AbrasiMatic 300砂轮切割机——金相切割机——美国标乐
机械类英语
机械类常用英语:生产类PCS Pieces 个(根,块等) PRS Pairs 双(对等) CTN Carton 卡通箱 PALPallet/skid 栈板 PO Purchasing Order 采购订单 MO Manufacture Order 生产单 D/C Date Code 生产日期码 ID/C Identification Code (供应商)识别码SWR Special Work Request 特殊工作需求 L/N Lot Number 批号 P/N Part Number 料号机械类常用英语:常用加工机械3D coordinate measurement 三次元量床 boring machine 搪孔机 cnc milling machine CNC铣床 contouring machine 轮廓锯床 copy grinding machine 仿形磨床 copy lathe 仿形车床 copy milling machine 仿形铣床 copy shaping machine 仿形刨床 cylindrical grinding machine 外圆磨床 die spotting machine 合模机 drilling machine ?孔机 engraving machine 雕刻机engraving E.D.M. 雕模放置加工机 form grinding machine 成形磨床graphite machine 石墨加工机 horizontal boring machine 卧式搪孔机horizontal machine center 卧式加工制造中心 internal cylindrical machine 内圆磨床 jig boring machine 冶具搪孔机 ig grinding machine 冶具磨床 lap machine 研磨机 machine center 加工制造中心 multi model miller 靠磨铣床NC drilling machine NC钻床 NC grinding machine NC磨床 NC lathe NC车床 NC programming system NC程式制作系统 planer 龙门刨床 profile grinding machine 投影磨床 projection grinder 投影磨床 radial drilling machine 旋臂?床 shaper 牛头刨床 surface grinder 平面磨床 try machine 试模机 turret lathe 转塔车床 universal tool grindingmachine 万能工具磨床 vertical machine center 立式加工制造中心 wire E.D.M. 线割放电加工机机械类常用英语:钢材类alloy tool steel 合金工具钢 aluminium alloy 铝合金钢 bearing alloy 轴承合金 blister steel 浸碳钢 bonderized steel sheet 邦德防蚀钢板 carbon tool steel 碳素工具钢 clad sheet 被覆板 clod work die steel 冷锻模用钢emery 金钢砂 ferrostatic pressure钢铁水静压力 forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板 hard alloy steel 超硬合金钢 high speed tool steel 高速度工具钢 hot work die steel 热锻模用钢 low alloy tool steel 特殊工具钢 low manganese casting steel 低锰铸钢 marging steel 马式体高强度热处理钢 martrix alloy 马特里斯合金 meehanite cast iron 米汉纳铸钢 meehanite metal 米汉纳铁 merchant iron 市售钢材molybdenum high speed steel 钼系高速钢 molybdenum steel 钼钢 nickel chromium steel 镍铬钢 prehardened steel 顶硬钢 silicon steel sheet 矽钢板 stainless steel 不锈钢 tin plated steel sheet 镀锡铁板 tough pitch copper 韧铜 troostite 吐粒散铁 tungsten steel钢 vinyl tapped steel sheet 塑胶覆面钢板冲压机械及周边关连用语英汉对照back shaft 支撑轴 blank determination 胚料展开 bottom slide press 下传动式压力机 board drop hammer 板落锤 brake 煞车 buckle 剥砂面 camlachie cramp 铸包chamotte sand 烧磨砂 charging hopper 加料漏斗 clearance 间隙 closed-die forging 合模锻造 clump 夹紧 clutch 离合器 clutch brak离合器制动器clutch boss离合器轮壳clutch lining离合器覆盖coil car带卷升降运输机 coil cradle 卷材进料装置 coil reel stand 钢材卷料架 column 圆柱 connection screw 连杆调节螺钉 core compound 砂心黏结剂 counter blow hammer 对击锻锤 cradle 送料架 crank 曲柄轴 crankless 无曲柄式cross crank 横向曲轴 cushion 缓冲 depression 外缩凹孔 dial feed 分度送料 die approach 模口角度 die assembly 合模 die cushion 模具缓冲垫 die height 冲压闭合高度 die life 模具寿命 die opening 母模逃孔 die spotting press 调整冲模用压力机 double crank press 双曲柄轴冲床draght angle 逃料倾斜角 edging 边锻伸 embedded core 加装砂心feed length 送料长度 feed level 送料高度 filling core 埋入砂心 filling in 填砂 film play 液面花纹 fine blanking press 精密下料冲床 forging roll 辊锻机finishing slag 炼后熔渣 fly wheel 飞轮 fly wheel brake 飞轮制动器 foot press 脚踏冲床 formboard 进模口板 frame 床身机架 friction 摩擦friction brake 摩擦煞车 gap shear 凹口剪床 gear 齿轮 gib 滑块引导部gripper 夹具 gripper feed 夹持进料 gripper feeder 夹紧传送装置 hammer 槌机 hand press 手动冲床 hand rack pinion press 手动齿轮齿条式冲床 hand screw press 手动螺旋式冲床 hopper feed料斗送料 idle stage 空站 inching 微调尺寸 isothermal forging 恒温锻造 key clutch 键槽离合器 knockout 脱模装置 knuckle mechanic 转向机构 land 模具直线刀面部 level 水平loader 供料器 unloader 卸料机 loop controller 闭回路控制器 lower die 下模 micro inching device 微寸动装置 microinching equipment 微动装置motor 马达 moving bolster 活动工作台 notching press 冲缺口压力机opening 排料逃孔 overload protection device 防超载装置 pinch roll 导正滚轮 pinion 小齿轮 pitch 节距 pressfit 压入 progressive 连续送料pusher feed 推杆式送料 pusher feeder 料片押片装置 quick die change system 快速换模系统 regrinding 再次研磨 releasing 松释动作 reversed blanking 反转下料 robot 机器人 roll forming machine 辊轧成形 roll forming machine 辊轧成形机 roll release 脱辊 roller feed 辊式送料roller leveler 辊式矫直机 rotary bender 卷弯成形机 safety guard 安全保护装置 scrap cutter 废料切刀 scrap press 废料冲床 seamless forging 无缝锻造separate 分离 shave 崩砂 shear angle 剪角 sheet loader 薄板装料机 shot 单行程工作 shrinkage fit 收缩配合 shut height 闭合高度 sieve mesh 筛孔 sintering of sand 铸砂烧贴 slide balancer 滑动平衡器 slug hole 逃料孔 spin forming machine 旋压成形机 spotting 合模 stack feeder 堆叠拨送料机 stickness 黏模性 straight side frame 冲床侧板 stretcher leveler 拉伸矫直机 strip feeder 料材送料装置 tripping pressure 弹出压力 stroke 冲程 take out device 取料装置 toggle press 肘杆式压力机transfer 传送 transfer feed 连续自动送料装置 turrent punch press 转塔冲床 two speed clutch 双速离合器 uncoiler 闭卷送料机 unloader 卸载机vibration feeder 振动送料机 wiring press 嵌线卷边机机械类常用英语:砂轮用语abrasive 砂轮 Al2O3 氧化铝 balance 平衡 bond 结合 borazon 氧化硼立方晶 buffing wheel 抛光布轮 diamond 钻石 dresser 砂轮整修机 dressing 修整 endless grinding belt 循环式研磨带finishing allowance 加工余量 grain 磨粒 grinding disc 研磨盘 jamp up 孔眼堵塞 mesh 网筛目 parameter 参数 resinoid grinding wheel半树脂型砂轮slitting切缝量 vitrified 陶瓷的 wheel旋转机械类常用英语:射出成形关联用语activator 活化剂 bag moulding 气胎施压成形 bonding strength 黏合强度breathing 排气 caulking compound 填隙料 cell 气孔 cold slug 半凝式射出colorant 著色剂 color matching 调色 color masterbatch 色母料 compound 混合料 copolymer 共聚合体 cull 残料废品 cure 凝固化 cryptometer 不透明度仪 daylight 开隙 dry cycle time 空料试车周期时间 ductility 延性elastomer 弹性体 extruded bead sealing 压出粒涂层法 feed 供料 filler 充填剂 film blowing 薄膜吹制法 floating platen 活动模板 foaming agent 发泡剂 gloss 光泽 granule 颗粒料 gunk 料斗 hot mark 热斑 hot stamping 烫印 injection nozzle 射出喷嘴 injection plunger 射出柱塞 injection ram 射出冲柱 isomer 同分异构物 kneader 混合机leveling agent 匀涂剂lubricant 润滑剂 matched die method 配合成形法 mould clamping force 锁模力 mould release agent 脱模剂 nozzle 喷嘴 riented film 取向薄膜parison 吹气成形坏料 pellet 粒料 plasticizer 可塑剂 plunger 压料柱塞porosity 孔隙率 post cure 后固化 premix 预混料 urging 清除reciprocating screw 往复螺杆 resilience 回弹性resin injection 树脂射出法 rheology 流变学 sheet 塑胶片 shot 注射 shot cycle 射出循环 slip agent 光滑剂 take out device 取料装置 tie bar 拉杆 toggle type mould clamping system 肘杆式锁模装置 torpedo spreader 鱼雷形分流板transparency 透明性 void content 空洞率锻铸造关连用语accretion 炉瘤 acid converter 酸性转炉 acid lining cupola 酸性熔铁炉acid open-hearth furnace 酸性平炉 aerator 松砂机 air set mold 常温自硬铸模 airless blasting cleaning 离心喷光 all core molding 集合式铸模 all round die holder 通用模座 assembly mark 铸造合模记号 back pouring 补浇注 backing sand 背砂 base bullion 粗金属锭 base permeability 原砂透气度belling 压凸 billet 坏料 bleed 漏铸 blocker 预锻模膛 blocking 粗胚锻件 blow hole 铸件气孔 board drop hammer 板落锤 bottom pour mold 底浇bottom pouring 底注 boxless mold 脱箱砂模 break-off core 缩颈砂心brick molding 砌箱造模法 buckle 剥砂面 camber 错箱 camlachie cramp 铸包 cast blade 铸造叶片 casting flange 铸造凸缘 casting on flat 水平铸造 chamotte sand 烧磨砂 harging hopper 加料漏斗 cleaning of casting 铸件清理 closed-die forging 合模锻造 core compound 砂心黏结剂 core template 砂心模板 core vent 砂蕊排气孔 corner gate 压边浇口 counter blow hammer 对击锻造 counter lock 止口镶嵌方式 depression 外缩凹孔 dieapproach 模口角度 draw out 锻造拔长 draw plate 起模板 draw spike 起模长针 dummying 预锻 embedded core 加装砂心 erosion 冲砂 fettling 铸件清理 filling core 入砂心 filling in 填砂 film play 液面花纹 finishing slag 炼后熔渣 flash gutter 锻模飞边槽 flask molding 砂箱造模 forging roll 辊锻机 formboard 进模口板 gutter 锻模飞边槽 hammer man 锻工heading machine 顶镦机 impacter 卧式锻造机 inblock cast 整体铸造 ingot 铸锭 ingot blank 铸坯 inlay casting 镶铸法 investment casting 失模铸造isothermal forging 恒温锻造 loose piece 木模活块 molding pit 铸模地坑pouring process 浇注法 recasting 重铸 roll forging 轧锻 rolled surface 轧制表面 rough sand 粗砂 roughing forge 粗锻sand crushing 塌箱seamless forging 无缝锻造 separate 分离 shave 崩砂 shrinkage fit 收缩配合 shut height 闭合高度 sieve mesh 筛孔 sintering of sand 铸砂烧贴slag 熔渣 slag inclusion 夹渣 stickness 黏模性 strip layout 带状胚料排样法 tap casting 顶注 top gate 顶注浇口 unworked casting 不加工铸件upender 翻转装置 upending 顶锻 uphill casting 底铸 white cast iron 白口铸件生产类其他OEM Original Equipment Manufacture 原设备制造 PCE Personal Computer Enclosure 个人电脑外设 PC Personal Computer 个人电脑 CPU Central Processing Unit 中央处理器 SECC SECC` 电解片 SGCC SGCC 热浸镀锌材料PRC People's Republic of China 中国大陆 U.S.A the United States of America 美国 A.S.A.P As Soon As Possible 尽可能快的 E-MAILElectrical-Mail 电子邮件 N/A Not Applicable 不适用 QTY Quantity 数量VS 以及 REV Revision 版本 JIT Just In Time 零库存 I/O Input/Output 输入/输出 OK Ok 好 NG Not Good 不行,不合格 C=0 Critical=0 极严重不允许ESD Electry-static Discharge 静电排放 5S 希腊语整理,整顿,清扫,清洁,教养 ATIN Attention 知会 CC Carbon Copy 副本复印相关人员APP Approve 核准,认可,承认 CHK Check 确认 AM Ante Meridian 上午 PM Post Meridian 下午 CD Compact Disk 光碟 CD-ROM Compact Disk Read-Only Memory 只读光碟 FDD Floppy Disk Drive 软碟机 HDD Hard Disk Drive 碟碟机REF Reference 仅供参考 CONN Connector 连接器 CAV Cavity 模穴 CAD Computer Aid Design 计算机辅助设计 ASS'Y Assembly 装配,组装 MAT'S Material 材料 IC Integrated Circuit 集成电路 T/P True Position 真位度TYP Type 类型 WDR Weekly Delivery Requitement 周出货需求 C?T Cycle Time 制程周期 L/T Lead Time 前置时间(生产前准备时间) S/T Standard Time 标准时间 P/M Product Market 产品市场 3C Computer,Commumcation,Consumer electronic's 消费性电子 5WIH When,Where,Who,What,Why,How to5M Man,Machine,Material,Method,Measurement4MIH Man,Materia,Money,Method,Time 人力,物力,财务,技术,时间(资源) SQA Strategy Quality Assurance 策略品质保证 DQA Desigh Quality Assurance 设计品质保证 MQA Manufacture Quality Assurance 制造品质保证SSQA Sales and service Quality Assurance 销售及服务品质保证 LRR Lot Rejeet Rate 批退率 BS Brain storming 脑力激荡 EMI Electronic MagnetionInspect 高磁测试 MI Frequency Modulatim Inspect 高频测试 B/MBoar/Molding(flat cable) C/P Connector of PC A/P Assembly SPS Switching power supply 电源箱 DT Desk Top 卧式(机箱) MT Mini-Tower 立式(机箱) DVD Digital Vedio Disk VCD Vdeio Compact Disk LCD Liquid Crystal Display CAD Computer AID Design CAM Computer AID Manufacturing CAE Computer AID Engineering ABIOS Achanced Basic in put/output system 先进的基本输入/输出系统 CMOS Complemeruary Metoll Oxide Semiconductor 互补金属氧化物半导体 PDA Personal Digital Assistant 个人数字助理 IC Integrated Circuit 集成电路 ISA Industry Standard Architecture 工业标准体制结构MCA Micro Channel Architecture 微通道结构 EISA Extended Industry Standard Architecture 扩充的工业标准结构 SIMM Single in-line memory module 单项导通汇流组件 DIMM Dual in-line Memory Module 双项导通汇流组件 LED Light-Emitting Diode 发光二级管 FMEA Failure Mode Effectivenes 失效模式分析 W/H Wire Harness 金属线绪束集组件 F/C Flat Calle 排线 PCB Printed Circuit Board 印刷电路板 CAR Correction Action Report 改善报告NG Not Good 不良 WPR Weekly Delivery Requirement 周出货要求 PPM Parts Per Million 百万分之一 TPM Total Production Maintenance 全面生产保养MRP Material Requiremcnt Planning 物料需计划 OC Operation System 作业系统 TBA To Be Design 待定,定缺 D/C Drawing Change P/P Plans & Procedune EMI Electrical-Music Industry 电子音乐工业 RFI Read Frequency Input 读频输入 MMC Maximum Material Condition MMS Maximum Material SizeLMC Least Material Condition LMS Least Material Size机械类常用英语(一.