空气加压机所需冷却水已经接通。
1.8上料皮带机、称量料斗、上料小车、卷扬机、各换向阀、切换阀、密封阀等单体试车合格,具备装入石灰石条件。
两个助燃空气换向阀关闭,阀位定在烟气通的位置上。
600TPD环形套筒窑操作人员竖窑工艺复习要点
600TPD环形套筒窑操作人员竖窑工艺复习要点1、环形套筒窑基本参数产量:600TPDt/d窑尺寸:外径9.100m;内径8.0 m;有效高度:27.0 m2、贝肯巴赫环形套筒窑的结构特点(1)在内筒与外筒之间形成一个等距的环形空间。
(2)石灰石布料口与上层拱桥,上层拱桥与下层拱桥,下层拱桥与窑底出灰口错位布置。
(3)从下燃烧室部位到下内筒底端,设置有并流带。
(4)设置了蓄热式燃烧室:3、套筒窑的技术性能活性石灰竖窑的产品热耗依燃料和原料石的特性不同,套筒窑为910-940kcal/kg,麦尔兹竖窑为800~850kcal/kg,弗卡斯石灰竖窑为850-900kcal/kg。
4、石灰竖窑的工艺流程5、石灰窑石灰出料温度在正常情况下为80 ℃6、套筒窑控制回路:石灰石上料系统、内筒冷却空气、驱动空气、废气、石灰冷却空气、燃气供给、出灰系统。
7、石灰石粒度:30-60mm,呈线性分布,无鱼鳞状石块,超大、超小粒度不超过+/- 5%,小于15mm粒度的不超过1%,小于5mm粒度的不超过0.1%。
原料石在煅烧程中不会爆裂。
8、煤气种类: 转炉煤气煤气压力:16~23kPa 使用压力:≥17kPa(变量下恒压)低发热值:5900~7530kJ/Nm31600 kcal/Nm39、上、下烧嘴助燃风环管流量检测、显示、调节,石灰冷却空气流量检测、显示。
10、上、下层燃料气流量检测、显示、调节;上、下烧嘴供给的燃料量是不一样的,循环气体温度检测、显示。
11、并流气体和部分成品灰冷却空气,通过循环气体进口进入下内筒内是被喷射器抽吸引起的。
12、石灰石上料斗称重检测,报警及联锁13、套筒窑的环形空间技术特性:第一,炉料分配均匀;第二,在煅烧带内,由于炉料分配均匀而且料层较薄而等厚,脱碳所需要的热量分布均匀而穿透力强(基本上是辐射传热方式),保证了石料被充分煅烧。
14、贝肯巴赫环形套筒窑为负压生产,负压由废气风机造成。
环形套筒石灰窑工艺原理

称重传感器
功能说明: a.配备称重传感器
b.出料门由液压机构驱动。
液压机构
2.5t称量装置
事故限位开关
防摆机构
功能说明: a.额定起重4t; b.电机(变频器调速) c.液力制动闸(双抱闸) d.防摆机构 e. 限位开关:下极限\翻转极限\ 加、减速; f.带编码器
调节阀
气 用
户 功 a.根能据说窑明的:工况进行燃气入窑流点量
的调节 b33.支% 进管上均烧匀嘴 分配燃67气% 的进下流烧量嘴比 c.实时监控燃气热值,进行入窑流
量的调节
煤
调节阀 过滤器
气
调
压
站
(3)、冷却风系统
主要设备: a.冷却风机(2台) b.管道、阀门(如图)
功能说明: a.冷却风机(工频),一用一备、互为备用 b.分两路冷却,最终点为上下内套筒
的铝板或镀锌板;
b.防雨作用。
窑顶结构: a.窑顶结构圆形密闭框架结构, 结构形式相对其他部位比较复 杂。
b.主要为支撑上内套筒,
窑 顶
上部窑体结构
平台(从下至上) 出灰平台 下烧嘴平台 上烧嘴平台 热交换器平台 窑顶平台 热交换器顶部平台
窑本体楼梯及平台
②、上、下内套筒
上 内 套 筒
下
内
套
功能说明:
环形套筒石灰窑工艺介绍
交流大纲
一、环形套筒窑工艺简介 二、环形套筒窑系统组成 三、环形套筒窑基本参数
一、环形套筒窑工艺简介
1、工艺流程 2、结构形式及工艺原理
1、工艺流程
原料系统
受料斗
细粒斗
套筒石灰窑生产工艺技术探讨
套筒石灰窑生产工艺技术探讨发布时间:2022-07-18T06:15:13.617Z 来源:《中国科技信息》2022年第33卷3月5期作者:童鸣[导读] 论述了国内石灰窑的发展情况,着重分析套筒窑的工艺设计要点,童鸣上海宝冶集团有限公司,上海市宝山区 200941【摘要】论述了国内石灰窑的发展情况,着重分析套筒窑的工艺设计要点,通过生产实践提出套筒窑的技术优化及创新开发。
通过套筒窑的技术创新,逐渐发展成为石灰生产的主流窑型之一,具有广阔的发展前景【关键词】套筒窑;工艺分析;优化;创新一、概述石灰行业是资源密集型的基础原材料产业,钢材、电石、氧化铝、耐火材料等工业都是石灰消耗大户,迄今已经有百余年的发展历史。
在中国依托经济高速发展,石灰窑需求旺盛,逐渐成为全球石灰工业市场中的重要组成部分。
但前期我国石灰生产工艺落后,与国际先进的全自动化煅烧技术相比差距相当大,特别是土烧石灰窑污染大、质量差、能耗高、产量低。
因此淘汰土烧石灰窑,建造环保节能、自动化程度高、产品品质好的先进石灰窑是我国石灰生产企业势在必行的举措。
二、套筒石灰窑的工艺分析(一)煅烧机理分析石灰石的煅烧,是借助高温将碳酸钙(石灰石的主要成分)分解成氧化钙(石灰的主要成分)和二氧化碳,其反应式如下:提供高温分解热量的燃料通常为转炉煤气、高炉煤气、天然气、电石炉煤气或以上燃气的混合煤气,以及煤粉等。
CaCO3的热分解压力与热分解温度、速度的关系:CaCO3的热分解过程是化学吸热、多相反应,表达式为:其平衡常数为:Kp=PCO2/P,P为标准大气压。
因此,CaCO3的热分解温度就是其分解压(PCO2)等于气相中CO2分压(PCO2)时的分解温度。
用化学反应等温方程式表示为:△G=-RTlnKp+RTLnQP=RTlnQP/Kp,QP为非平衡时的比例常数。
只有QP<Kp,△G<0时,分解反应才能自动进行。
据此创造条件来满足石灰石的煅烧气氛:(1)持续减少CO2的压力,即配备风机不断抽出窑气混合物,使QP降低。