插齿刀设计
插齿工艺加工倒锥齿插齿刀优化设计

插齿工艺加工倒锥齿插齿刀优化设计现代汽车变速箱为了改善变速性能,普遍采用了同步器装置,为了防止脱挡,滑动齿套、齿轮上的结合齿采用了具有倒锥齿的渐开线齿形。
在插削过程中,沿齿向切削,逐渐加大工件齿深,使齿形成为具有倒锥齿的渐开线齿形。
为了保证工件齿厚的减薄量,沿齿向方向形成所要求的齿侧斜角,因此,在插削齿形时,必须使插齿刀的轴心线与工作轴心线形成交角,此交角的数值应等于齿根锥度半角(以下简称为根锥角)。
1. 工件基本参数的确定本文根据模数为2mm的结合齿举例说明设计插齿刀所需的工件基本参数(见图1、表1)。
工件加工后检测齿形时,齿轮检测中心是以基圆螺旋角(βb1)为基准进行检测,通过检测齿向判定该工件的分圆螺旋角(β1)是否满足要求。
因此,在提供工件基本参数时,必须明确工件的分圆或基圆螺旋角。
图 1tanβb1=tanβ1×cosα(1)2. 根锥角的计算插齿刀设计时可视为平行轴加工,改变每个截面的啮合中心距,从而获得理论要求的分圆螺旋角和根锥角。
(1)以工件的任意截面(实例中以大端为基准)为设计基准,计算插齿刀的各项参数工件大端齿厚(2)工件小端齿厚(3)啮合角(4)啮合中心距(5)插刀齿顶圆(6)式中,x1为工件齿厚大端的变位系数;B1为测量截面距大端的距离;B为工件的有效齿面宽度;S1为测量截面齿厚(根据跨棒距计算);df1为工件大端齿根圆直径。
由上述公式可计算出新插齿刀的外圆直径da0。
(2)确定实际根锥角。
由公式(2)、(3)计算出工件小端变位系数x1,根据插齿刀的外圆直径及公式(4)、(5)、(6)计算出工件小端齿根圆直径df。
以上计算可得出工件的实际根锥角βT,。
由以上结果可以看出,随着刀具的不断修磨,刀具的变位系数逐渐减小,工件的实际根锥角并非是一个固定值,而是成一定的曲线变化(见表2),取插齿刀齿数z0=50,计算结果。
3. 刀具优化设计,提高刀具的使用寿命根据表1可以看出,在实际加工中,随着刀具的修磨,变位系数的变化,要获得理论正确的分圆螺旋角,必须保证根锥角的改变,但在现实加工中,根锥角(机床的搬度)一般是固定的,进而导致加工时工件分圆螺旋角发生变化。
机械设计课程设计-齿轮滚刀、插齿刀设计及其加工工艺

X X 大学课程设计说明书课程名称:机械设计制造及其自动化专业课程设计学生姓名:专业班级:机械081班指导教师:学院:机械工程学院起止时间:2011年12月4日至2011年12月23日2011年12月22日X X 大学课程设计任务书题目:齿轮滚刀、插齿刀设计及其加工工艺学生姓名:专业班级:机械081班指导教师:学院:机械工程学院起止时间:2011年12月4日至2011年12月23日2011年12月22日一、课程设计内容及要求:1.齿轮滚刀、插齿刀的设计,包括参数计算、结构设计、刀具加工工艺的设计2.插齿刀零件图(2#图一张)3.滚刀零件图(2#图一张)4.插齿刀、滚刀加工工艺5.课程设计说明书:应阐述整个课程设计内容,要突出重点和特色,图文并茂,文字通畅。
应有目录、摘要及关键词、正文、参考文献等内容,字数一般不少于6000字。
二、主要参考资料有关复杂刀具参数计算及结构设计、机械制造工艺与设备的手册与图册。
三、课程设计进度安排指导教师(签名):时间:教研室主任(签名):时间:院 长(签名): 时间:专业课程设计刀具方向第四组任 务 书(1)设计公称分圆φ125的外啮合A 级碗形直齿插齿刀,前角γ=5°,齿顶后角e α=6°,齿数g z =21,齿顶高系数eg f =,g ξ=0。
(2)编制该刀具加工工艺题目2:齿轮滚刀的设计(1)设计AA级Ⅰ型单头右旋齿轮滚刀,D=200,前角egγ=0°,顶刃后角α=10°~12°,侧eα不小于刃后角c3°,有第二铲背量λK2,滚刀螺旋角f≤5°。
(2)编制该刀具加工工艺。
目录一、齿轮滚刀部分 (5)设计原理 (5)结构设计 (6)参数计算 (6)工艺设计 (9)二、插齿刀部分 (12)2.1 设计原理 (12)2.2 结构设计 (14)2.3 参数计算 (15)2.4 工艺设计 (18)三、设计总结 (20)3.1 设计心得............................................................20 3.2 设计资料补充 (21)主要参考文献 (33)一、齿轮滚刀部分设计原理齿轮滚刀是加工直齿和斜齿圆柱齿轮最常用的刀具之一。
插齿刀参数设计计算

0.08
32.8756437 输入剃齿时要求的切深量
0
37.4170691 REG1值
61.466 如果REG1小于REG时插齿时会产生根切.
