台达PLC控制伺服电机实现原点回归和定位
台达运动控制卡系统35种原点回归模式详解
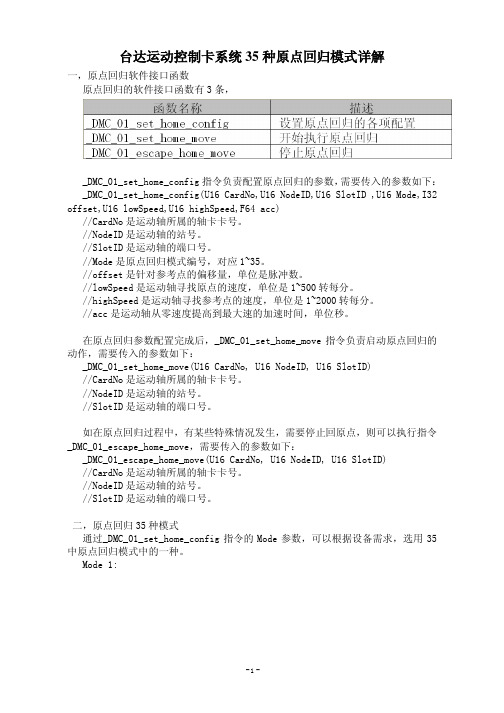
台达运动控制卡系统35种原点回归模式详解一,原点回归软件接口函数原点回归的软件接口函数有3条,_DMC_01_set_home_config指令负责配置原点回归的参数,需要传入的参数如下:_DMC_01_set_home_config(U16 CardNo,U16 NodeID,U16 SlotID ,U16 Mode,I32 offset,U16 lowSpeed,U16 highSpeed,F64 acc)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
//Mode是原点回归模式编号,对应1~35。
//offset是针对参考点的偏移量,单位是脉冲数。
//lowSpeed是运动轴寻找原点的速度,单位是1~500转每分。
//highSpeed是运动轴寻找参考点的速度,单位是1~2000转每分。
//acc是运动轴从零速度提高到最大速的加速时间,单位秒。
在原点回归参数配置完成后,_DMC_01_set_home_move指令负责启动原点回归的动作,需要传入的参数如下:_DMC_01_set_home_move(U16 CardNo, U16 NodeID, U16 SlotID)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
如在原点回归过程中,有某些特殊情况发生,需要停止回原点,则可以执行指令_DMC_01_escape_home_move,需要传入的参数如下:_DMC_01_escape_home_move(U16 CardNo, U16 NodeID, U16 SlotID)//CardNo是运动轴所属的轴卡卡号。
//NodeID是运动轴的站号。
//SlotID是运动轴的端口号。
二,原点回归35种模式通过_DMC_01_set_home_config指令的Mode参数,可以根据设备需求,选用35中原点回归模式中的一种。
台达伺服定位控制案例
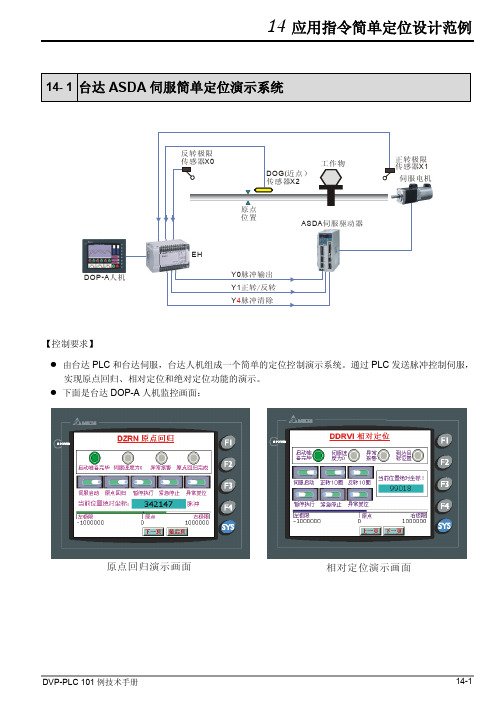
X1Y0脉冲输出Y1正转/反转Y 脉冲清除4DOP-A 人机ASDA 伺服驱动器【控制要求】● 由台达PLC 和台达伺服,台达人机组成一个简单的定位控制演示系统。
通过PLC 发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
● 下面是台达DOP-A 人机监控画面:原点回归演示画面相对定位演示画面绝对定位演示画面【元件说明】【PLC 与伺服驱动器硬件接线图】台达伺服驱动器码器DO_COMSRDY ZSPD TPOS ALAM HOME【ASD-A伺服驱动器参数必要设置】当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
