TPM指摘问题实施确认表
【精品】设备预防维护保养TPM推进表
提供给工业物料采购部门?
关键备件清单
实施维护 31 L2 大于 75%小于 100%的设备实施维护
维护的验证 与评估
32
L2 发生故障,是否评估并改进预防性维修工作?
点检和预防维护 实施范围
根据设备故障, 优化预防维护规 程及PM计划
持续改进
33
L2
工厂及各单位是否收集和分析数据(例如 OEE)以此来消除设备损失?在 制造过程中的实施率大于 25%小于或等于 50%
培训记录/月度 例会签到表
3
L1
安全、人机工程及环保人员和设备维护人员,是否进行设备维护方面的安 全风险及环境评估?
班组安全风险源 /预防维护规程
新设备或重大维
建立全员生
4
L1
安全、人机工程及环保人员是否参与审核新设备或重大维修(改造)设备 的设计或维修方案,以确保其符合安全、人机工程及环保方面的要求?
产维护组织 机构
60
L4
是否将员工的更换对维护工作的危害防制纳入维护保养系统中,使单位拥 有预防维护措施来达到维护保养的正确性?
班组设备维护保 养手册
新员工设备操作 与维护的培训记 录
61
L4
工厂及各单位是否已对新员工的工作地点或所有已知的危险源进行定期的 监控(与合理的响应)?
安全检查记录 (包括重大危险 源)
瓶颈设备与设施 PM计划
设备预防维护作 业控制程序
实施维护
44 L3 全单位范围内实施预防维护
45
L3
设备在按维护计划实施并完成维护保养后,维护计划中相关内容可作为将 来 编制维护计划的参考
设备PM计划
预防维护规程及 PM计划的优化
维护的验证 与评估
设备TPM管理用表

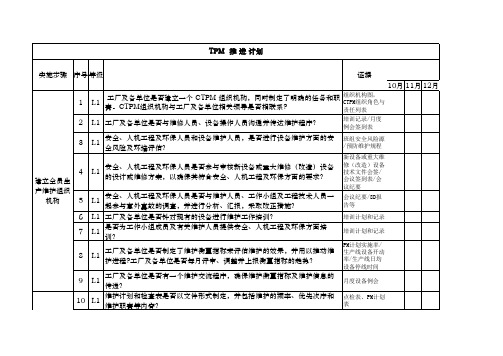
表3-1 TPM 改善计划TPM 改善计划表格使用指南1.TPM计划表将TPM规划分为两个层次TPM推进委员会制定的战略规划和TPM推进工作室制定的战术规划有机结合,使企业在制定TPM计划时能够宏观与细节并重。
2.要注意的是表中列出的只是活动的导入过程,导入结束并不意味着活动结束,TPM活动要求长期、持续、有效、自主地推进下去。
表3-2 TPM推进人员推荐表TPM推进人员推荐表候选人姓名:所在部门:评选日期:表格使用指南1.TPM人员推荐评价表将TPM推进人员所需要的基本素养逐项列出,可以非常清晰地为每位候选人打分,最后把得分作为评选的一项重要依据。
2.成功推进人员首先应该是一位积极向上的人,具体的选拨条件可以通过TPM人员推荐评价表。
3.使用本表的过程中,在具体决定推荐人员的时候会遇到人力资源不足的可能,或本表没有涉及的特殊内容。
此时可不必拘泥于评价表,而是根据平时的考核结果进行选拔。
如某员工平时工作积极认真、行动力强、有号召力等就足以成为很好的活动推荐人选。
表3-3 设备自主保全诊断表设备自主保全诊断表表格使用指南:1.设备自主保全诊断表用于设备自主保全的诊断。
2.表格的使用步骤①根据评分标准给每一项评分并填写在注意事项及得分栏内,或在相应的得分做标识。
②将六项得分相加得出总分,根据得分判断出目前所处的水平。
表3-4 组装自主保全诊断表自主保全诊断表(附带设备)第一阶段,初期清扫表3-5 自主保全诊断表(仓库、放置场所)自主保全诊断表(仓库、放置场所)第一阶段,初期清扫表格使用指南:1.设备自主保全诊断表用于设备自主保全的诊断。
2.表格的使用步骤:①根据评分标准给每一项评分并填写在注意事项及得分栏内,或在相应的得分做标识。
②将六项得分相加得出总分,根据得分判断出目前所处的水平。
表3-6 全员诊断申请书全员诊断申请书第阶段(第次)年月日表格使用指南1.本表用于全员诊断的申请。
表3-7 物品报废及处理申请表物品报废及处理申请表表格使用指南1.表4-7为物品废弃及处理申请单,是一个废旧物品废弃及处理申请表格。
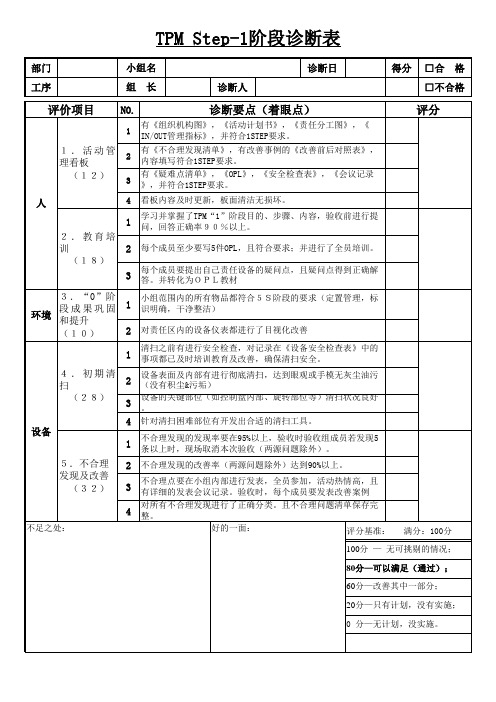
