MK1632 数控端面外圆磨床
金属切削技术考试题
一、写出下列机床型号中各字母和数字的含义CA6140:结构不同卧式车床床身最大回转直径400mmCG6125B :高精度卧式车床床身最大回转直径250mm 第二次重大改进CM1107:精密单轴纵切自动车床最大棒料直径7mmCW6163:C1312 :单轴转塔自动车床最大棒料直径12mmL5120 :立式内拉床额定拉力200NMB1632:半自动端面外圆磨床最大回转直径320mmM1432A:万能外圆磨床最大磨削直径320mm 第一次重大改进,性能更高M7350:卧轴圆台平面磨床工作台面直径500mmT4163A:立式单柱坐标镗床工作台面宽度630mm第一次重大改进,性能更高XK5040 :数控立式升降台铣床工作台面宽度400mmX6132:万能升降台铣床工作台面宽度320mmY3150E :滚齿机最大工件直径500mm 第5次重大改进Y5132:插齿机最大工件直径320mmZ3040:摇臂钻床最大钻孔直径40mm写出下列通用机床类代号的含义:C :车床Y :齿轮加工机床L :拉床Z:钻床S :螺纹加工机床D:特种加工机床T:镗床X:铣床G :锯床M :磨床B :刨插床Q :其他机床二、填空(1)机床上形成发生线的方法有四种:(成形法)、(展成法)、(轨迹法)和(相切法)。
(2)CA6140卧式车床传动系统具备以下传动链:(主传动链)、(螺纹进给传动链)、(纵向和横向进给传动链)和(快速空行程传动链)。
(3)机床的精度包括(几何)精度、(定位)精度和(切削)精度。
(4)主轴箱的功用是(支承主轴)和(传动其旋转),并使其实现(启动)、(停止)、(变速)和(换向)等。
(5)进给箱的功用是变换被加工螺纹的(种类)和(导程),以及获得所需的各种(机动进给量)。
(6)CA6140 型车床进给箱中,变换增倍机构的传动比(U倍),可以得到(等比)数列的螺距组;变换基本螺距机构的传动比(U基),可以得到(等差)数列的螺距组。
数控外圆磨端面外圆磨简明使用手册V3.3
2.4 工作结束时的注意事项
2.4.1 工作结束时要清扫机床周围。 2.4.2 把机床各轴停在中间位。 2.4.3 砂轮空转一定时间以便脱水。 2.4.4 关断电源顺序:按“急停开关”—确认砂轮已经停止--关断总电源开关。
2.5 出现异常现象
2.5.1 操作者及维修人员都应该了解机床的各报警含义及其对策,详见”表 4” 及 SINUMERIK 802D 诊断说 明书,并及时记录报警号及报警内容以便分析和维修。 2.5.2 轻微故障可以先暂停程序或者复位程序,如果情况紧急,操作者可迅速按操作面板上的“急停”开关。 2.5.3 负责维修的人员要了解情况后,再处理。 2.5.4 共同作业时,协凋工作内容,避免误操作带来的人员伤害和机床损坏。 2.5.5 保险及其它替换备件,要使用指定的规格。
但操作人员或维护人员不应该完全依赖这些安全装置,需要熟知下述事项,从而避免事故发生。
2.1 通电时需确认的事项
2.1.1 关好控制电柜、操作控制箱门。 2.1.2 机床周围不要放置无关物品。 2.1.3 安装或搬移设备后接通电源时,需确认三相电源(A、B、C)的相序。 2.1.4 电源接通顺序:打开总电源开关,西门子数控系统自行引导上电,此过程大约两分钟。 2.1.5 释放急停开关,复位报警,机床进入待机。
2.3 手动运行、自动运行机床时的注意事项
2.3.1 确认机床零点(配置绝对式编码器的忽略此项) 2.3.2 手动检查砂轮的开停、冷却的开闭、量仪摇臂的上下(如果有)、量仪的进退,顶尖的进退,各防护 罩、板、防水胶皮的完备。或者使用编程有各动作的热机程序来进行检查。确认冷却液喷嘴位置合适 2.3.3 自动加工前应当用合格品或标准件检验量仪的测值,确认正常后再进行。 2.3.4 首件加工时建议在量仪测量前的程序段使用单步加工方式,并降低进给倍率,确认正常后在量仪进 入时恢复连续加工和正常倍率。 2.3.5 配置有动静压砂轮主轴的机床,必须等砂轮静止时才能关闭主轴油泵以及关闭电源,涉及到安全事 故时例外。主轴油压储能装置应定期检查储能保压能力。
MK1620x500数控端面外圆磨床
MK16205OO 数控端面外圆磨床技术规格书2O14 年、机床概述机床规格-三、机床工作精度四、机床工作条件五、磨削工艺方案概述、°八、机床结构特征七、机床主要配置八、机床主要外购件九、机床技术文件十、机床的验收十一、技术服务与培训十.、其它事项一、机床概述MK162/00数控端面外圆磨床就是用于大批量加工轴套类零件外圆、端面与圆弧的多功能型设备。
采用FANUC Oi-mate-TD数控系统,两根数控轴分别控制砂轮架的进给与工作台的移动。
能在一次安装工件情况下, 完成多档外圆、端面的自动循环磨削。