【控制程序】M1002MOVK200D1343Y7Y10Y11M20M21M22M23M24M1334Y12M1346M11X0X1X3X4X5X6X7M12M13设置加减速时间为 200msY6M10伺服启动伺服异常复位M0M1M2M3M4M1029DZRN DDRVI DDRVI DDRVA DDRVA ZRSTK10000K100000K-100000K400000K-50000K5000K20000K20000K200000K200000X2Y0Y0Y0Y0Y0Y1Y1Y1Y1M1M0M0M0M0M2M2M1M1M1M3M3M3M2M2M4M4M4M4M3M0M4原点回归正转圈10跑到绝对坐标,处400000跑到绝对坐标,处-50000定位完成后自动关闭定位指令执行伺服计数寄存器清零使能反转圈10伺服电机正转禁止伺服电机反转禁止PLC 暂停输出脉冲伺服紧急停止伺服启动准备完毕伺服启动零速度检出伺服原点回归完成伺服定位完成伺服异常报警【程序说明】●当伺服上电之后,如无警报信号,X3=ON,此时,按下伺服启动开关后,M10=ON,伺服启动。
●按下原点回归开关时,M0=ON,伺服执行原点回归动作,当DOG信号X2由Off→On变化时,伺服以5KHZ的寸动速度回归原点,当DOG信号由On→Off变化时,伺服电机立即停止运转,回归原点完成。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位一、引言随着现代工业自动化的发展,伺服电机作为一种高性能的执行器被广泛应用于各种自动化设备中。
伺服电机通过PLC控制可以实现精确的运动控制和定位,其中包括对伺服电机进行原点回归和定位操作。
本文将介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
二、伺服电机原点回归伺服电机的原点回归是指将伺服电机运动到事先设定好的原点位置。
下面是实现伺服电机原点回归的步骤:1.设定原点位置:首先,在PLC程序中定义伺服电机的原点位置。
原点位置可以是一个特定的坐标或一个传感器信号。
2.设置运动参数:根据实际情况,设置伺服电机的运动速度、加速度和减速度等参数。
3.启动伺服电机:通过PLC程序,给伺服电机发送运动指令,使其开始运动。
同时,监控伺服电机的位置。
4.到达原点位置:当伺服电机到达定义的原点位置时,通过PLC程序停止伺服电机的运动。
5.记录位置信息:记录伺服电机的位置信息,方便后续的定位操作。
三、伺服电机定位伺服电机的定位是指将伺服电机准确地移动到给定的位置。
下面是实现伺服电机定位的步骤:1.设定目标位置:在PLC程序中定义伺服电机的目标位置。
目标位置可以是一个特定的坐标或一个传感器信号。
2.设置运动参数:根据实际情况,设置伺服电机的运动速度、加速度和减速度等参数。
3.启动伺服电机:通过PLC程序,给伺服电机发送运动指令,使其开始运动。
同时,监控伺服电机的位置。
4.到达目标位置:当伺服电机到达指定的目标位置时,通过PLC程序停止伺服电机的运动。
5.记录位置信息:记录伺服电机的位置信息,方便后续的定位操作。
四、PLC控制台达伺服电机实现原点回归和定位的注意事项在使用PLC控制台达伺服电机实现原点回归和定位时,需要注意以下事项:1.伺服电机位置的监控:通过PLC程序实时监控伺服电机的位置,可以根据实际情况进行调整。
2.运动参数的设置:根据实际需求,设置伺服电机的运动速度、加速度和减速度等参数。
PLC控制伺服电机准确定位的方法
PLC控制伺服电机准确定位的方法
1.确定准确定位的目标:首先需要确定伺服电机的准确定位目标,即
需要将电机定位到的位置和角度。
2.设置伺服电机控制器参数:根据具体的伺服电机和应用需求,设置
伺服电机的控制器参数,包括电机的最大转速、加速度、减速度等。
3.设置PLC程序:使用PLC编程软件,编写相应的程序来控制伺服电
机的准确定位。
该程序需要包括初始化电机、设定目标位置、控制电机转
动等功能。
4.初始化电机:在程序开始时,需要对伺服电机进行初始化,将电机
的位置和角度归零,并设置初始速度。