58.45 REG 值
60.379 产生上述情况时可适当增大最小曲率半径或减少插齿刀齿数.
#NUM! 输入插齿刀側后角 EPS
3.000 直齿插齿刀側后角一般为2至3度,斜齿插齿刀侧后角为3至4度.
插齿刀凸面基圆DOG1 插齿刀凹面基圆DOG2 插齿刀凸面齿形角ALPS1G 插齿刀凹面齿形角ALPS2G 插刀凸面基圆螺旋角 BETAG1
齿轮及插刀参数
齿轮及插刀参数名称
齿轮及插刀参数
插刀设计说明
13-52-077-054 E 插齿刀编号
22-D000
输入预定插齿刀分圆直径
2.33161216 插齿刀法向模数
31.626 22.685 547.5495
ROGML DEGJ1 DEG1 AS CLE1 SFSG1 EPSJ DLSFSG
18.416 117.885 120.757
25.357 1.4361 0.9104
3.283 2.061
2020/3/19
Page 2
-0.0121
23.61402249 插刀凸角测量长增量变 AA
Page 1
0.6
35.61080072 插刀计算凸角值AB
0.023
1151033652.xls 插刀凹面基圆螺旋角 BETAG2 插齿刀根径齿厚SISG 插齿刀齿根间宽SIGG
29.63353494 凸角测量长DEIRO 5.660 有效齿形测量长ROG 2.121 插刀导程 CDDC
2.5
3.705 插齿刀测量齿规厚SX
外摆线插齿刀的设计与加工

外摆线插齿刀的设计和制造研究摘要:外摆线齿轮在测量仪器和加工设备中有广泛应用,外摆线插齿刀是加工这种齿轮的重要加工刀具。
在设计过程中,理想的外摆线刀具是满足外摆线齿形的基础上的圆柱面。
然而,在加工过程中,插齿刀作为刀具使用,需要切削刃。
因此,外摆线插齿刀的设计和加工是不同的。
本文通过中点和中线的方法计算出了刀齿长度的合理范围。
给出了外摆线插齿刀的设计和加工模型,以此来确定顶刃和侧刃的后角。
本文是这种类型的插齿刀制造和应用的参考。
1 简介中心距的变化对渐开线齿轮影响并不显著,外摆线齿轮具有一些不同于渐开线齿轮的特点。
尽管外摆线齿轮对中心距的变化十分敏感,这种齿轮仍然具有广泛应用。
插齿刀被用来加工这种类型的齿轮,文献【1—4】讨论了设计和加工模型。
应用文献【5-6】中的渐开线插齿刀,文献【7-8】提出了插齿刀磨削砂轮和刀齿合理长度的通用CAD/CAM计算模型。
这些文献的大部分只讨论了渐开线插齿刀。
只有很少一部分以加工外摆线齿轮的外摆线插齿刀为例。
事实上,非渐开线齿轮对中心距变化的敏感性并没有明确的提出,并没有突出外摆线插齿刀的独特之处。
尽管所有的这些参考文献能够用于外摆线插齿刀的研究,但并不能直接用来解决一些问题,例如刀齿的合理长度(指最后一个合理的切削刃的顶部到初始切削刃之间的距离)。
通用模型没有强调在刀齿合理长度范围之内的侧切削刃的后刀面的准确性。
文献的结果都是近似的。
为了计算出准备的加工模型,重新思考这个问题是有必要的。
这篇文章的研究成果既能用于其他外摆线插齿刀的设计和加工好,也能用于其他非渐开线齿轮,因为它们都对中心距的变化很敏感。
外摆线插齿刀既能用于外摆线外齿的加工也能用于外摆线内齿的加工。
外摆线插齿刀的齿形与外摆线斜齿相似。
齿向和刀具的中心线之间有倾斜角度。
直齿插齿刀的齿向是平行于刀具中轴线的。
外摆线插齿刀的设计和制造比直齿插齿刀的设计更困难,因为插齿刀具的螺旋角比滚齿的侧后刀面的螺旋角要大。
插齿刀设计.
3. 插齿刀的前面和前角 (1)插齿刀的前面和顶刃前角
复杂刀具设计
如果插齿刀制成零度前角,则插齿刀侧刃为 渐开线齿形,从而不致因前角的影响产生齿 形误差,在这种情况下,不存在齿形误差的 修正问题。 为了改善切削条件,一般都将插齿刀设计成 具有一定的前角。 这个前角是将插齿刀的前端面磨成圆锥面得到的。 该圆锥面的轴线与插齿刀的轴线相重合,圆锥的底角即为 顶刃前角γ p。规定在通过插齿刀轴线的轴剖面内度量。 一般取γ p =5º ,有时在粗加工时也可取γ p =12º ~15º 。 顶刃前角是设计时必须给定的参数,也是刃磨时必须保证的参数
复杂刀具设计
第四节 直齿插齿刀的切 削刃及其前、后刀面
复杂刀具设计
由工作原理可知,无论插齿刀的前角、后角有多大,全切 削刃在端面上的投影部应该是渐开线,这样,插齿刀上下 往复运动时,切削刃的运动轨迹就如同一个直齿渐开线齿 轮,或称之为“产形齿轮”,与被切齿轮啮合传动。
插齿刀用钝后需要重磨(重磨前刀面),重磨后的插 齿刀仍要求能切出正确的渐开线齿形。 为了达到这个目的,须对插齿刀的后面进行分析。
(2)展成运动和圆周进给运动
展成运动是指插齿刀和工件按两者的齿数比所作的旋转 运动,即插齿刀转过 1/z0 转则工件相应转过 1/z 转。 插齿刀的转动称为圆周进给运动,插齿刀每往复一次所 转角度(以分度圆弧长计)称为圆周进给量,用fx表示。
(3)径向进给运动
径向进给运动是使插齿刀逐渐增加切齿深度的运动。
复杂刀具设计
一、按被加工齿轮分
1. 加工圆柱齿轮的刀具: (1)渐开线圆柱齿轮的刀具:盘形齿轮铣刀、指形齿轮铣刀、齿 轮拉刀、齿轮滚刀、插齿刀、梳齿刀(齿条刀)、剃齿刀等 (2)非渐开线齿形刀具:花键滚刀、圆弧齿轮滚刀、棘轮滚刀、 链轮滚刀、摆线齿轮滚刀、花键插齿刀及展成车刀等 2. 加工蜗轮的刀具:蜗轮滚刀、蜗轮飞刀和蜗轮剃齿刀等
插齿机设计
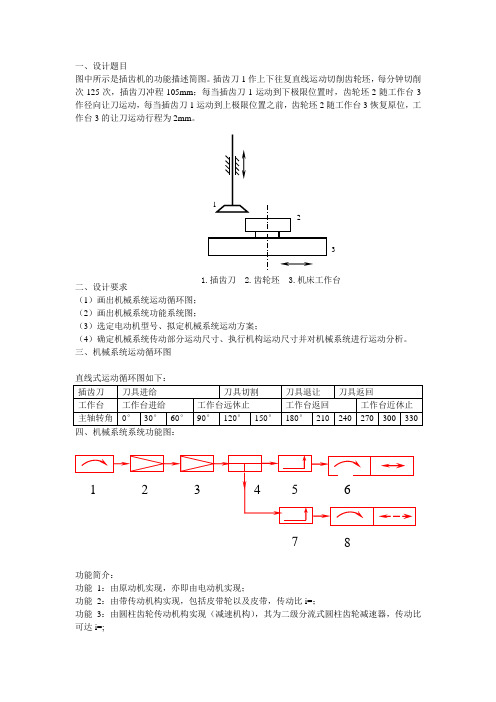
一、设计题目图中所示是插齿机的功能描述简图。
插齿刀1作上下往复直线运动切削齿轮坯,每分钟切削次125次,插齿刀冲程105mm ;每当插齿刀1运动到下极限位置时,齿轮坯2随工作台3作径向让刀运动,每当插齿刀1运动到上极限位置之前,齿轮坯2随工作台3恢复原位,工作台3的让刀运动行程为2mm 。
二、设计要求(1)画出机械系统运动循环图;(2)画出机械系统功能系统图;(3)选定电动机型号、拟定机械系统运动方案;(4)确定机械系统传动部分运动尺寸、执行机构运动尺寸并对机械系统进行运动分析。
三、机械系统运动循环图四、机械系统系统功能图:功能简介:功能 1:由原动机实现,亦即由电动机实现;功能 2:由带传动机构实现,包括皮带轮以及皮带,传动比i=;功能3:由圆柱齿轮传动机构实现(减速机构),其为二级分流式圆柱齿轮减速器,传动比可达i=;31.插齿刀2.齿轮坯3.机床工作台功能4:由圆锥齿轮传动机构实现,不改变运动速度,只改变运动方向,传动比i=;功能5:由曲柄滑块执行传动机构实现,改变运动轴线方向;功能6:由曲柄滑块执行机构实现,改变运动类型,将连续转动转变为连续直线往复移动;功能7:由凸轮传动机构实现,改变运动轴线方向;功能8:由凸轮传动机构实现,改变运动类型,将连续转动转变为间歇直线往复移动;五、机械系统运动方案1、插齿刀连续往复直线运动方案采用对心曲柄滑块机构实现设计题目中的插齿刀运动要求。
根据所给数据,可以确定曲柄长度52.5mm,一个周期之内曲柄冲程105mm,行程210mml。
2、工作台间歇往复直线运动方案由于运动需要具备间歇性,所以采用直动平底从动件盘形凸轮机构实现设计题目中的工作台运动要求。
因为凸轮机构水平放置,不能利用重力天然锁合,所以外加弹簧,利用弹力锁合。
根据所给数据,可以确定凸轮从动件行程2mm,再根据机械系统运动循环图,得到其推程运动角,远休止角,回程运动角,近休止角,如果再能确定其推程以及回程所采用的加速度运动规律,则可轻松求得其一个运动循环的位移、速度和加速度方程。
特殊渐开线直齿内花键专用插齿刀的设计与计算
]i
…
…
, , rI。
《 lf I 一
, , , , , I ‘
26 5
71 9
,;
一
图 1
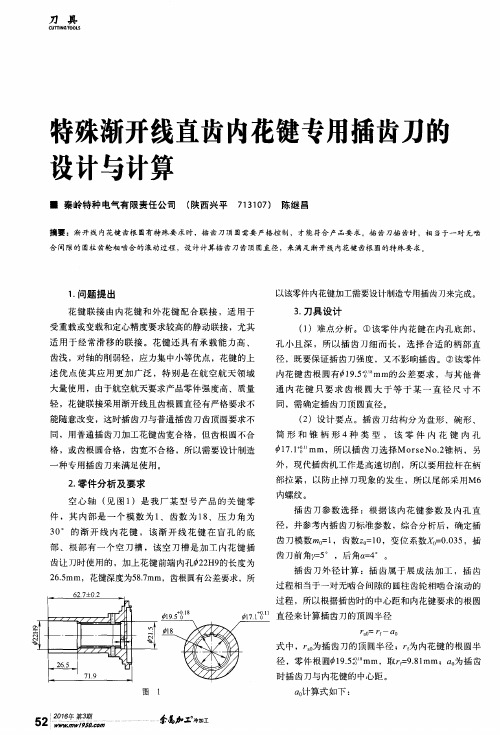
以该零件内花键加工需要设计制造专用插齿刀来完成 。
3.刀 具设 计
(1)难点分析。①该零 件内花键在 内孔底部 , 孔 小 且 深 ,所 以 插 齿 刀 细 而 长 ,选 择 合 适 的 柄 部 直 径 ,既要保证插齿刀强度 ,又不影响插齿。②该零件 内 花 键 齿 根 圆有 19.5+0 mm的 公差 要 求 ,与 其 他 普 通 内 花 键 只 要 求 齿 根 圆 大 于 等 于 某 一 直 径 尺 寸 不 同 ,需 确 定 插 齿 刀顶 圆直 径 。
2.零 件分 析及 要 求 空心 轴 (见 图1)是我 厂某 型号产 品的关键 零 件 ,其 内部 是一个 模数 为1、齿数 为 1 8、压力 角为 30。 的渐开 线 内花 键 ,该 渐 开线 花 键在 盲 孔的 底 部 、根部 有一个空 刀槽 ,该空 刀槽是加 工 内花 键插 齿让 刀时使用的 ,加上花键前端 内 ̄L ̄22H9的长度为
计 算 过 程为
2 ( 一 o) ·tana
Z — Z O
in懈0 —西j +j“v3。。 -048 699
查 渐 开 线 函数a。=29。6 ,则有
1 . (】8 — 10) cos30 ̄
, 、
刀 具
CUTTlN6TOOLS
特殊渐开线直齿内花键专用插齿刀的 设计与计算
一 秦岭特种 电气有 限责任公 司 (陕西 兴平 71 31O7) 陈继 昌
插齿刀参数设计计算

啮合起始圆直径 DHA 剃齿起始圆直径流 DHW 起测角 剃齿超越值计算值 确认剃齿超越值 DL1
注: 参数表中带黑体字并在字底部有横线的参数为输入参数.
齿轮及插刀参数 13-52-077-054 E 2.33161216 20 23.9871894 23 0.068295492 35.1166400 左 65.560 59.898 32.7211863 71.32 19.3569 32.8756437 37.4170691 58.45 #NUM! 32.0867648 2.880 6.435 76.962 31 94.28 23.9873024 61.491 6.9411 61.486 61.105 13.279 1.05173982853 0.900 3.726 3.684 3.705 齿轮及插刀参数名称 插齿刀编号 插齿刀法向模数 插齿刀法向压力角 插齿刀端面压力角 插齿刀齿数 插齿刀奇偶系数 插齿刀螺旋角 插齿刀旋向 插齿刀分圆直径 插齿刀基圆直径 插齿刀基圆螺旋角 插齿刀最小曲率半径 剃齿留剃量 DEITA 输入剃齿时要求的切深量 REG1值 REG 值 输入插齿刀側后角 EPS 输入插齿刀有效使用厚 LG 插齿刀外径 DEG 插齿刀齿顶厚系数 DETSEG 插齿刀齿顶厚允许最小值SEG1 插齿刀齿顶厚SEG 插齿刀齿顶后角 ALPHJ 输入插齿刀前角 GAMMA 新插刀啮合角 ALPS2 新插齿刀插齿时中心距A2 旧插刀啮合角 ALPS1 旧插齿刀插齿时中心距A11 插齿刀法向齿厚SFNG 输入齿高系数DETH 计算插齿刀齿顶高HXJ 插齿刀齿全高HG 输入测量齿规高预定值HC 插齿刀测量齿规厚SX 插齿刀测量齿规高HX 插齿刀根径计算值DIG 确认插齿刀根径值 DIG1 剃齿起始圆沉割量 ABHW 啮合起始圆沉割量 ABHA 插刀凸角测量长增量变 AA 插刀计算凸角值AB 凸角测量长DEIRO 有效齿形测量长ROG 插刀导程 CDDC 齿轮及插刀参数 22-D000 2.33161216 20 23.9871894 43 0.036530147 35.1166400 右 122.569 111.984 32.72118628 6.000 0.08 0 61.466 60.379 3.000 12 126.487 0.3 0.699 0.917 13.42837451 8.00 21.65772283 92.469 16.43871348 89.604 2.430 0.3 1.987 7.290 2.5 2.798 2.541 111.907 111.984 0.0320 -0.0121 0.6 0.023 31.626 22.685 547.5495 插刀设计说明 输入预定插齿刀分圆直径 125 计算插齿刀齿数(输入插齿刀齿数不能与齿轮齿数有公约数) 43.85284897
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
复杂刀具设计
(1)盘形齿轮铣刀
从机械原理中可知,两个齿轮 即使模数和压力角分别相等, 如果齿数不同,则它们的基圆 就不同,不同的基圆所形成的 渐开线齿形也就不同。因此, 用成形法切制齿轮要得到较高 精度,就必须在切制不同模数、 不同压力角以及不同齿数的齿 轮时,设计与其齿形相同的专 门铣刀。这样做不仅是不经济 的,而且在技术和管理上也非 常麻烦。
复杂刀具设计
2. 直齿插齿刀的后角 (1)顶刃后角 顶刃后角α p规定在通过插齿刀轴 线的轴剖面内度量。
顶刃后角的大小影响着侧刃后角的大小。
tanox tanb0 sin tan p
顶刃后角适当增大,可减少刀具的磨损和降低被切齿轮齿面 的粗糙度,但顶刃后角过大会增大插齿刀产形齿轮的齿形误 差和减少重磨次数。
切齿时,除刀具作切削运动外,还 与工件齿坯作相应的啮合(展成)运 动,被切齿轮齿形是由刀具齿形运 动轨迹包络而成。
特点:这类刀具加工齿轮精度和生产效率均较高, 通用性好,是生产中常用的齿轮刀具 实例:插齿刀、齿轮滚刀、剃齿刀、花键滚刀、锥齿轮刨刀、 弧齿锥齿轮铣刀盘、加工非渐开线齿形的各种刀具等。
复杂刀具设计
(4)让刀运动
插齿刀在作回程运动时,展成运动是不间断的,为了避免 在回程时擦伤工件齿面,插齿刀在回程前必须退离工件, 而在切削行程前回到原位。
复杂刀具设计
第三节
插齿刀的结构
复杂刀具设计
插齿刀的应用和类型
插齿刀可用来切制直齿、斜齿和人字齿等圆柱齿轮, 能切制齿条和内啮合齿轮,更是它的一个显著特点。 此外,它还经常用于切削其它方法难以加工的带凸肩的 齿轮、阶梯齿轮和无空刀槽的人字齿轮。 插齿不是连续切削,故生产率较低。再则由于刀具受 到分度圆直径尺寸的限制,故不能切制模数较大的齿 轮(最大模数不超过12mm)。
复杂刀具设计
(2)指形齿轮铣刀 指形齿轮铣刀一般用于加工 大模数(m=8—40mm)的直 齿和斜齿圆柱齿轮。 人字齿轮亦主要是用它来加 工的。对于两列以上的人字 齿轮,指形齿轮铣刀是唯一 的切削工具。 用指形齿轮铣刀加工斜齿和 人字齿圆柱齿轮时,其加工 方法亦不居于成形法。
复杂刀具设计
2.展成齿轮刀具
复杂刀具设计
直齿插齿刀按其本身结构一般分为下列三种类型: (1)盘形直齿插齿刀:这种结构形式应用最为广泛,主要 用于外啮合齿轮的加工。这种刀具的公称分因直径有 75,100,125,160及200mm等五种。 (2)碗形直齿插齿刀:这种结构形式的特点是夹紧用的螺母可 以容纳在插齿刀的刀体内,因而可用于双联或多联齿轮的 加工。这种刀具的公称分圆直径有50,75,100及125mm 等四种。 (3)锥柄直齿插齿刀:这种结构形式主要用来加工内齿轮,有 时也用来加工小模数的外啮合齿轮。刀具的公称分圆直径 有25,38mm两种。 插齿刀的精度等级有AA级、A级和B级等三种。在正确使 用插齿机和插齿机精度符合要求的情况下,用上述三种精 度的刀具切齿,可分别获得6级、7级和8级精度的齿轮。
复杂刀具设计
第四节 直齿插齿刀的切 削刃及其前、后刀面
复杂刀具设计
由工作原理可知,无论插齿刀的前角、后角有多大,全切 削刃在端面上的投影部应该是渐开线,这样,插齿刀上下 往复运动时,切削刃的运动轨迹就如同一个直齿渐开线齿 轮,或称之为“产形齿轮”,与被切齿轮啮合传动。
插齿刀用钝后需要重磨(重磨前面),重磨后的插 齿刀仍要求能切出正确的渐开线齿形。 为了达到这个目的,须对插齿刀的后面进行分析。
(1)插齿刀 插齿刀外形呈齿轮状,是一种切制渐开线圆柱齿轮齿形的 粗加工和半精加工刀具。
加工的模数范围为0.2~12mm 其中: 模数0.2—1mm为小模数段; 模数1—8mm为中模数段; 模数大于8mm为大模数段。
复杂刀具设计
(2)齿轮滚刀 齿轮滚刀外形里蜗杆状。 一般地说,它也是一种粗加工和半精加工的切齿刀具, 生产率很高。
复杂刀具设计
知识点与复习题
1. 插齿刀的齿侧表面是何种表面?为什么要使用这种表面? 2. 插齿刀的变位系数如何确定? 3. 会标注直齿插齿刀的顶刃前角和顶刃后角。 4. 会标注直齿插齿刀的三条切削刃和三个后面。 5. 制造时,为什么要修正插齿刀的齿形角?如何修正? 6. 选用外齿轮插齿刀时,需要进行哪些验算?
复杂刀具设计
修正方法是预先加大插齿刀的齿形角,可按下式进行:
tan tan 0 1 tan p tan p
复杂刀具设计
第五节 外啮合直齿插齿 刀加工齿轮时的校验
复杂刀具设计
第一项校验:校验被加工的齿轮副啮合时是否发生过度曲线干涉 第二项校验:校验齿轮是否被根切 第三项校验:校验齿轮是否被顶切
一般取顶刃后角α p=6º , 必要时也可取的α p =9º ~12º ,以提高刀具耐用度。
复杂刀具设计
(2)侧刃后角
侧刃上任意一点的后角αox规定在正交平面O-O内度量。
侧刃后角不是一个可任选 的独立角度,而是取决于 其它角度的派生角度。
tanox tanb0 sin tan p
复杂刀具设计
' s0 s0 20m tan ' s0 s0 2a tan0
变位系数
a tan 0 0 m tan
tan p
顶刃后角
0m
a
侧后刀面分圆柱螺旋角
tan0 tan tan p
复杂刀具设计
插齿刀任意端剖面中的齿形尺寸:
* h ( h 齿顶高(相对于分度圆柱面) a0 a 0 0 )m
复杂刀具设计
第五章
插齿刀设计
复杂刀具设计
第一节
概
述
复杂刀具设计
齿轮是各种机械产品中应用最为广泛的传动零件。 齿轮加工又是机械制造的重要组成部分。 目前全世界每年对齿轮的需求量约为1—2百亿件,其中 80%是直径为30—300mm、模数为2—5mm的齿轮。 尽管齿轮加工方法种类繁多,但绝大部分齿轮是用各种齿 轮刀具在与其相适应的机床上切削出来的,其中又以滚齿 应用最为广泛,其次为插齿。
复杂刀具设计
一、按被加工齿轮分
1. 加工圆柱齿轮的刀具: (1)渐开线圆柱齿轮的刀具:盘形齿轮铣刀、指形齿轮铣刀、齿 轮拉刀、齿轮滚刀、插齿刀、梳齿刀(齿条刀)、剃齿刀等 (2)非渐开线齿形刀具:花键滚刀、圆弧齿轮滚刀、棘轮滚刀、 链轮滚刀、摆线齿轮滚刀、花键插齿刀及展成车刀等 2. 加工蜗轮的刀具:蜗轮滚刀、蜗轮飞刀和蜗轮剃齿刀等
(2)展成运动和圆周进给运动
展成运动是指插齿刀和工件按两者的齿数比所作的旋转 运动,即插齿刀转过 1/z0 转则工件相应转过 1/z 转。 插齿刀的转动称为圆周进给运动,插齿刀每往复一次所 转角度(以分度圆弧长计)称为圆周进给量,用fx表示。
(3)径向进给运动
径向进给运动是使插齿刀逐渐增加切齿深度的运动。
3. 加工锥齿轮的刀具:
(1)加工直齿锥齿轮的刀具:成形铣刀、成对刨刀和成对盘铣刀 (2)加工弧齿锥齿轮的刀具:铣刀盘(格里申刀盘) (3)加工摆线齿锥齿轮的刀具:端铣刀盘(奥利康刀盘)
复杂刀具设计
二、按齿形形成原理分 1.成形齿轮刀具 特点:成形齿轮刀具的切削刃廓形与被加工直齿齿轮端剖面内 的槽形相同。 常用的有:盘形齿轮铣刀、指形齿轮铣刀、齿轮拉刀、插齿刀盘等 用盘形或指形齿轮铣刀加工斜齿轮时,被加工齿槽任何剖面 中的形状并不和刀具齿形相同,被加工齿轮齿面任何一处的 形状都不是由刀具的一个刀齿切成的,而是由刀具若干刀齿 齿形运动轨迹包络而成,这种加工方法称为无瞬心包络法 由于其刀具结构与成形铣刀相同,故将此类齿轮加工刀具 归于成形齿轮刀具中。
复杂刀具设计
剃齿刀有齿条形、盘形和 蜗杆形等数种, 目前生产中使用的主要是 盘形剃齿刀
闭槽型:m≥1.25
通槽型:m≤1.5
复杂刀具设计
第二节
插齿基本原理
复杂刀具设计
1.展成法插齿
插齿是基于平行轴圆柱齿轮啮合原理插削齿轮的方法。 插齿刀实质上是一个大端面成锥面的锥度齿轮。
如下图所示,插齿时插齿刀和工件按两者的齿数比作 旋转运动,与此同时插齿刀沿其轴向作直线运动, 向下为切削行程,向上为空行程。 插齿刀切削刃向下运动过程中所形成的表面就是与被切 齿轮啮合的产形齿轮表面,产形齿轮的模数和齿形角均 与被切齿轮相同。
tan ox tan p sin x
复杂刀具设计
4. 正前角直齿插齿刀的齿形误差及其修正方法 当γ p>0时,插齿刀 前刀面制成圆锥面, 圆锥前刀面与齿侧表 面的交线在端面中的 投影就不再是渐开线 了,故使“产形”齿 轮的齿形有了误差, 齿形角变小了(由α 0 变小为α) ,即齿顶变 厚而齿根变薄。 用这种齿形角变小的插齿刀加工出的齿轮齿形必然变小,即 齿顶变厚而齿根被过切,而且缺陷随着顶刃前角γ p和后角α p 的增加而加大,所以齿形误差必须修正。
复杂刀具设计
1.直齿插齿刀的后面及后角 插齿刀的每个刀齿有三条切削刃:
一条顶刃、两条侧刃 插齿刀的每个刀齿有三个后面: 一个顶后面、两个侧后面
由于顶刃要有后角,所以顶后面做成圆锥形、 顶圆直径从前端向后逐渐减小
由于侧刃也要有后角,所以其分圆齿厚也是由前端向后逐渐减小
复杂刀具设计
插齿刀的使用要求:重磨后切制出的齿轮要与重磨前切制出 的齿轮有相同的渐开线齿形。 根据齿轮啮合原理可知:要满足以上要求,重磨后的插齿 刀所产生的“产形齿轮”必须仍是与重磨前同一基圆的渐 开线齿轮。
如何才能解决呢?
将插齿刀设计成一个在不同的端剖面内有着不同变位系数 的变位齿轮,即把两个侧后面设计成某种曲面(渐开螺旋 面,这种螺旋面的端截形为渐开线),就可满足要求。
具体地讲:左侧后面做成右旋渐开螺旋面, 右侧后面做成左旋渐开螺旋面。
复杂刀具设计
插齿刀不同端剖面是同一基圆,不同变位系数的齿轮。 即,插齿刀实质是一个变位齿轮。