具有砂轮自动进给, 粗、精、无火花磨削、工作台自动跳档、工件转速自动切换、前置修整实现砂轮自动修整及自动补偿、自动测量工件(配量仪)及循环动作安全联锁等多种功能。
机床配有专用的用户界面, 其中包括坐标设定画面、砂轮形状参数设定画面、修整参数设定画面、量仪对刀补偿画面、磨削参数设定画面等这些专用画面大大方便了用户的操作。
二、机床主要技术规格最大磨削直径①200mm顶尖距500mm最大工件重量50kg中心高125mm砂轮规格①500(最小使用至①400)X 100 X①203mm砂轮线速度45m/s砂轮电机功率、5kW7机床总功率32KW砂轮架编程进给速度0、1~ 5000mm/min砂轮架进给数控分辨率0、0005mm1〜8000mm/mi n0 、 001mm 30 〜 300r/min 莫氏 4 号 < 80dB(A)Z 轴:12N 、M,1、8KW轴 : 8N 、 M,1 、 2KWX:0 、 006mm Z:0、 010mm X:0 、 004mm Z:0 、 007mm、 0015mm、 003mm/150mm 夕卜圆Ra 0、32 z端面 Ra 0、63am三相五线制 380V 50Hz 、 4〜 0、 6MpaC 〜40C< 90%砂轮架与工作台导轨夹角30工作台编程移动速度 工作台移动数控分辨率 头架转速 头架主轴锥孔机床噪声 交流伺服电机扭矩/功率XX 、Z 轴定位精度 X 、Z 轴重复定位精度三、机床工作精度1、标准试件(©32X 315mm) 圆度 0 纵截面直径一致性 0 表面粗糙度四、机床工作条件电源气源压力 0 工作环境温度 5 工作环境湿度五、磨削工艺方案描述1、采用一端夹持外圆,一端中心孔定位及装夹, 拨杆拨动工件旋转。
MK1320B数控磨床电气部分使用说明书

MK1320B型数控外圆磨床(GSK986)使用说明书(电气分册)最大磨削直径200mm最大磨削长度500mm中华人民共和国上海第三机床厂注意事项1开箱验收用户开箱验收时,如发现产品及附件与装箱单不符,请及时与制造厂经销部门联系。
2安装使用注:安装使用产品前,必须仔细阅读说明书!3输入电源要求a)电源电压为0.9〜1.1倍额定电压。
b)频率为0.99〜1.01倍额定频率(连续工作)。
频率为0.98〜1.02倍额定频率(短时工作)。
4 机床安全防护和报警等安全措施,尤须注意。
注:安装使用产品前,必须仔细阅读机械分册中的“安全说明”部分!本文件版本号:2017年5月目录―、雛 (2)二、通电前的检 査2三、通电步.......................................................骤2四、关机步 骤2五、机床操 作 (3)附录:电路图(MK1320B-90-8)ー、概述本机床数控装置采用广州数控设备有限公司的GSK986Gs外圆磨床数控系统及驱动、电机。
X、2轴电机均为130S J T-M100B(A4I),额定扭矩为10Nm。
驱动器均为G R2045T-L A1。
机床输入电源为3相交流380V-3%--380V+5%;环境温度为0℃~45℃,机床总功率大约10KVA, 进线为2.5mm2 ,空气开关40A。
二、通电前检查为保证机床安全、可靠运行,减少故障发生率,在用户第ー次开机前,必须检查以下各项。
1.。
检查数控系统、驱动器、伺服电机等所有电器元器件经运输后是否完好。
2。
检査所有螺钉、螺帽、压接端子、接线端子、插头等是否松动。
3.检查所有接地保护是否紧固,是否与车间地线可靠连接。
4.面板上的紧停按钮是否在复位状态。
5.检查所有行程开关是否紧固,工作台是否处于有效工作范围‘内。
6.检查导轨集中润滑装置润滑油是否加满。
7.检查进线电源及相序。
进线电源三相四线,380V-3%--380V+5%;检查冷却电机旋转是否与电机尾盖箭头方向相 符,否则需要调相。
MK77系列数控双端面弹簧磨床
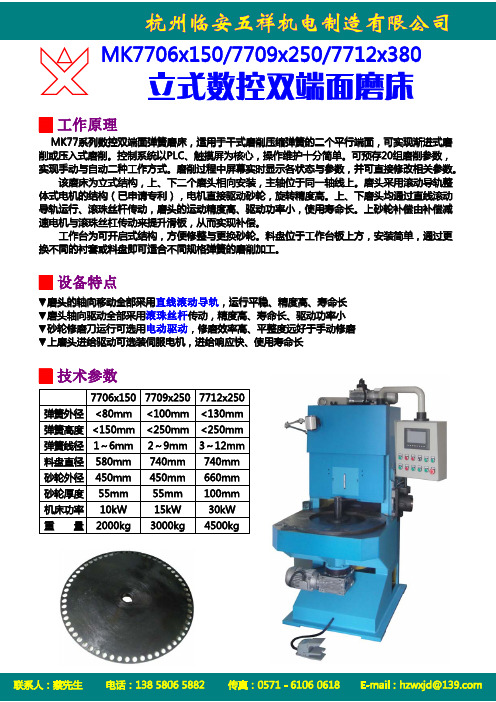
MK77系列数控双端面弹簧磨床,适用于干式磨削压缩弹簧的二个平行端面,可实现渐进式磨削或压入式磨削。
控制系统以PLC、触摸屏为核心,操作维护十分简单。
可预存20组磨削参数,实现手动与自动二种工作方式。
磨削过程中屏幕实时显示各状态与参数,并可直接修改相关参数。
该磨床为立式结构,上、下二个磨头相向安装,主轴位于同一轴线上。
磨头采用滚动导轨整体式电机的结构(已申请专利),电机直接驱动砂轮,旋转精度高。
上、下磨头均通过直线滚动导轨运行、滚珠丝杆传动,磨头的运动精度高、驱动功率小,使用寿命长。
上砂轮补偿由补偿减速电机与滚珠丝杠传动来提升滑板,从而实现补偿。
工作台为可开启式结构,方便修整与更换砂轮。
料盘位于工作台板上方,安装简单,通过更换不同的衬套或料盘即可适合不同规格弹簧的磨削加工。