TPM-STEP-1诊断表
人
4 看板内容及时更新,板面清洁无损坏。
1
学习并掌握了TPM“1”阶段目的、步骤、内容,验收前进行提 问,回答正确率90%以上。
2.教育培
训
2 每个成员至少要写5件OPL,且符合要求;并进行了全员培训。
(18)
TPM Step-1阶段诊断表
部门 工序
小组名 组 长
诊断人
诊断日
得分 □合 格 □不合格
评价项目 NO.
诊断要点(着眼点)
1
有《组织机构图》,《活动计划书》,《责任分工图》,《 IN/OUT管理指标》,并符合1STEP要求。
1.活动管 理看板
2
有《不合理发现清单》,有改善事例的《改善前后对照表》, 内容填写符合1STEP要求。
4.初期清 扫
2
设备表面及内部有进行彻底清扫,达到眼观或手模无灰尘油污 (没有积尘&污垢)
(28)
3
设备的关键部位(如控制盘内部、旋转部位等)清扫状况良好 。
设备
4 针对清扫困难部位有开发出合适的清扫工具。
1
不合理发现的发现率要在95%以上,验收时验收组成员若发现5 条以上时,现场取消本次验收(两源问题除外)。
100分 — 无可挑剔的情况;
80分—可以满足(通过);
60分—改善其中一部分;
20分—只有计划,没有实施;
0 分—无计划,没实施。
5.不合理 发现及改善 (32)
不足之处:
2 不合理发现的改善率(两源问题除外)达到90%以上。
3
不合理点要在小组内部进行发表,全员参加,活动热情高,且 有详细的发表会议记录。验收时,每个成员要发表改善案例
TPM之不具合点指摘技巧

讓人感覺到「不妥當」、「不必要的」、「怪怪的」、「不經濟」、「好像要故障了」、「好麻煩」、「好累」、「應該有更好的方法」、「別人都不用這樣做」、「為什麼沒有做」、「故障」、「瑕疵」、「缺點」、「損傷」、「骯髒」、「浪費」、「不整齊」、「不好做」、「不正常」、「不安全」……等,有這感覺的部位就叫不具合點。
皮帶、鏈條
異音、發熱、震動、異味、變色、不正常壓力或電流
阻塞、硬化、堆積、剝離、作動不良
基本條件不佳
潤滑
加油
油位計
鎖緊
油量不足、髒油、不明油種、不適合油種、漏油
髒油、注油口破損或變形、油管不通
髒污、破損、洩漏、沒有適當的標示
螺絲螺帽:鬆動、掉落、過長、斷裂、腐蝕、不當的墊圈
困難部位
清掃
點檢
加油
鎖緊
操作
調整
機械結構、蓋子、配置、立足點、週遭場所
蓋子、結構、配置、儀器的位置和方向、廢油口、週遭場所
加油孔的位置、結構、高度、立足點、週遭場所
蓋子、結構、配置、尺寸、立足點、週遭場所
機器配置、閥、開關及操作桿的位置、立足點
壓力計、溫度計、流量計、水份及真空計的位置
發生源
成品
原料
潤滑油
氣體
液體
廢屑
其它
洩漏、濺、噴出、飛散、溢出
12.加油部位未標明油品 13.管內壁髒污或阻塞
14.給油困難 15.有安全顧慮但未標示
四、傳動機構
1.馬達未標示旋轉方向 2.皮帶鬆緊不良 3.皮帶斷損
4.潤滑不良 5.安全顧慮但未標示
五、有機溶劑
1.未標示名稱 2.溶劑洩漏 3.存放位置不當
4.有安全顧慮但未標示
量規之位置、朝向、供油口、地板、密接於基板上之配線/配管、罩蓋的易見程度/必要性等。
TPM之后的效果确认及衡量指标

TPM之后的效果确认及衡量指标—对Rany问题的回答Rany26日在我博客上留下一个问题:现在我们在做TPM时,遇到了一个问题:如何考察PM 的效果?用什么样的指标来考察?因为在具体执行的时候会涉及到方方面面的问题,MTTR或者MTBF在执行中都被否决了。
又没有什么好的办法呢?基于Rany公司已经全面展开TPM(Total Productive Maintenance)活动,所以我就不在对TPM的一些基本概念加以敖述了。
但要回答用什么样的指标来考察PM 的效果这个问题,就不得不从设备维护的目的及费用方面谈起,因为要想找到一个合理有效的衡量指标,必须先知道我们做这件事情的目的是什么或者说希望解决什么样的问题,带来什么样的好处。