5.设定目标位置:根据准确定位的目标,将目标位置和角度传输给伺
服电机控制器,控制器会根据这些参数来控制电机的行动。
6.控制电机转动:通过PLC程序控制电机的转动,可以使用闭环控制
或开环控制。
闭环控制使用编码器或传感器来反馈电机的位置和角度信息,并根据这些信息进行调整;开环控制则根据预设的速度和时间来控制电机
转动。
7.到达目标位置:通过不断调整电机的转速和加减速度,直到电机的
位置和角度达到目标位置。
可以使用PID控制算法来实现精确控制。
8.停止电机:在电机达到目标位置后,停止电机的转动,并进行必要
的复位操作,将电机的位置和角度归零。
以上是PLC控制伺服电机准确定位的一般方法。
具体的实现还需要根
据具体的应用需求和伺服电机的型号、规格进行调整和优化。
PLC控制伺服电机准确定位的方法

PLC控制伺服电机准确定位的方法PLC控制伺服电机准确定位的方法在自动化生产、加工和控制过程中,经常要对加工工件的尺寸或机械设备移动的距离进行准确定位控制。
这种定位控制仅仅要求控制对象按指令进入指定的位置,对运动的速度无特殊要求,例如生产过程中的点位控制(比较典型的如卧式镗床、坐标镗床、数控机床等在切削加工前刀具的定位),仓储系统中对传送带的定位控制,机械手的轴定位控制等等。
在定位控制系统中常使用交流异步电机或步进电机等伺服电机作为驱动或控制元件。
实现定位控制的关键则是对伺服电机的控制。
由于可编程控制器(PLC)是专为在工业环境下应用而设计的一种工业控制计算机,具有抗干扰能力强、可靠性极高、体积小等显著优点,是实现机电一体化的理想控制装置。
本文旨在阐述利用PLC控制伺服电机实现准确定位的方法,介绍控制系统在设计与实施中需要认识与解决的若干问题,给出了控制系统参考方案及软硬件结构的设计思路,对于工业生产中定位控制的实现具有较高的实用与参考价值。
1 利用PLC的高速计数器指令和旋转编码器控制三相交流异步电机实现的准确定位1.1 系统工作原理PLC的高速计数器指令和编码器的配合使用,在现代工业生产自动控制中可实现精确定位和测量长度。
目前,大多数PLC都具有高速计数器功能,例如西门子S7-200系列CPU226型PLC有6个高速计数器。
高速计数器可以对脉宽小于PLC主机扫描周期的高速脉冲准确计数,不需要增加特殊功能单元就可以处理频率高达几十或上百kHz 的脉冲信号。
旋转编码器则可以将电动机轴上的角位移转换成脉冲值。
利用PLC的高速计数器指令和编码器控制三相交流异步电机实现的准确定位控制系统,其原理是通过与电动机同轴相连的光电旋转编码器将电机角位移转换成脉冲值,经由PLC的高速计数器来统计编码器发出的脉冲个数,从而实现定位控制。
1.2 设计与实施以对传输带的定位控制设计为例加以说明。
现需要用传输带运送货物,从货物运送起点到指定位置(终点)的距离为10 cm。
台达PLC控制伺服说明

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。
如何采用PLC控制伺服电机的精确定位
如何采用PLC控制伺服电机的精确定位1 PLC定义PLC主要是指数字运算操作电子系统的可编程逻辑控制器,用于控制机械的生产过程。
PLC的特点是性能稳定可靠,一般由大公司如三菱,LG、台达、西门子等生产制造,质量可靠,使用寿命长,其次PLC的扩展性好,一般可通过简单方法实现多种专业的功能,如AD/DA功能,波形输出功能,PID模糊控制功能等。
PLC可采用代码编程或者梯形图编程,逻辑清楚,编程简单,适合于初学者学习和使用,因此用途广泛。