▼磨头的轴向移动全部采用直线滚动导轨,运行平稳、精度高、寿命长▼磨头轴向驱动全部采用滚珠丝杆传动,精度高、寿命长、驱动功率小▼砂轮修磨刀运行可选用电动驱动,修磨效率高、平整度远好于手动修磨▼上磨头进给驱动可选装伺服电机,进给响应快、使用寿命长▓设备特点▓工作原理▓技术参数MK7706x150/7709x250/7712x380弹簧外径弹簧高度弹簧线径料盘直径<150mm1~6mm580mm<80mm砂轮厚度机床功率重 量砂轮外径55mm10kW2000kg450mm7706x1507709x250<100mm<250mm2~9mm740mm450mm55mm15kW3000kg7712x250<130mm<250mm3~12mm740mm660mm100mm30kW4500kg。
MKB1632_H数控端面外圆磨床轴向对刀调试
MKB1632/H 数控端面外圆磨床轴向对刀调试孙丽萍 1 凌天白 2 张 琦 1(1.上海机床厂有限公司 上海 200093;2. 安徽农业大学 合肥 230036)摘 要 介绍了 MKB1632/H 数控端面外圆磨床轴向对刀调试过程。
由于轴向对刀是数控端面外圆磨床磨削加工 过程中的一个重要环节,在分析了上海开通数控系统软件之后,进行了轴向对刀程序模块的编辑。
结果表明,通 过编辑相对独立的自动轴向对刀程序模块,实现了 MKB1632/H 数控端面外圆磨床轴向两种简易的自动对刀方 法,很好地解决了安全和质量问题,可为其他数控磨床在编辑对刀程序时提供参考。
关键词 数控端面外圆磨床 轴向对刀 调试1 轴向对刀装置的介绍轴向对刀仪是专门用于数控磨床的端面定位装 置。
它的核心部件是由一个高精度的开关、一个高 硬度、高耐磨的硬质合金对刀头和一个信号传输接 收器组成。
定位装置在进入测量工位接触工件的瞬 间,给磨床发出高电平或低电平信号,磨床控制系 统在接收到信号后发出反馈,完成端面定位。
在数控端面外圆磨床的加工过程中,利用轴向 对刀仪,可精确定位砂轮磨削工件的切入位置。
通过 对刀确定了磨床坐标系与工件坐标系的关系,避免 了由于工件中心孔有偏差,砂轮切入时发生撞刀现 象,从而保证了砂轮与工件的安全。
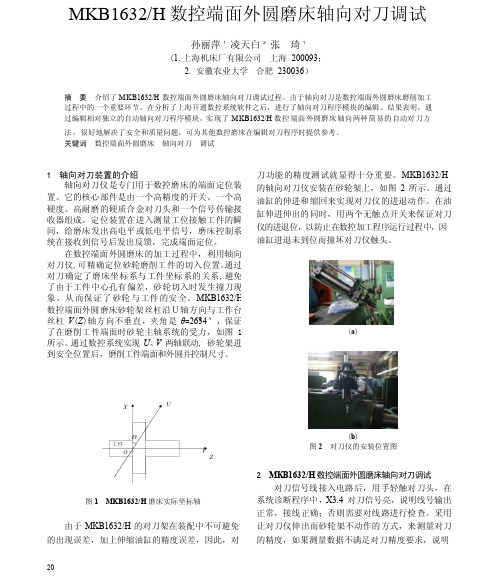
MKB1632/H 数控端面外圆磨床砂轮架丝杠沿U轴方向与工作台 丝杠 V (Z )轴方向不垂直,夹角是 θ=26°34″,保证 了在磨削工件端面时砂轮主轴系统的受力,如图 1 所示。
通过数控系统实现 U 、V 两轴联动, 砂轮架进 到安全位置后,磨削工件端面和外圆并控制尺寸。
刀功能的精度测试就显得十分重要。
MKB1632/H 的轴向对刀仪安装在砂轮架上,如图 2 所示。
通过 油缸的伸进和缩回来实现对刀仪的进退动作。
在油 缸伸进伸出的同时,用两个无触点开关来保证对刀 仪的进退位,以防止在数控加工程序运行过程中,因 油缸进退未到位而撞坏对刀仪触头。
MK13100外圆磨床技术规格书
台湾北部精机
主要电气元件
合资企业产品
10.主要元器件供应商
GB/T9061—1988
金属切削机床
通用技术条件
—2002
工业机械电气设备
第一部分:通用技术条件
JB4029—2000
磨床砂轮防护罩
安全防护技术要求
MK13100/4000—H
砂轮架移动外圆磨床
精度标准
11.机床执行标准
其他相关的国家标准、行业标准。
横进给运动由交流伺服电机驱动,滚珠丝杆直接传动,实现砂轮架的快速进退,周期进给,切入进给,锥度磨削和砂轮磨损补偿磨削。运动导轨为平、V导轨,静压润滑。
砂轮主轴系统
砂轮主轴系统采用静压轴承,润滑油由温度控制的独立供油系统提供,并配有压力保护装置。
冷却系统
采用大流量冷却系统,配置带磁性分离器和纸质过滤装置的冷却液箱。冷却液流量为200L/min。
工件床身、拖板床身、拖链线缆轨道。
拖板、拖板传动装置。
头架、尾架、砂轮架、砂轮主轴系统、横进给机构。
电箱、操纵台及全套电气与CNC控制系统。
液压油箱及全套液压润滑系统、油液温度控制装置。
带磁性分离器和纸质过滤装置的冷却液箱及冷却系统。
全套安全防护系统。
主要随机附件
砂轮2件
砂轮卡盘2套
砂轮平衡心轴1套
头架
工件由直流电机拖动,通过V型联组带降速传动,由进口直流调速装置实现对工件拨盘的无级驱动。头架带有预启动装置。工件拨盘系180°双向自位结构,即浮动装置,保证传动均匀。顶尖为公制#100硬质合金固定顶尖。
尾架
尾架分上下二层,上层可横向微量调整,用以调整头尾架中心线与拖板运动方向平行,上体后侧带有砂轮修整器。通过交流电机和齿轮齿条使尾架沿工件床身导轨纵向移动,也可手动。顶尖套筒手动伸缩,并具有工件轴向顶紧力检测显示装置及可靠的定位锁紧装置。顶尖为公制#100硬质合金固定顶尖。尾架移动量为200mm。
MKSG1632高精密数控端面外圆磨床
MKSG1632高精密数控端面外圆磨床机床特点及适用范围:一、该类产品是根据市场需求研制而成的高精密数控端面外圆磨床。