组装、冲压、喷漆等专业词汇)Assembly line组装线 Layout布置图 Conveyer流水线物料板 Rivet table拉钉机 Rivet gun拉钉枪 Screw driver起子 Electric screw driver电动起子Pneumatic screw driver气动起子 worktable 工作桌OOBA开箱检查 fit together组装在一起 fasten锁紧(螺丝) fixture 夹具(治具) pallet栈板 barcode条码 barcode scanner条码扫描器 fuse together熔合 fuse machine热熔机 repair修理 operator作业员 QC品管 supervisor 课长 ME制造工程师 MT制造生技 cosmetic inspect外观检查 inner parts inspect内部检查 thumb screw大头螺丝 lbs. inch镑、英寸 EMI gasket导电条 front plate前板 rear plate后板 chassis 基座 bezel panel面板power button电源按键 reset button重置键 Hi-pot test of SPS高源高压测试 Voltage switch of SPS 电源电压接拉键 sheet metal parts 冲件 plastic parts塑胶件 SOP制造作业程序 material check list物料检查表 work cell 工作间 trolley台车 carton纸箱 sub-line支线 left fork叉车 personnel resource department 人力资源部 production department生产部门planning department企划部 QC Section品管科 stamping factory冲压厂painting factory烤漆厂 molding factory成型厂 common equipment常用设备 uncoiler and straightener整平机 punching machine 冲床 robot机械手hydraulic machine油压机 lathe车床 planer |'plein |刨床 miller铣床grinder磨床 driller钻床 linear cutting线切割 electrical sparkle电火花 welder电焊机 staker=reviting machine铆合机 position职务 president 董事长 general manager总经理 special assistant manager特助 factory director厂长 department director部长 deputy manager | =vice manager 副理 section supervisor课长 deputy section supervisor =vice section superisor副课长 group leader/supervisor组长 line supervisor线长assistant manager助理 to move, to carry, to handle搬运 be put in storage 入库 pack packing包装 to apply oil擦油 to file burr 锉毛刺 final inspection终检 to connect material接料 to reverse material 翻料 wet station沾湿台 Tiana天那水 cleaning cloth抹布 to load material上料 to unload material卸料 to return material/stock to退料scraped |'skræpid|报废 scrape ..v.刮;削 deficient purchase来料不良manufacture procedure制程 deficient manufacturing procedure制程不良oxidation |' ksi'dei n|氧化 scratch刮伤 dents压痕defective upsiding down抽芽不良 defective to staking铆合不良 embedded lump镶块 feeding is not in place送料不到位 stamping-missing漏冲production capacity生产力 education and training教育与训练 proposal improvement提案改善 spare parts=buffer备件forklift叉车 trailer=long vehicle拖板车 compound die合模 die locker 锁模器 pressure plate=plate pinch压板 bolt螺栓 name of a department 部门名称 administration/general affairs dept总务部 automatic screwdriver电动启子 thickness gauge厚薄规 gauge(or jig)治具 power wire 电源线 buzzle蜂鸣器 defective product label不良标签 identifying sheet list标示单 screwdriver holder起子插座 pedal踩踏板 stopper阻挡器 flow board流水板 hydraulic handjack油压板车 forklift叉车 pallet栈板glove(s)手套 glove(s) with exposed fingers割手套 thumb大拇指forefinger食指 midfinger中指 ring finger无名指 little finger小指band-aid创可贴 iudustrial alcohol工业酒精 alcohol container沾湿台head of screwdriver起子头 sweeper扫把 mop拖把vaccum cleaner吸尘器 rag 抹布 garbage container灰箕garbage can垃圾箱 garbage bag垃圾袋 chain链条 jack升降机 production line流水线 chain链条槽 magnetizer加磁器 lamp holder灯架 to mop the floor拖地 to clean the floor扫地 to clean a table擦桌子 air pipe 气管 packaging tool打包机 packaging打包 missing part漏件 wrong part错件 excessive defects过多的缺陷 critical defect极严重缺陷 major defect 主要缺陷 minor defect次要缺陷 not up to standard不合规格dimension/size is a little bigger尺寸偏大(小) cosmetic defect外观不slipped screwhead/slippery screw head螺丝滑头 slipped screwhead/shippery screw thread滑手 speckle斑点 mildewed=moldy=mouldy发霉 rust生锈deformation变形 burr(金属)flash(塑件)毛边 poor staking铆合不良excesssive gap间隙过大 grease/oil stains油污 inclusion杂质 painting peel off脏污 shrinking/shrinkage缩水 mixed color杂色 scratch划伤 poor processing 制程不良 poor incoming part事件不良 fold of pakaging belt 打包带折皱 painting make-up补漆 discoloration羿色 water spots水渍polishing/surface processing表面处理 exposed metal/bare metal金属裸露lack of painting烤漆不到位 safety安全 quality品质 delivery deadline交货期 cost成本 engineering工程 die repair模修 enterprise plan = enterprise expansion projects企划 QC品管 die worker模工 production, to produce生产 equipment设备 to start a press开机 stop/switch off a press 关机 classification整理 regulation整顿 cleanness清扫 conservation清洁 culture教养 qualified products, up-to-grade products良品 defective products, not up-to-grade products不良品 waste废料 board看板 feeder送料机 sliding rack滑料架 defective product box不良品箱 die change 换模 to fix a die装模 to take apart a die拆模 to repair a die修模 packing material包材 basket蝴蝶竺 plastic basket胶筐 isolating plate baffle plate; barricade隔板 carton box纸箱 to pull and stretch拉深 to put material in place, to cut material, to input落料 to impose lines压线 to compress, compressing压缩 character die字模 to feed, feeding送料transportation运输 (be)qualfied, up to grade合格 not up to grade, not qualified不合格 material change, stock change材料变更 feature change 特性变更 evaluation评估 prepare for, make preparations for 准备parameters参数 rotating speed, revolution转速 manufacture management 制造管理 abnormal handling异常处理 production unit生产单位 lots of production生产批量 steel plate钢板 roll material卷料 manufacture procedure制程 operation procedure作业流程 to revise, modify修订 to switch over to, switch---to throw--over switching over切换 engineering, project difficulty 工程瓶颈 stage die工程模 automation自动化 to stake, staking, reviting铆合 add lubricating oil加润滑油 shut die架模shut height of a die架模高度 analog-mode device类模器 die lifter举模器argon welding氩焊 vocabulary for stamping冲压常词汇stamping, press冲压 punch press, dieing out press冲床 uncoiler & strainghtener整平机 feeder送料机 rack, shelf, stack料架 cylinder油缸robot机械手 taker取料机 conveyer belt输送带 transmission rack输送架top stop上死点 bottom stop下死点 one stroke一行程 inch寸动 to continue, cont.连动 to grip(material)吸料 location lump, locating piece, block stop 定位块 reset复位 smoothly顺利 dent压痕 scratch刮伤 deformation 变形 filings铁削 to draw holes抽孔 inquiry, search for查寻 to stock, storage, in stock库存 receive领取 approval examine and verify审核processing, to process加工 delivery, to deliver 交货 to return delivenry to. to send delinery back to retrn of goods退货 registration 登记 registration card登记卡 to control管制 to put forwardand hand in 提报 safe stock安全库存 acceptance = receive验收 to notice通知application form for purchase请购单 consume, consumption消耗to fill in填写 abrasion磨损 reverse angle = chamfer倒角 character die 字模 to collect, to gather收集 failure, trouble故障 statistics统计demand and supply需求 career card履历卡 to take apart a die卸下模具 to load a die装上模具 to tight a bolt拧紧螺栓 to looser a bolt拧松螺栓 to move away a die plate移走模板 easily damaged parts易损件 standard parts标准件 breaking.(be)broken,(be)cracked 断裂to lubricate润滑。
MAZAK SG 510 MKII 1.5KW激光切割机技术说明资料

2、一机两用——3 维/2 维工件都可切割 MAZAK 公司的激光切割机 SPACE GEAR-48/510 对于平板二维加工自然不在话下,即使对于 三维工件以及斜向切割都可以轻松自如地应对;而其他公司如果在不更换工作台的情况下, 三维切割一般只能切割三维工件,切割二维工件很不方便。该激光切割机可用于切割中低碳 钢、低合金钢、不锈钢、铝合金、钛合金、黄铜等金属板材,以及非金属材料的切割加工。Z 轴行程高达 420mm 和 720mm 两种可供客户选择,能够更好的满足三维工件的切割。
心、FMS 柔性生产系统、CAD/CAM 系统、生产支援软件、CNC 装置。
❏世界各地的马扎克制造基地:
2
山崎马扎克科技(上海)有限公司
日本:山崎马扎克大口工厂 山崎马扎克美浓加茂工厂(激光切割机生产工厂) 山崎马扎克美浓加茂第二工厂 山崎马扎克精工工厂 山崎马扎克欧普托尼克斯凤凰研究所(激光切割机生产工厂,修建在地底下)
5、光学与机械学的完美结合 激光切割机是光学与机械学的结合,由于光容易受震动的影响,光的偏摆马上就影响到 其焦点位置,其后果导致加工质量的不稳定性甚至加工失败。MAZAK 将高质量,高抗震性的 机器本体与激光发生器整体设计制作,大大提高了激光加工机的抗震性,提高了激光光束的 准直性,保证加工稳定可靠,减少光路的频繁调整,减少了停机时间或叫做减少了准备时间。
11、工件夹紧装置 该装置可以将工件夹紧在工作台上,使用脚踏开关通过气动原件驱动其上下移动,对工 件进行加紧固定。极大地方便了客户的操作使用。
12
山崎马扎克科技(上海)有限公司
1 尖端的设计 山崎马扎克株式会社是世界机床行业销售额第一的跨国公司,在激光加工机的设计,制 作上更是广泛采用一般钣金设备制造厂商没有的机床设计、制造技术,使用能够保证机床长 期在高精度状态下稳定运行的结构和关键部件,提高了机床的可靠性。从机械学的角度,保 证了激光切割机的应有能力。
QWZL-300直线往复式切药机说明书
3、刀片切入输送带深度调节:刀片切入输送带深度以正好切断物料为宜。调整时,用扳手拧松连架杆上的大螺母,调节刀架机构上下位置,每调整一次都要用手转动皮带轮,使刀片缓慢向下运动,观测刀刃切入输送带的深度(不大于0.5mm),最好直接将需切物料置于切刀的两侧,观察切断情况,直到合适为止。切刀切入输送带太深,会影响输送带的使用寿命。注:调整后,连架杆下端的连轴块长度方向应与机身一致。
机器工作时导向杆和顶杆与轴套必须保持良好的润滑,请及时添加油酯,磨损严重时应及时更换轴套。
6、机器正常运行时自动停机(变频调速)
电压偏低或不稳,导致变频器起动自动保护程序切断电源。切断总电源,待检查确认正常电压稳定后,方可重新开机就可恢复正常运转。
7、输送带易打滑或开裂
工作环境温度低,导致输送带硬度提高,请移置在有暖气的厂房内。
十二、交货清单
1、主机1台;2、切刀2片;3、橡皮4块;
4、工具箱1个;5、使用说明书1份;
十三、传动原理图
图1直线往复式切药机传动原理图
图2偏心调节机构示意图
图3曲轴箱与切刀机构示意图
十四、产品质量检验报告书
1、外观及设备安装测试记录(测试通过打“√”;不通过打“×”。)
1.1切药机安装稳定,置于环境温度不低于-10℃,干燥无腐蚀,无粉尘污染的环境中,应能连续可靠地工作。·······························································( )
序号名称规格型号单位数量备注1电动机y90s411kw380v台1杭州奥力电机制造厂2无级调速器sak155spe185套1杭州金竺机械有限公司3输送带聚氨脂270030012条1杭州金竺机械有限公司4曲轴箱往复行程56mm台1铸件5气缸气动压料sc6315只1宁波盛达气动元件厂6齿轮箱9个刻度调节档位台1杭州金竺机械有限公司7刀片3351507片1进口不锈钢8机架型材80403mm不锈钢sus3049机架罩板15mm不锈钢sus30410机架封板12mm不锈钢sus30411减压阀气动压料ar2000只1宁波盛达气动元件厂12手转阀气动压料hv02只1宁波盛达气动元件厂六电器组件清单
QG-120金相试样切割机和金相试样切割机价格

QGZ-90金相试样切割机是集手动方式和自动方式于一体的精密切割机;具备可选X轴移动工作台,进行自动Y轴方向连续的切割功能;具备可调高度主轴功能;该设备可以用于各种形状、尺寸和材料的样品切割。其切割能力可以满足生产检验和实验室日常检测切割样品之用。特点:1.主电机采用变频电动机进行驱动,具备从500RPM到3000PRM的转速调整范围,并且转速稳定不会因负载改变,满足了各种不同材料的切割需要。2.主轴高度可调整,适用从小型薄型的金刚石锯片到大型的砂轮切割片,并可于切割片损耗时,进行补偿,有效的提高了切割片的利用,节省了成本。3.可选X轴移动工作台,在自动切割模式下,可以进行自动Y轴方向连续的系列切割。4.水平式自动或手动一体进刀方式,进刀方式灵活,进刀行程大,可...
厂家:南北光机
标题:YPG-1B型金相试样抛光机
