生产工艺介绍.ppt
合集下载
生产工艺培训课件(PPT65张)

生产工艺培训
主讲:杨高平
主要内容:
一.封装生产工艺流程
二.清洗工序
三.焊接工序
四.层压工序
五.高压釜工序
一、封装工艺生产流程
裁切PVB
背玻璃清 洗
制备传来 的前电池
超声波焊 接
摊铺PVB
合背板
功率测试 装接线盒
合 格
检验
层压工序
不合格 成品层压
清洗包装 入库
返修
高压釜
半成品层压
二、清洗工序
清洗工序:
什么是钢化玻璃:
钢化玻璃是用普通平板玻璃或浮法玻璃加工处 理而成,是普通平板玻璃的二次加工产品; 普通平板玻璃要求用特选品或一等品;浮法玻 璃要求用优等品或一级品。
什么是钢化玻璃:
钢化玻璃的加工可分为物理钢化法和化学钢化 法。 这里只介绍物理法
什么是钢化玻璃:
物理钢化玻璃又称为淬火钢化玻璃。它时将普 通平板玻璃在加热炉中加热到接近玻璃的软化 温度(600℃)时,通过自身的形变消除内部 应力,然后将玻璃移出加热炉,再用多头喷嘴 将高压冷空气吹向玻璃的两面,使其迅速且均 匀地冷却至室温,即可制得钢化玻璃。 简单说:普通玻璃或浮法玻璃,先加热到600 度左右,再急速冷却,就得到钢化玻璃;
水分含量 % 拉伸程度 Mpa 断裂伸长率 % 雾度 % 收缩率 (60℃/15min) % 0.4-0.6 ≥20.0 ≥200 < 0.4 ≤12
PVB裁切的要求:
裁切的尺寸要符合要求; 不允许一次裁切大量PVB搁置很长时间后 才使用,原则上每次裁切最多30--60块, 裁切好的PVB要在30分钟内投入使用; 班长,要根据生产情况,安排好裁切PVB 的数量,严禁停产后仍然有大量的PVB没 有使用,出现此类情况追究班长责任;
主讲:杨高平
主要内容:
一.封装生产工艺流程
二.清洗工序
三.焊接工序
四.层压工序
五.高压釜工序
一、封装工艺生产流程
裁切PVB
背玻璃清 洗
制备传来 的前电池
超声波焊 接
摊铺PVB
合背板
功率测试 装接线盒
合 格
检验
层压工序
不合格 成品层压
清洗包装 入库
返修
高压釜
半成品层压
二、清洗工序
清洗工序:
什么是钢化玻璃:
钢化玻璃是用普通平板玻璃或浮法玻璃加工处 理而成,是普通平板玻璃的二次加工产品; 普通平板玻璃要求用特选品或一等品;浮法玻 璃要求用优等品或一级品。
什么是钢化玻璃:
钢化玻璃的加工可分为物理钢化法和化学钢化 法。 这里只介绍物理法
什么是钢化玻璃:
物理钢化玻璃又称为淬火钢化玻璃。它时将普 通平板玻璃在加热炉中加热到接近玻璃的软化 温度(600℃)时,通过自身的形变消除内部 应力,然后将玻璃移出加热炉,再用多头喷嘴 将高压冷空气吹向玻璃的两面,使其迅速且均 匀地冷却至室温,即可制得钢化玻璃。 简单说:普通玻璃或浮法玻璃,先加热到600 度左右,再急速冷却,就得到钢化玻璃;
水分含量 % 拉伸程度 Mpa 断裂伸长率 % 雾度 % 收缩率 (60℃/15min) % 0.4-0.6 ≥20.0 ≥200 < 0.4 ≤12
PVB裁切的要求:
裁切的尺寸要符合要求; 不允许一次裁切大量PVB搁置很长时间后 才使用,原则上每次裁切最多30--60块, 裁切好的PVB要在30分钟内投入使用; 班长,要根据生产情况,安排好裁切PVB 的数量,严禁停产后仍然有大量的PVB没 有使用,出现此类情况追究班长责任;
工艺基础知识PPT课件

1.3.2夹具分类