二、该类磨床适合磨削国际标准精度在IT6范围内的圆柱形或圆锥形工件的回转体工作。
能自动完成对工件外圆和端面的磨削,尤其适用于产品的大批量生产加工。
三、本机砂轮架主轴采用NP动静压主轴,刚性强、精密度高且精度保持性稳定。
四、工作台和砂轮架均采用了国外或国内知名品牌的滚动直线导轨副及滚珠丝杠副,淘汰了常规的铸铁滑动导轨,真正实现了微量进给(0.001mm)。
五、数控系统采用了发那科控制系统。
二轴联动、自动修补;砂轮斜轴、砂轮修整补偿、反向间隙补偿、自动诊断等功能。
六、砂轮平衡装置采用了意大利马尔波斯动平衡仪和日本东精检测量仪,外圆和端面自动定位、在线检测。
七、本机床的砂轮线速度为42m/s。
八、该机床X/Z向定位精度0.008mm/0.008mm、X/Z向重复定位精度0.004mm/0.004mm。
九、该机床配备有自动过滤装置、冷却箱和液压站。
MKSG1632 High Precision NC Cylindrical Face Grinding Machine ToolMachine Feature and Application Range:1.Designed as high precision NC cylindrical face grinding machine tool according to the desireof market.2.Suitable for grinding cylindrical or cone-shaped revolving work piece within internationalaccuracy standard IT6. It can grind the cylindrical or end face of work piece, and especially suitable for batch production.3.Main shaft of grinding wheel of this product is applied with NP hydrostatic shaft, whichsupply high rigidity, accuracy and keep the accuracy stable.4.Worktable and grinding wheel support is using linear rolling guide pair and ballscrew unitfrom either international or domestic well-known brands, rejected normal cast iron slide guideway. In this way so that micro-feed (0.001mm) could be actualized.5.Numerical control system is using Fanuc system, to accomplish functions such as two-axialcontinuous path control and automatic compensation, recover and compensation of grinding wheel shaft inclination, reverse gap compensation, automatic diagnosis etc.6.Grinding wheel balancing system is using Marposs balancing instrument and Accretechmeasuring device, can automatic locate and online detect cylinder and end face.7.Linear speed of grinding wheel is 42m/s8.X/Z direction locating accuracy is 0.008mm/0.008mm, repeated locating accuracy 0.004mm±0.004mm.9.Automatic filter device, cooling case, and hydraulic station is attached with this product.。
磨床型号的含义说明

磨床型号的含义说明Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT磨床型号的含义说明发布时间:2012-8-7磨床的种类很多,按GB/T15375-1994磨床的类、组、系划分表,将我国的磨床品种分为三个分类。
一般磨床为第一类,用字母M表示,读作“磨”。
超精加工机床、抛光机床、砂带抛光机为第二类,用2M表示。