故,在我提出建议的衡量标准前,我将在以下三个方面再啰嗦几句:一.设备管理上的范畴:包括设备维护,设备改善,设备改良(保养预防);二.设备预防保养管理体制不全的损失;三.设备维护的真实成本这三个方面的正确理解将会对指标的正确设置起到很大的帮助作用。
一.设备管理上的范畴(1)设备维护管理目标:极力以低的费用维持设备项目①设备的精度维持(品质Quality、制品率Yield)②设备的机能维持(品质、制品率)③设备的效率维持(效率Productivity)④故障防止、复原(品质、制品率、效率、交期Delivery)(2)设备改善目标:拥有改善能力,可靠性提高项目①应工厂需求(新产品开发、试作、省能源、省力)②改善设备的精度、机能、效率(品质、制品率、效率提升)③转化成不需要保养的境界(3)设备改良,即保养预防目标:使寿命周期成本(Life Cycle Cost LCC)降至最低程度,保养性提高。
项目①MP(Maintenance Prevention)活动(维持保养性良好的设备), 从设计开始,采用PM思想,设计或选择不易故障,易于保养的机械。
所以在这里,我们了解到设备管理范畴上要解决的问题,它们与品质Quality),制品合格率(Yield),效率(OEE/Productivity),交期(Delivery)都有紧密联系。
TPM全面生产维护程序(含表格)
TPM全面生产维护管理规范(IATF16949-2016)1.0目的:通过设备相关人员的全面参与,提高设备的综合效率,使生产能力达到预期而保障生产的顺利进行。
2.0范围:本规定适用于公司汽车产品相关的设备的维护管理。
3.0定义:3.1TPM:全面生产维护(Total Productive Maintenance)。
3.2设备:在此指用于生产产品的必须的设备。
3.3替换件:为提高设备维修效率而准备的用于设备某一部件的永久或临时性的更换而准备的零件称之,适用时被替换件可线下维修后再作为替换件使用。
3.4预防性维护:为了消除设备失效的非计划性生产中断的原因而策划的定期活动(基于时间的周期性检验和检修)。
3.5周期性检修:用于防止头盖发生重大意外故障的维护方法,此方法根据故障或中断历史,主动停止使用某一设备或设备的子系统,然后对其进行拆卸、修理、更换零件、重新装配并恢复使用。
3.6预测性维护:通过对设备状况实施周期性或持续监视来评价在役设备状况的一种方法或一套技术,以便预测应当进行维护的具体时间。
3.7OEE:全局设备效率(Overall Equipment Effectiveness),OEE=时间运行效率X性能运行效率X良品率。
3.8MTBF:平均故障间隔时间(Mean Time Between Failure)。
3.9MTTR:平均维修时间(Mean Time To Repair)。
4.0职责:4.1生产部:设备的预防性日常维护实施,设备维修时间的确认。
设备综合效率的统计分析。
4.2管理部:预防性周周期维护的实施,维修内容及时间的记录。
4.3生管:设产阶段的OEE分析。
5.0工作内容:5.1工程部与生产部负责人在产品开发期间对产品生产所需设备进行识别,选定适当规格类型的设备确保设备被合理利用且可生产合格的产品,识别后作成“XXXX产品生产设备清单”。
5.2管理部机修工根据设备的特点及同类设备的维修经验及设备使用的频率,明确各设备的必须的替换件及数量,制订“设备备件清单”经管理部经理及生产部经理审核后,总经理批准后交采购按采购流程购买,购买回的备件经机修工确认后放于仓库,需要时领用。
tpm推进计划表