在金相试样制备过程中,试样的抛光是一道主要工序,经过磨光的试样,在抛光机上抛光后,可获得光亮如镜的表面,YPG-1B抛光机是采集多方面使用人员的意见和要求设计而成的,它具有传动平稳。噪音小、操作维修方便等优点,该机的抛光盘直径和传递功率均大于国内同类产品,能适合更多种材料的抛光要求并装有抛光用供水系统,是试样抛光的极佳设备。主要参数:抛盘直径:230mm转速:900r/min电动机:YS7116,0.2kW,380V,50Hz外形尺寸:480×400×260mm重量:22Kg ...
厂家:南北切割机
标题:JMQ-60Z型自动精密切割机
JMQ-60Z精密切割机是一种单片机控制的切割机,适用于对金属、电子元件、陶瓷材料、晶体、硬质合金、岩矿、混凝土、有机材料、生物材料(齿、骨等材料进行精密的无变形切割。该设备可连续薄片切割;定位精度高;调速范围大;切割能力强;内置循环冷却系统;可预设进刀速度;菜单式控制;液晶显示;有两个位置可以夹持;密闭的带安全开关切割室,是工矿企业和研究院所制备高品质试样的理想设备之一。主要参数:1.进刀速度:0-36mm/min (调节步长为0.1mm) 2.砂轮转速:300-3000rpm 3.最大切割直径:Ø 60mm 4.最大行程:X轴90mm;Y轴200mm 5.切割片尺寸:100mm; 125mm; 150mm; 200mm 6.切割功率:1100W 7.电源:220V 50HZ 8.外形尺寸:730mm×765mm×410mm...
标乐精密切割机IsoMet1000
Solutions for Materials Preparation, Testing and AnalysisIsoMet™ 1000精密切割机提供完整的金相制样方案及设备·夹具多样性选择:夹具,卡具,旋转夹具·重力进料系统的设计可重复,并能最小化样品损害·当达到预设的切割深度时,切割机能自动关机·旋转夹具能降低切割产生的热量·切割台面的设计使用户能手动切割大部件·可移动冷却液槽能迅速清洗,便于取出切下的样品·切割片磨料进给设计可在切割时快速进给磨料·支持4in, 5in, 6in, 以及7in直径的切割片·4”–7”切割片·HC,LC,和CBN切割片·配重滑动加载系统·重现的切割效果·可快速调整样品切割长度·夹具安装后可调节·触摸屏控制·用户通过LED显示可快速设定切割参数·可移动夹具来减少接触面积和摩擦产生的热量·磨刀夹具·不规则试样夹具金刚石切割片重力进料加载试样简易样品切割控制简单通用夹具·能夹持多种夹具·某种位置即时停止·透明防护罩为操作者提供保护·切割大样品时防护罩可·手动刻盘控制进料磨刀石·切割时可同时磨切割片样品凹槽封闭的切割室磨刀石进料冷却液槽特点和功能提供完整的金相制样方案及设备Visit our website at for more information.配重臂和显微计控制部分位于切割室外,便于操作。
11-2182 T台面切割附件,能够有效地切割或修整生物材料或电子零部件。
12in [305mm]20.25in [514mm]15.5in [394mm]Approx. Weight: 56 lbs [25kg]• 操作简单,按键面板控制重力进料加载• 旋转夹具适用于较大尺寸样品• 可选的台式切割备件• 0.17Hp马达• 100-975转/分(包括适用于切割电路板的6in[152mm]精切切割刀片,加载系统,修整磨刀石,Cool2润滑液,法兰盘和以下夹具:马鞍状夹具,棒材和管件夹具,不规则夹具和刀片)*请参见页脚的区域注释查看产品供应范围IsoMet 100011-2482 紧固件夹具,易于沿纵向切割螺钉。
ADT 7100砂轮划片机工作台与刀盘座的参数分析

ADT 7100砂轮划片机工作台与刀盘座的参数分析徐磊;吴文涛;王振亚;贾洁【摘要】对于金刚石砂轮划片机,工作台与刀盘座的质量和它们之间定位对划片质量有着重要的影响.基于以色列ADT公司的产品ADT7100划片机,介绍了工作台的平面度、刀盘端面的跳动误差以及刀盘端面与X轴的平行度等参数,分析了这些参数对划片质量和砂轮刀的影响;并结合实际,提出了针对这些参数的测量方法和超过标准的解决方法.【期刊名称】《电子工业专用设备》【年(卷),期】2016(045)012【总页数】5页(P34-38)【关键词】划片机;工作台;刀盘座【作者】徐磊;吴文涛;王振亚;贾洁【作者单位】南京电子器件研究所,江苏南京,210016;南京电子器件研究所,江苏南京,210016;南京电子器件研究所,江苏南京,210016;南京电子器件研究所,江苏南京,210016【正文语种】中文【中图分类】TN305金刚石砂轮划片机是圆片分离设备的一种,它采用高速旋转的金刚石砂轮将已做好元器件的晶圆分割成独立的单元。
工作台固定晶圆,刀盘座是固定砂轮,这两者的属性和它们之间的位置关系对划片质量有着直接的影响。
其中工作台平面度差使划切量不一致;刀盘端面的端面圆跳动、刀盘座上安装金刚石砂轮并与之接触的平面(如图1所示,本文简称:刀盘端面)与X轴的平行度不合要求会产生划痕宽、崩边、刀具使用寿命减少等不良影响。
本文将以色列ADT公司产品ADT7100金刚石砂轮划片机作为研究实例,结合工艺使用及设备维修实际,在研究工作台平面度、刀盘端面的跳动误差以及X轴与刀盘端面的平行度等技术参数的基础上,提出针对这些参数可能出现故障的解决方法。
本文涉及到测量时需要使用的千分表精度为1 μm。
测量前需要注意以下两点事项:(1)在做有关刀盘端面测量时,包括本文涉及到的刀盘端面的端面圆跳动、X轴与刀盘端面的平行度测量,需要使用酒精清理刀盘座,因为刀盘座上可能存在的微小颗粒就会导致测量结果远大于实际情况;(2)必需保证工作台与导轨之间是紧密贴合,不能有晃动。
355型材切割机标准

355型材切割机标准一、概述355型材切割机是一种高效、精确的金属切割设备,广泛应用于建筑、机械、铁路、汽车制造等领域。
该机采用先进的切割技术,能够快速、准确地完成各种型材的切割任务。
为了保证切割质量和效率,制定本标准。
二、设备要求1. 设备应符合国家相关标准,具备有效的合格证明文件。
2. 设备应具有良好的稳定性和精度,能够保证长时间高效率的切割作业。
3. 设备应配备齐全的辅助工具和安全防护装置,如夹具、刀具、防护罩等。
三、操作要求1. 操作人员应经过专业培训,熟悉设备操作规程和安全操作规程,能够熟练操作设备。
2. 操作人员在操作过程中应随时观察设备的运行状态,发现异常情况应及时停机检查并排除故障。
3. 操作人员应严格按照设备的使用说明书进行操作,不得随意拆卸、改装设备或使用不合格的刀具。
四、切割质量要求1. 切割面应平整、光滑,无毛刺、裂纹等现象。
2. 切割尺寸应准确,误差应符合相关标准要求。
3. 切割角度应准确,误差应不超过±1°。
4. 切割速度应稳定,不得出现忽快忽慢的现象。
五、维护保养要求1. 设备应定期进行保养,包括清洗、润滑、紧固等,确保设备的正常运行和使用寿命。
2. 设备出现故障应及时维修,不得带病运行。
3. 操作人员应定期检查设备的各项性能指标,确保设备的稳定性和精度。
4. 设备应存放在干燥、通风良好的地方,避免阳光直射和潮湿环境。
5. 在进行维护保养时,应注意安全,遵守相关安全操作规程。
6. 在使用过程中,应定期检查刀具的磨损情况,如果发现刀具磨损严重,应及时更换。
同时,也应注意检查夹具的夹紧力是否足够,以确保切割过程中的稳定性和准确性。
7. 在长期不使用的情况下,应将设备彻底清洁干净,并涂上防锈油,存放在干燥的地方。
8. 在保养过程中,如果发现任何与安全相关的问题,例如电线破损、防护装置失效等,应及时停机处理,并报告给相关负责人。
9. 保养记录应妥善保存,以便在设备出现问题时能够快速找到原因并进行修复。
DISCO公司产品系列介绍
DISCO公司產品介紹一:自動切割機什麼是自動切割機?是指被加工物的安裝及卸載作業均採用手動方式進行,只有加工工序實施自動化操作的切割機。
在有些機型上也可實施自動化位置校準作業。
但在機器內部沒有配置清洗、乾燥裝置.位置校準切割操作人員以手動方式將被加工物安裝到工作盤上。
3000系列的設備可自動實施位置校準作業。
300系列和500系列的設備,由操作人員使用顯微鏡進行切割位置對準作業。
操作人員只要按下開始按鈕,機台就可在位置校準工序識別出的切割道進行切割加工。
300系列 - Automatic Dicing Saw300系列切割機/切斷機,利用人工方式完成加工物的安裝調整及識別切割位置的校準作業,並且在設計上力求節省佔地空間,使該機型的外形結構顯得簡潔精巧。
另外,為了滿足各種加工要求,在最大加工物尺寸和加工精度等方面,均擁有種類豐富的產品群。
For 6" frameDAD321DAD322DAC351/DAD361設備概要適用ø 6"加工物的自動切割機DAD321的改良機型,産能更高追求高精度的切斷機和自動切割機最大加工物尺寸160 x 160ø6"(邊長6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160適用框架2-6-1DAC351: - DAD361: 2-5, 2-6X軸可切割範圍(mm)192160192進刀速度有效範圍(mm/s)0.1 - 3000.1 - 5000.1 - 300Y軸可切割範圍(mm)162最小步進量(mm)0.00020.0001定位精度(mm)0.005以內/160(單一誤差)0.003以內/50.001以內/160(單一誤差)0.001以內/5光學尺最小分辨率(mm)-0.00005Z軸有效行程(mm)28.2(ø 2"切割刀片)32.2(ø 2"切割刀片)28.2(ø 2"切割刀片)最小移動量(mm)0.00010.000050.0001重復定位精度(mm)0.0010.0005可使用的最大切割刀片直徑(mm)ø76.2ø58(使用1.5 kW的主軸時)ø76.2θ軸最大旋轉角度(deg)380320DAC351: -DAD361: 380主軸額定功率(kW)1.5 at 30,000 min-1額定力矩(N・m)0.48轉速範圍(min-1)3,000 - 40,000設備尺寸(WxDxH)(mm)500 x 1,050 x 1,455500 x 900 x 1,600500 x 1,050 x 1,455設備重量(kg)約500約420(無變壓器)約470(有變壓器)約550*1另外需要專用夾具。
CQC国家授权强性产品认证目录
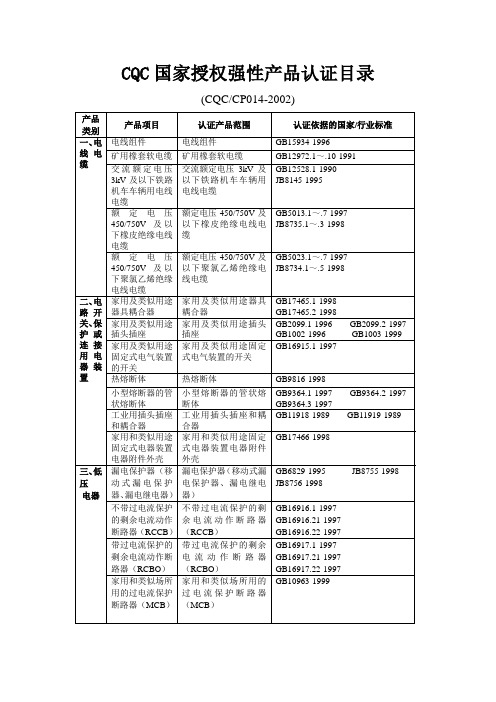
其他装置
GB14048.5-1993 GB14048.6-1998 GB14048.9-1998 GB17885-1999
动机起动器、信号灯、 GB14048.4-1993
低压成套开关设 备 小 四、 功 率 电 动 机 电 五、 动 工具 电钻 电动螺丝刀和冲 击扳手 小功率电动机
低压成套开关设备
GB5013.1~.7-1997 JB8735.1~.3-1998
GB5023.1~.7-1997 JB8734.1~.5-1998
二、 电 路 开 关、 保 护 或 连 接 用 电 器 装 置
GB17465.1-1998 GB17465.2-1998 GB2099.1-1996 GB1002-1996 GB16915.1-1997
国家授权强性产品认证目录 CQC 国家授权强性产品认证目录
(CQC/CP014-2002)
产品 类别 一、 电 线 电 缆 产品项目 电线组件 矿用橡套软电缆 交流额定电压 3kV 及以下铁路 机车车辆用电线 电缆 额 定 电 压 450/750V 及 以 下橡皮绝缘电线 电缆 额 定 电 压 450/750V 及 以 下聚氯乙烯绝缘 电线电缆 家用及类似用途 器具耦合器 家用及类似用途 插头插座 家用及类似用途 固定式电气装置 的开关 热熔断体 小型熔断器的管 状熔断体 工业用插头插座 和耦合器 家用和类似用途 固定式电器装置 电器附件外壳 漏电保护器(移 动式漏电保护 器、 漏电继电器) 不带过电流保护 的剩余电流动作 断路器(RCCB) 带过电流保护的 剩余电流动作断 路器(RCBO) 家用和类似场所 用的过电流保护 断路器(MCB) 认证产品范围 电线组件 矿用橡套软电缆 交流额定电压 3kV 及 以下铁路机车车辆用 电线电缆 额定电压 450/750V 及 以下橡皮绝缘电线电 缆 额定电压 450/750V 及 以下聚氯乙烯绝缘电 线电缆 家用及类似用途器具 耦合器 家用及类似用途插头 插座 家用及类似用途固定 式电气装置的开关 热熔断体 小型熔断器的管状熔 断体 工业用插头插座和耦 合器 家用和类似用途固定 式电器装置电器附件 外壳 漏电保护器 (移动式漏 电保护器、漏电继电 器) 不带过电流保护的剩 余电流动作断路器 (RCCB) 带过电流保护的剩余 电 流 动 作 断 路 器 (RCBO) 家用和类似场所用的 过电流保护断路器 (MCB) 认证依据的国家/行业标准 认证依据的国家 行业标准 GB15934-1996 GB12972.1~.10-1991 GB12528.1-1990 JB8145-1995
知名切削刀具制造商网址(欧美篇)
知名切削刀具制造商网址(欧美篇)2011-01-29 18:57(法国EPB)山高旗下世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务著称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商,现隶属山特维克集团。
www.outiltec.fr(法国无敌泰克)IMC旗下著名刀具公司,擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)著名的镗刀及平旋盘制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙克耐乐)知名可转位刀具供应商。
www.palbit.pt(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者,隶属于高迈特集团。
(瑞士弗雷萨)世界著名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
mina-tech.ch(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI 冶联,擅长加工难加工金属材料。
www.urma.ch(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
/cn(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
(瑞典山高)世界上硬质合金刀具的主要制造商。
(丹麦尤尼莫克)是一个国际化的刀具优化解决方案制造商和供应商,2011年被京瓷公司收购。
(荷兰嘉伯乐)山高旗下知名整体式铣刀品牌。
(北爱尔兰欧霸)是全世界生产铣刀和槽钻最大制造商之一。
(奥地利梅克斯特)欧洲知名旋转刀具制造商。
(奥地利贝瑞特)蓝帜旗下专业提供切削材料和硬质合金材料的制造商。
标乐磨抛机标乐抛光机EcoMet250EcoMet300

领拓仪器(美国标乐授权代理商) 提供完整的金相制样方案及设备
EcoMet 250&250Pro磨抛机附件
40-4061 40-0500 16-2071
16-2571
8in [203mm] 铝盘 10in [254mm] 铝盘 直径8 in [203mm] 贴有MagnoFix的Apex™ MagnoDisc磁性盘 直径8 in [203mm] 贴有MagnoFix的Apex™ MagnoDisc磁性盘
60-9080 60-9000 60-9005 49-6111-160 49-6111-250 609094 2, 3
塑料防污盘(5个/包) 中心力适配器 单点力适配器 循环水箱 [160VAC, 60Hz] 循环水箱 [250VAC, 50Hz] 带有AutoMet附件的250mℓ滴液瓶
1.1kW, 9.6/4.8A @ 115/230VAC
2.3kW, 10A @ 230VAC
1.73kW, 15/7.5A @ 115/230VAC
3.6kW, 15A @ 230VAC
3位LED显示, 14个LED状态显示;单位为英制和公制
全彩色LCD屏,7″(175mm) 对角线;防水等级符合NEMA4 (IP 65)
·Pro版本可以无缝连接Burst抛光液配给系统。 ·明亮高效节能的LED照明和便利的装卡锁扣使得更换样品卡具
更加方便。 ·多功能喷嘴可在制备过程中为试样提供有效的冷却与润滑,弹
性可伸缩水管使机器清洁更加方便。
·高扭矩连续负载电机通过安静的皮带传动来实现磨盘速度和扭 矩的恒定。
·动力头转速可调节并且提供单点力和中心力加载,动力头锁紧 装置将动力头固定在所需位置,从而动力头与磨盘的相对位置 保持一致,确保制样结果的可重复性。
砂轮切割机工作原理

砂轮切割机工作原理砂轮切割机,又称磨具切割机,是一种常见的机械设备,主要用于对不同材料进行切割、修整和打磨等加工工艺。
砂轮切割机的工作原理主要包括:电机驱动、砂轮转动、切割材料和冷却润滑等几个关键步骤。
下面详细介绍砂轮切割机的工作原理。
首先,砂轮切割机的工作原理离不开电机的驱动。
电机是整个设备的动力源,通过电源的供给使其工作。
电机驱动的目的是通过旋转主轴,带动砂轮的旋转,从而实现对工件的切割和修整。
电机驱动相当于砂轮切割机的“心脏”,提供驱动力,确保机器正常运转。
其次,砂轮切割机的工作原理中,砂轮的转动也是一个至关重要的步骤。
砂轮是以特殊材质制成的一种圆盘形磨具,大小和厚度根据需要选择。
砂轮的转动通过主轴与电机连接,当电机驱动主轴旋转时,砂轮也会跟随旋转。
通过砂轮的高速旋转,可以对工件进行切割和修整。
第三,砂轮切割机的工作原理中,切割材料也是一个不可忽视的因素。
砂轮可以对各种不同材料进行切割和加工,如金属、石材、陶瓷等。
切割材料的处理需要根据具体的工件进行设定和调整,包括选择合适的砂轮类型、调整切割速度和深度等参数。
通过合理地设置切割材料的参数,可以达到更好的切割效果。
最后,砂轮切割机的工作原理涉及到冷却润滑的操作。
由于切割过程中会产生较大的摩擦和热量,如果没有及时冷却润滑,就容易导致砂轮变形、材料烧伤、工件质量下降等问题。
因此,砂轮切割机通常会通过喷水或喷油等方式进行冷却润滑,以确保切割过程的平稳进行。
综上所述,砂轮切割机的工作原理主要包括电机驱动、砂轮转动、切割材料和冷却润滑等几个关键步骤。
电机通过驱动主轴使砂轮旋转,砂轮通过高速旋转对工件进行切割和修整。
需要注意的是,在整个工作过程中需要合理设置切割材料的参数,并及时进行冷却润滑,以确保切割质量和设备的长久使用。
砂轮切割机的工作原理将会在实际使用中得到更好的应用和理解。
ASTM A380-2006 不锈钢零件、设备和系统的清洗和除垢(中文)
A 967 不锈钢零件化学钝化处理的标准 规范 F 21 用喷雾器试验作疏水表面薄膜的 试验方法 F 22 用水膜破裂试验作疏水表面薄膜 的试验方法 2.2 联邦标准:3
———————————
对于引用的 ASTM 标准,请访问 ASTM 网站, 。对于 ASTM 标准年鉴卷宗信息,参 考 ASTM 网站上的标准文件一览表。 标准化文件订购服务台,宾夕法尼亚州,费 城,罗宾期大道 700 号,4 栋 D 座,19111-5094, 收件人:NPODS
1.1 本规程包括新制造不锈钢零件、组 件、设备及已安装系统的清洗、除锈和钝化 的推荐方法和防护措施。 这些推荐方法是以 指导规程形式出现的, 是一种公认的特殊处 理方法, 可以用作去除会影响某些不锈钢的 正常耐腐蚀能力、或者导致其后期污染、或 者引起产品污染的表面污物。 对于本规程不 包括的某些例外的应用和附加要求, 应在制 造厂和买方的协议中加以规定。 虽然他们主 要应用于奥氏体、铁素体以及马氏体不锈 钢, 但如果对产品的腐蚀和可能的金相组织 影响给予充分的考虑, 本规程也可以应用于 其他金属的清洗。 1.1.1 术语钝化一般指与不锈钢有关 的各种操作或工艺。 为了避免在规定要求时 产生歧义, 买方必须准确定义钝化的特指含 义。 普遍使用的和术语钝化有关的各种含义 包括以下几种: 1.1.1.1 钝化是指不锈钢暴露在空气或 含氧环境中自然形成一层无活性化学表面 的过程。 曾一度认为氧化处理对于形成钝化 膜是必不可少的,但现在人们普遍接受,如 果对表面进行了彻底的清洗或除锈, 钝化膜 会在含氧环境中自然形成。
4.1 预清洗就是在制造过程或最终清洗 前去除油脂、油污、油漆、泥土、砂粒以及 其它严重污染。 预清洗并不像随后的清洗操 作那么严格,一般也不那么彻底。材料都必 须在热成型、退火以及其它高温操作前,在 任何除锈处理前,在零件需要浸入溶液进行 最终清洗或者当清洗溶液需要重复使用时, 材料应进行预清洗。 产品需经多次拉伸或一 系列高温成型操作, 其间需要退火处理的零 件,在每个加工程序后,在退火前都要进行 清洗。预清洗可以通过蒸汽脱脂、浸泡、喷 淋、或用碱性或乳状洗涤剂刷洗、压力蒸汽 或高压水喷射清洗(见 6.2)。
Greenlee 756和757棘轮电缆切割机说明书
756 and 757Ratchet Cable Cutters99990016© 2012 Greenlee Textron Inc.IM 1032 REV 201/12Register this product at 756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70702DescriptionThe Greenlee 756 and 757 Ratchet Cable Cutters are non-insulated tools.• The 756 is intended to cut copper and aluminum cable up to 1500 kcmil.• The 757 is intended to cut ACSR up to 954 kcmil and 1/2" soft steel rod.SafetySafety is essential in the use and maintenance ofGreenlee tools and equipment. This instruction manual and any markings on the tool provide information for avoiding hazards and unsafe practices related to the use of this tool. Observe all of the safety information provided.Purpose of this ManualThis instruction manual is intended to familiarize person -nel with the safe operation and maintenance procedures for the Greenlee 756 and 757 Ratchet Cable Cutters.Keep this manual available to all personnel.Replacement manuals are available upon request at no charge at .All specifications are nominal and may change as designimprovements occur. Greenlee Textron Inc. shall not be liable for damages resulting from misapplication or misuse of its products.KEEP THIS MANUALTable of ContentsDescription ....................................................................2Safety ............................................................................2Purpose of this Manual .................................................2Important Safety Instructions ........................................3Specifications ................................................................4Operation .......................................................................4Maintenance ...............................................................5-7Illustration ......................................................................8Parts List756 ........................................................................9-10 757 ......................................................................11-12756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70703IMPORTANT SAFETY INFORMATION756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70704Operation1. Grip both handles firmly.2. Pull the handles apart to open the blades.3. Place the wire between the blades.4.Allow the chain spring to close the blades while keeping a firm grip on the handles.• Standard cutting: To cut smaller wire, press the handles together.• Ratchet cutting: To cut larger wire, use the ratchet by opening the shorter handle until it clicks once. Close the handle until it clicks once. Repeat this ratcheting process until the cut is complete. 5. Open the handles completely to release.Specifications756 Ratchet Cable CutterCutterheadGripWeight ........................................................................................................4.5 kg (10 lb)Length ..................................................................................................69.85 cm (27.5")Jaw Opening ..............................................................................................5.08 cm (2")Maximum Capacity .......................................1500 kcmil (630 mm 2) Copper/Aluminum757 Ratchet Cable CutterKeeper UnitWeight .....................................................................................................5.2 kg (11.5 lb)Length ..................................................................................................74.3 cm (29.25")Jaw Opening ...........................................................................................30 mm (1.18")Maximum Capacity .............................................................................954 kcmil ACSR,1/2" (12.7 mm) soft steel rod756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70705MaintenanceGeneral• Keep grips clean and dry.• Keep the blades sharp. If the cutting surfaces are chipped or nicked, sharpen or replace the blades.Lubricate the blades1. Clamp the long handle into a vise.2. Grip the short handle and open the cutter.3. Apply a light film of B-2 Moly grease or an equiva-lent over the blades with a small brush.4. Close and open the cutter several times to spreadthe lubricant.Clean and lubricate the internal parts1. Disassemble the cutter (refer to the disassemblyinstructions in this manual).2. Clean the parts with solvent.3. Apply Mobilgrease ® Special 53030-3 or an equiva-lent to each moving part.4. Reassemble the tool.Clean the cutter mechanismUse compressed air to blow dirt and foreign particles out of the ratchet mechanism.Disengage the Spring1. Clamp the long handle (31) into a vise with the shorthandle (53) parallel to the floor and with the head pointing away from you.2. Remove the rubber grip (43).3. Unhook the spring (39) from the pin (40) in the shorthandle (53) (see Figure 1).Disassembly1. Clamp the long handle (31) into a vise with the shorthandle (53) parallel to the floor and with the head pointing away from you.2. Remove the rubber grip (43).3. Unhook the spring (39) from the pin (40) in the shorthandle (53) (see Figure 1).4. Loosen nut (20) from bolt (19) using 7/16" wrenches.5. Remove bolt and snubber (16).6. Remove tool from vise.7. Unhook two closing springs (15).8. Remove bolt (19) and nut (20) and snubber (16).9. Remove cutterhead from handles using 9/16"wrenches.10. Remove right handle assembly, with the chain andspring still attached, from the left handle.11. Remove retaining ring (54) from sprocket pin (51).12. Remove sprocket pin (51).13. Remove 2 side plates (55), sprocket (56), washer(57), pin (23), detent pawl (28), and spring (36).14. Clean all parts thoroughly with solvent.Figure 1756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70706Maintenance (cont’d)Assembly1. Assemble sprocket pin (51) to one side plate (55).Lay this assembly on the bench with the notched edge of the plate nearest you (see Figure 3).2. Apply a light film of grease to the shank of the pin.3. Slide sprocket (56) onto pin.4. Apply grease to the detent pin (23) and slide intothe detent pawl. Place the detent spring (36) onto the pin making sure the spring ends have not been bent out of shape. The cross arm of the spring goes under the flat side of the arrow shaped point of the detent pawl (see Figure 2).5. Assemble one end of detent pin (23) into the hole onside plate (55) and engage the rounded end of the sprocket (56) (see Figure 3).6. Match up the second plate (55) with the first, andplace over the detent pin and pivot bolt. Do not insert spring ends into plates at this point (see Figure 4).7. Hold the left handle (53) in vise with the drive pawlfacing up and the handle pointing to your left (see Figure 5). Pull the drive pawl up, moving counter-clockwise, and insert a 1/8" pin (rod or nail) through the small holes in the plates near the drive pawl to hold it in a horizontal position (see Figure 5).8. Grasp the side plate assembly firmly with thenotched edges of the plate facing down. Whileholding tightly between fingers, remove the sprocket pin (see Figure 6).9. Carefully insert the plate assembly into the lefthandle between the washers (57). Align the holes and slide the sprocket pin into position.10. Secure sprocket pin with retaining rings (54).(This assembly must be free to pivot freely.)11. With a small hook tool, reach up from the bottomof the assembly, between the plates and hook the ends of the detent spring into their respective holes (see Figure 7). Check to be sure spring loops are not caught between the pin and the side plate. 12. Remove the 1/8" pin from under the pawl andengage the drive pawl with sprocket (56). 13. Remove the handle from the vise.14. Hook the longer loop on the chain spring (39) ontothe free end of the chain (38). Lay the left and right handles on the bench. The drive pawl is located in the left handle. The chain is attached to theright handle. Feed the spring on the chain over the sprocket and into the left handle (see Figure 9).Figure 3Figure 2Figure 5Figure 4Figure 7Figure 8Figure 6756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70707Maintenance (cont’d)15. With handles remaining in this position, assemblethe cutting head to the left handle. The thick spacer (25) goes between the blade holders (see Figure 9). Use the longer bolt (12) and nut (26) and tighten securely.16. Assemble the other side of the head to the righthandle using bolts (12), nuts (26) and washer (7). Tighten securely.17. Hook open end of closing spring (15) into holes inhandle (53) so that closed loops will be against side plates (55).18. Insert bolt (19) through closed loop on one of thesprings (15) and insert through 1/4 inch hole in side plate (55). At the same time assemble snubber (16) and slide bolt through snubber.19. Assemble other spring (15) onto bolt and assemblenut onto bolt.20. Tighten nut approximately one thread beyond endof bolt.21. Hook the chain spring (39) over pin at end of the lefthandle (see Figure 10).22. Assemble snubber (16) and bolt (19) to handle.Assemble nut and tighten so as not to bind assem-bly (see Figure 11).23. Check operation of the tool by opening and closing.If operation is satisfactory, proceed to next step.24. Assemble grip to left handle (53). There is a “key”in the interior of the grip. Align this key with the slot in the left (or ratcheting) handle, and push the grip over the handle. No lubrication or adhesive is needed. Assemble clamp to grip and tighten. If sliding a replacement grip over a replacementright handle (31), spread a small amount of soapy water over the handle to ease assembly. It willeventually dry out and allow a solid adhesion to the handle. The grip requires pounding to fit over the handle.Figure 10Figure 11Figure 9756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70708Illustration756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-70709Parts List756 (for serial codes after ZDHA)Key Part No.DescriptionQty2 Blade (included in 50341880 kit) ..............................................................2 4 Bolt, 1/2-20 x 1-1/4 pivot ..........................................................................1 5 Nut, 1/2-20 hex slotted .............................................................................1 6 Pin, ø3/32 x 3/4 drive ................................................................................1 12 Screw, 3/8-24 x 1-1/2 hex head cap ........................................................4 15 Spring, extension ......................................................................................2 16 Snubber, chain ..........................................................................................2 19 Screw, 1/4-20 x 1-3/4 socket head cap (order with item 20)....................2 20 Nut, 1/4-20 hex lock (order with item 19) .................................................2 23 50341677Pin, detent .................................................................................................1 24 Spacer, thin ...............................................................................................2 25 50341693Spacer .......................................................................................................2 26 Nut, 3/8-24 hex lock .................................................................................4 28 50341650 Pawl, detent ..............................................................................................1 29 90527879 Link, chain connector (included with item 38)30 50341596 Bushing .....................................................................................................1 3150362119Right handle unit (includes items 31A, 31B, 43) .......................................1 31A 50021621 Decal, identification, Model 756 ...............................................................1 31B 50021630 Decal, warning ..........................................................................................1 33 50341758 Spring, drive pawl .....................................................................................1 34 50341642 Pawl, drive .................................................................................................1 36 50341766Spring, torsion ...........................................................................................1 37 Ring, retainer .............................................................................................4 38 50341723 Chain (includes item 24)............................................................................1 39 50341774Spring, chain .............................................................................................1 40 Rollpin, ø1/8 x 1-1/8 .................................................................................1 43 50340832Grip, handle ...............................................................................................2 51 Pin, sprocket .............................................................................................1 52 Pin, pawl drive ...........................................................................................1 53 Handle, left ................................................................................................1 54 Ring, retaining ...........................................................................................2 55 Side plate ..................................................................................................2 56 Sprocket . (1)57Washer, 5/8 flat (2)756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-707010Repair Parts List756 (for serial codes after ZDHA)Key Part No. Description1 50341880756 cutterhead(includes items 2, 4, 5, 6, 12, 24, 26)Recommend replacing pivot bolt and nut whenever blades are replaced 13 50341898756 and 757 repair kit(includes items 15, 16, 19, 20) 47* Nut, 7/16-20 hex slotted 48* Bolt, 7/16-20 x 1-1/8 hex head 50 50356410756 pivot bolt assembly(includes items 4, 5, 6, 47, 48)*Use 7/16" bolt and nut only with 5/16" thick blades (earlier model)Ratchet Mechanism Upgrade Kit756 (upgrades ratchet mechanism on cutters with no serial code)Key Part No. Description58 50372327Ratchet mechanism(includes items 37, 51, 52, 53, 54, 55, 56, 57)756 and 757 Ratchet Cable CuttersGreenlee / A Textron Company 4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-707011Parts List 757 (for serial codes after ZDHA)Key Part No. Description Qty4 Bolt, 1/2-20 x 1-1/4 pivot (1)5 Nut, 1/2-20 hex slotted (1)6 Pin, ø3/32 x 3/4 drive (1)8 Blade unit (included in 50341871 kit) (2)10 K e e p e r unit (1)11 Screw, 5/16-18 x 1/2 hex cap (2)12 Screw, 3/8-24 x 1-1/2 hex head cap (4)15 Spring, extension (2)16 Snubber, chain (2)19 Screw, 1/4-20 x 1-3/4 socket head cap (order with item 20) (2)20 Nut, 1/4-20 hex lock (order with item 19) (2)23 50341677 Pin, detent (1)24 Spacer, thin (2)25 50341693 Spacer (2)26 Nut, 3/8-24 hex lock (4)28 50341650 Pawl, detent (1)29 90527879 Link, chain connector (included with item 38)30 50341596 Bushing (1)31 50362119 Right handle unit (includes items 31A, 31B, 43) (1)31A 50021648 Decal, identification, Model 757 (1)31B 50021630 Decal, warning (1)33 50341758 Spring, drive pawl (1)34 50341642 Pawl, drive (1)36 50341766 Spring, torsion (1)37 Ring, retainer (4)38 50341723 Chain (includes item 29) (1)39 50341774 Spring, chain (1)40 Rollpin, ø1/8 x 1-1/8 (1)43 50340832 Grip, handle (2)46 Washer, 5/16 int. tooth lock (2)51 Pin, sprocket (1)52 Pin, pawl drive (1)53 Handle, left (1)54 Ring, retaining (2)55 Side plate (2)56 Sprocket (1)57 Washer, 5/8 flat .........................................................................................2 59Pin, ø5/16 x 3/4 stop (1)756 and 757 Ratchet Cable CuttersRepair Parts List757 (for serial codes after ZDHA)Key Part No. Description7 50341871 757 cutterhead(includes items 4, 5, 6, 8, 10, 11, 12, 24, 46, 59)13 50341898 756 and 757 repair kit(includes items 15, 16, 19, 20)49* Washer, 1/2 flat50 50356410 757 pivot bolt assembly(includes items 4, 5, 6, 49)*Use washer with 5/16" thick blades (earlier model)Ratchet Mechanism Upgrade Kit757 (upgrades ratchet mechanism on cutters with no serial code)Key Part No. Description58 50372327 Ratchet mechanism(includes items 37, 51, 52, 53, 54, 55, 56, 57)4455 Boeing Drive • Rockford, IL 61109-2988 • USA • 815-397-7070 An ISO 9001 Company • Greenlee Textron Inc. is a subsidiary of Textron A Tel: 800-435-0786Fax: 800-451-2632Canada Tel: 800-435-0786Fax: 800-524-2853International Tel: +1-815-397-7070Fax: +1-815-397-9247。
DISCO公司产品系列介绍

D I S C O公司产品系列介绍Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998DISCO公司产品介绍一:自动切割机什麽是自动切割机?是指被加工物的安装及卸载作业均采用手动方式进行,只有加工工序实施自动化操作的切割机。
在有些机型上也可实施自动化位置校准作业。
但在机器内部没有配置清洗、乾燥装置.位置校准切割操作人员以手动方式将被加工物安装到工作盘上。
3000系列的设备可自动实施位置校准作业。
300系列和500系列的设备,由操作人员使用显微镜进行切割位置对准作业。
操作人员只要按下开始按钮,机台就可在位置校准工序识别出的切割道进行切割加工。
300系列 - Automatic Dicing Saw300系列切割机/切断机,利用人工方式完成加工物的安装调整及识别切割位置的校准作业,并且在设计上力求节省占地空间,使该机型的外形结构显得简洁精巧。
另外,为了满足各种加工要求,在最大加工物尺寸和加工精度等方面,均拥有种类丰富的产品群。
For 6" frameDAD321DAD322DAC351/DAD361设备概要适用 6"加工物的自动切割机DAD321的改良机型,産能更高追求高精度的切断机和自动切割机最大加工物尺寸160 x 1606"(边长6"方形)*1DAC351: 153 x 153 DAD361: 160 x 160适用框架2-6-1DAC351: - DAD361: 2-5, 2-6X轴可切割范围(mm)192160192进刀速度有效范围(mm/s)- 300 - 500 - 300Y轴可切割范围(mm)162最小步进量(mm)定位精度(mm)以内/160(单一误差)以内/5以内/160(单一误差)以内/5光学尺最小分辨率(mm)-Z轴有效行程(mm)( 2"切割刀片)( 2"切割刀片)( 2"切割刀片)最小移动量(mm)重复定位精度(mm)可使用的最大58发出订单。
IsoMet 4000_5000线性精密切割机——美国标乐

Solutions for Materials Preparation, Testing and AnalysisIsoMet ™ 4000 & 5000线性精密切割机•大型的开放工作区为切割中的观察提供了绝佳的视野,也便 利了对样品的夹持•速率可变的线性进给机制使得本机可以胜任最为苛刻的切割 要求•自动切割提高了实验室的效率•多样的夹具与切割片选择确保了任意形状的样品都能得到理 想的切割•手动定位功能可实现快速的调整与收刀•SmartCut 系统实时控制校正进给速率以提高表面质量,并避 免样品与机器受到损伤IsoMet™ 4000 & 5000线性精密切割机特点与优势I s o M e t 4000 & 5000精密切割机以最小化的组织变形和断面损失切割试样。
在无约束的大工作区中夹持样品时,IsoMet 4000 & 5000切割机富有特色的手动定位把手可提高切割片定位速度。
借助种类多样的夹具,使用者可对几乎任何材料进行精确的切割,如金属、陶瓷、复合材料、水泥、薄片制品、塑料、电子元件和生物材料等。
样过热,提高切割质量 •可手动设定切割片进给速度 •易触及的急停按钮IsoMet™ 4000 & 5000配有用于夹持长试样的虎头钳,可对曲面或管槽状试样进行切割(使用图示11-2692虎头钳)。
精密切割台11-2694-160/250可以1°的增量旋转180°,便于沿特征线对模具进行切割。
旋转夹具11-2695配合最小切割接触(MACC )机制节约了切割时间,提高了切割能力,并最大化了对试样的冷却效果。
不锈钢单座夹具11-2683在进行横向切割时牢牢卡紧试样。
紧固件夹具11-2687牢固夹持着热处理紧固件。
IsoMet4000 & 5000的切割片向固定在精密线性轴承上的工件进给。
线性进给方式提供了恒定的进给速率,使得对较长和不规则形状样品的切割变得便捷。
史丹利 STSP125 瓷砖切割机说明书