目前PLC已经在世界各地的重要控制系统中发挥了重要的作用。
大到航天航海,小到普通家用电器,都有它的身影,特别是制造工厂,更是得到了大量的使用。
2 伺服电机定义伺服电机主要靠脉冲来定位,基本上可以这样理解,伺服电机接收到1个脉冲,就会旋转1个脉冲对应的角度,从而实现位移,因为,伺服电机本身具备发出脉冲的功能,所以伺服电机每旋转一个角度,都会发出对应数量的脉冲,这样,和伺服电机接受的脉冲形成了呼应,或者叫闭环,如此一来,系统就会知道发了多少脉冲给伺服电机,同时又收了多少脉冲回来,这样,就能够很精确的控制电机的转动,从而实现精确的定位,可以达到0.001mm。
伺服电机在要求精密控制的工业自动化设备中得到了广泛的应用,他的闭环控制功能,是步进电机无法比拟的。
在一些场合,由于步进电机没有反馈,因此当步进电机卡死或打滑会出现丢步的情况,从而大大影响设备使用精度,因此步进电机一般用于纯粹的转动过程,或者用于对精度要求不高的使用场合。
3 如何采用PLC控制伺服电机运转文中采用了LG品牌PLC,伺服电机采用英迈克的伺服电机及驱动器。
3.1 PLC控制伺服电机原理图PLC控制伺服电机原理如图1所示。
①PLC引脚说明。
PLC引脚P00为电机运行启动信号;PLC引脚P40属于LG PLC的专用高速脉冲通道,用于控制伺服电机驱动器。
P41属于LG PLC专用方向脉冲通道;P属于高速脉冲通道的专用高电平端,当高速脉冲通道为低电平时,电流从P流向高速脉冲通道,从而伺服电机收到高速脉冲,并执行相关控制,如转动和换向。
台达PLC控制伺服电机实现原点回归和定位

台达PLC控制伺服电机实现原点回归和定位PLC是一种常用的工业自动化控制设备,可以通过编程实现对各种设备的控制和监测。
伺服电机是一种精密、高效的电机,常用于需要精确定位和高速运动的应用中。
在工业自动化中,使用台达PLC控制伺服电机实现原点回归和定位是一种常见的应用。
原点回归是指将伺服电机恢复到初始位置的过程。
定位是指将伺服电机定位到指定位置的过程。
下面将详细介绍如何使用台达PLC控制伺服电机实现原点回归和定位。
首先,需要连接PLC和伺服电机。
通常情况下,PLC通过数字I/O或者模拟输出的方式与伺服电机进行通信。
通过控制信号来实现对伺服电机的运动控制。
接下来,需要进行编程。
在PLC编程软件中,可以使用LAD(梯形图)或SFC(顺序功能图)等编程语言进行编程。
以下是使用LAD进行编程的步骤:1.设定伺服电机的回零信号:首先,将一个输入模块(通常是数字输入模块)连接到PLC,并将其配置为接收伺服电机的回零信号。
在PLC编程软件中,设置一个变量用来接收回零信号,并将其与输入模块的输入点相连。
2.设定伺服电机的运动控制信号:将一个输出模块(通常是数字输出模块)连接到PLC,并将其配置为输出伺服电机的运动控制信号。
在PLC编程软件中,设置一个变量用来控制运动控制信号,并将其与输出模块的输出点相连。
3.编写原点回归程序:在PLC编程软件中,使用LAD或SFC语言编写原点回归的程序。
程序中需要包含以下几个步骤:a.等待回零信号:使用一个等待指令,等待回零信号的到来。
当接收到回零信号时,程序将继续执行下一步。
b.发送运动控制信号:将设定好的运动控制信号发送给伺服电机,使其执行原点回归的动作。
c.等待回零完成信号:使用一个等待指令,等待回零完成信号的到来。
当接收到回零完成信号时,程序将继续执行下一步。
4.编写定位程序:在PLC编程软件中,使用LAD或SFC语言编写定位的程序。
程序中需要包含以下几个步骤:a.接收定位信号:使用一个等待指令,等待定位信号的到来。