轴承套圈、滚球、叶片磨床为第三类,用3M 表示。
齿轮磨床和螺纹磨床分别用Y和S表示,读作“牙”和“丝”。
第一类磨床按加工不同分为一下几组:0—仪表磨床;1—外圆磨床(如M1432A、MBS1332A、MM1420、M1020、MG10200等);2--内圆磨床(如M2110A、MGD2110等);3—砂轮机;4—研磨机、珩磨机;5—导轨磨床;6—刀具刃磨床(M6025A、M6110等);7—平面及端面磨床(如M7120A、MG7132、M7332A、M7475B等);8—曲轴、凸轮轴、花键轴及轧辊轴磨床(如M8240A、M8312、M8612A、MG8425等);9—工具磨床(如MK9017、MG9019等)。
型号还指明机床主要规格参数。
一般以内、外圆磨床上加工的最大直径尺寸或平面磨床工作台面宽度(或直径)的1/10表示;曲轴磨床则表示最大回转直径的1/10;无心磨床则表示基本参数本身(如M1080表示最大磨削直径为80mm)。
应当注意,外圆磨床的主要参数代号与无心外圆磨床不同。
磨床的通用特性代号位于型号第二位(如表1-1),如型号MB1432A中的B表示半自动万能外圆磨床。
磨床结构性能的重大改进用顺序A、B、C……表示,加在型号的末尾。
现以一数控高精度外圆磨床的型号说明磨床型号的表示方法。
其最大磨削直径为200m m,经第一次改进设计。
常用的磨床型号含义如下:M1432B表示万能外圆磨床,最大磨削直径为320mm,经第二次重大结构改进;MM1420表示精密万能外圆磨床,最大磨削直径为200mm;MBS1332A表示半自动高速外圆磨床,最大磨削直径为320mm,经第一次重大结构改进。
简析数控端面外圆磨床的四种对刀方式
沿 蝴 运动 了一段距 离 A后 ,就相 当于砂 轮架 在
轴 上运 动 了 A o0在 ( ) c s, Z 轴上运 动 了 As 0 i 。 n
பைடு நூலகம்
』
口 /
端 面 。端面 量仪 ( 刀仪 )就 是用 来对 工件坐 标原 对
l / l
出反应 动作 ,最终确 定砂 轮切 入 的位 置 。 1 )对 刀仪装在工作台上且头架主轴可 以运动
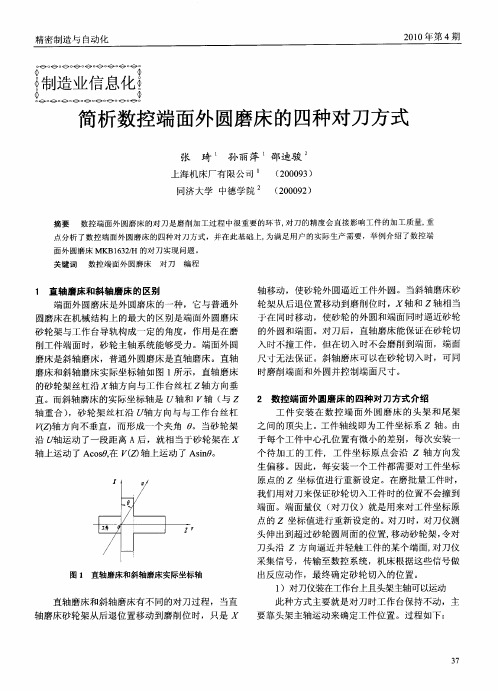
直轴 磨床和斜 轴磨 床有 不 同的对刀 过程 , 当直 轴磨 床砂轮 架从 后退位 置移 动到磨 削位 时 ,只是
此种 方式 主要就 是对 刀 时工作 台保持 不动 ,主 要 靠头架 主轴 运动来 确定 工件位 置 。过程 如下 :
到 工件端面 。
图 2 头架主轴可动的对刀方式
此 方式 的优 点是对 刀 时间短 ,对刀装 置结构 简
37
精密制 造与 自动化
21 0 0年第 4期
如 图 2所 示 :对 刀仪 放在工 作 台上 ,位于 工件
磨削端 面 的右 边 ,调整对 刀头使 它与砂轮 左端面 重 合 。对 刀开始 后 ,对 刀仪 的油缸起 动 ,对 刀仪 的测 量头先 伸 出,然 后头 架上 的主轴运 动 ,带 动工件 向 右运动 , 当工件 端面碰 到对 刀测量 头后 ,头架主 轴 停止 向右运动 ,对刀 头缩 回,对 刀结束 。在对刀 过 程 中,工作 台不 动作 ,只是 工件运 动到 了对刀头 的 位 置 ,而对刀头 与砂轮 端面位 于一 直线 ,所 以对 完 刀后工件 的端面 就和砂 轮端面 处于 同一条 直线上 ,
精密制 造与 自动化
21 0 0年第 4期
MB1632/H端面外圆磨床经济型数控化改造
对 刀 仪安 装 在工 作 台上 ,位 于工 件磨 削端 面 的 右 边 ,通 过 调 整 对 刀 头 位 置 使 它 与 砂 轮 左 端 面 重
合 ;对 刀 开 始 后 ,对 刀 仪 的 油缸 开 始 动 作 ,对 刀 仪 的 测 量 头 伸 出 ,此 时 头 架 主轴 推 动 工 件 向右 移 动 ; 当工件 端面 碰 到对 刀测 量 头后 ,头 架主 轴停 止
半 自动端面外 圆磨床采用在砂轮架上 的修整方式 。这
种修 整 方式 可 以通 过靠 模板 来 实现 复杂 形状 的 自动 修整 。但 安装在 砂轮 架 上 的修整 器 结构 复杂 ,安装 困难 而 且成 本 很高 ,因为 要保 证修 整器 运动 轨 迹和
2 改造过程介绍 由于 MB1 3 / 半 自动 端 面 外 圆 磨 床 各 方 62H 面 机 械 性 能 良好 稳 定 ,精 度 高 ,液 压 系 统 工 作 正
精 密 制造 与 自动 化
21 0 2年第 1 期
MB13 / H端面外 圆 经济型 数控 化改造 2 6 磨床
孙丽萍 蒋 静 张 琦 凌天 白
( 上海 机床 厂有 限公司 上 海 2 0 9 ) 0 0 3
摘 要 介 绍 了 MB1 3 / 半 自动端 面 外 圆 磨 床 的砂 轮 修 整 和 对 刀 功 能 。从 机 械 部 分 和 电 气 部 分 两 个 方 面 讲 述 62H
() 架主 轴为 不可 回转 结构 , 4头 头架 电机 可 以变
频 调速 。
动作 ,对刀 头缩 回 ,对 刀完 成 。在 对 刀过程 中,工
MK1620x500数控端面外圆磨床

MK1620×500数控端面外圆磨床技术规格书2014年目录◆一、机床概述◆二、机床规格◆三、机床工作精度◆四、机床工作条件◆五、磨削工艺方案概述◆六、机床结构特征◆七、机床主要配置◆八、机床主要外购件◆九、机床技术文件◆十、机床的验收◆十一、技术服务和培训◆十二、其它事项一、机床概述MK1620×500数控端面外圆磨床是用于大批量加工轴套类零件外圆、端面和圆弧的多功能型设备。
采用FANUC 0i-mate-TD数控系统,两根数控轴分别控制砂轮架的进给和工作台的移动。
能在一次安装工件情况下,完成多档外圆、端面的自动循环磨削。
具有砂轮自动进给,粗、精、无火花磨削、工作台自动跳档、工件转速自动切换、前置修整实现砂轮自动修整及自动补偿、自动测量工件(配量仪)及循环动作安全联锁等多种功能。
机床配有专用的用户界面,其中包括坐标设定画面、砂轮形状参数设定画面、修整参数设定画面、量仪对刀补偿画面、磨削参数设定画面等,这些专用画面大大方便了用户的操作。
二、机床主要技术规格最大磨削直径Φ200mm顶尖距500mm最大工件重量50kg中心高125mm砂轮规格Φ500(最小使用至Φ400)×100×Φ203mm砂轮线速度45m/s砂轮电机功率7.5kW机床总功率32KW砂轮架编程进给速度0.1~5000mm/min砂轮架进给数控分辨率0.0005mm砂轮架与工作台导轨夹角30°工作台编程移动速度1~8000mm/min工作台移动数控分辨率0.001mm头架转速30~300r/min头架主轴锥孔莫氏4号机床噪声≤80dB(A)交流伺服电机扭矩/功率Z轴:12N.M,1.8KWX轴:8N.M,1.2KW X、Z轴定位精度X:0.006mm Z:0.010mm X、Z轴重复定位精度X:0.004mm Z:0.007mm三、机床工作精度1、标准试件(φ32×315mm)圆度0.0015mm纵截面直径一致性0.003mm/150mm表面粗糙度外圆Ra 0.32μm端面Ra 0.63μm四、机床工作条件电源三相五线制380V 50Hz气源压力0.4~0.6Mpa工作环境温度5℃~40℃工作环境湿度≤90%五、磨削工艺方案描述1、采用一端夹持外圆,一端中心孔定位及装夹,拨杆拨动工件旋转。
MK1620数控端面外圆磨床
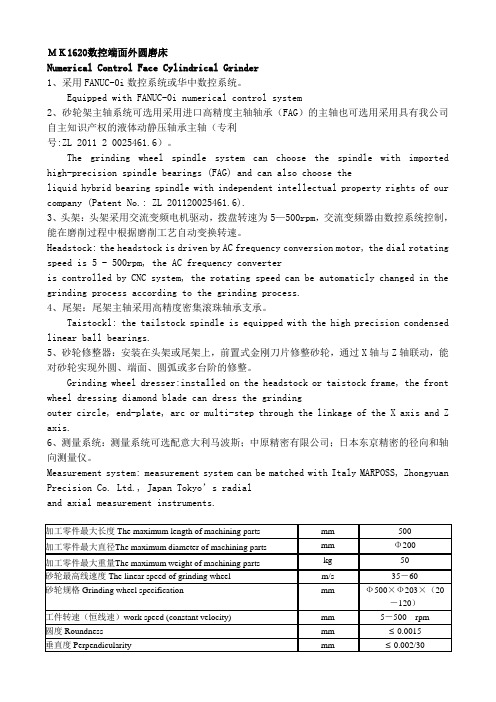
MK1620数控端面外圆磨床Numerical Control Face Cylindrical Grinder1、采用FANUC-0i数控系统或华中数控系统。
Equipped with FANUC-0i numerical control system2、砂轮架主轴系统可选用采用进口高精度主轴轴承(FAG)的主轴也可选用采用具有我公司自主知识产权的液体动静压轴承主轴(专利号:ZL 2011 2 0025461.6)。
The grinding wheel spindle system can choose the spindle with imported high-precision spindle bearings (FAG) and can also choose theliquid hybrid bearing spindle with independent intellectual property rights of our company (Patent No.: ZL 201120025461.6).3、头架:头架采用交流变频电机驱动,拨盘转速为5—500rpm,交流变频器由数控系统控制,能在磨削过程中根据磨削工艺自动变换转速。
Headstock: the headstock is driven by AC frequency conversion motor, the dial rotating speed is 5 - 500rpm, the AC frequency converteris controlled by CNC system, the rotating speed can be automaticly changed in the grinding process according to the grinding process.4、尾架:尾架主轴采用高精度密集滚珠轴承支承。
高MK1320数控外圆磨床使用说明书20101201-V5.0讲解
JKMK20系列数控(端面)外圆磨床(试用版V5.0)数控部分操作说明同志们:你们好!非常感谢您使用本操作说明,本操作说明的编写方式模仿了一些常用软件的帮助文件的文档结构。
力求简单、通俗、易懂。
您对本操作说明的编写方式、内容有什么意见?您对磨床数控部分有什么意见?请告诉我们。
我们将努力改进,直到完全让您满意为止。
这是试用版V4.00希望给您带来更多的方便与效益。
如果您觉得还有什么麻烦与不便告诉我们,我将竭诚为您服务。
此致敬礼!联系人:浙江杰克机床有限公司高思帅华中科技大学国家数控中心王平江武汉华中数控股份有限公司2010年12月目录1 如何使用本说明书 (1)2 基本知识 (2)2.1 磨床的坐标系 (3)2.2 磨床的三个主要动作 (5)2.3 磨床的三个基本文件: (6)2.4 磨床必须的基本参数: (7)2.4.1 使用量仪的情况下 (7)2.4.2 不使用量仪的情况下 (7)2.5 复杂砂轮基本参数 (8)2.6 复杂砂轮形状参数 (10)2.7 砂轮定型 (12)2.8 砂轮修整 (14)2.9 工件坐标原点设置 (16)2.10 砂轮原点设置 (17)2.10.1 原理 (17)2.10.2 操作 (18)2.11 砂轮左端面到端面测头之间距离的测定 (19)2.12 端测工位参数的设置 (21)2.13 磨削加工文件 (23)2.13.1 M指令集、T指令集 (23)2.13.2 G指令集 (24)2.13.2.1 直线运动指令G01 X?? Z?? F120 (24)2.13.2.2 顺时针圆弧指令G02 X?? Z?? I?? K?? R?? F?? (24)2.13.2.3 逆时针圆弧指令G03 X?? Z?? I?? K?? R?? (24)2.13.2.4 端测工位指令G80 Z??? (24)2.13.2.5 单切入磨指令 (24)2.13.2.6 单切入磨指令砂轮运动轨迹 (27)2.13.2.7 纵磨指令 (27)2.13.2.8 端面磨指令 (29)2.14 磨削加工参数文件 (30)3 外圆磨床操作步骤 (31)3.1 使用量仪情况下的外圆磨床操作步骤 (31)3.2 不使用量仪情况下的外圆磨床操作步骤 (31)3.3 正常情况下的外圆磨床操作步骤 (32)3.4 砂轮定型与修整的高级技术 (33)3.4.1 什么情况下需要重新设置砂轮原点和工件坐标原点 (33)3.4.2 砂轮改型(略) (33)4 操作界面、菜单、按钮介绍 (34)4.1 启动界面 (35)4.2 磨床编程F4界面 (36)4.2.1 界面 (37)4.2.2 (44)4.2.3 (53)4.2.4 (61)4.3 (64)4.3.1 (65)4.3.2 (68)4.3.3 (68)4.3.4 (69)4.3.5 (72)4.3.5.1 734.3.5.2 774.3.5.3 (81)4.3.5.4 (85)4.3.6 (88)4.4 (88)4.5 关机――退出系统ALT+X (97)1 如何使用本说明书本说明书分为三个部分:(1)基本知识:从知识和原理的角度,介绍本外圆磨床的动作、参数、文件等。
MKS1620数控端面外圆磨床特征参数
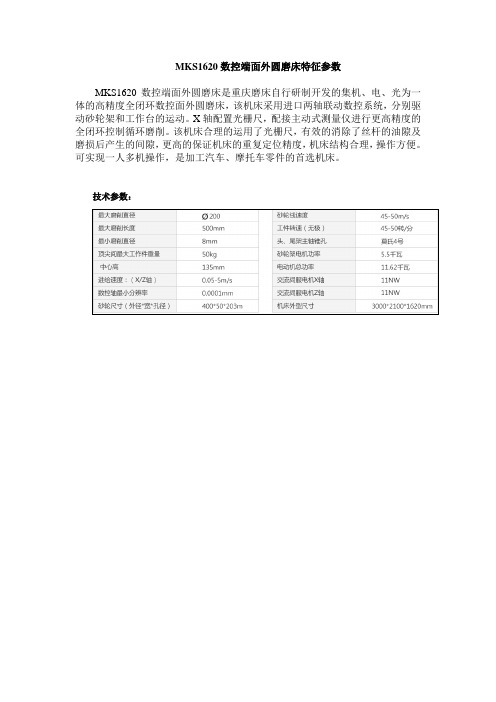
MKS1620数控端面外圆磨床特征参数
MKS1620数控端面外圆磨床是重庆磨床自行研制开发的集机、电、光为一体的高精度全闭环数控面外圆磨床,该机床采用进口两轴联动数控系统,分别驱动砂轮架和工作台的运动。
X轴配置光栅尺,配接主动式测量仪进行更高精度的全闭环控制循环磨削。
该机床合理的运用了光栅尺,有效的消除了丝杆的油隙及磨损后产生的间隙,更高的保证机床的重复定位精度,机床结构合理,操作方便。
可实现一人多机操作,是加工汽车、摩托车零件的首选机床。
技术参数:。
MKS1632系列数控高速端面外圆磨床
热
薰
MK
S 1
系 列 数 控 高 速 端 面 外 圆 磨 床
MKs
系 列 数 控 高速 端 面 外 圆 磨床 采
,
可靠 率高
。
用支 流伺服数 控系统 和 自动 测量 系 统 工 过程全 闭环 控制 削
、
实现 加
,
2
、
.
采 用 金 刚 石 滚轮 成形修 整砂 轮 修 整 效 精 度好
.
、
,
机床 成 功地 应 用 了高速 磨
、
电机轴
、
齿 轮轴等 各
,
可 磨工件 直径
:
3 2 0m m 协 0 一功 2
:
种带 台阶轴类 零件 的批量 磨削 加 工 盘
、
特别适 用
、
最大 可 磨 工件 长 度
主 机外形 尺寸 ( 长
X 1 8 0 Om m
:
75 0 mm
于 汽 车行业 的变速 箱轴类 零件及 万 向节
制动
0 米 /秒 砂 轮线速 度 5 0 米/秒或 6
火
前轮毅
。
、
差速 器壳 体等零 件 的大 批量 磨削
:
宽火高)
.0
:
3 500 义 1900
加工
机 床 的 主 要特 点
1
.
机 床 工 作 精度
,
圆度
mm
,
.
0
3m m
:
采用进 口 交 流 伺服 数控 系 统 砂轮 架进
,
圆柱 度
0
.
0
.
0
a
8 0 <
粗糙度
外圆
Ra
CCMT2006数控外圆磨床展评

结构 , 提高市场占有率 , 打下坚实基础。本届展览会 各大厂家都有数控磨床展品展 出, 各个 机床生 产厂 家的展品都代表了他们 的先进制造水平 。 1 C M 20数控外圆磨床的评述 C T0 本届数控机床展 , 各磨床 生产厂家此次展 出 了 中档及经济型 的数控外 圆磨床 。以中档 为主 , 一些 专用数控磨床在此届数控机床展览会也精彩亮 相 , 代表 了当前中国数控磨床的发展水平及方 向。国内 著名的磨床生产厂上海机床厂有 限公司此次展 出了 多台专用磨床 , 向广大企业 和用户展示 了自己的实 力, 为国内企 业 的技 改的选 型提供 了 良好 的机会 。 H 0 一 D数控专用磨床 ( 45 B 双头磨床 ) 为数控双砂轮 架端面外 圆磨床 , 主要用于磨削汽车后桥 , 机车车辆 的各轴径外圆、 圆弧及端面。采用前置 固定工作台, 由两砂轮架纵横移动来实现工件磨削 的总体 布局 。 砂轮架主轴 由高刚度的静压轴承支撑 , 砂轮架 横 向 进给采用滚动直线导轨 , 轮架纵 向进 给采用开式 砂 静压导轨 , 工件传动装置采用变频调速 , 配备有温度 控制的砂 轮主轴润滑油箱 , 合式液压 油箱等 。砂 综 轮架进给采用闭环控制。机床磨 削圆度 0 0 8 m, .0 m 磨削工件直径一 致性 0 0 5 m, 面粗糙 度 R 0 .0 m 表 a. 6 砂轮最大直径 9 0 m, 3 m, 0 m 砂轮最高线速度 5m 0/ s为国内汽车工业 的发展提供了有利的保障。另外 , 还展出了 M 86/ K 4 3 H数控轧辊磨床 , 适用 于磨削冶 金工业 中轧机上的工作辊 和支 承辊 , 造纸工业 中纸 机上的轧辊 , 橡胶工业 中的各种压辊 等各种形 状辊
MKS1620×5A技术方案
MKS1620×5A数控高速端面外圆磨床技术方案制造商:陕西秦川格兰德机床有限公司目录一、机床型号和名称二、机床数量三、机床工作精度和工作条件四、主要性能、主要配置及主要部件结构五、主要外购件清单六、技术资料七、设备保证八、机床验收九、培训十、售后服务十一、零件加工工艺分析一、机床型号和名称:MKS1620×5A 数控高速端面外圆磨二、机床数量:X台三、机床工作精度和工作条件:1、机床工作精度:(GB/T4685-2007标准试件)1.1、M1试件(φ35×315)圆度: 0.0015㎜纵截面内直径的一致性: 0.005 ㎜表面粗糙度: Ra≤0.32μm1.2、M4试件(φ50×φ30)圆度: 0.0015㎜纵截面内直径的一致性: 0.003 ㎜垂直度: 0.005㎜尺寸分散(20件): 0.01㎜ (测量仪控制)表面粗糙度: Ra0.4μm(外圆),Ra0.8μm(端面)1.3、数控轴的位置精度:(GB/T4685-2007标准试件)X轴:定位精度 0.01㎜重复定位精度 0.004㎜Z轴:定位精度 0.013㎜重复定位精度 0.006㎜1.3、对XXXXXX公司的零件,达到其图纸要求。
2、机床工作条件:电源电压:380V±10% 频率:50HZ环境温度: 5-40℃相对湿度: ≤85%3、制造标准:GB15760-2004 金属切削机床安全防护通用技术条件GB5226.1-2008 机械安全机械电气设备第1部分:通用技术条件JB4029-2000 磨床砂轮防护罩安全防护技术要求GB4674-2009 磨削机械安全规程GB/T23572-2009 金属切削机床液压系统通用技术条件GB/T25376-2010 金属切削机床机械加工件通用技术条件GB/T25373-2010 金属切削机床装配通用技术条件GB/T17421.2-2000 机床检验通则第2部分:数控轴线的定位精度和重复定位精度的确定JB/T7418.2-2007 外圆磨床第2部分:技术条件GB/T4685-2007 外圆磨床精度检验四、主要性能、主要配置及主要部件结构:1、主要性能本机床用于磨削多台阶或带肩面的轴类零件的端面及外圆。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MK1632 数控端面外圆磨床
MK1632 NC end face and cylindrical grinding machine
MK1632数控端面外圆磨床是一种中、高档外圆磨床,适用于磨削各种曲轴、凸轮轴、主轴颈、转动轴、半轴的大批量生产加工。
MK1632 NC end face and cylindrical grinding machine is a kind of median or high-end cylindrical grinding machine, which is suitable for batch production of various kinds of crankshaft、camshaft、main journal、transmission shaft and half shaft.
本机床采用机电一体化、整体防护,维护方便操作符合人机工程要求。
The machine adopts mechatronics technology、overall protection, ergonomic design makes it easy for operation and maintenance.
采用FANUC进口数控系统和数控伺服驱动系统,具有使用自动化高、定位精度高(最小设定单位0.1um)、进给速度快(可达20m/min)、操作使用简单、控制可靠性高的特点。
FANUC NC system is adopted, which gives the machine high automation、high precision positioning(the minimum resolution is 0.1μm)、fast feed speed(the MAX. feed is 20m/min)、easy for operation.
采用高刚性、动静压砂轮主轴组件,具有回转精度高、加工刚性强的特点。
High rigidity hydrostatic and dynamic bearing spindle is adopted, which gives the spindle high precision revolution and high rigidity.
配置自动测量装置,实现全闭环磨削控制。
Online measuring instruments are adopted to realize closed loop control during grinding.。