TPM导入 普及和实践 TPM实施和完善 TPM完成 推进项目 2008年 2009年 2010年 时间 阶段 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9 10 11 12 第1-2步实践 第1-2步维持管理 第3步实践 第3步维持管理 第4步实践和维持管理 第一阶段 第1-2步实践 第3步实践 第3步维持管理 第4步实践和维持管理 第二阶段 第1-3步实践 第1-3步维持管理 第4步实践和维持管理 第三阶段 第1-3步实践 第4步实践和维持管理 第四阶段 第-4步实践 第五阶段 实施内容 < 第 1 步整理, 整顿, 初期清扫> 1. 以设备本身为中心的灰尘,污染物等一致排除,能分解的一定要分解,找出缺点促进不合理的发现和还原 2.主动改善 妨碍清扫的一次发生源(漏油,水, 漏水, 灰尘, 粉末, 蒸气)清除不用物、不用部品等 3. 要制订能够管理设备综合效率的体制并记录活动内容,活动时间, 发生源, 优点,不用物件数等的List < 第2部制订减小发生源和困难的对策> 1. 改善灰尘, 污染物的来源, 减小飞散的灰尘, 清扫, 供油困难并进行点检,谋求缩短供油时间 2. 成本方面费脑筋了解费用的发生源,明确减少成本的对策项目,促进有实践性的成本活动 。 < 第3步制订清扫, 点检,供油基准书 > 1. 制订短时间内能清扫,供油,紧螺丝的行动基准并进行日常收集 2. 导入目视化管理并谋求点检作业的效率化(做到设备的异常和变化一目了然) < 第4 步总点检 > 1. 策划寻找并复员因根据清扫,供油,点检项目进行的点检技能教育和总点检实施出现的优点和不合理事项 。 2. 1-3步骤是以整备基本条件,防止热化活动为主,但第四步骤是展开促进热化活动,培养对设备熟练的作业者
TPM管理程序(含表格)

TPM管理程序(ISO9001:2015)1 目的为明确TPM管理推行工作内容、部门职责,加强TPM管理考核,在公司范围内顺利开展设备全员维护(以下简称TPM)管理工作,达到推行工作目标,特制定本程序。
2 范围本规定适用于公司范围内设备管理中开展TPM管理和考核。
3 术语3.1 全员生产维护(TPM,Total Productive Maintenance):是指以最大限度提高生产效率最高为目标,通过与工作小组相结合,全员参与建立和开展设备全系统的预防维修体系。
其基本要点如下:a)以现场“6S”活动为基础;b)确立以设备一生为对象的全系统的生产维修;c)涉及设备的管理部门、使用部门、维修部门等所有部门;d)从领导者到生产第一线职工全员参加;e)通过小组自主活动推进生产维修。
f)创造整合有机的生产体系。
3.2 OEE: (Overall Equipment Effectiveness)即设备综合效率,其本质就是实际合格产量与负荷时间内理论产量的比值。
OEE不仅考察设备在时间上的利用,也考察由于创造和工艺造成的性能降低和合格品率的问题,更全面地体现了全员参与关注设备的思想。
设备综合效率(OEE)=时间开动率×性能开动率×合格品率其中:时间开动率=开动时间/负荷时间负荷时间=日历工作时间-计划停机时间-非设备因素停机时间开动时间=负荷时间-故障停机时间-初始化停机时间性能开动率=净开动率×速度开动率净开动率=(加工数量×实际加工周期)/开动时间速度开动率=理论加工周期/实际加工周期合格品率=合格品数量/加工数量3.3 TEEP:(total effective equipment of production)即完全有效生产率,也可以表述为产能利用率,即把所有与设备有关和无关的因素都考虑在内来全面反映企业设备生产效率。
全有效生产率(TEEP)= 设备利用率×OEE其中:设备利用率=(日历工作时间-计划停机时间-非设备因素停机时间)/日历工作时间3.4 OPL:(one pointlessons)即单点课程,又称“一点课”;是指针对生产中一个特定问题的解决由员工自己编写的专门教材。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