通用夹具:指一般已经标准化,不需特殊调整就可以用来装夹不同 刀具,如:三爪卡盘、四爪卡盘、顶尖、分度头、平口钳、电磁吸 用夹具价格较低,使用范围广泛,但生产效率不如专用夹具。故一 用于单件小批量生产。 专用夹具:是指为某一零件的加工而专门设计和制造的夹具,既可 加工精度,又提高生产效率,但夹具需要一定的投资。所以主要用 及大量生产中
3.3装配工艺的制定
配工艺过程 配工作的内容:清洗、刮研、平衡、过盈联接、螺纹联接、
,还有检验、试车、油漆、包装等; 配顺序:先下后上、先内后外、先难后易,先重后轻、先精 按装配单元选一基准件进行装配; 备工作:检验、倒角、去毛刺、清洗等;
准件:安放支承,调平基准件;检验工作:检验、试运转等
3.3装配工艺的制定
4.5气体保护电弧焊
2气体保护电弧焊是使用焊丝来代替焊条,经送丝轮通过送丝 枪,经导电咀导电,在CO2气氛中,与母材之间产生电弧,靠电 焊接。 O2气体在工作时通过焊枪喷嘴,沿焊丝周围喷射 在电弧周围造成局部的气体保护层使溶滴和溶 气机械地隔离开来,从而保护焊接过程稳定持 行,并获得优质的焊缝。
4.6C02气保焊的特点
1.2生产纲领与生产类型
是指企业生产专业化程度的分类。一般分为大量生产、成 件生产三种类型。
量生产。指同生一产产纲品领的:数企量业很在大计,划大期多内数应工当作生地产点的经产常品重产量和进度 一零件的同一纲道领工,序计的划加期工为。一年的生产纲领称为年生产纲领。生产
产。成批地制生造产相组同织的和零零件件,加每工相工隔艺一过段程时起间着又重重要复的生作产用,它决定 造的相同零件的数量称为批量。
批量生产。单需个专生业产化某和一自零动件化很的少程重度复,,决甚定至了完所全应不用重的复工艺方法和
硬质合金生产工艺介绍 ppt课件

PPT课件
8
2、硬质合金技术发展趋势及研究开发重点 :
2 )超细和纳米硬质合金开发:同样由于高精度、高性能硬质 合金整体刀具需求不断发展,以及因信息技术革命带来集成电路集 成度的不断提高对线路板微细孔加工的要求越来越高。以硬质合金 微钻为例,其直径小的已达φ0.1mm,打印针尺寸也达到φ0.8mm。 此类材料要求高硬度的同时要求高强度,HRA93.5的硬质合金其强度 可超过5000Mpa。这种需求有力推动超细、纳米硬质合金的开发,其 研究领域十分丰富,包括纳米级WC、纳米级WC—CO复合粉末以及相 关其它难熔金属碳化物、固溶体等制粉技术研究;纳米硬质合金生 产工艺技术及相关设备的研究;合金纳米涂层技术及设备研究;纳 米粉末和纳米合金分析、检测技术研究;以及相关的基础知识研究 等。研究的不断深入,为高性能超细及纳米硬质合金开发展示出良 好的前景。
它是根据帕斯卡原理将被压制的粉末密封在一个具有一定形状和尺寸的弹性模内然后放在一个密闭的高压容器中通过高压泵将液体介质打入容器介质便均匀地将压力作用于弹性模的各个表面上弹性模内的粉末同样在各个方向受到均等的压力并按装入时的形状成比例缩小从而使粉末密实成为具有一定形状尺寸和足够强度的冷等静压机一般由超高压容器超高压泵管道阀门仪表和电器系统等组成其主要部份是超高压容器和超高压泵
PPT课件
12
2、硬质合金技术发展趋势及研究开发重点 :
6)硬质合金生产技术和工艺装备不断创新:随着科学技术和现 代工业的迅速发展,新型工程材料对现代工具材料的要求也越来越 高,为满足这一要求并不断开拓新的应用领域,硬质合金的质量必 将进一步提高,产品品种必将进一步扩大。在这种形势下,硬质合 金生产技术和工艺装备也必将不断创新。80年代以来至今许多新技 术、新装备不断涌现,诸如高温自蔓燃合成技术、等离子体制粉新 技术、复合粉末制取技术、微波烧结技术、生产工艺精确控制技术、 压力烧结技术、等静锻压技术、新型化学和物理气相沉积涂层技术, 以及硬质合金各种强化处理技术等。这些技术正在或有可能在硬质 合金生产中得到推广应用。随着时间推移,硬质合金新的生产技术 和工艺装备还将不断得到创新。
双氧水生产工艺介绍(PPT 36张)
氢化工艺流程示意图
氢化液 储槽
氢气来 自纯氢
氢压 机
氢气柜 氢 再生液 换热器 氢化 白土床
化 再生 液泵
再生液 储槽
塔
前过 滤器
工作液 预热器
氢化液过滤器
蒽醌氢化反应式
O C 2H 5
OH C 2H 5
+H2
O
OH
四氢2-乙基蒽醌
O C 2H 5
四氢2-乙基氢蒽醌
O C 2H 5
+H2
O
O
2-乙基蒽醌
目 录
•
• • •
•
蒽醌法生产双氧水工艺流程示意图
氢气
压缩空气
纯水
再生液槽
氢化塔
氧 化 塔
萃 取 塔
尾气处理装置 白 土 床 碱 塔 萃余分离器 净 化 塔
碱分离器
碱沉降槽
成品
包
装
目 录
①工作液的氢化 工作液自再生液贮槽经再生液泵输送至工作液换热 器,初步提温后再经过工作液预热器,再生白土床、工 作液过滤器、工作液冷却器,工作液冷却至室温时与由 氢化液循环泵送来的循环氢化液汇合后进入氢化塔。由 氢处理工段输送的氢气在配制工段经压缩、冷却除水后 与工作液混合进入氢化塔顶部。进入氢化塔的工作液和 氢气的混合物,经过分配器分散后均匀通过触媒床层, 在一定的温度和压力下,氢气和工作液中的蒽醌进行加 氢反应,生成氢蒽醌和四氢氢蒽醌,加氢后的工作液称 为氢化液。
氢化工艺控制指标 (3)操作温度 • 固定床内氢化温度:50-75 ℃ • 氢化尾气温度:≤30 ℃(冷却后的尾气温度) (4)操作压力 • 固定床顶部压力:≤0.37 MPa • 固定床底部压力:≤0.30 MPa (5)控制液位或界面 • 氢气分离器液位:液位计的1/3—1/2处 • 氢化液储槽液位:液位计的1/3—1/2处
环氧树脂生产工艺(ppt)

1.0/1
1.48/1
1.22/1
0.5
0.2
0.1
9
69
98
370
900
1400
1.85
(n=2)
1.44(n≈3.7)
过量的环氧氯丙烷起分子量调节剂的作用
B 氢氧化钠的影响
➢ 对于低分子量树脂,由于环氧氯丙烷过量很多,所以 水解消耗的NaOH较多,而只有中等分子量和高分子 量树脂的生产中,NaOH才接近理论值。
CH3
O
这样开环、闭环反应重复下去,得到环氧高聚物。
CH3
(n+1)HO
C
CH3
CH2 CH CH2 O O
OH +(n+2) CH2 CH CH2+(n+2)NaOH
Cl
O
CH3
C
O CH2 CH CH2
CH3
n OH
CH3
O
C
O CH2 CH CH2 + (n+2) NaCl + (n+2)H2O
➢ 在浓碱介质中,环氧氯丙烷的活性大,脱氯化氢的作 用比较迅速、安全,有利于低分子量树脂的生成,碱 液一般分两次加入,可使环氧氯丙烷的回收率提高。
C H 2 O C H C C H l2N H a 2 O O HO C H H 2O C H H C C l H 2N H a 2 O O HO C H H 2O C H H O C H H 2
C 温度
在碱性条件下50℃就可反应,反应温度升高,有利于提 高反应速率和产物分子量。
D 加料顺序
先将双酚A溶于碱液中,然后加入环氧氯丙烷,可得分 子量较大的树脂。
将双酚A的碱液加入到环氧氯丙烷中,可得中等分子量 的树脂。
尼龙生产工艺PPT课件

尼龙66树脂制备间歇工艺流程图
பைடு நூலகம்
2.连续聚合
将已制备好的63%尼龙66盐水溶液和分子量调 节剂乙酸和己二胺等,一起加人静态混合器混 合后,输送至蒸发反应器,在温度232℃、压力 1.8MPa下,保压3h。然后,将物料送到管式反 应器,温度从230℃升到285℃,压力从1.7MPa逐 步降至0.28bMPa左右,3h。最后,将物料送至 后反应器,进行后缩聚反应。制得聚合物压出 铸带、切粒、干燥,得到标准级尼龙66树脂; 也可将部分聚合物压人混合罐中,并加人其他 添加剂,制成有色的或复合的各种尼龙66树脂 。
尼龙66疲劳强度和钢性较高,耐热性较好,摩擦系数 低,耐磨性好,但吸湿性大,尺寸稳定性不够。通常应用 于中等载荷,使用温度<100-120度无润滑或少润滑条件下 工作的耐磨受力传动零件。尼龙66为聚己二酰己二胺,工 业简称PA66。常制成圆柱状粒料,作塑料用的聚酰胺分子 量一般为1.5万~2万。各种聚酰胺的共同特点是耐燃,抗 张强度高(达104千帕),耐磨,电绝缘性好。
缩聚: 尼龙66盐的缩聚需在高温下进行,伴随着水的脱 除,生成线型高分子量尼龙66。反应式如下:
nHOOC(CH2)4COOH+nH2N(CH2)6NH2 →HO-[OC(CH2)4COHN(CH2)6NH]n-H+(2n-1)H2O
目录
一、尼龙66简介 二、尼龙66发展史及现状 三、尼龙66反应原理 四、尼龙66的工艺流程 五、尼龙66的应用
1939年10月24日杜邦公司在总部正式开始销售 其尼龙产品—尼龙丝长袜。
从第二次世界大战爆发直到1945年: ●尼龙工业被转向军工产品。 ●最初十年间产量增加25倍,1964年占合成纤维的 一半以上。 ●至今聚酰胺纤维的产量虽说总产量已不如聚酯纤 维多,但仍是三大合成纤维之一。
某钢铁集团生产工艺流程介绍(PPT 47页)
烧结生产的第一道工序是配料,即根 据烧结矿质量标准,把各种原燃料按照相 应比例搭配在一起。配料采用先进的重量 法,就是圆盘给料机加电子皮带称进行配 料。
将配合好的原料运送至混合室,混合 最常用的是圆筒混合机。通过圆筒混合机 不停地转动,各种成份不同的原料逐渐混 匀变成一种化学成分均匀的烧结混合料 (混合料二),圆筒混合机的另一个作用 是通过添加适量的水,在转动作用下使烧 结混合料从粉状变成许多小粒粒状,从而 为下道工序烧结打下良好基础。由于混合 要起到混匀,造粒的作用,所以一般至少 采用二次混合作业,甚至三次、四次的。
烧结工序是整个生产环节中最重要,
最关键的一环,主要将烧结混合料通过燃 料燃烧产生的高温发生许多复杂的物理化 学反应,最终成为烧结矿。烧结过程是在 烧结机台车上进行的,但和烧结机密切配 合的是烧结主抽风机(主抽风机二),抽 风机从烧结机台车下面不间断地抽走燃烧 产生的废气,而使空气源源不断从台车表 层进入混合料,而保证台车上烧结混合料 中的燃料从上而下一直延续下去,才能像 上面说的最终生成烧结矿。烧结过程所用 的设备叫烧结机,主要是带式烧结机,还 有一种步进式平面烧结机。
第三章 球团
我厂建设有2座10平方米竖炉,设计年 产成品球团矿100万吨,于2006年1月份建 成投产,从几个生产实际来看,现已达到 年产120万吨的能力。在这里结合我厂情况, 介绍一下竖炉球团的生产工艺流程。
铁精矿
膨润土
配
料
干
燥
润
磨
高 炉 煤 气
电除尘
竖炉风机
造
球
筛
分
<8m m 烧 结 厂 或 返 回 配 料
焙烧过程通常可分为干燥、预热、焙烧、 均热、冷却(球团带冷机尾部图)5个阶段, 最后经由齿辊破碎机破碎可能粘结的大块 后排出。
将配合好的原料运送至混合室,混合 最常用的是圆筒混合机。通过圆筒混合机 不停地转动,各种成份不同的原料逐渐混 匀变成一种化学成分均匀的烧结混合料 (混合料二),圆筒混合机的另一个作用 是通过添加适量的水,在转动作用下使烧 结混合料从粉状变成许多小粒粒状,从而 为下道工序烧结打下良好基础。由于混合 要起到混匀,造粒的作用,所以一般至少 采用二次混合作业,甚至三次、四次的。
烧结工序是整个生产环节中最重要,
最关键的一环,主要将烧结混合料通过燃 料燃烧产生的高温发生许多复杂的物理化 学反应,最终成为烧结矿。烧结过程是在 烧结机台车上进行的,但和烧结机密切配 合的是烧结主抽风机(主抽风机二),抽 风机从烧结机台车下面不间断地抽走燃烧 产生的废气,而使空气源源不断从台车表 层进入混合料,而保证台车上烧结混合料 中的燃料从上而下一直延续下去,才能像 上面说的最终生成烧结矿。烧结过程所用 的设备叫烧结机,主要是带式烧结机,还 有一种步进式平面烧结机。
第三章 球团
我厂建设有2座10平方米竖炉,设计年 产成品球团矿100万吨,于2006年1月份建 成投产,从几个生产实际来看,现已达到 年产120万吨的能力。在这里结合我厂情况, 介绍一下竖炉球团的生产工艺流程。
铁精矿
膨润土
配
料
干
燥
润
磨
高 炉 煤 气
电除尘
竖炉风机
造
球
筛
分
<8m m 烧 结 厂 或 返 回 配 料
焙烧过程通常可分为干燥、预热、焙烧、 均热、冷却(球团带冷机尾部图)5个阶段, 最后经由齿辊破碎机破碎可能粘结的大块 后排出。
生产工艺流程图.ppt

豆
S1
腐
W1
加
工
W2
生
产 S2
工
艺
卤水 包装
溴素生产工艺
稀硫酸 酸化
液化 氯气
汽化器
氯气 氧化
静态 混合
硫磺
SO2、Br2、Cl2、O2
碱液吸收
空气
硫磺炉
S1:硫磺
SO2
SO2、Br2、Cl2、O2
SO2 淡水
解吸(吹出)
含Br2 空气
废卤水
捕沫器
吸收 初级酸
溴水 分离
蒸馏废液回用
蒸馏
酸洗
溴水 水蒸气、Cl2
分离
冷凝
沟 槽 管 件 生 产 工 艺
废钢
固废、烟尘 熔炼
固废、粉尘 造型
浇铸
烟尘
拆模 抛丸机处理
铸件成品
固废、粉尘 固废、粉尘、噪声
车外圆、内径、钻孔、焊接
固废、烟尘、噪声
喷塑
粉尘
烘烤 成品入库
非甲烷总烃
医 药 产 品 生 产 工 艺
煅中
延迟石油焦输送 煅烧
煅烧石油焦输送
煅后
检验、贮存 煅烧石油焦成品
氧化镁生产工艺
木工板生产工艺
木芯板
废气 封白杨皮
噪声 液压
粉尘、噪声
废气Leabharlann 砂光封黄桐面包装入库
齐边
液压
粉尘、噪声、固废 噪声
高氮肥生产工艺
橱柜生产工艺
板材
G1、S1、N1 烘干
G2、S2、N2 切、钻、铣、抛
S3、N3 精截
成品
生产工艺流程图
液化石油气
碱
洗
S1 W1
气体分馏生产工艺
各制造行业工艺流程(图式PPT经典版)
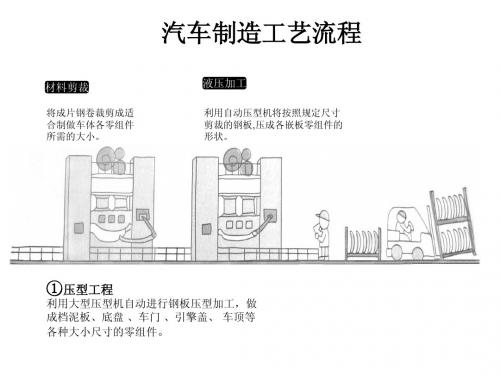
⑤进行分包包装
汤汁封入小袋之中,以热封口机密封完成后,还得进 行重量等的检查。
⑾放入调味包
液晶面板制造工艺流程
4 液晶室化工程
贴上基板的液晶室内侧充分液压,就可籍 由与大气压的气压差,将液晶注入液晶室 内。接下来用环氧树脂等材料将注入孔封 起来。 最后,粘上偏光板与反射板,液晶室就完 成。
1 TFT阵列(薄膜半导体配列)制造工程
多年生蔓草, 啤酒使用的是 未受精的雌株 。这是啤酒创 造独特苦味与 香气不可或缺 的原料。
水经过处理就 可取出适合酿 造啤酒的成分 。水质优良, 啤酒酿造业便 会蓬勃发展。
根据规定,酿 造啤酒可使用 米,玉米淀粉 等作为调味的 副材料。
啤酒制造工艺流程
②闷煮
碾碎的麦芽和副原料放进过重加水闷煮,淀粉变质成麦芽糖,筛过之后得到「麦汁」,
雷射
⑴切断· 加热
钢材依照螺丝的长度 切断之后进行加热, 以备锻造加工。
⑵陷型工程
螺丝制造工艺流程 ⑶锻造加工
前端膨胀之后进一步做成 六角形等形状,这就是锻 造加工。
加热完成的材料放进锻造金属 模,进行让材料前端膨胀的陷 型锻造(初步成型)。 。
⑹洗净
洗掉油污,弄干净。
⑸罗纹加工
头部锻造成型后,进行刮除 铁屑的表面处理。
包装· 检查 检查啤酒的容量包装充填状 态与标记是否都合乎标准。
④过滤、装瓶
已经熟成的啤酒进行过滤,就可除去酵母与蛋白质。过滤 完成的琥珀色生啤酒,分别装入瓶、罐于酒樽。
泡面制造工艺流程
⑶压薄 ⑺油炸
为了方便长期保存以 及缩短冲泡时间,将 面条油炸后烘干。 将原本厚度约10公厘的面带用滚轮压薄成 1公厘左右。两根一组的滚轮超过四组, 逐渐将面团压薄。压薄过程中,面带内部 会形成各种「纲目」,韧度进一步提高。
生物制品生产工艺介绍PPT课件

原料
配制 灭菌 保护剂
分 装 分装、冻干
检验
检验
灭活疫苗
活疫苗
SUCCESS
THANK YOU
2019/8/5
生产工艺介绍
二、血液制品生产一般工艺
由健康人的血浆或特异免疫人血浆分离、提纯或由 重组DNA技术制成的血浆蛋白组分或血细胞组分制 品。如人血白蛋白、人免疫球蛋白、人凝血因子(天 然或重组的)、红细胞浓缩物等,用于诊断、治疗或被 动免疫预防。
吸附剂吸附沉降法、 离心沉降法
浓缩
加入保护剂,分
装量必须准确
配苗
细菌性活疫苗多指弱毒菌苗,尽管种类甚多,但基本制造 程序相同。
流程图1——细菌疫苗一般制造工艺流程
细菌分离 鉴定
蛋白质、肉浸液等原 料 配置、灭菌
菌种
培养基
减毒 弱毒菌种
活化 种子
培养
原料
菌液
配制 灭菌
灭活菌 灭活 菌苗原
液
液
佐 剂 配苗、乳化 配 苗
生产工艺介绍
安全性
遗传稳定性
菌毒种
免疫原性
其他
生产工艺介绍
1、细菌性灭活疫苗制造 菌种的选择 菌液培养
毒力强、免 疫原性优良
配苗
应充分混匀,及 时塞塞、贴签或 印字
灭活剂、灭 活条件
灭活
浓缩
氧化铝胶吸附沉淀 法、离心沉降法、 羧甲基纤维沉淀法
生产工艺介绍
2、细菌性活疫苗制造
菌种的选择 菌液培养
生物制品生产工艺介绍
姓 名: 专 业: 学 号: 授课老师: 教授
主要内容
1 2 3 4
概述 一般生产工艺介绍 质量要求 展望
概述
中药与天然产物