机械毕业设计英文外文翻译587注塑模具自动装配造型
机械工程及自动化专业外文翻译--基于注塑模具钢研磨和抛光工序的自动化表面处理

外文出处:Automated surface finishing of plastic injection mold steel with spherical grinding ang ball burnishing processess外文原文Automated surface finishing of plastic injection mold steel with spherical grinding and ball burnishing processesReceived: 30 March 2004 / Accepted: 5 July 2004 / Published online: 30 March 2005 . Springer-Verlag London Limited 2005Abstract This study investigates the possibilities of automated spherical grinding and ball burnishing surface finishing processes in a freeform surface plastic injection mold steel PDS5 on a CNC machining center. The design and manufacture of a grinding tool holder has been accomplished in this study.The optimal surface grinding parameters were determined using Taguchi’s orthogonal array method for plastic injection molding steel PDS5 on a machining center. The optimal surface grinding parameters for the plastic injection mold steel PDS5 were the combination of an abrasive material of PA Al2O3, a grinding speed of 18 000 rpm, a grinding depth of 20 μm, and a feed of 50 mm/min. The surface roughness R a of the specimen can be improved from about 1.60 μm to 0.35 μm by using the optimal parameters for surface grinding. Surface roughness R a can be further improved from about 0.343 μm to 0.06 μm by using the ball burnishing process with the optimal burnishing parameters. Applying the optimal surface grinding and burnishing parameters sequentially to a fine-milled freeform surface mold insert, the surface roughnessR a of freeform surface region on the tested part can be improved from about 2.15 μm to 0.07 μm.Keywords Automated surface finishing ·Ballburnishing process ·Grinding process ·Surface roughness ·Taguchi’s method1 IntroductionPlastics are important engineering materials due to their specific characteristics, such as corrosion resistance, resistance to chemicals,low density, and ease of manufacture, and have increasingly replaced metallic components in industrial applications. Injection molding is one of the important forming processes for plastic products. The surface finish quality of the plastic injection mold is an essential requirement due to its direct effects on the appearance of the plastic product. Finishing processes such as grinding, polishing and lapping are commonly used to improve the surface finish. The mounted grinding tools (wheels) have been widely used in conventional mold and die finishing industries. The geometric model of mounted grinding tools for automated surface finishing processes was introduced in [1]. A finishing process model of spherical grinding tools for automated surface finishing systems was developed in [2]. Grinding speed, depth of cut, feed rate, and wheel properties such as abrasive material and abrasive grain size, are thedominant parameters for the spherical grinding process.The optimal spherical grinding parameters for the injection mold steel have not yet been investigated based in the literature.In recent years, some research has been carried out in determining the optimal parameters of the ball burnishing process.For instance, it has been found that plastic deformation on the workpiece surface can be reduced by using a tungsten carbide ball or a roller, thus improving the surface roughness, surface hardness, and fatigue resistance [3–6]. The burnishing process is accomplished by machining centers [3, 4] and lathes [5, 6]. The main burnishing parameters having significant effects on the surface roughness are ball or roller material, burnishing force, feed rate, burnishing speed, lubrication, and number of burnishing passes, among others [3]. The optimal surface burnishing parameters for the plastic injection mold steel PDS5 were a combination of grease lubricant, the tungsten carbide ball, a burnishing speed of 200 mm/min, a burnishing force of 300 N, and a feed of 40 μm [7]. The depth of penetration of the burnished surface using the optimal ball burnishing parameters was about 2.5 microns. The improvement of the surface roughness through burnishing process generally ranged between 40% and 90% [3–7]. The aim of this study was to develop spherical grinding and ball burnishing surface finish processes of a freeform surface 62plastic injection mold on a machining center. The flowchart of automated surface finish using spherical grinding and ball burnishing processes is shown in Fig. 3. We began by designing and manufacturing the spherical grinding tool and its alignment device for use on a machining center. The optimal surface spherical grinding parameters were determined by utilizing a Taguchi’s orthogonal array method. Four factors and three corresponding levels were then chosen for the Taguchi’s L18 matrix experiment.The optimal mounted spherical grinding parameters for surface grinding were then applied to the surface finish of a freeform surface carrier. To improve the surface roughness, the ground surface was further burnished, using the optimal ball burnishing parameters.2 Design of the spherical grinding tool and itsalignment deviceTo carry out the possible spherical grinding process of a freeform surface, the center of the ball grinder should coincide with the z-axis of the machining center. The mounted spherical grinding tool and its adjustment device was designed.The electric grinder was mounted in a tool holder with two adjustable pivot screws. The center of the grinder ball was well aligned with the help of the conic groove of the alignment components. Having aligned the grinder ball, two adjustable pivot screws were tightened; after which, the alignment components could be removed. The deviation between the center coordinates of the ball grinder and that of the shank was about 5 μm, which was measured by a CNC coordinate measuring machine. The force induced by the vibration of the machine bed is absorbed by a helical spring. The manufactured spherical grinding tool and ball-burnishing tool were mounted. The spindle was locked for both the spherical grinding process and the ball burnishing process by a spindle-locking mechanism.3 Planning of the matrix experiment3.1 Configuration of Taguchi’s orthogonal array The effects of several parameters can be determined efficiently by conducting matrix experiments using Taguchi’s orthogonalarray [8]. To match the aforementioned spherical grinding parameters, the abrasive material of the grinder ball (with the diameter of 10 mm), the feed rate, the depth of grinding, and the revolution of the electric grinder were selected as the four experimental factors (parameters) and designated as factor A to D (see Table 1) in this research. Three levels (settings) for each factor were configured to cover the range of interest, and were identi- fied by the digits 1, 2, and 3. Three types of abrasive materials, namely silicon carbide (SiC), white aluminum oxide (Al2O3,WA), and pink aluminum oxide (Al2O3, PA), were selected and studied. Three numerical values of each factor were determined based on the pre-study results. The L18 orthogonal array was selected to conduct the matrix experiment for four 3-level factors of the spherical grinding process. 