遮阳板线 高周波 高周波 高周波 遮阳板线 遮阳板线 遮阳板线 开关组装线 眼睛盒检具 自动门板线 11线12线首件区 11线12线样件区 11线12线首件区 11线看板区 11线看板区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 11线型固区 10线喷胶区 10线喷胶区
v v v v v v v v v v v v v v v v v v v v v v v v v v v v v
三点组合杯未固定 警示灯下的标识模糊 高周波成型处外围没有围栏 紧急开关标识未贴 电扇用扎带绑 套筒设备管路走线不对 扎带尾巴未剪掉 组装开关处线杂乱 品保检具架杂乱 标准书悬挂处被挡住无效 首件处螺钉破损 样件未用柜子保管 首件放置区与看板不符 看板脚要与平面对齐 16大损失工时记录不完整 垃圾桶口要专门挡板 垃圾车保持干净 垃圾车车柄不合适 控制盒内有私人物品 隔热板断裂 检具生锈 开关未固定 线路混乱 设备漏油 生产线内有私人物品 机柜内有灰尘 标识未贴 喷胶门脏污 胶台混乱
√ √
按钮开关定位不好 作业标准书定位不好 分格板需倒角 侧板吞型台面需改善 2SV侧板吞型台面需改善 油表漏油 破损 三点组合油杯没油 压力表无油 底板螺丝松动
√ √ √ √ √ √ √ √ √ √
T6检具无管理 无定位 无清洗 1500T①注塑机夹盘下端漏油 1500T①注塑机后端油污 1500T①电源线杂乱 垃圾桶脏污 1500T②警报灯损坏 1500T②水管漏水 机械手治具无定位标识 脱模剂,防锈油等耗品未放置于固定区域 排水篮筐无定位,未及时清理。 注塑机楼梯为圆管,无踏板,存在安全隐患。 1200T注塑机安全门故障
54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84
制二股 制二股 制二股 制二股 制二股 制二股 制二股 制三股 制三股 制三股 制三股 制三股 制三股 制四股 制四股 制四股 制四股 制四股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股
制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制七股 制七股 制七股 制七股 制七股 制七股 制七股 制七股 制七股 制七股 制七股 制七股
注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 2LD生产线 √ √ √ √ √
√ √ √ √ √ √ √ √ √ √ √ √ √ √
天车挂钩安全锁扣损坏 210T模温机电线杂乱。 注塑原料掉落地面。 450T冰水保温棉破损。 210T注塑机产品料头掉落地面。 撵料棒无定位。 吸料机过滤网未清洗。 小机台射座下端脏污。 灭火器上无压力表显示,但点检表上存在此点检项。 物料台车过大,占用空间。 火焰处理工作台无规划,杂乱。 火焰处理产品上存在毛边。 真空成型紧急停止开关损坏。 真空成型气枪无定位。 PU发泡管路松散。 工作台上有与生产无关物品。 开关盒存放无标识 CLIP机开关箱上无防尘罩 铆接机三联组合缺油。 √ 治具架上治具存放无标识。
√ √ √ √ √ √
冷却水管标识贴错。 1200T注塑机电磁阀保护罩松脱。 1200T注塑机桥架变形。 1200T注塑机机台底部脏污。 配电柜脏污。 完检工作台旁灭火器存放太近 安全帽无定位。
114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133
况确认表
指导日期: 2017年 10月26 ~ 27 日
实施状况说明 完成日期 备注 ( 1/ 1 )
标准书背面用挡板固定 饰条测试移除
10月28日 10月30日
清理 复原 复原 重新定位 复原 将开关物料盒定位于下层物料架,便于拿取 清理 重新定位固定 清理 清理 清理 清理 清理