STSP12538English 简体中文Tile Cutter STSP125Technical DataSpecification STSP125PowerW 1,320No-load speed rpm 13,000Wheel diameter mm 125Max. depth of cut mm 41Weightkg 3.1Cable lengthm2.5General Safety RulesWarning! Read all instructions. Failure to follow all instructions listed below may result in electric shock, fire, and/or seri-ous injury.Keep all warning descriptions and instruction manuals for future reference.The term "power tool" in all of the warnings listed below refers to power-operated (wired) power tool or battery-operated (wireless) power tool.a) Workplace Safety1. Keep the workplace clean and well lit.Cluttered and dark areas invite accidents.2. Do not operate power tools in explosiveenvironments, such as in the presence of flammable liquids, gases, or dust. Power tools create sparks which may ignite dust or fumes.3. Keep children and bystanders away whileoperating a power tool.Distractions can cause you to lose control.b) Electrical Safety1. Power tool plugs must match the outlet.Never modify the power plug in any way. Do not use any adapter plugs with earthed (grounded) power tools. Unmodified plugs and matching outlets will reduce risk of electric shock.2. Avoid body contact with earthed orgrounded surfaces, such as pipes, radia-tors, and refrigerators. There is an increased risk of electric shock if your body is earthed or grounded.3. Do not expose power tools to rain or wetconditions. Water entering a power tool will increase the risk of electric shock.4. Do not abuse the electrical cable. Neveruse the cable for carrying, pulling or unplugging the power tool. Keep cables away from heat, oil, sharp edges, or moving parts. Damaged or entangled cables increase the risk of electric shock.5. When operating a power tool outdoors, usean extension cord suitable for outdoor use. Use of electrical cables suitable for outdoor use reduces the risk of electric shock.6. If you have to operate a power tool ina damp location, use a residual-current device (RCD) protected supply. Use of an RCD reduces the risk of electric shock.c) Personal safety1. Stay alert; watch what you are doing anduse common sense when operating a power tool. Do not operate a power tool while you are tired or under the influence of drugs, alcohol or medication. A moment of inattention while operating power tools may result in serious personal injury.2. Use safety equipment. Always wear eyeprotection. Safety equipment such as dust masks, non-skid safety shoes, safety helmets, or hearing protection used for appropriate con-ditions will reduce personal injuries.3. Avoid accidental starting. Ensure the switchis in the off position before plugging in,inserting the battery pack, or when carrying and transporting the tool. Carrying power tools with your finger on the switch or plugging in power tools that have the switch on invites accidents.4. Remove any adjusting keys or wrenchesbefore turning the power tool on. A wrench or a key left attached to a rotating part of the power tool may result in personal injury.5. Do not overreach. Keep proper footingand balance at all times. This enables better control of the power tool in unexpected situ-ations.6. Dress properly. Do not wear loose cloth-ing or jewellery. Keep your hair, clothing, and gloves away from moving parts. Loose clothes, jewellery, or long hair can be caught in moving parts.7. If devices are provided for the connec-tion of chip conveyors and dust collecting equipment, ensure these are connected and properly used. Use of these devices canreduce dust related hazards.d) Power Tool Use and Care1. Do not force the power tool. Use the cor-rect power tool for your application. Thecorrect power tool will do the job better andsafer at the rate for which it was designed.2. Do not use the power tool if the switchdoes not turn it on and off. Any power toolthat cannot be controlled with the switch isdangerous and must be repaired.3. Disconnect the plug from the power sourceand/or the battery pack from the power tool before making any adjustments, changingaccessories, or storing power tools. Suchpreventive safety measures reduce the risk ofstarting the power tool accidentally.4. Store idle power tools out of the reach ofchildren. Do not allow persons unfamiliarwith the power tool or these instructions to operate the tool. Power tools are dangerousin the hands of untrained users.5. Maintain power tools. Check for misalign-ment or binding of moving parts, breakageof parts and any other condition that mayaffect the operation of the power tools. Ifdamaged, have the power tool repairedbefore use. Many accidents are caused bypoorly maintained power tools.6. Keep the cutting blades sharp and clean.Maintaining cutting blades with sharp edgesprevents power tools from being stuck and it is easier to control.7. Use the power tool, accessories, and toolbits etc., in accordance with these instruc-tions, taking into account the working con-ditions, and the work to be performed. Useof the power tool for operations different fromthose intended could result in a hazardoussituation.e) Service1. Have your power tool serviced by aqualified repair person using only identicalreplacement parts. This will ensure the safety of the power tool after maintenance. Additional Safety Precautions for Marble CuttersCaution! Do not touch exposed metal parts ofthe tool when cutting through walls and floors, or when in contact with electrical wiring! Hold thetool by insulated gripping surfaces when per-forming an operation where the cutting toolmay come in contact with concealed wiring or its own cord. Contact with a "live" wire will make exposed metal parts of the tool "live" and this will cause electric shock to the operator.1. Always keep your hands away from the cut-ting area and the diamond wheel. Alwayskeep the other hand on the side handle. Ifyou hold the tool with both hands, you will not be injured by the wheel.2. Do not touch the underside of the work-piece because the guard cannot protect thepart of the wheel under the workpiece.3. Always use a diamond wheel with well-matched size and center (diamond or circular shape). Mismatched wheel and holder will result in eccentric operation and you may lose control.4. Do not use any washer or bolt that is dam-aged or unfit in size; otherwise you will losecontrol of the operation.5. Do not use any grinding wheel.6. Do not use any diamond wheel that does notconform to the manufacturer's stipulations. 7. Do not use any cutting wheel that has beendamaged, distorted, or cracked.8. Do not operate the tool without the fixedguard.9. Do not start the tool with the cutting wheeltouching the workpiece.10. After switching off the tool, put down thetool only after the cutting wheel has com-pletely stopped running. Do not force thewheel to stop.11. Disconnect the plug from the power sourceand ensure that the diamond wheel is sta-tionary before replacing it, adjusting thecutting depth or water pipe, or repairing the tool.12. Only hold the tool by its insulated grippingsurface when the diamond wheel is likelyto cut through concealed wires or its owncord. If the diamond wheel touches a "live"wire, the exposed metal parts of the powertool may be charged and thus cause electricshock to the operator.13. Be extra cautious when "blind cutting"through walls or other blind areas becausethe diamond wheel may cut into gas or waterpiping, wires, or resilient objects. SymbolsThe label on your tool may include the following symbols:V ........Volts A ........Amperes Hz ........Hertz W ........Watts min ........minutes........ Alternating current ........ Direct current........Safety alert symbolminuteDouble InsulationThe tool is double insulated. This means that all the external metal parts are electrically insulated from the mains power supply. This is done by plac-ing insulated barriers between the electrical and mechanical components so as to make it unnec-essary for the tool to be earthed. Note: Double insulation does not take the place of normal safety precautions when operating this tool. The insula-tion system is for added protection against injury resulting from a possible electrical insulation failure within the tool.Electrical SafetyAlways check that the power supply corresponds to the voltage on the rating plate.Using an Extension CableAn extension cable should not be used unless absolutely necessary. Use of an improper exten-sion cable could result in a risk of fire and electric shock. If an extension cable must be used, use only those that are approved by the country's elec-trical authority. Make sure that the extension cable is in good condition before using. Always use the cable that is suitable for the power input of your tool (see technical data on name plate). The mini-mum conductor size is 1.5mm2.Parts (Fig. A)This tool is designed especially for cutting tiles and stones.1. On/Off switch2. Lock-on button3. Butterfly screw4. Base5. Brush cap7. SpannerAssembly and AdjustmentPrior to assembly and adjustment, always unplug the tool.Installing & Removing the Diamond Wheel (Fig. C)InstallationInsert the diamond wheel (9) to the spindle.Grip outside flange with spanner (7) and turn the screw counterclockwise with the socket wrench (6).Be sure to tighten clamp blot securely.Use only the recommended diamond wheel with the correct hole size.RemovingFollow the procedures above in reverse order.Cutting Depth Adjustment (Fig. D)To increase or decrease the depth of cut, loosen the butterfly screw (3), move the base (4) to adjust the depth, and tighten the screw to secure the depth.To prevent tool fault, the depth-of-cut adjustment knob has been set to the optimal position at fac-tory default.Users may also set the knob to a desired position at any time.Instruction for UseAlways observe the safety instructions and appli-cable regulations.Ensure that the butterfly screw (3) is properly tight-ened before operating the tool.Switching On And Off (Fig. B)To switch the tool on, press the on/off switch (1).To switch the tool off, release the on/off switch.This tool has a lock-on feature. To activate, press the on/off switch and then the lock-on button (2). To de-activate, press the on/off button again.Always switch off the tool and then the power sup-ply when work is finished.Cutting (Fig. E)Align the front edge of the base with the cutting line on the workpiece. Hold the tool firmly. Set the base on the workpiece to be cut without the wheel making any contact.Turn the tool on and wait until the wheel attains full speed.Move the tool forward over the workpiece surface, advancing smoothly until the cut is completed.Keep the cutting line straight.This tool should only be used on horizontalsurfaces.Be sure to move the tool gently forward, in a straight line. Forcing, or exerting excessive pres-sure, or allowing the wheel to bend, pinch or twist in the cut can cause the motor to over heat and tool to kick back dangerously.When the depth of cut is over 20mm deep, make 2 or 3 separate cuts to prevent motor failure. MaintenanceYour Stanley power tool has been designed to operate over a long period of time with minimal maintenance. Continuous satisfactory operation depends upon proper tool care and regular clean-ing. Do not repair the tool yourself. Please send your tool to authorized Stanley service centers for regular maintenance and service, or when a signifi-cant change in performance is observed.Carbon BrushesCarbon brushes (Fig. F)Remove and check carbon brushes regularly. Replace when they have worn down to about6mm or less.Keep carbon brushes clean for free movementin the holder. Both carbon brushes should be replaced at the same time.Use only Stanley carbon brushes.Use a slotted screwdriver to remove brush caps (5). Remove worn brushes, insert new ones, and secure the brush caps.CleaningWarning: Unplug the tool before you use a cloth to clean the housing. With the motor running, blow dirt and dust out of all air vents with dry air at least once a week. Wear safety glasses when per-forming this. Exterior plastic parts may be cleaned with a damp cloth and mild detergent. Although these parts are highly solvent resistant, NEVER use solvents.Tool CareAvoid overloading the power tool. Overloading will result in a considerable reduction in speed and effi-ciency and the tool will over heat. In this case, run the power tool at no load for a minute or two until cooled to normal working temperature by the built in fan. Switching your tool on and off whilst under load will considerably reduce the life of the tool.ImportantTo ensure product safety and reliability, repairs, maintenance and adjustment (other than those listed in this manual) should be performed by authorized service centers or other qualified orga-nizations, always using identical replacement parts. Unit contains no user serviceable parts inside.AccessoriesThe performance of any power tool is dependent on the accessory used. Stanley accessories are engineered to high quality standards and are man-ufactured from the best materials. Stringent tests are performed before the accessories are launched in the market. They are designed to enhance the performance of power tools.Purchase Stanley accessories to bring your Stanley power tools to greater performance. Recommended Stanley accessories are available at your local authorized dealers or service centers. Stanley offers a large selection of accessories at your local dealer or authorized service center.Note: Use only wheels rated at least equal to the maximum speed marked on the tool.Warning: The use of any other accessory not recommended for use with this tool could be haz-ardous.Warning: Only stone-cutting diamond wheel can be used. Do not use grinding wheel or toothed blades.Protecting The EnvironmentIn the event that you need to replace your tool or if it is of no further use to you, please consider the protection of the environment. Stanley recom-mends you to contact your local council for dis-posal information.Service InformationStanley offers a full network of our offices and authorized service locations throughout Asia. All Stanley Service Centers are staffed with trained personnel to provide customers with efficient and reliable power tool service. You may contact your nearest Stanley service center for technical advice, repair, or genuine factory replacement parts.Notes◆ Stanley's policy is one of continuous improve-ment to our products and as such, we reserve the right to modify product specifications without prior notice.◆ Standard equipment and accessories may varyby country.◆ Product specifications may differ by country.◆ Complete product range may not be available in all countries. Contact your local Stanley dealers for range availability.云石机STSP125技术参数规格STSP125功率瓦 1,320空载转速 转/分 13,000 直径 毫米 125切割深度 毫米 41重量公斤 3.1电线长度米 2.5电动工具通用安全警告警告!阅读所有警告和所有说明。
林肯电气兰格8型切割机操作手册说明书

RANGER ™8OPERATOR’S MANUALFor Machines with Code Numbers 10908, 10935, 10998IM752-AJanuary, 2003Copyright © 2003 Lincoln Global Inc.This manual covers equipment which is nolonger in production by The Lincoln Electric Co. Speci cations and availability of optional features may have changed.Mar ‘95for selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:vvAC STICK / TIG (CC) OUTPUTOUTPUT AMPSO U T P U T V O L T S AC (R M S )50100150200250010203040607080DC STICK / TIG (CC) OUTPUTOUTPUT AMPSO U T P U T V O L T S D C (R M S )5010015020025030035001020304050607080CV OUTPUT RANGE50100150200250300OUTPUT AMPS3500510152025303540DC WIRE FEED (CV) OUTPUTO U T P U T V O L T S D C (R M S )SPECIFICATIONSInternal combustion engines are designed to run in a level condition which is where the optimum perfor-mance is achieved. The maximum angle of operation for the engine is 15 degrees from horizontal in any direction. If the engine is to be operated at an angle,provisions must be made for checking and maintain-ing the oil at the normal (F ULL) oil capacity in the crankcase in a level condition.When operating at an angle, the effective fuel capaci-ty will be slightly less than the specified 9 gallons.HIGH ALTITUDE OPERATIONIf the Ranger 8 will be consistently operated at alti-tudes above 5000 ft, a carburetor jet designed for high altitudes should be installed. This will result in better fuel economy, cleaner exhaust, and longer spark plug life. It will not give increased power which is decreased at higher altitudes. Engine horsepower is reduced by 3.5% per 1000 feet for altitudes above 377 feet.Do not operate a Ranger 8 with a high altitude jet installed at altitudes below 5000 ft. This will result in the engine running too lean and result in higher engine operating temperatures which can shorten engine life.Contact your local Onan, Kohler or Honda Authorized Dealer for high altitude jet kits that are available from the engine manufacturer.Muffler Relocation Shut off welder and allowmuffler to cool before touching muffler.The Ranger 8 is shipped with the exhaust coming out on the left side. The exhaust can be changed to the opposite side by removing the two screws that hold the exhaust port cover in place and installing the cover on the opposite side. (Operating the Ranger 8without the cover in place will result in a higher noise level and no increase in machine output.)The welder should be located to provide an unrestrict-ed flow of clean, cool air to the cooling air inlets and to avoid heated air coming out of the welder recirculating back to the cooling air inlet. Also, locate the welder so that engine exhaust fumes are properly vented to an outside area.CONNECTION OF LINCOLN ELECTRIC WIRE FEEDERSShut off welder before making any electrical connections.WIRE FEED (CONSTANT VOLTAGE)CONNECTION OF THE LN-25 TO THE RANGER 8•Shut the welder off.•Connect the electrode cable from the LN-25 to the“ELECTRODE” terminal of the welder. Connect the work cable to the “TO WORK” terminal of the welder.•Position the welder “Polarity” switch to the desired polarity, either DC (-) or DC (+).•Position the “RANGE” switch to the “WIRE FEED”position.•Attach the single lead from the LN-25 control box to the work using the spring clip on the end of thelead - it carries no welding current.•Place the idler switch in the “AUTO” position.•Adjust wire feed speed at the LN-25 and adjust the welding voltage with the output “CONTROL”at the welder.NOTE:The welding electrode is energized at all times, unless an LN-25 with built-in contactor is used.If the output “CONTROL” is set below “3”, the LN-25contactor may not pull in.•Connect the LN-7 and the K240 contactor kit per instructions on the connection diagram S17742(can be found in the back of this manual).•Place the “RANGE” switch to the “WIRE FEED”position and the “POLARITY” switch to thedesired polarity.•Place the “IDLER” switch in the “HIGH” idle position. The engine idling device may notfunction when welding in the “WIRE FEED” mode.•Adjust wire feed speed at the LN-7 and adjust the welding voltage with the output “CONTROL” atthe welder.NOTE:If the output “CONTROL” is set below “3” the K240 contactor may not pull in.CONNECTION OF K930-[ ] TIG MODULE TO THE RANGER 8.The TIG Module is an accessory that provides high frequency and shielding gas control for AC and DC GTAW (TIG) welding. See IM528 supplied with the TIG Module for installation instructions.Note: The TIG Module does not require the use of a high frequency bypass capacitor. However, if the Ranger 8 is used with any other high frequency equip-ment, the bypass capacitor must be installed - order kit T12246.INSTRUCTIONSADDITIONAL SAFETY PRECAUTIONSAlways operate the welder with the roof and case sides in place as this provides maximum protection from moving parts and assures proper cooling air flow.Read and understand all Safety Precautions before operating this machine. Always follow these and any other safety procedures included in this manual and inthe Engine Owner’s Manual.TABLE lllELECTRICAL DEVICE USE WITH THE RANGER 8.Type Common Electrical Devices Possible ConcernsResistive Heaters, toasters, incandescent NONElight bulbs, electric range, hotpan, skillet, coffee maker.Capacitive TV sets, radios, microwaves, Voltage spikes or high voltageappliances with electrical control.regulation can cause the capac-itative elements to fail. Surgeprotection, transient protection,and additional loading is recom-mended for 100% fail-safeoperation. DO NOT RUNTHESE DEVICES WITHOUTADDITIONAL RESISTIVE TYPELOADS.Inductive Single-phase induction motors, These devices require largedrills, well pumps, grinders, small current inrush for starting.refrigerators, weed and hedge Some synchronous motors maytrimmers be frequency sensitive to attainmaximum output torque, butthey SHOULD BE SAFE fromany frequency induced failures. Capacitive/Inductive Computers, high resolution TV sets,An inductive type line condition-complicated electrical equipment. er along with transient andsurge protection is required,and liabilities still exist. DONOT USE THESE DEVICESWITH A RANGER 8The Lincoln Electric Company is not responsible for any damage to electrical components improperly connect-ed to the RANGER 8.1.Install a double pole, double throw switch betweenthe power company meter and the premisesdisconnect.Switch rating must be the same or greater thanthe customer’s premises disconnect and serviceovercurrent protection.2.Take necessary steps to assure load is limited tothe capacity of the Ranger 8 by installing a 35 amp 230V double pole circuit breaker. Maximumrated load for the 230V auxiliary is 35 amperes.Loading above 35 amperes will reduce outputvoltage below the allowable -10% of ratedvoltage which may damage appliances or othermotor-driven equipment.3.Install a 50 amp 115/230V plug (NEMA type 14-50)to the Double Pole Circuit Breaker using No. 8,4 conductor cable of the desired length. (The50 amp 115/230V plug is available in theoptional plug kit.)4.Plug this cable into the 50 amp 115/230Vreceptacle on the Ranger 8 case front.LOAD NATIONAL ELECTRICAL CODE FOR ALTERNATE WIRESIZE RECOMMENDATIONS.“ CONTROL” SWITCHProvides a fine welding current adjustment within the Range Switch settings in the STICK/TIG mode and welding voltage control with the Range switch set in the wire feed mode.“IDLER” SWITCHThe idler switch has two positions, “HIGH” and “AUTO”.When in “HIGH” ( ) position, the engine will run continuously at high idle.When in “AUTO” ( / ) idle position, the idler operates as follows:•WeldingWhen the electrode touches the work, the welding arc is initiated and the engine accelerates to fullspeed.After welding ceases (and no auxiliary power isbeing drawn), the engine will return to low idleafter approximately 10 to 14 seconds.•Auxiliary PowerWith the engine running at low idle and auxiliarypower for lights or tools is drawn (approximately100-150 watts or greater) from the receptacles,the engine will accelerate to high speed. If nopower is being drawn from the receptacles (andnot welding) for 10-14 seconds, the idler reducesthe engine speed to low idle.SUMMARY OF WELDING PROCESSESThis Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine isexhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE ” lists the obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________R A N G E R 8 H O N D A W I R I N G D I A G R A M F O R C O D E 10998G 4375N O T E : T h i s d i a g r a m i s f o r r e f e r e n c e o n l y . I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l . T h e s p e c i f i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e t h e m a c h i n e o n o n e o f t h e e n c l o s u r e p a n e l s . I f t h e d i a g r a m i s i l l e g i b l e , w r i t e t o t h e S e r v i c e D e p a r t m e n t f o r a r e p l a c e m e n t . G i v e t h e e q u i p m e n t c o d e n u m b e r ..JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
哈斯自动化EC-500 50 50-TAPER 电子切削机操作说明说明书

/5050-TAPER P O W E RI N A SMALL FOOTPRINTDesigned for high-volume production and unattended operation for larger parts andtombstones, the EC-500/50 offers 50-taper powerand a large work envelope, with the smaller footprint of a 40-taper pallet-changing machine. It features fast rapids, full 4th-axis pallet indexing, and a rear-exit chip conveyor for efficient chip management.The cycloidal rotary drive system – designed for machine tools and robotics – provides a An extra 5" of Y-axis travel can make all the difference in the world. Now, the spindle centerline can get 27.13" above the surface of the pallet. We also increased the X- and Z-axis travels by 2" each.ROBUST CUTTING WITH Y OUR SHOP’S WORKSP ACE IN MINDNEW – CYCLOIDAL ROTARY DRIVENEW – INCREASED AXIS TRAVELS50-T APERFull 4th-axis rotary –Get your machine status notifications anywhere, on any device! The Haas Control has the ability to send you, and others you designate, email notifications about the operating status of your Haas machine. Set up is fast and easy through the MyHaas Portal and .HaasDrop is a fast and convenient method for sending images, videos, and even program files from a mobile device directly to a Haas NextGen Control. Download the free app, and start transferring files directly to the Haas control.MAKE THE CONNECTION WITH HAASCONNECTHAAS DROPMYHAAS MACHINE DET AILS P AGE View detailed information about your machines, including serial numbers, build dates, warranty start/end dates, product details, and machine option details. Sign up now at /myhaasFind out about the latest upgradesavailable for your machine, order parts, and quickly access service guides, manuals, and videos.Up-to-the-minute live eventtracking with HaasConnect remote monitoring.View detailed information about your machine, including serial number, machine build date, and warranty start /end dates.See how your machine isconfigured, with a detailed list of every option installed.Haas Automation, Inc. | | 800-331-6746 | Made in U.S.A.Specifications subject to change without notice. Not responsible for typographical errors. Machines shown with optional equipment.Actual product appearance may differ. Pricing subject to change without notice.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Solutions for Materials Preparation, Testing and Analysis
AbrasiMatic ™ 300
砂轮切割机
·高扭矩电机便于实现不同种类的切割·可安装12in [305mm]的切割刀片
·可切割直径为4.375in [110mm]的样品·急停装置可即时进行后续操作
·超大样品视窗和光学系统更便于用户观察样品
·为切割后设计的创新样品收集托盘·清洁水管快速清洁切割机·自/手动切割模式
·可选X 轴移动工作台进行连续性系列切割
AbrasiMatic ™ 300 砂轮切割机
AbrasiMatic 300台式砂轮切割机具有3个方向手动切割和1个方向自动切割功能。
该设备可以用于各种形状、尺寸和材料的样品切割。
其切割能力可以满足生产检验和实验室日常检测切割样品之应用。
·Y 轴方向纵向手动切割
概览
样品室侧面开口可用于装卡切割细长的轴类零件利用零件收集托盘可以快速找到切割后的样品
AbrasiMatic300标准配置,不具备X-轴方向移动功能
3
AbrasiMatic ™ 300 - 只为您设计
结构设计
切割模式
切割机基座采用耐久的铸铝材料制造,表面有防腐涂层易于清洁。
切割区域与电气区域完全绝缘并相互独立。
两个T形槽工作台由不锈钢制造,可以安装任意带12mm 的T 形螺母的标准夹具(单独订购)。
金属前罩开启时受到两个气压弹簧支撑从而在
关机操作时保持稳定。
可通过两个大尺寸的带过滤网排水口,选择在切割机的后部或下部排水。
安装在切割片两侧的冷却液喷嘴可持续保证样品在切割过中不被烧伤。
六个橡胶地脚可有效降低切割机可能产生的震动。
有四种切割模式供用户选择,具体如下:
1) Z 轴方向的手动切割,使用拉杆手动进行“直切”。
2) 使用纵向移动手柄,进行Y 轴方向的纵向手动切割。
3) 使用Y 轴电机驱动,通过触摸屏控制,进行Y 轴方向的纵向 自动切割。
4) 可选X 轴移动工作台,进行手动Y 轴方向连续的系列切割。
使用Z 轴拉杆可实现简便快速的手动直切功能,操作人员可获得直接的切割感受并控制进给量。
手动Y 轴方向切割适用于处理长度较大和不规则形状的试样,这种方法是通过旋转手柄来进行切割控制。
用户使用Y 轴方向自动切割功能可提高生产效率。
所有切割参数都可在易于操作的控制面板上进行设置。
操作人员在设定切割长度和进刀速度后,切割机即可完成剩余工作。
自动切割模式采用Buehler 公司独有的SMARTCUT 技术,在切割过程中,机器会在需要时自动降低进刀速率,以实现连续无烧伤切割。
选择脉冲切割模式,可以切割一些不易切割的样品。
可选装的X 轴方向切割功能可以进行连续的平行切割,而不需要重新装卡样品。
这种切割方式同样使用旋转进给手柄进行样品移动。
X-Y-Z三轴切割模式:1)Z-轴方向手动切割
2)Y-轴手动/机械驱动进给,纵向切割
3)选装X-轴方向移动工作台,手动系列切割
操作语言(8种)和单位(公/英制)选择界面
手动模式操作界面
自动模式操作界面
使用数字键盘可以很便捷的设定切割长度和进刀速度
AbrasiMatic 300切割机将使用安全性作为最重要的设计原则,采用钢制的安全保护罩和透明的观察窗口设计。
钢制的切割片保护罩时时刻刻保护着旋转的切割片。
本机配有超大的紧急停止按钮,操作人员可迅速触及并按下,当出现紧急情况时,压下急停按钮会立即切断切割电机电源和循环冷却系统的电源,而基座照明电源则保持接通状态。
安全锁确保在机器面罩打开的情况下,切割机电机和其他部分电源全部切断。
为了提高安全性,机器罩上的安全锁可以保证在电机旋转的情况下,机罩不能被打开。
操作方便的主电源开关可以关断整部机器的电源。
当机器处于过载状态,触发式过载保护开关将被启动,而其复位操作也非常简便。
低电压(24V)控制系统确保操作者安全,其性能完全满足CE 和RoHs 协议。
AbrasiMatic 300采用流行的彩色触摸屏控制技术,HMI (人机接口)实现机电系统与操作者之间的信息交换和通讯。
操作者可以使用触摸屏上的可触摸图标输入指令。
手动和自动操作模式分别由独立的屏幕显示。
所有触摸屏上的文本都可从八种语言(英语、德语、西班牙语、葡萄牙语、法语、中文、日文和韩文)中选择,所有单位均可在英制和公制间进行选择。
AbrasiMatic ™ 300 - 只为您设计
带滚轮小车的循环冷却系统
控制面板
AbrasiMatic 300(配置12in (305mm)
直径切割片)具有同档产品中最大的
切割区域,纵向切割能力可达10.25in
(260mm)
位置(1)确定切割长度起始位置,位置(2)
确定切割长度结束位置,位置(1)与位置
(2)之间距离为总切割长度
AbrasiMatic™ 300 - 只为您设计
切割
快速夹具和垫块配合使用,在竖向提供加持力量,可牢固装卡各种形状不规则的和尺寸较大的样品
滑动式快速夹具在日常工作中可实现多种装
夹功能
技术规格
技术规格
AbrasiMatic ™ 300
砂轮切割机
附件和耗材
• 手动或自动操作, 5Hp
• 切割片直径最大为12in [305mm]• 12mm T -Slot
不锈钢切割台面• 可选X 轴移动工作台
• 自带SmartCut™智能切割功能• 彩色液晶触摸屏操作
(包含超合金砂轮,不包含循环冷却系统和夹具)
电压/频率
电压/频率10-2332-260 [200-240VAC, 60Hz]10-2332-460 [440-480VAC, 60Hz]10-2332-250 [200-240VAC, 50Hz]10-2332-400 [380-400VAC, 50Hz]
循环过滤系统 22gal [90l]
(如图示16-1497)
41-10102 33.8oz [1ℓ]41-10103 1gal [3.8ℓ]41-10104 5gal [19ℓ]
109011 2, 3
1ℓ109012 2, 3 10ℓ
水溶性切割冷却液,1份混合30份水
Cool 2 冷却液
12-4145-010 0.055in [1.4mm]
砂轮切割刀片最大直径 - 12in [305mm] 中心孔直径1.25in [31.75mm] (qty. 10)
2, 3
项仅在欧洲,中东,非洲和亚洲地区供应。
95-C1703 (左手) 95-C1822 (右手)如图示
12 mm T型槽夹具
10-3570
通用夹具套装
12 & 14 mm T型槽固定大型夹具
12mm夹具适用于AbrasiMet 250, AbrasiMatic 300和AbrasiMatic 450
14mm夹具只适用于Delta手动,Delta轨道式和Delta直切式切割机
标乐公司会持续对产品进行改进,如有更改恕不另行通知。
西努光学
电话:400-6807517
网址:http://www.cinv.cn
E-Mail:dushilei@cinv.cn
地址:上海市浦东新区浦东南路滨江2250号A座301室。