3.2 Definition of the data analysis Engineering design problems can be divided into smaller-thebetter types, nominal-the-best types, larger-the-better types, signed-target types, among others [8]. The signal-to-noise (S/N) ratio is used as the objective function for optimizing a product or process design. The surface roughness value of the ground surfacevia an adequate combination of grinding parameters should be smaller than that of the original surface. Consequently, the spherical grinding process is an example of a smaller-the-better type problem. The S/N ratio, η, is defined by the followingequation.After the S/N ratio from the experimental data of each L18 orthogonal array is calculated, the main effect of each factor was determined by using an analysis of variance (ANOVA) technique and an F-ratio test [8]. The optimization strategy of smaller-the better problem is to maximize η, as defined by Eq. 1.Levels that maximize ηwill be selected for the factors that have a significant effect on η. The optimal conditions for spherical grinding can then be determined.4 Experimental work and resultsThe material used in this study was PDS5 tool steel (equivalent to AISI P20) [9], which is commonly used for the molds of large plastic injection products in the field of automobile components and domestic appliances. The hardness of this material is about HRC33 (HS46) [9]. One specific advantage of this material is that after machining, the mold can be directly used for further finishing processes without heat treatment due to its special pre-treatment. The specimens were designed and manufactured so that they could be mounted on a dynamometer to measure the reaction force. The PDS5 specimen was roughly machined and then mounted on the dynamometer to carry out the fine milling on a three-axis machining center made by Yang- Iron Company (type MV-3A), equipped with a FUNUC Company NC-controller (type 0M) [10]. The pre-machined surface roughness was measured, using Hommelwerke T4000 equipment,to be about 1.6 μm.A MP10 touch-trigger probe made by the Renishaw Company was also integrated with the machining center tool magazine to measure and determine the coordinated origin of the specimen to be ground. The NC codes needed for the ball-burnishing path were generated by PowerMILL CAM software. These codes can be transmitted to the CNCcontroller of the machining center via RS232 serial interface.The goal in the spherical grinding process is to minimize the surface roughness value of the ground specimen by determining the optimal level of each factor. Since −log is a monotone decreasing function, we should maximize the S/N ratio. Consequently, we can determine the optimal level for each factor as being the level that has the highest value of η. on the matrix experiment, the optimal abrasive material was pink aluminum oxide; the optimal feed was 50 mm/min; the optimaldepth of grinding was 20 μm; and the optimal revolution was 18 000 rpm, as shown in Table 4.The main effect of each factor was further determined by using an analysis of variance (ANOVA) technique and an F ratio test in order to determine their significance. The F0.10,2,13 is 2.76 for a level of significance equal to 0.10 (or 90% confidence level); the factor’s degree of freedom is 2 and the degree of freedom for the pooled error is 13. An F ratio value greater than 2.76 can be concluded as having a significant effect on surface roughness and is identified by an asterisk. As a result, the feed and the depth of grinding have a significant effect on surface roughness.Five verification experiments were carried out to observe the repeatability of using the optimal combination of grinding parameters. The obtainable surface roughness value R a of such specimen was measured to be about 0.35 μm.Surface roughness was improved by about 78% in using the op-timal combination of spherical grinding parameters. The ground surface was further burnished using the optimal ball burnishing parameters. A surface roughness value of R a = 0.06 μm was obtainable after ball burnishing. Improvement of the burnished surface roughness observed with a 30× optical microscope . The improvement of pre-machined surfaces roughness was about 95% after the burnishing process. The optimal parameters for surface spherical grinding obtained from the Taguchi’s matrix experiments were applied to the surface finish of the freeform surface mold insert to evaluate the surface roughness improvement. A perfume bottle was selected as the tested carrier. The CNCmachining of the mold insert for the tested object was simulated with PowerMILL CAM software. After fine milling, the mold insert was further ground with the optimal spherical grinding parameters obtained fromthe Taguchi’s matrix experiment. Shortly afterwards, the ground surface was burnished with the optimal ball burnishing parameters to further improve the surface roughness of the tested object. The surface roughness of the mold insert was measured with Hommelwerke T4000 equipment. The average surface roughness value R a on a fine-milled surface of the mold insert was 2.15 μm on average; that on the ground surface was 0.45 μm Comparison between the pre-machined surface, ground surface and the burnished surface of the tested specimen observed with a toolmaker microscope (30×)66 Fine-milled, ground and burnished mold insert of a perfume bottle on average; and that on burnished surface was 0.07 μm on average.The surface roughness improvement of the tested object on ground surface was about (2.15−0.45)/2.15 = 79.1%, and that on the burnished surface was about (2.15−0.07)/2.15 = 96.7%.5 ConclusionIn this work, the optimal parameters of automated spherical grinding andball-burnishing surface finishing processes in a freeform surface plastic injection mold were developed successfully on a machining center. The mounted spherical grinding tool (and its alignment components) was designed and manufactured.The optimal spherical grinding parameters for surface grinding were determined by conducting a Taguchi L18 matrix experiments. The optimal spherical grinding parameters for the plastic injection mold steel PDS5 were the combination of the abrasive material of pink aluminum oxide (Al2O3, PA), a feed of 50 mm/min, a depth of grinding 20 μm, and a revolution of 18 000 rpm. The surface roughness R a of the specimen can be improved from about 1.6 μm to 0.35 μm by using the optimal spherical grinding conditions for surface grinding. By applying the optimal surface grinding and burnishing parameters to the surface finish of the freeform surface mold insert, the surface roughness improvements were measured to be ground surface was about 79.1% in terms of ground surfaces, and about 96.7% in terms of burnished surfaces.Acknowledgement The authors are grateful to the National Science Council of the Republic of China for supporting this research with grant NSC 89-2212-E-011-059.References1. Loh NH, Tam SC, Miyazawa S (1991) Investigations on the surfaceroughness produced by ball burnishing.2. Phadke MS (1989) Quality engineering using robust design. Prentice-Hall.3. Ta-Tung Company (1985) Technical handbook for the selection of plastic injection mold steel.4. Yang Iron Works (1996) Technical handbook of MV-3A vertical machining center.中文译文基于注塑模具钢研磨和抛光工序的自动化表面处理摘要本文研究了注塑模具钢自动研磨与球面抛光加工工序的可能性,这种注塑模具钢PDS5的塑性曲面是在数控加工中心完成的。
模具毕业设计外文翻译(英文+译文)
Injection MoldingThe basic concept of injection molding revolves around the ability of a thermoplastic material to be softened by heat and to harden when cooled .In most operations ,granular material (the plastic resin) is fed into one end of the cylinder (usually through a feeding device known as a hopper ),heated, and softened(plasticized or plasticized),forced out the other end of the cylinder, while it is still in the form of a melt, through a nozzle into a relatively cool mold held closed under pressure.Here,the melt cools and hardens until fully set-up. The mold is then opened, the piece ejected, and the sequence repeated.Thus, the significant elements of an injection molding machine become: 1) the way in which the melt is plasticized (softened) and forced into the mold (called the injection unit);2) the system for opening the mold and closing it under pressure (called the clamping unit);3) the type of mold used;4) the machine controls.The part of an injection-molding machine, which converts a plastic material from a sold phase to homogeneous seni-liguid phase by raising its temperature .This unit maintains the material at a present temperature and force it through the injection unit nozzle into a mold .The plunger is a combination of the injection and plasticizing device in which a heating chamber is mounted between the plunger and mold. This chamber heats the plastic material by conduction .The plunger, on each stroke; pushes unbelted plastic material into the chamber, which in turn forces plastic melt at the front of the chamber out through the nozzleThe part of an injection molding machine in which the mold is mounted, and which provides the motion and force to open and close the mold and to hold the mold close with force during injection .This unit can also provide other features necessary for the effective functioning of the molding operation .Movingplate is the member of the clamping unit, which is moved toward a stationary member. the moving section of the mold is bolted to this moving plate .This member usually includes the ejector holes and mold mounting pattern of blot holes or “T” slots .Stationary plate is the fixed member of the clamping unit on which the stationary section of the mold is bolted .This member usually includes a mold-mounting pattern of boles or “T” slots. Tie rods are member of the clamping force actuating mechanism that serve as the tension member of the clamp when it is holding the mold closed. They also serve as a gutted member for the movable plate .Ejector is a provision in the clamping unit that actuates a mechanism within the mold to eject the molded part(s) from the mold .The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate, or mechanically by the opening stroke of the moving plate.Methods of melting and injecting the plastic differ from one machine to another and are constantly being implored .conventional machines use a cylinder and piston to do both jobs .This method simplifies machine construction but makes control of injection temperatures and pressures an inherently difficult problem .Other machines use a plasticizing extruder to melt the plastic and piston to inject it while some hare been designed to use a screw for both jobs :Nowadays, sixty percent of the machines use a reciprocating screw,35% a plunger (concentrated in the smaller machine size),and 5%a screw pot.Many of the problems connected with in ejection molding arise because the densities of polymers change so markedly with temperature and pressure. thigh temperatures, the density of a polymer is considerably cower than at room temperature, provided the pressure is the same.Therefore,if molds were filled at atmospheric pressure, “shrinkage” would make the molding deviate form the shape of the mold.To compensate for this poor effect, molds are filled at high pressure. The pressure compresses the polymer and allows more materials to flow into the mold, shrinkage is reduced and better quality moldings are produced.Cludes a mold-mounting pattern of bolt holes or “T” slots. Tie rods are members of the clamping force actuating mechanism that serve as the tension members of clamp when it is holding the mold closed. Ejector is a provision in the calming unit that actuates a mechanism within the mold to eject the molded part(s) form the mold. The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate, or mechanically by the opening stroke of the moving plate.The function of a mold is twofold: imparting the desired shape to the plasticized polymer and cooling the injection molded part. It is basically made up of two sets of components: the cavities and cores and the base in which the cavities and cores are mounted. The mold ,which contains one or more cavities, consists of two basic parts :(1) a stationary molds half one the side where the plastic is injected,(2)Moving half on the closing or ejector side of the machine. The separation between the two mold halves is called the parting line. In some cases the cavity is partly in the stationary and partly in the moving section. The size and weight of the molded parts limit the number of cavities in the mold and also determine the machinery capacity required. The mold components and their functions are as following:(1)Mold Base-Hold cavity (cavities) in fixed, correctposition relative to machine nozzle.(2)Guide Pins-Maintain Proper alignment of entry into moldinterior.(3)Spree Bushing (spree)-Provide means of entry into moldinterior.(4)Runners-Conroy molten plastic from spree to cavities.(5)Gates-Control flow into cavities.(6)Cavity (female) and Force (male)-Control the size,shape and surface of mold article.(7)Water Channels-Control the temperature of mold surfacesto chill plastic to rigid state.(8)Side (actuated by came, gears or hydrauliccylinders)-Form side holes, slots, undercuts and threaded sections.(9)Vent-Allow the escape of trapped air and gas.(10)Ejector Mechanism (pins, blades, stripper plate)-Ejectrigid molded article form cavity or force.(11)Ejector Return Pins-Return ejector pins to retractedposition as mold closes for next cycle.The distance between the outer cavities and the primary spree must not be so long that the molten plastic loses too much heat in the runner to fill the outer cavities properly. The cavities should be so arranged around the primary spree that each receives its full and equal share of the total pressure available, through its own runner system (or the so-called balanced runner system).The requires the shortest possible distance between cavities and primary sprue, equal runner and gate dimension, and uniform culling.注射成型注射成型的基本概念是使热塑性材料在受热时熔融,冷却时硬化,在大部分加工中,粒状材料(即塑料树脂)从料筒的一端(通常通过一个叫做“料斗”的进料装置)送进,受热并熔融(即塑化或增塑),然后当材料还是溶体时,通过一个喷嘴从料筒的另一端挤到一个相对较冷的压和封闭的模子里。
机械工程及自动化专业外文翻译--新一代注塑技术
外文出处:University Hospital Zurich, Zurich, Switzerland外文原文The Fresh Generation Injection Mould Technique Abstract:The translation and edition is make a summary : The original is introduced fresh generation vase earthen brick mould plastics technique distinguishing feature along with by means of the vase performance that the cycle was achieved 。
That this cycles causes an a jar of embryo become cool not needing manipulator and the lead-out plank again , but is an a jar of embryo directly is living that the standard becomes cool on the rush pith , and is living further by means of 2.5 to inject after the cycle cooling being come out by the peak 。
This causes the finished piece cooling may improve , thereby lift every one the overcast standard yield enormously 。
Decreased the demand in room through the work cell gets rid of the manipulator , and simplify the system enormously 。
机械及模具中英文对照(完整版)

机械专业英语词汇陶瓷ceramics合成纤维synthetic fibre电化学腐蚀electrochemical corrosion车架automotive chassis悬架suspension转向器redirector变速器speed changer板料冲压sheet metal parts孔加工spot facing machining车间workshop工程技术人员engineer气动夹紧pneuma lock数学模型mathematical model画法几何descriptive geometry机械制图Mechanical drawing投影projection视图view剖视图profile chart标准件standard component零件图part drawing装配图assembly drawing尺寸标注size marking技术要求technical requirements刚度rigidity内力internal force位移displacement截面section疲劳极限fatigue limit断裂fracture塑性变形plastic distortion脆性材料brittleness material刚度准则rigidity criterion垫圈washer垫片spacer直齿圆柱齿轮straight toothed spur gear 斜齿圆柱齿轮helical-spur gear直齿锥齿轮straight bevel gear运动简图kinematic sketch齿轮齿条pinion and rack蜗杆蜗轮worm and worm gear虚约束passive constraint曲柄crank摇杆rocker凸轮cams共轭曲线conjugate curve范成法generation method定义域definitional domain值域range导数\\微分differential coefficient求导derivation定积分definite integral不定积分indefinite integral曲率curvature偏微分partial differential毛坯rough游标卡尺slide caliper千分尺micrometer calipers攻丝tap二阶行列式second order determinant逆矩阵inverse matrix线性方程组linear equations概率probability随机变量random variable排列组合permutation and combination气体状态方程equation of state of gas动能kinetic energy势能potential energy机械能守恒conservation of mechanical energy 动量momentum桁架truss轴线axes余子式cofactor逻辑电路logic circuit触发器flip—flop脉冲波形pulse shape数模digital analogy液压传动机构fluid drive mechanism机械零件mechanical parts淬火冷却quench淬火hardening回火tempering调质hardening and tempering磨粒abrasive grain结合剂bonding agent砂轮grinding wheel上课认真听讲,课后按时完成作业。
注塑模具设计外文翻译

毕业设计(论文)外文资料翻译及原文(2012届)题目电话机三维造型与注塑模具设计指导教师院系工学院班级学号姓名二〇一一年十二月六日【译文一】塑料注塑模具并行设计Assist.Prof.Dr. A. Y AYLA /Prof.Dr. Paş a YAYLA摘要塑料制品制造业近年迅速成长。
其中最受欢迎的制作过程是注塑塑料零件。
注塑模具的设计对产品质量和效率的产品加工非常重要。
模具公司想保持竞争优势,就必须缩短模具设计和制造的周期。
模具是工业的一个重要支持行业,在产品开发过程中作为一个重要产品设计师和制造商之间的联系。
产品开发经历了从传统的串行开发设计制造到有组织的并行设计和制造过程中,被认为是在非常早期的阶段的设计。
并行工程的概念(CE)不再是新的,但它仍然是适用于当今的相关环境。
团队合作精神、管理参与、总体设计过程和整合IT工具仍然是并行工程的本质。
CE过程的应用设计的注射过程包括同时考虑塑件设计、模具设计和注塑成型机的选择、生产调度和成本中尽快设计阶段。
介绍了注射模具的基本结构设计。
在该系统的基础上,模具设计公司分析注塑模具设计过程。
该注射模设计系统包括模具设计过程及模具知识管理。
最后的原则概述了塑料注射模并行工程过程并对其原理应用到设计。
关键词:塑料注射模设计、并行工程、计算机辅助工程、成型条件、塑料注塑、流动模拟1、简介注塑模具总是昂贵的,不幸的是没有模具就不可能生产模具制品。
每一个模具制造商都有他/她自己的方法来设计模具,有许多不同的设计与建造模具。
当然最关键的参数之一,要考虑到模具设计阶段是大量的计算、注射的方法,浇注的的方法、研究注射成型机容量和特点。
模具的成本、模具的质量和制件质量是分不开的在针对今天的计算机辅助充型模拟软件包能准确地预测任何部分充填模式环境中。
这允许快速模拟实习,帮助找到模具的最佳位置。
工程师可以在电脑上执行成型试验前完成零件设计。
工程师可以预测过程系统设计和加工窗口,并能获得信息累积所带来的影响,如部分过程变量影响性能、成本、外观等。
塑料注射成型外文文献翻译、中英文翻译、外文翻译
塑料注射成型外文文献翻译、中英文翻译、外文翻译外文翻译原文:Injection MoldingMany different processes are used to transform plastic granules, powders, and liquids into product. The plastic material is in moldable form, and is adaptable to various forming methods. In most cases thermosetting materials require other methods of forming. This is recognized by the fact that thermoplastics are usually heated to a soft state and then reshaped before cooling. Theromosets, on the other hand have not yet been polymerized before processing, and the chemical reaction takes place during the process, usually through heat, a catalyst, or pressure. It is important to remember this concept while studying the plastics manufacturing processes and polymers used.Injection molding is by far the most widely used process of forming thermoplastic materials. It is also one of the oldest. Currently injection molding accounts for 30% of all plastics resin consumption. Since raw material can be converted by a single procedure, injection molding is suitable for mass production of plastics articles and automated one-step production of complex geometries. In most cases, finishing is not necessary. Typical products include toys, automotive parts, household articles, and consumer electronics goods.Since injection molding has a number of interdependent variables, it is a process of considerable complexity. The success of the injection molding operation is dependent not only in the proper setup of the machine hydraulics, barrel temperaturevariations, and changes in material viscosity. Increasing shot-to-shot repeatability of machine variables helps produce parts with tighter tolerance, lowers the level of rejects, and increases product quality (i.e., appearance and serviceability).The principal objective of any molding operation is the manufacture of products: to a specific quality level, in the shortest time, and using repeatable and fully automaticcycle. Molders strive to reduce or eliminate rejected parts in molding production. For injection molding of high precision optical parts, or parts with a high added value such as appliance cases, the payoff of reduced rejects is high.A typical injection molding cycle or sequence consists of five phases;1. Injection or mold filling2. Packing or compression3. Holding4. Cooling5. Part ejectionPlastic granules are fed into the hopper and through an in the injection cylinder where they are carried forward by the rotating screw. The rotation of the screw forces the granules under high pressure against the heated walls of the cylinder causing them to melt. As the pressure building up, the rotating screw is forced backward until enough plastic has accumulated to make the shot. The injection ram (or screw) forces molten plastic from the barrel, through the nozzle, sprue and runner system, and finally into the mold cavities. During injection, the mold cavity is filled volumetrically. When the plastic contacts the cold mold surfaces, it solidifies (freezes) rapidly to produce theskin layer. Since the core remains in the molten state, plastic follows through the core to complete mold filling. Typically, the cavity is filled to 95%~98% during injection. Then the molding process is switched over to the packing phase.Even as the cavity is filled, the molten plastic begins to cool. Since the cooling plastic contracts or shrinks, it gives rise to defects such as sink marks, voids, and dimensional instabilities. To compensate for shrinkage, addition plastic is forced into the cavity. Once the cavity is packed, pressure applied to the melt prevents molten plastic inside the cavity from back flowing out through the gate. The pressure must be applied until the gate solidifies. The process can be divided into two steps (packing and holding) or may be encompassed in one step(holding or second stage). During packing, melt forced into the cavity by the packing pressure compensates for shrinkage. With holding, the pressure merely prevents back flow of the polymer malt.After the holding stage is completed, the cooling phase starts. During, the part is held in the mold for specified period. The duration of the cooling phase depends primarily on the material properties and the part thickness. Typically, the part temperature must cool below the material’s ejection temperature. While cooling the part, the machine plasticates melt for the next cycle.The polymer is subjected to shearing action as well as the condition of the energy from the heater bands. Once the short is made, plastication ceases. This should occur immediately before the end of the cooling phase. Then the mold opens and the part is ejected.When polymers are fabricated into useful articles they are referred to as plastics, rubbers, and fibers. Some polymers, forexample, cotton and wool, occur naturally, but the great majority of commercial products are synthetic in origin. A list of the names of the better known materials would include Bakelite, Dacron, Nylon, Celanese, Orlon, and Styron.Previous to 1930 the use of synthetic polymers was not widespread. However, they should not be classified as new materials for many of them were known in the latter half of the nineteenth century. The failure to develop them during this period was due, in part, to a lack of understanding of their properties, in particular, the problem of the structure of polymers was the subject of much fruitless controversy.Two events of the twentieth century catapulted polymers into a position of worldwide importance. The first of these was the successful commercial production of the plastic now known as Bakelite. Its industrial usefulness was demonstrated in1912 and in the next succeeding years. T oday Bakelite is high on the list of important synthetic products. Before 1912 materials made from cellulose were available, but their manufacture never provided the incentive for new work in the polymer field such as occurred after the advent of Bakelite. The second event was concerned with fundamental studies of the nature polymers by Staudinger in Europe and by Carohers, who worked with the Du Pont company in Delaware. A greater part of the studies were made during the 1920’s. Staudinger’s work was primarily fundamental. Carother’s achievements led t o the development of our present huge plastics industry by causing an awakening of interest in polymer chemistry, an interest which is still strongly apparent today.The Nature of ThermodynamicsThermodynamics is one of the most important areas ofengineering science used to explain how most things work, why some things do not the way that they were intended, and why others things just cannot possibly work at all. It is a key part of the science engineers use to design automotive engines, heat pumps, rocket motors, power stations, gas turbines, air conditioners, super-conducting transmission lines, solar heating systems, etc.Thermodynamics centers about the notions of energy, the idea that energy is conserved is the first low of thermodynamics. It is starting point for the science of thermodynamics is entropy; entropy provides a means for determining if a process is possible.This idea is the basis for the second low of thermodynamics. It also provides the basis for an engineering analysis in which one calculates the maximum amount of useful that can be obtained from a given energy source, or the minimum amount of power input required to do a certain task.A clear understanding of the ideas of entropy is essential for one who needs to use thermodynamics in engineering analysis. Scientists are interested in using thermodynamics to predict and relate the properties of matter; engineers are interested in using this data, together with the basic ideas of energy conservation and entropy production, to analyze the behavior of complex technological systems.There is an example of the sort of system of interest to engineers, a large central power stations. In this particular plant the energy source is petroleum in one of several forms, or sometimes natural gas, and the plant is to convert as much of this energy as possible to electric energy and to send this energy down the transmission line.Simply expressed, the plant does this by boiling water andusing the steam to turn a turbine which turns an electric generator.The simplest such power plants are able to convert only about 25 percent of the fuel energy to electric energy. But this particular plant converts approximately 40 percent;it has been ingeniously designed through careful application of the basic principles of thermodynamics to the hundreds of components in the system.The design engineers who made these calculations used data on the properties of steam developed by physical chemists who in turn used experimental measurements in concert with thermodynamics theory to develop the property data.Plants presently being studied could convert as much as 55 percent of the fuel energy to electric energy, if they indeed perform as predicted by thermodynamics analysis.The rule that the spontaneous flow of heat is always from hotter to cooler objects is a new physical idea. There is noting in the energy conservation principle or in any other law of nature that specifies for us the direction of heat flow. If energy were to flow spontaneously from a block of ice to a surrounding volume of water, this could occur in complete accord with energy conservation. But such a process never happens. This idea is the substance of the second law of thermodynamics.Clear, a refrigerator, which is a physical system used in kitchen refrigerators, freezers, and air-conditioning units must obey not only the first law (energy conservation) but the second law as well.To see why the second law is not violated by a refrigerator, we must be careful in our statement of law. The second law of thermodynamics says, in effect, that heat never flowsspontaneously from a cooler to a hotter object.Or, alternatively, heat can flow from a cooler to a hotter object only as a result of work done by an external agency. We now see the distinction between an everyday spontaneous process, such as the flow of heat from the inside to the outside of a refrigerator.In the water-ice system, the exchange of energy takes place spontaneously and the flow of heat always proceeds from the water to the ice. The water gives up energy and becomes cooler while the ice receives energy and melts.In a refrigerator, on the other hand, the exchange of energy is not spontaneous. Work provided by an external agency is necessary to reverse the natural flow of heat and cool the interior at the expense of further heating the warmer surroundings.译文:塑料注射成型许多不同的加工过程习惯于把塑料颗粒、粉末和液体转化成最终产品。
注塑成型的模具设计外文翻译

Figure 1. Organization of the IKEM Project2 Intelligent Mold Design ToolThe mold design tool in its basic form is a Visual Basic application taking input from a text file that contains information about the part and a User Input form. The text file contains information about the part geometry parsed from a Pro/E information file. The input is used to estimate the dimensions of mold and various other features.2.1 Literature ReviewDesign of molds is another stage of the injection molding process where the experience of an engineer largely helps automate the process and increase its efficiency. The issue that needs attention is the time that goes into designing the molds. Often, design engineers refer to tables and standard handbooks while designing a mold, which consumes lot of time. Also, a great deal of time goes into modeling components of the mold in standard CAD software. Differentresearchers have dealt with the issue of reducing the time it takes to design the mold in different ways. Koelsch and James have employed group technology techniques to reduce the mold design time. A unique coding system that groups a class of injection molded parts, and the tooling required ininjection molding is developed which is general and can be applied to other product lines.A software system to implement the coding system has also been developed. Attempts were also directed towards the automation of the mold design process by capturing experience and knowledge of engineers in the field. The development of a concurrent mold design system is one such approach that attempts to develop a systematic methodology for injection mold design processes in a concurrent engineering environment. The objective of their research was to develop a mold development process that facilitates concurrent engineering-based practice, andFigure 2. Organization of the Mold Design Module.While most of the input, like the number of cavities, cavity image dimensions, cycle time are based on the client specifications, other input like the plasticizing capacity, shots per minute etc., can be obtained from the machine specifications. The output of the application contains mold dimensions and other information, which clearly helps in selecting the standard mold base from catalogs. Apart from the input and output, the Figure 2 also shows the various modules that produce the final output.2.5 Framing rulesAt this stage, the expert’s knowledge is represented in the form of multiple If-Then statements. The rules may be representations of both qualitative and quantitative knowledge. By qualitative knowledge, we mean deterministic information about a problem that can be solved computationally. By qualitative we mean information that is not deterministic, but merely followed as a rule based on previous cases where the rule has worked. A typical rule is illustrated below:If Material = “Acetal” AndRunner Length <= 3 AndRunner Length > 0 ThenRunner Diameter =0.062End IfWhen framing the rules it is important that we represent the information in a compact way while avoiding redundancy, incompleteness and inconsistency. Decision tables help take care of all the above concerns by checking for redundancy and comprehensive expression of the problem statement. As an example, in the process of selecting an appropriate mold base, the size of mold base depends on the number of cavities and inserts. To ensure that all possible combinations of。
模具外文翻译外文文献英文文献注塑模

模具外文翻译外文文献英文文献注塑模The Injection Molding1、The injection moldingInjection molding is principally used for the production of the thermoplastic parts,although some progress has been made in developing a method for injection molding some thermosetting materials.The problem of injection a method plastic into a mold cavity from a reservoir of melted material has been extremely difficult to solve for thermosetting plastic which cure and harden under such conditions within a few minutes.The principle of injection molding is quite similar to that of die-casting.The process consists of feeding a plastic compound in powered or granular form from a hopper through metering and melting stages and then injecting it into a mold.After a brief cooling period,the mold is opened and the solidified part ejected.Injection-molding machine operation.The advantage of injection molding are:(ⅰ)a high molding speed adapter for mass production is possible;(ⅱ)there is a wide choice of thermoplastic materials providing a variety of useful properties;(ⅲ)it is possible to mold threads,undercuts,side holes,and large thin section.2、The injection-molding machineSeveral methods are used to force or inject the melted plastic into the mold.The most commonly used system in the larger machines is the in-line reciprocating screw,as shown in Figure 2-1.The screw acts as a combination injection and plasticizing unit.As the plastic is fed to the rotating screw,it passes through three zones as shown:feed,compression,and metering.After the feed zone,the screw-flight depth is gradually reduced,force theplastic to compress.The work is converted to heat by conduction from the barrel surface.As the chamber in front of the screw becomes filled,it forces the screw back,tripping a limit switch that activates a hydraulic cylinder that forces the screw forward and injects the fluid plastic into the closed mold.An antiflowback valve presents plastic under pressure from escaping back into the screw flight.The clamping force that a machine is capable of exerting is part of the size designation and is measured in tons.A rule-of-thumb can be used to determine the tonnage required for a particular job.It is based on two tons of clamp force per square inch of projected area.If the flow pattern is difficult and the parts are thin,this may have to go to three or four tons.Many reciprocating-screw machines are capable of handing thermosetting plastic materials.Previously these materials were handled by compression or transfer molding.Thermosetting materials cure or polymerize in the mold and are ejected hot in the range of 375°C~410°C.T hermosetting parts must be allowed to cool in the mold in order or remove them without distortion. Thus thermosetting cycles can be faster.Of course the mold must be heated rather than chilled,as with thermoplastics.3、Basic Underfeed MouldA simple mould of this type is shown in Figure3-1,and the description of the design and the opening sequence follows.The mould consists of three basic parts,namely:the moving half,the floating cavity plate and the feed plate respectively.The moving half consists of The moving mould plate assembly,support block,backing plate,ejector assembly and the pin ejection system.Thus the moving half in this design is identical with the moving half of basic moulds.The floating cavity plate,which may be of the integer or insert-bolster design,is located on substantial guide pillars(not shown)fitted in the feed plate.These guide pillars must be of sufficient length to support the floating cavity plate over its full movement and still project to perform the function of alignment between the cavity and core when the mould is being closed.Guide bushes are fitted into the moving mould plate and the floating cavity plate respectively.The maximum movement of the floating cavity plate is controlled by stop or similar device.The moving mould plate is suitably bored to provide a clearance for the stop bolt assembly.The stop bolts must be long enough to provide sufficient space between the feed plate and the floating cavity plate for easy removal of the feed system.The minimum space provide for should be 65mm just sufficient for an operator to remove the feed system by hand if necessary.The desire operating sequence is for the first daylight to occur between the floating cavity plate.This ensures the sprue is pulled from the sprue bush immediately the mouldis opened.T o achieve this sequence,springs may be incorporated between the feed plate and the floating cavity plate.The springs should be strong enough to give an initial impetus to the floating cavity plate to ensure it moves away with the moving half.It is normal practice to mount the springs on the guide pillars(Figure3-2)and accommodate them in suitable pocket in the cavity plate.The major part of the feed system(runner and sprue)is accommodated in the feed plate to facilitate automatic operation,the runner should be of a trapezoidal form so that once it is pulled from the feed plate is can easily beextracted.Note that if a round runner is used,half the runner is formed in the floating cavity plate,where it would remain,and be prevented from falling or being wiped clear when the mould is opened.Now that we have considered the mould assembly in the some detail,we look at the cycle of operation for this type of mould.The impressions are filled via the feed system(Figure3-1(a))and after a suitable dwell period,the machine platens commence to open.A force is immediately exerted by the compression springs,which cause the floating cavity plate to move away with the moving half as previously discussed.The sprue is pulled from the sprue bush by the sprue puller.After the floating cavity plate has moved a predetermined distance,it is arrested by the stop