10月30日 10月30日 10月30日 10月30日 10月30日 10月30日 10月30日 10月30日 10月30日 10月30日 10月28日 10月28日 10月28日
TPM辅导 指摘问题点实施状况确认表
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 单位 制一股 制一股 制一股 制六股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制二股 制一股 制一股 制一股 制一股 制一股 活动主题 (区域/机台) 饰条区 自动门板线 饰条区 自动门板线 自动门板线 自动门板线 自动门板线 传统线铆接机 传统线铆接机 传统线 传统线 传统线 传统线 传统线 传统线刮条机 传统线 传统线 传统线铆接机 上盖线 消防栓 传统线 遮阳板线 遮阳板线 遮阳板线高周波 v v v v v v v v v v v v v v v v v v v v v v 品質 工時 成本 安全 5S v v 其 他 指摘事项 螺钉放置在螺钉盒内 标准书悬挂歪扭 饰条测试无用了 型板台车轮内有异物 一工程U型管不配套 前后CLIP座混放 补给台车划伤地面 铆机内砂轮片未清理 双点组合杯压力值超了 传统线地标线破损 垃圾桶定位员工不顺手 平衡吊坏掉 开关未放置在物料盒内 铆机内有螺钉 三点组合杯放倒了,无作用 电控箱内有私人物品 铆机内部杂乱 开门电控失效 二股生产线地面不干净 消防栓内灰尘多 私人物品放置在线上 高周波铁皮未固定 高周波内部风扇的小风车掉了 高周波螺丝掉了
复原
10月28日
改用螺钉锁附
10月28日
定位 整理整顿
10月28日 10月28日
10线喷胶区 10线喷胶区 10线喷胶区 10线喷胶区 10线喷胶区 10线喷胶区 10线喷胶区 不良品区 管路 R料机 油缸阀 发泡机 发泡机 束管机 弯管机 弯管机 60T冲床 弯管机 200T冲床 送料机 冲床 航吊 送料机 送料机 冲床 冲床 冲床 自动线治具 自动线机械手 冲床 冲床 √ √ √ √ v
v v v v v v √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
喷胶枪没有定位 线路外漏 固定的设备不需要定位 换胶机手动 无备用枪头 托盘中放接灰皮或纸皮 机器电路移到上面 标明日期时间 冷却管漏水 气管未用软管 油缸坏损 油杯无油 控制箱损坏 束管机改善处做油漆 漏油 机内杂物多 需整理 阀破损 油压表破损 过滤网需清洗 防护栏松动 标识过小 电杠松动 手柄无标识和破裂 送料柜破损 有杂物 工具无定位 标识破损 气缸阀漏气 马达皮带倒角
√ √ √ √
√ √ √ √ √
√ √ √ √
灰尘过多 定位偏差 油夹缸需做架子 余料区定位偏大 换十字角
85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113
指导
25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制一股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股 制二股
制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制五股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股 制六股
冲床 冲床 填料台车 110T冲床 110T冲床 110T冲床 冲床 冲床 80T冲床 T6检具 垃圾桶 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 注塑机台区域 √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √