混色黑点改善报告
混料改善报告

混料改善报告报告目的:此报告旨在对我公司生产过程中混料的质量进行分析并提出相应改进措施,以确保产品质量稳定可控,提高客户满意度和企业竞争力。
报告内容:一、混料的质量分析生产过程中,混料是影响产品质量的重要因素之一。
经过对我公司混料质量进行全面分析,发现存在以下问题:1.原材料选用不当部分原材料存在异物、杂质等问题,对产品质量造成影响。
2.混料过程中控制不严当前混料过程中,控制不够严格,人工因素干扰大,造成混料质量波动。
3.混料设备老旧部分混料设备已经使用多年,设备老化、技术陈旧,无法满足现代混料流程的需求。
二、改进措施为解决以上问题,提升混料质量,我们公司制定了以下改进措施:1.原材料质量管控加强对原材料入库和出库时的检验,杜绝带有异物、杂质等情况的原材料进入生产流程。
2.混料过程中加强自动化控制引进具备自动计量、自动搬运等技术的混料机器。
控制工人因素,降低人为操作误差。
3.淘汰老旧设备,引进新技术更新混料设备,采用更先进的混料技术,提高混合效率和产品质量。
三、实施计划以上改进措施将逐步实施。
具体包括:1.优化原材料质量管控流程,完善原材料检测标准,提高检测效率,保证原材料质量。
2.引进先进混料机器,实现自动计量、自动混合,提高混料质量和效率。
3.进行混料设备的更新换代,采用先进混料技术,提高混合效率、减少生产成本。
四、结论通过本次混料质量分析和改进措施制定,我公司将优化混料原材料选择,强化混料质量管控,提高混合精度和效率。
同时引进新技术,更新设备,保持我公司在混合技术方面的技术领先优势,以满足客户需求,提升企业竞争力。
共混改性塑料黑点超标原因分析报告
共混改性塑料黑点超标原因分析报告黑点(这里的黑点并非仅指黑色的点,也可能是黄点、红点等)问题是影响我们产品质量的一大顽症,并且一直困扰着我们。
随着客户对产品质量要求的提高,我们对黑点数量的控制要求也越来越严。
因此了解黑点到底是如何产生以及如何去控制它这一工作已经迫在眉睫!我曾重点跟踪过几个产品,在出现黑点问题时仔细的查找原因,发现了一些问题所在。
导致黑点的因素很多,在此仅作为一些经验总结来和大家分享。
分析黑点产生的原因可以从以下几个因素入手,即人、机、料、法、环、测,下面我针对以上每个因素结合我的发现进行分析:一、测所谓测就是检测黑点的方法。
目前一般检测黑点的方法落后,用最原始的人为的数黑点的方法最常用,弊端也太多:1、人为的估计黑点数量和大小准确性不够。
2、长时间数黑点品检员眼睛易疲劳,这不但对员工的身体有害,而且影响他们的工作效率和工作结果。
这一点是以上六个因素中最次要的一点,因为无论检测手段多么先进,都只能是发现不良品。
二、环环即生产作业环境,这也是一个不可忽视的因素。
例如,两台相邻的机台分别生产深色产品和浅色产品,如果深色产品的色粉飘到浅色产品的半成品中,则很可能导致黑点的产生。
一般生产线的半成品斗、下料口均敞开,粉尘极易进入,由于车间灰尘较多,因此,生产前将半成品斗、下料口封闭,将机台隔离是肯定对产品质量有利的。
三、料料即原材料。
我认为粒料中的黑点对产品影响不大。
它会在加工过程中分散在产品中,而粉体中的黑点和包装袋上的污染物是不可忽视的。
粉体中若存在大量黑点会使产品的很多粒子表面都有小黑点。
因此,在投料之前对原材料的检验和擦干净包装袋是很重要的。
如果产品的大量粒子上都有黑点,不妨先去检查一下原材料是否有问题。
另外,分料用的小塑料袋在反复使用过程中难免被污染,发现此类情况应马上换用新袋。
四、机机就是设备。
此因素是非常重要的一个因素,很多黑点问题都是来源于设备上的缺陷:1、生产过程中物料会黏附在真空压盖上,时间稍长就会降解变黑,炭化物可能被带入物料中而产生黑点。
消除混料改善——恒滨QCC报告

仓 库 钟伟军
性别 女 男 男 男 女
女 女 男 男
P
A
D
成立时间 2010.07.01
C
注册号 HB-SJ-PZ-A005
课题类型 改善型
活动人数 9人
出勤率 100%
职务
组内分工
SQM 负责整个运作监督辅导及实施后的效果验证.
主管 统筹工作内容策划,主导、组织,定制方案
主管 执行分配各组员工作划分,跟踪实施效果总结
C
改善点
完善前期对员工及
QC领班的指引缺陷。
增加要求QC及领班
开机前对员工进行讲解
产品标准,严重按照作
完善机台作业指导,QC检验指导书,现场辅管 人员的工作指标。
业指导书操作。QC定 时检查。
注一流品质 挑战零缺陷
效果验证五 实施五、完善仓库尾数建立
完善建立相关尾数区域,定制专人负责清理。 预防多人清理出错的机率。
放。负责人对标签必
须进行全部核对方可
交。
增加相关负责人进
行监控指引运输工。
注一流品质 挑战零缺陷
P
A
D
C
六、总结与巩固措施
送货总批次
总结与巩固措施
1500 1000
500 0
改善前
送货总批次 混料10
8
不良率
6
6
3 11 00
改善中
改善后 4
2
0 0 0 0 0 00
P
A
D
C
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
注一流品质 挑战零缺陷
要因验证三
新员工没有培训,直接上岗
P A D 定期对员工进行培训
塑料制品黑点-晶点分析报告
产品黑点,晶点问题分析改进报告黑点问题是影响我们产品质量的一大顽症,随着客户对产品质量要求的提高,我们对黑点数量的控制要求也越来越严。
因此了解黑点到底是如何产生,以及如何去控制它这一工作已经迫在眉睫。
以妮维雅几个产品为重点,研究分析了黑点的来源,原因,并提出了改善措施。
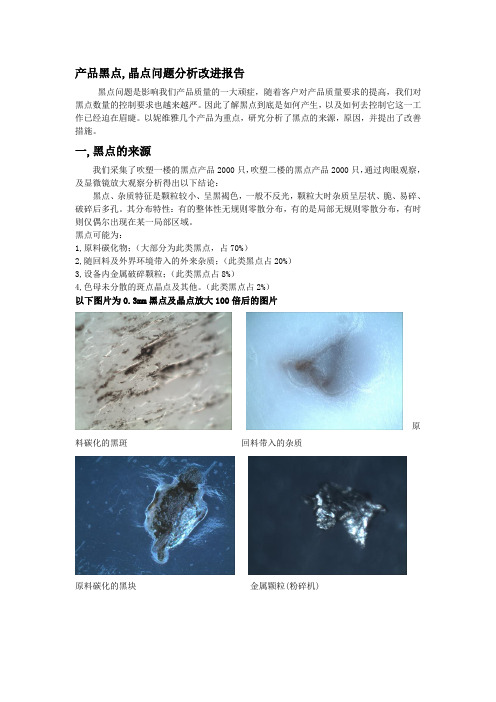
一,黑点的来源我们采集了吹塑一楼的黑点产品2000只,吹塑二楼的黑点产品2000只,通过肉眼观察,及显微镜放大观察分析得出以下结论:黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔。
其分布特性:有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域。
黑点可能为:1,原料碳化物;(大部分为此类黑点,占70%)2,随回料及外界环境带入的外来杂质;(此类黑点占20%)3,设备内金属破碎颗粒;(此类黑点占8%)4,色母未分散的斑点晶点及其他。
(此类黑点占2%)以下图片为0.3mm黑点及晶点放大100倍后的图片原料碳化的黑斑回料带入的杂质原料碳化的黑块金属颗粒(粉碎机)色粉积垢(流道) 原料碳化物色粉积垢(流道) 金属颗粒(粉碎机)流道色粉积垢(流道处)珠光色母团聚(晶点)原料碳化二、黑点的成因从影响质量的五大因素(人、机、料、法、环)入手,分析了黑点成因:人人这一因素是最重要的,也是最难控制的。
车间由主管到一线的员工是过程的直接控制者,也是对过程最了解的人,积极主动的一起去发现问题,解决问题,黑点也能有效控制。
机机就是设备,很多黑点问题都是来源于设备上的缺陷:由于设备老化,且保养不当,常会出现设备故障,一旦出现设备故障,就要停机处理,这样一来可能造成螺筒内物料炭化。
由于螺杆或料筒的长期使用造成间隙过大使熔料卡入而屯积,经受长时间固定加热造成分解,产生碳化物料。
设备套件磨损或里面有金属异物,在设备强力剪切下碎裂产生黑点。
塑料在料筒内受到高热而交联焦化,在几乎维持原来颗粒形状情形下,难以熔融,被螺杆压破碎后夹带进入制件。
产品混料改善报告

产品混料改善报告1. 背景在产品生产过程中,混料是一个重要的环节。
所谓混料,即将不同的原材料按照一定的比例进行混合,然后用于产品的制作。
混料的质量对最终产品的质量起着至关重要的作用。
为了提高产品的质量和竞争力,我们对产品的混料进行了改善。
2. 目标我们的目标是提高产品的稳定性和一致性。
通过改善混料环节,我们希望能够降低产品的变异性,使得每一批产品都具有稳定的性能。
同时,我们也希望提高混料的效率,减少不必要的浪费。
3. 方法为了达到以上目标,我们采取了以下几种方法进行产品混料的改善:3.1 引入自动化设备为了提高混料的效率和稳定性,我们引入了自动化设备。
这些设备能够精确地按照预定的比例将不同的原材料混合在一起,减少了人工操作的不确定性和误差,提高了混料的一致性和稳定性。
3.2 优化原材料选择我们对原材料的选择进行了优化。
通过对不同供应商的原材料进行比较和测试,我们选择了质量更好、性能更稳定的原材料作为混料的主要成分。
这样可以降低原材料的变异性,进一步提高产品的稳定性。
3.3 严格控制混料比例我们建立了严格的混料比例控制方案。
通过使用计量设备和自动化系统,我们可以精确地控制每个原材料的用量,避免了由于人工操作不准确而导致的混料比例问题。
这样可以保证每一批产品的成分和性能都符合预期。
3.4 引入质量管理体系为了更好地控制混料环节的质量,我们引入了质量管理体系。
通过对混料环节进行严格的质量控制和检测,我们可以及时发现并纠正混料过程中的问题,保证产品质量的一致性和稳定性。
4. 改善效果经过以上改善措施的实施,我们得到了以下改善效果:4.1 产品稳定性提高通过引入自动化设备、优化原材料选择和严格控制混料比例,我们显著提高了产品的稳定性。
每一批产品的成分和性能都非常一致,减少了产品的变异性,提高了产品的品质和可靠性。
4.2 生产效率提高通过引入自动化设备和优化混料比例控制,我们提高了混料的效率。
自动化设备的使用减少了人工操作的时间和精力,同时,严格的混料比例控制方案也减少了不必要的浪费。
混料改善报告的范文
混料改善报告的范文尊敬的领导和同事们:大家好!今天我来给大家讲讲咱们最近混料问题的改善情况,就像讲故事一样,大家轻松点听哈。
一、混料问题的严重性(也就是咱们为啥要改善这个事儿)咱们之前那混料的情况啊,就像一场厨房里的大混乱。
本来要做一道美味的菜,结果盐和糖搞混了,那做出来的东西能好吃吗?在咱们生产线上也一样,混料导致了好多产品不符合标准,就像做出了一堆“怪味菜”。
客户收到这些有问题的产品,那肯定不乐意啊,就像你去餐厅吃饭,结果端上来的菜乱七八糟的,你下次还会去吗?这直接影响了咱们的声誉,订单都少了一些呢。
而且那些混料的产品不能用,就只能报废,这可都是白花花的银子啊,心疼得很。
二、混料问题的根源分析(找原因就像破案一样)1. 人为因素。
咱们员工有时候太累啦,忙得晕头转向的。
就像一个人忙了一天,脑子都不太清醒了。
在加料的时候,没仔细看料桶上的标签,就像你在超市买东西,不看标签拿错了东西一样。
新员工培训不到位。
新员工刚来,对咱们这个混料的流程和各种物料还不太熟悉,就像一个刚学走路的孩子,很容易走错路。
他们可能还不知道哪个料是哪个料,一不小心就加错了。
2. 设备因素。
那个料仓的标识都模糊不清了。
就像你要找一个地方,但是路标都看不清了,肯定容易走错啊。
员工看着那些模模糊糊的标识,就很可能把料加错地方。
设备的密封性不好。
这就像一个盒子没盖好,里面的东西容易混在一起。
一些小的物料颗粒就会从设备的缝隙里跑到其他料仓里,造成混料。
三、改善措施(开始对症下药啦)1. 针对人为因素。
咱们给员工安排了合理的休息时间。
现在大家就像充满电的小机器人一样,精神多了。
不再像以前那样累得晕头转向,加料的时候也能更仔细地看标签啦。
加强新员工培训。
咱们专门安排了经验丰富的老员工带新员工,就像师傅带徒弟一样。
新员工要经过严格的考核才能独立操作,这样他们就对各种物料和流程门儿清啦。
2. 针对设备因素。
重新清晰地标识料仓。
现在那些料仓的标识就像新的一样,又大又清楚,员工远远就能看明白,想加错料都难。
车间精益改善总结报告

袁斌 2017.7.31
.
一、PQ/PR现状分析 二、改善目标设定 三、案例分析 四、改善实施及结果
.
改善团队成员
序号 1 2 3 4 5 6 7
姓名 路明文
袁斌 钟永辉 陈少华 孙欢欢 杨艳 万新华
喷漆改善项目团队成员
部门
岗位
小组职务
深圳鸣世
/
高级顾问
深圳鸣世
/
咨询师
生产部 喷漆车间主任
颜色
蓝色 白色 藏青色
玫瑰金 灰色
金色 其他 黑色喷塑 白色喷塑 漆染印黑色大理石 漆染蓝色 漆染印木纹
数量 400 83 250 82 158 499 244 131 128 924 267 122 868 992 992 146 150 125 653 532 134 135 974 172 1241 188 193 185 280
.
坐标轴标题
喷漆前五位不良问题
喷漆前五问题
25000
20000 15000
21523
10000
5000
0.603.673471641311.1741424%2 031454.098% 01998.221% 01676.712% 0636.007% 0 601.28%
0
1
2
3
4
5
6
7
系列1 0.6374111
改善分享-1.工艺作业指 导书编制下发
改善前:现场无工艺作 业指导书
改善后:关键工序编制 岗位作业指导书,按工 艺作业要求生产。
.
改善分享-2.喷漆检验指 导书
改善前:现场无工序检 验指导书
改善后:编制检验指导 书,按检验要求把关生 产;不接收不加工不良 品,不生产不良品,不 下流不良品
色差、套色专案改善报告

附件1
返回
品质第一 注重安全
附件2
返回
品质第一 注重安全
附件3
返回
品质第一 注重安全
附件4
返回
品质第一 注重安全
附件5
返回
1、成品抽检 不良率达成 目标; 2、内外单客 诉达成目 标;
2、确定印机供墨泵气压范围,列入SIP中,见附件2;
100%
3、纸箱科制定相位调整OPL,见附件3;
4、技术科建立印版点检标准OPL,见附件4;
5、纸箱科制定停开机不良品挑拣OPL,见附件5;
28
品质第一 注重安全
29
品质第一 注重安全
9
套色不良
色差不良
0.44%
小于0.44%
品质第一 注重安全
四、问题分析与真因确定
4.1 流程分析
领用平板 确认平板 开机准备
水电气 参数设定
上纸板
生产排程
平板规格 平板数量
巡检
入库
成品抽检 自检
印刷
印版 油墨
OK
NO
首检
外观 图文 套色 色相 套印
打样
调色
套色不良与色差 出自此步骤中
刮刀 平板 对样
27
品质第一 注重安全
七、防呆及标准化展开
对策验证数据统计分析
目标
达成
达成率
标准化推广
1、确定上机油墨粘度8±2秒,见附件1;
附件1 附件2 附件3 附件4 附件5
1、6月色差成品抽检 不良率小于1.75%, 套色成品抽检不良率 低于0.44%; 2、12年1-6月色差、 套色内单客诉不超过 1件,外单无色差、套 色客诉发生。
墨 泵 气 压 调 整 维 修 记 录
印刷品质改善报告模板范文
印刷品质改善报告模板范文一、前言。
各位小伙伴!咱印刷部门最近那可是“压力山大”啊,印刷品质老是出些小状况,就像调皮的小怪兽时不时冒出来捣乱。
不过咱也不能坐以待毙,这不,经过一番折腾,咱还真发现了不少问题,也摸索出了一些解决办法。
现在就跟大家唠唠这个印刷品质改善的事儿。
二、现状分析。
# (一)印刷品常见问题。
1. 颜色偏差。
这颜色啊,就像任性的小孩子,想怎么变就怎么变。
有时候印出来的产品,那颜色跟设计稿相比,简直是“买家秀”和“卖家秀”的区别。
比如说上次给客户印的宣传册,蓝色部分变得暗暗的,就像蓝天突然被乌云遮住了一样。
经过仔细排查,发现是油墨的调配比例不太准确。
不同批次的油墨可能本身就有细微差异,再加上咱们的调配师傅有时候就像个大厨做菜凭感觉放盐一样,没有精确地按照标准比例来,那颜色能不出问题嘛。
2. 套印不准。
这个问题就像是跳舞的时候大家步伐不一致。
图像和文字的各个部分本应该整整齐齐地套在一起,结果却像是喝醉了酒的人在乱晃。
像我们印那些带图案和文字组合的包装盒时,经常会出现图案和文字有一点错位的情况,看起来特别别扭。
检查后发现,原来是印刷设备在长时间运行后,一些部件有了轻微的磨损,导致纸张在传送过程中会有一点点的偏移,这一点点偏移积累起来就造成了套印不准的大问题。
3. 油墨污渍。
这油墨污渍就像脸上突然长了颗大黑痣,特别影响美观。
印刷品上时不时会出现一些莫名其妙的油墨点或者油墨块,把原本干净整洁的画面弄得脏兮兮的。
最后发现是印刷机的清洁工作没做到位。
在印刷过程中,油墨容易在一些角落堆积,而我们的清洁周期可能有点长,导致这些堆积的油墨偶尔就会掉到印刷品上。
# (二)问题对业务的影响。
1. 客户满意度下降。
客户拿到印刷品一看,这颜色不对、套印不准、还有污渍,心里肯定不乐意啊。
就像你满心期待收到一个精美的礼物,结果打开一看是个残次品,那感觉能好吗?最近就有好几个客户来反馈,说对我们的印刷品质不太满意,这可直接影响了我们的口碑和未来的合作机会。
印刷品质改善报告模板范文
印刷品质改善报告模板范文一、前言。
各位小伙伴!咱们这次来聊聊印刷品质这档子事儿。
最近啊,咱们的印刷品有点像调皮的小怪兽,时不时就出点小状况,这可不行呀。
所以呢,咱就专门搞了这么个改善报告,看看怎么把这些小怪兽都收服,让咱们的印刷品质变得杠杠的!二、现状分析。
# (一)色彩偏差。
咱印刷出来的东西,色彩就像那没睡醒的调色师调出来的一样。
有时候颜色太淡,就像被水洗过好几遍;有时候又太浓,浓得都快赶上颜料罐子直接倒上去了。
经过一番调查,发现原来是油墨的供应不太稳定,还有印刷设备的色彩校准好像有点失忆了,记不住正确的颜色设置。
# (二)套准不准。
这印刷品上的图案啊,就像喝多了酒的人走路,歪歪斜斜的。
图案之间应该好好对齐的,结果却像闹别扭一样各走各的。
仔细研究之后,发现是纸张在印刷过程中有点小情绪,一会儿往左跑,一会儿往右窜,再加上设备的一些零件可能有点松松垮垮的,对不准也就不奇怪了。
# (三)油墨晕染。
这个油墨晕染啊,就像是水墨画没控制好水分,本来应该清晰的图案边缘,变得模模糊糊的,就像在雾里看花一样。
这主要是油墨的干燥速度和印刷速度没有配合好,就像两个人跳舞,一个跳得快,一个跳得慢,节奏全乱了。
还有就是印刷环境的湿度好像有点调皮,有点高,让油墨也跟着“晕头转向”。
三、改善目标。
咱可不能任由这些问题继续捣乱了,必须得定个小目标。
那就是在接下来的[X]周内,让色彩偏差控制在人眼几乎看不出来的程度,套准误差要小到毫米级别,油墨晕染这种情况要彻底消失,让咱们的印刷品像超级模特一样,颜值超高,质量超棒!四、改善措施。
# (一)色彩偏差改善。
1. 油墨管理。
安排专人定期检查油墨的供应系统,就像给油墨管家一样,要确保油墨的流量稳定、均匀。
就像给汽车加油,不能一会儿多一会儿少。
建立油墨使用记录,清楚知道每一批油墨的“性格”,如果发现哪一批油墨老是出问题,就像调皮捣蛋的孩子一样,直接把它“关禁闭”,不再使用。
2. 设备校准。
混色黑点改善报告-15页文档资料

Technical Marketing Center
사출성형 GUIDE
注塑工序
注塑工序
注塑机上端 hopper管理 注塑机干燥机(热风)管理 注塑机screw/汽缸管理 现场管理
投入前 mini hopper cleaning, 干燥机filter 检查及 cleaning, 专用 使用White转用注塑机. 充分 cleaning 使用成型品异物管理 cover case容器
사출성형 GUIDE
Resin 移动及干燥
제일모직
准备及干燥工程
Resin包装袋准备 Resin 投入用 tank(专用) 管理
干燥 hopper及 Dryer管理
原料投入过程. - 通过用气枪清洗包装袋,去除污染物(封口线附近) , - 包装袋开封时防止丝线,异物混入.
气枪清洗(封口线附近异物),清洁后投入 确认异物混入与否, 投入用 TANK 清洗 - 使用White专用盖子 使用除湿干燥机(原则上), 排管及 hopper cleaning. Filter清扫及保持清洁
原料传送过程. - 传送 LINE 采用透明材质, 定期清扫及替换.
Technical Marketing Center
사출성형 GUIDE
原料投入管理作业标准
1. 从原料仓库把要使用的原料移动到机台旁. 2. 确认原料包装袋外部污染与否(异物,脚印等).
->如果有污染用气枪清洗后移动. 3. 移动原料包装袋的时候,接触地面的部分要保持清洁. 4. 原料开包的时候再次确认封口线部分污染与否. 5. 开包的时候注意不要让丝线混入. 6. 原料投入时先投入 2/3,剩下的 1/3投入的时候要特别注意异物流入. 7. 原料投入时绝对不要在料筒上边抖动包装袋.
印刷产品混料整改报告

印刷产品混料整改报告1. 引言印刷产品质量受到混料问题的影响,严重影响了产品的外观和性能。
为了改进生产过程,提升产品质量,我们进行了混料问题的整改工作。
本报告将对混料问题进行分析,并提出相应的整改措施。
2. 问题描述在印刷产品生产过程中,我们发现存在以下几种混料问题:2.1 材料混料在印刷产品的制作过程中,不同批次的材料被混合使用,导致产品颜色、光泽度等外观特性出现差异。
这给产品的整体美观度带来了困扰。
2.2 墨料混料在印刷过程中,墨料的混料问题使得印刷颜色变化不稳定,给产品的视觉效果和色彩表现力造成了不良影响。
2.3 助剂混料印刷产品需要使用助剂来改善其表面光泽和耐磨性等性能。
然而,在生产中存在助剂混料问题,导致产品的性能不稳定,影响了产品的质量和可靠性。
3. 分析与整改措施针对以上的混料问题,我们进行了详细的分析,并提出了相应的整改措施,以确保产品质量的稳定性和一致性。
3.1 材料问题整改为解决材料混料问题,我们将采取以下措施:- 严格按照生产计划使用同一批次的材料,确保材料的一致性。
- 对于不同批次的材料,进行严格的质量测试,并制定合理的混料比例,以保证产品的一致性。
3.2 墨料问题整改为解决墨料混料问题,我们将采取以下措施:- 引进高精度的墨料配料设备,用于准确控制墨料的比例和混合过程。
- 加强墨料质量的检测,确保墨料符合要求,避免质量差异对产品造成不良影响。
- 建立墨料质量追溯体系,以便发现墨料质量问题,并及时进行整改。
3.3 助剂问题整改为解决助剂混料问题,我们将采取以下措施:- 对助剂进行分类管理,避免不同种类的助剂混淆使用。
- 严格控制助剂的使用量,确保其在规定范围内,以避免过量使用导致产品性能不稳定。
4. 整改效果评估为了评估整改效果,我们将进行以下工作:- 实施整改措施后,对生产过程中的关键指标进行监控,比较整改前后的数据变化。
- 对整改后的印刷产品进行全面的质量检测,检查材料、颜色、光泽等外观特性,以及产品的功能性能等。
BL黑白点异物改善专案改善报告-余绍虎
精心设计 品质优先 客户至上 服务第一
制定改善计划
阶段
界定 阶段
分析 阶段
改善 阶段
控制 阶段
计划内容 收集现场数据
设定目标 原因分析 要因确认 制定对策 对策实施 效果检查 巩固措施
总结
P DC A
月份 周别 计划 执行 计划
执行 计划 执行 计划 执行
计划
执行 计划
执行 计划
改善日程
1月份
2月份
对每周的黑白点占比进行分析历史最低值为22且有一系列改善方案支持目标达成可平洋异物不良推移500异物不良目标目标低减16320030040036320000300400目标低减163000100200w22w25w28w31w34w37w40w43w46000100200实际目标w22w25w28w31w34w37w40w43w46实际目标精心设计品质优先客户至上服务第一不良成份分析阶段一黑白点异物不良解析发生数占有率累积率环境杂物19380380模材碎屑12240620成份解析20304060080010001200模材碎屑胶框碎屑11220840100940010001020380240220100402000200400600201000501000191211环境杂物模材碎屑胶框碎屑lg表面胶类划伤其它不良层别分析发生数占有率bef与上bef之间400上bef与下bef之间1200不良层别分析导光板与反射之间反射与铁框之间上bef与下bef之间1200下bef与扩散之间1600扩散与导光板之间173400导光板与反射之间1800上bef与下bef之间下bef与扩散之间扩散与导光板之间导光板与反射之间导光板与反射之间1800反射与铁框之间101520bef与上bef之间精心设计品质优先客户至上服务第一不良发生位置分析异物库图片阶段一黑白点异物不良解析区域发生数占有率9000lgplgp表面胶表面胶frame粉屑增光膜边缘3000衣服上毛絮人体肤屑空气微粒子8000衣服上毛絮人体肤屑空气微粒子九宫格区域统计区域1区域1区域2区域3区域4精心设计品质优先客户至上服务第一15区域5区域6机台machine人员manpower阶段一原因分析机台machine人员manpower机台未依sop定义?明确检查人?配置摩擦后产生碎屑清洁?彻底机台未依标准清洁?水线脏污自动机台未进岗前培训未依sop作业新进人?配置离子风机产除静电能?差除静电能?差品质意识差员较多膜材储存时离子风机产生异物未及时清洁电测无遮光布机台内无加湿器外购胶铁膜材储存时无防护措施胶框碎屑电测无遮光布湿?下限湿?下限未按时洒水外观站无台灯清洗方法?对外购胶铁来?杂物除尘检验速?过快物料material环境environment未预警未按时洒水方法method精心设计品质优先客户至上服务第一序号末端因素确认方法确认标准负责人完成时间阶段一要因验证序号末端
混料8d报告
混料8d报告
一、问题描述
在生产过程中,发现混料工序出现了不合格品的情况,主要问题如下:
1.部分产品外观不良,有明显的色差和色斑。
2.部分产品表面瑕疵严重,影响了产品的整体美观度。
3.部分产品使用寿命较短,易出现老化、变色、裂纹等问题。
二、问题分析
经过对问题的分析,我们认为出现不合格品的主要原因在混料过程中出现了以下问题:
1.工人素质不高,操作失误。
2.混料机的质量存在一定的问题,容易导致混料不均匀。
3.原料的质量不稳定,存在一定的色差和异物。
三、解决方案
1.提高工人素质,加强培训,严格执行操作规程,减少操作失误。
2.购买新的混料机,并定期维护保养,确保混料的均匀性。
3.对于原料质量不稳定的问题,我们将与供应商沟通,要求提供更加稳定的原料,并加强原料的检验工作。
四、措施效果
经过以上的改进和措施,我们取得了一定的成效。
1.产品的外观得到了进一步的改善,色差和色斑问题得到了显著的改善。
2.产品的表面质量得到了一定的提升,瑕疵问题得到了部分缓解,整体美观度得到了一定的改善。
3.产品的使用寿命得到了一定的延长,老化、变色、裂纹等问题也得到了初步的解决。
五、结论
通过我们的努力,混料工序的问题得到了较为有效的解决,产品质量得到了较大的改善,我们将继续加强管理和控制,确保生产过程中各个环节的质量得到有效的保障,为用户提供更加优质可靠的产品。
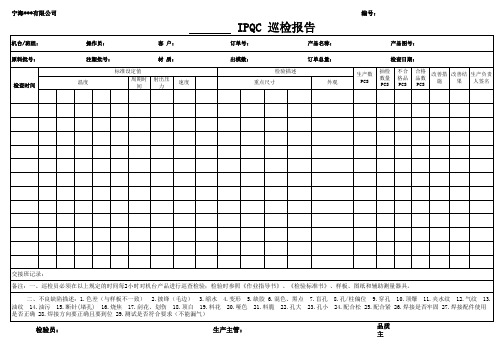
注塑部-IPQC-巡检报告
机台/班组: 原料批号:
检查时间
操作员:
客 户:
注塑批号:
材 质:
温度
标准设定值
周期时 射出压
间
力
速度
IPQC 巡检报告
订单号:
产品名称:
出模数: 检验描述
重点尺寸
订单总量: 外观
编号:
产品图号:
检查日期:
生产数 PCS
抽检 数量 PCS
不合 格品 PCS
合格 品数 PCS
改善措 改善结 生产负责
施
果 人签名
交接班记录:
备注:一、巡检员必须在以上规定的时间每2小时对机台产品进行巡查检验;检验时参照《作业指导书》、《检验标准书》、样板、图纸和辅助测量器具。
二、不良缺陷描述:1.色差(与样板不一致) 2.披锋(毛边) 3.缩水 4.变形 5.缺胶 6.混色、黑点 7.盲孔 8.孔/柱偏位 9.穿孔 10.顶爆 11.夹水纹 12.气纹 13. 油纹 14.油污 15.断针(堵孔) 16.烧焦 17.刮花、划伤 18.顶白 19.料花 20.哑色 21.料脆 22.孔大 23.孔小 24.配合松 25.配合紧 26.焊接是否牢固 27.焊接配件使用 是否正确 28.焊接方向要正确且要到位 29.测试是否符合要求(不能漏气)
检验员:
生产主管:
品质 主
注塑产品异色点分析改善报告
注塑产品异色点分析改善报告
在我们生活当中,如果发现自己购买的产品表面上会存在着许多斑斑驳驳的痕迹时,那么可能就会怀疑它已经被人为地做过手脚。
但是到底该怎样去辨别真假呢?其实只需要用简单的方法便可以判断
了!
这种异常情况的出现主要是由于:1.配料中混有不同颜色的物质;2.模具内壁或浇口未清洁干净等所造成的。
如何预防和消除此类问题:1.应确保每批原材料的颜色均匀,避免混入异常颜色的物质;2.加强注射前的清洗工作,定期清理模腔,使模具始终保持清洁状态;3.在加工中尽量降低原材料的温度。
当然,目前国内生产企业对客户提供的塑料制品还没有建立统一的标准。
因而顾客很难识别不良制品与正规制品之间的差距。
虽说是如此,但无论您在选择商品的时候,一定要仔细观察,否则您将花费高昂的代价。
对那些不符合企业标准或客户投诉的不合格制品,必须及时处理,减少损失。
- 1 -。
黑点杂质改善

• 4.检查冷/热浇道的清洁度,清理塑料流动区域
四
原料
1.原料内含有的脏污,杂质 2.色母内含有的脏污,杂质 3.二次料清洁度不足 4.原料存放区域污染
对策------原料
• 1.品质对没批次原料粒子、色母进行检测, 确保生产领用料必须是合格品
黑点、杂质不良的专案
人员
机台
品质标准
螺杆损伤
加料时混入 换料时未清理干净
料温设定不当
机台停机时 间长
止逆环磨损
料管损伤 机台表面灰尘
模具表面灰尘
顶出活动 件脏污
色母脏污 模具钢材磨损
回料脏污
原料内脏污 原料存放污染
杂质、黑点 环境因素,空气灰尘
模具
原料
环境
一
人
1.加料时混入 2.换料时未清理干净 3.品质标准不明确 4.机台停机时间过长
对策------人
• 1.对加料人员进行培训,严格依照加料流程操 作。控制加料过程清洁度。
• 2.换料时,料桶内部清洁,包含送风电机防尘 罩,出风口防护
• 3.品质人员明确品质黑点、杂质标准。提供黑 点卡,悬挂在机台明显位置,以便比对
• 4.分析黑点、杂质现象布局并统计 • 5.各班长宣导机台操作员,半自动机台务必确
• 2.生产领用原物料时,须做记录(生产厂家, 批号,领用数量)
• 3.严控二次料回收破碎 存放 使用比例, 针对纯白大件,建议不加二次料
• 3.原料/色母存放区域5S,须保持清洁
五
环境
环境空气中漂浮的灰尘
对策------环境
• 1.每班次对车间环境进行清扫,车间通道用 湿拖把4H/次清洁
黑点、杂质形成原因及改善对策

黑点、杂质形成原因及改善对策黑点、杂质形成原因分析及对策黑点、杂质的缺陷是在正常生产过程中产生废品率的最重要因素。
它主要是影响制品外观从而导致报废。
杂质和绝大多数黑点都是外来物质,和原料本身无关,而少部分黑点、杂质是由原料本身造成。
黑点、杂质特征是颗粒较小、呈黑褐色,一般不反光,颗粒大时杂质呈层状、脆、易碎、破碎后多孔,其分布有两大特性:1、有的整体性无规则零散分布,有的是局部无规则零散分布,有时则仅偶尔出现在某一局部区域;2、这类黑点、杂质有时仅出现在制品表层,有时则不论表里深浅都有,不过距表层较近的内部黑点比表层黑点来颜色要浅,更深层的黑点则根本看不到。
有意思的是将这两点联系起来会发现,仅出现在某局部区域的杂质必然是表层的黑点,而黑点分布不论表里深浅的必然是整体性无规则零散分布。
这是由于内部存在的杂质必然是成型前就存在的,而仅成型时才出现的杂质必然只分布在表面。
这样,杂质就分为成型前和成型时形成两大类:一、成型前黑点、杂质成因:1 原料加工时,由于种种原因,异物不干净而使原料出现黑点;2 造粒不纯造成黑点;3 原料混入色母或带斑点的粉碎料块、料屑;4 料不纯,低熔点料中混入了高熔点料粒;5 包装、运输、贮藏过程中可能出现杂质混入,它明显特征是原料开包后,仔细观察,可以看到在料颗粒表面有异物、杂质;6 加料过程中的杂质、异物如下图为吸引或上料器及料斗的简图;除了5、11不会直接对料斗料造成污染,其他部分均可能在上料过程式中污染原料,造成制品黑点、杂质。
污染源包括:空气中的灰尘、料状悬浮物、异料料屑、异料料粒、粉状色母、染色剂等。
为杜绝异物杂质造成黑点,必须加强管理,控制从原料进厂至加料各环节(包括回用过程)。
换料时,必须仔细清理可能原先料或屑滞留的部位,特别备料箱、料斗、漏斗、下摆夹扣紧处等。
正常生产时,要特别注意加料源——备料箱的清洁。
停止生产后,应将加料系统对外界环境暴露处——上料管的上料端口密封,以防污染,做到环环相扣,封闭管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
제일모직
黑点不良预防管理方案
技术支援 team Technical Marketing Center
Technical Marketing Center
사출성형 GUIDE
每个 Process 黑点管理 point.
装车卸车管理 检查包装状态, 确认包装袋有无破损 用气枪除尘 按照Resin别区分 lot, 先入先出管理 禁止堆积3托盘以上,保持清洁 气枪清洗(封口线附近异物),清洁后投入 确认异物混入与否, 投入用 TANK 清洗 - White专用盖子 使用除湿干燥机(原则上), 排管及Hopper cleaning. Filter清扫及保持清洁 投入前 mini hopper cleaning, 干燥机 filter 检查及 cleaning, 专用 White专用注塑机. 要充分cleaning 注塑品异物管理 ,使用cover case 容器
- 防止水分混入引起的不良. - 通过先入先出管理,预防长期库存引起的外部污染及水分混入.
Technical Marketing Center
사출성형 GUIDE
Resin 移动及干燥
제일모직
Resin包装袋准备
气枪清洗(封口线附近异物),清洁后投入 确认异物混入与否, 投入用 TANK 清洗 - 使用White专用盖子 使用除湿干燥机(原则上), 排管及 hopper cleaning. Filter清扫及保持清洁
사출성형 GUIDE
제일모직
Test 진행.
3. Material别 10min Cleaning 后状态确认.
Technical Marketing Center
사출성형 GUIDE
제일모직
Test 진행.
Cleaning用材料的选择和作业方式很重要,而且要通过注塑机包养管理预防Screw 内 Scale 发生
제일모직
Hale Waihona Puke 4. SAN属于ABS树脂的一种,在汽缸内少量残留也不会成问题,不用单独管理汽缸温度,可以清洗后直 接开始量产,现场管理比较容易. 5. SAN因为粘度比 ABS高,可以更好的刮走汽缸内部的碳化异物.
结论是对使用ABS, PC/ABS的注塑机来说,SAN是清洗汽缸内部的碳化异物和黑点最有
效率的材料.
Technical Marketing Center
사출성형 GUIDE ■汽缸清洗作业标准(1天以上停机时)
1.
제일모직
停机待机时(1天) 1) 结束生产后完全清空Hopper 内原料. 2) Hopper投入 SAN. (SAN 投入量 : 850~1300T 25kg/ 1300T 以上 ; 50kg) 3) 注塑机control panel的启动开关设定为手动. 4) 背压固定为 5kg/㎠ 后计量. 5) 计量结束后注塑.(Purge) 6) 直到汽缸内的 SAN 原料消耗殆尽,反复 4), 5)项. ☞ PURGE 次数根据 SCREW 直径不同. 7) 汽缸内 Screw停止在计量位置. 8) 关闭注塑机的主开关.
제일모직
Resin 移动及保管
包装袋管理 贴标签 Resin 堆积 Resin 包装袋准备投入
准备及干燥工序
Resin投入用 tank(专用) 管理 干燥 hopper 及 Dryer管理 注塑机上端 hopper管理
注塑工序
注塑机干燥机(热风)管理 注塑机screw/汽缸管理
现场管理
喷涂前产品管理
1. Cylinder Cleaning用有 PP, PE RESIN 或者ASHACLEAN,PLASTOFF等.
2. 经过各种现场 TEST 结果,color change时(如: 从蓝色原料变更为黄色原料的时候) 第一项所有原料都有效果,但是对于清洗汽缸内碳化异物 ,SAN, PMMA最有效果. 3. 但是ASHACLEAN,PLASTOFF 等价格贵,PMMA 如果混入 ABS, PC/ABS 里边的话会引起剥离 熔融温度也跟量产树脂有差异,要单独管理 Cleaning 使用的注塑温度等条件.
Technical Marketing Center
사출성형 GUIDE ■ 注塑机临时停机/待机作业标准
제일모직
临时停机待机时(30分钟以上)
- 因模具,机器等其它问题要临时停机的时候,为了防止汽缸内碳化需要采取如下 措施
1.停机待机时
- 降低汽缸温度. - 跟目前作业温度无关,把温度设定为 150℃ . - H/Runner 温度也设定为 150℃ 2.再启动时 - 汽缸温度恢复为正常作业温度. - 汽缸温度达到正常温度以后先 PURGE 2~3次确认 PURGE 状态以后启动.
- 原料投入前 Cleaning. 成型过程. - 防止因高热引起的碳化. - 维持模具及周围环境的清洁. - 长时间滞留时Cleaning 以后生产. -. 停机时调整温度. -. 实行充分的 Screw Cleaning . -. 干燥机 Filter 定期检查及交换. -. 屏蔽外部空气.
准备及干燥工程
Resin 投入用 tank(专用) 管理 干燥 hopper及 Dryer管理
原料投入过程. - 通过用气枪清洗包装袋,去除污染物(封口线附近) , - 包装袋开封时防止丝线,异物混入. -. 投入后的余量密封保管. -. 原料 Tank 内,外面污染确认及 Cleaning.
原料干燥过程. - 使用White 专用干燥机. - 干燥机 Air Filter 要定期替换/清洗. 原料传送过程. - 传送 LINE 采用透明材质, 定期清扫及替换. Technical Marketing Center -. 遵守干燥时间以防止黄变. -. 干燥机内部 Cleaning. -. 限制使用Oven dryer. -. 干燥机密封处理.
2.机器启动时 1) 开注塑机的主开关. 2) 确认注塑机汽缸温度是否合适. 3) Hopper投入 SAN Resin. 4) 注塑机control panel 启动开关设定为手动. 5) 背压固定为 5kg/㎠ 后计量. 6) 计量结束后注塑.(Purge) 7) 汽缸内 SAN 原料消耗殆尽为止反复 5), 6)项. Technical Marketing Center
제일모직
原料投入方法不同引起的黑点发生例子. ( 实际例子)
Sampling时间 刚开封时 除湿干燥机 sampling 注塑机hopper sampling 投入 process pancake 黑点分数 Pancake 黑点分数 pancake 黑点分数 4分 5分 26分 Resin bag => 投入 Hopper =>除湿干燥 4分 7分 9分 机 => 注塑机 hopper => 注塑 10分 33分 38分 Oven 干燥机 =>包装袋回收=>除湿干燥机 10分 35分 40分 再投入后 => 注塑机投入
Technical Marketing Center
사출성형 GUIDE
제일모직
Cylinder SAN cleaning 过程中确认碳化异物
Cyliner碳化异物引起的产品不良.
Technical Marketing Center
사출성형 GUIDE ■ 选择 Screw Cleaning效果好的 Resin.
包装袋管理 贴标签 Resin 堆积
用气枪去除灰尘及异物
Resin别 lot区分, 先入先出管理 禁止堆积3托盘以上,保持清洁
移动,保管过程中防止外部异物引起的污染 . - 防止包装袋被外部异物污染, 防止Bag 破损引起的外部污染源混入.
- 通过Bag 外部清洁,防止投入原料过程中的异物混入.
사출성형 GUIDE 原料投入管理作业标准
1. 从原料仓库把要使用的原料移动到机台旁. 2. 确认原料包装袋外部污染与否(异物,脚印等). ->如果有污染用气枪清洗后移动. 3. 移动原料包装袋的时候,接触地面的部分要保持清洁. 4. 原料开包的时候再次确认封口线部分污染与否. 5. 开包的时候注意不要让丝线混入. 6. 原料投入时先投入 2/3,剩下的 1/3投入的时候要特别注意异物流入. 7. 原料投入时绝对不要在料筒上边抖动包装袋. ->异物的 50% 以上都是来自这个过程.
Case-1 Case-2
工序 process 管理及防止异物流入是预防黑点不良的重要因素
Technical Marketing Center
사출성형 GUIDE
注塑工序
注塑机上端 hopper管理 投入前 mini hopper cleaning, 干燥机filter 检查及 cleaning, 专用 使用White转用注塑机. 充分 cleaning 使用成型品异物管理 cover case容器
在干净的地方放置注塑品(cover 小车)
为了防止异物,除尘及环境管理
喷涂及其他工序
喷涂工序管理
* 建议对具体项目使用CHECK LIST . Technical Marketing Center
사출성형 GUIDE
Resin 入库及保管
装车及卸车管理 检查包装状态,确认包装袋有无破损
제일모직
Resin 移动及保管
-. 必要时设置屏蔽外部污染隔板.
Technical Marketing Center
사출성형 GUIDE
제일모직
Hopper 干燥机.
1.
外部空气吸入装置
- 如果 Filter老化或者污染,有可能异物混入. 3 5 1.
2. 原料传送 LINE - 传送 LINE内 异物/别的树脂混入引起的黑点 3. 吸尘器内粉尘流入引起的黑点 4. 密封不足引起外部污染 5. Hopper内 Cleaning 不足引起的黑点
제일모직