bolts.The moving half continues to move back and the moldings,having shrunk on to the cores,are withdrawn from the cavities.The pin gate breaks at its junction with the runner(Figure3-1(b)).The sprue puller,being attached to the moving half,is pulled through the floating cavity plate and thereby release the feed system which is then free to fall between the floating cavity plate and the feed plate.The moving half continues to move back until the ejector system is operated and the moldings are ejected (Figure3-1(c)).When the mould is closed,the respective plates are returned to their molding position and the cycle is repeated.4、Feed SystemIt is necessary to provide a flow-way in the injection mould to connect the nozzle(of the injection machine)to each impression.This flow-way is termed the feed system.Normally thefeed system comprises a sprue,runner and gate.These terms applyequally to the flow-way itself,and to the molded material which is remove from the flow-way itself in the process of extracted the molding.A typical feed system for a four-impression,two plate-type mould is shown in Figure4-1.It is seen that the material passes through the sprue,main runner,branch runner and gate before entering the impression.As the temperature of molten plastic is lowered which going through the sprue and runner,the viscosity will rise;however,the viscosity is lowered by shear heat generated when going through the gate to fill the cavity.It is desirable to keep the distance that the material has to travel down to a minimum to reduce pressure and heat losses.It is for this reason that careful consideration must be given to the impression layout gate’s design.4.1.SprueA sprue is a channel through which to transfer molten plastic injected from the nozzle of the injector into the mold.It is a part of sprue bush,which is a separate part from the mold.4.2.RunnerA runner is a channel that guides molten plastic into the cavity of a mold.4.3.GateA gate is an entrance through which molten plastic enters the cavity.The gate has the following function:restricts the flow and the direction of molten plastic;simplifies cutting of a runner and moldings to simplify finishing of parts;quickly cools and solidifies to avoid backflow after molten plastic has filled up in the cavity.4.4.Cold slug wellThe purpose of the cold slug well,shown opposite the sprue,is theoretically to receive the material that has chilled at the front of nozzle during the cooling and ejection phase.Perhaps of greater importance is the fact that it provides position means whereby the sprue bush for ejection purposes.The sprue,the runner and the gate will be discarded after a part is complete.However,the runner and the gate are important items that affect the quality or the cost of parts.5、EjectionA molding is formed in mould by injecting a plastic melt,under pressure,into animpression via a feed system.It must therefore be removed manually.Furthermore,all thermoplastic materials contract as they solidify,which means that the molding will shrink on to the core which forms it.This shrinkage makes the molding difficult to remove. Facilities are provided on the injection machine for automatic actuation of an ejector system,and this is situated behind the moving platen.Because of this,the mould’s ejector system will be most effectively operated if placed in the moving half of the mould,i.e. the half attached to the moving platen.We have stated previously that we need to eject the molding from the core and it therefore follows that the core,too,will most satisfactorily be located in the moving half.The ejector system in a mould will be discussed under three headings,namely:(ⅰ)the ejector grid;(ⅱ)the ejector plate assembly; and(ⅲ)the method of ejection.5.1、Ejector gridThe ejector grid(Figure5-1)is that part of the mould which supports the mould plate and provides a space into which theejector plate assembly can be fitted and operated.The grid normally consists of a back plate on to which is mounted a number of conveniently shaped “support blocks”.The ejector plate assembly is that part of the mould to which the ejector element is attached.The assembly is contained in a pocket,formed by the ejector grid,directly behind the mould plate.The assembly(Figure5-2)consists of an ejector plate,a retaining plate and an ejector rod.One end of this latter member is threaded and it is screwed into the ejector plate.In this particular design the ejector rod function not only as an actuating member but also as a method of guiding the assembly.Note that the parallel portion of the ejector rod passes through an ejector rod bush fitted in the back plate of the mould.5.2、Ejection techniquesWhen a molding cools,it contracts by an amount depending on the material being processed.For a molding which has no internal form,for example,a solid rectangular block,the molding will shrink away from the cavity walls,thereby permitting a simple ejection technique to be adopted.However,when the molding has internal form,the molding,as it cools,will shrink onto the core and some positive type of ejection is necessary.The designer has several ejection techniques from which to choose,but in general,the choice will be restricted depending upon the shape of the molding.The basic ejection techniques are as follows:(ⅰ)pin ejection(ⅱ)sleeve ejection(ⅲ)stripper plate ejection and(Ⅳ)air ejection.Figure 2-1aFigure 2-1bFigure 3-1Figure 3-2Figure 4-1aFigure 4-1bFigure 5-1Figure 5-2注塑模1、注塑模尽管成型某些热固性材料的方法取得了一定的进步,但注塑模主要(还是)用来生产热塑性塑件。
注塑模具设计与制造外文文献翻译
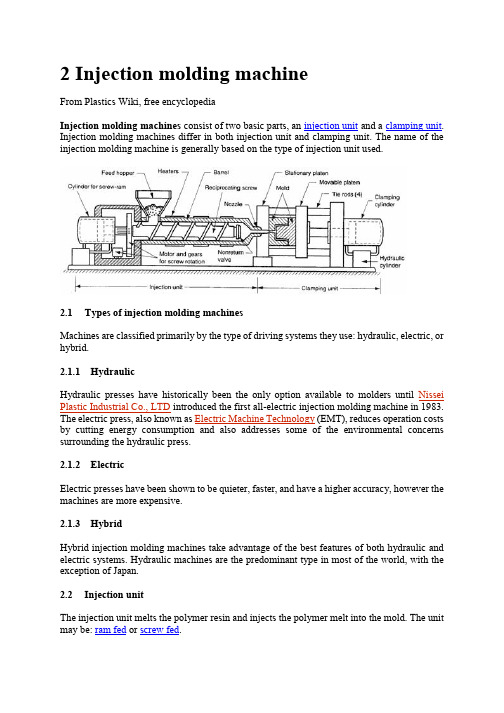
2 Injection molding machineFrom Plastics Wiki, free encyclopediaInjection molding machines consist of two basic parts, an injection unit and a clamping unit. Injection molding machines differ in both injection unit and clamping unit. The name of the injection molding machine is generally based on the type of injection unit used.2.1Types of injection molding machinesMachines are classified primarily by the type of driving systems they use: hydraulic, electric, or hybrid.2.1.1HydraulicHydraulic presses have historically been the only option available to molders until Nissei Plastic Industrial Co., LTD introduced the first all-electric injection molding machine in 1983. The electric press, also known as Electric Machine Technology (EMT), reduces operation costs by cutting energy consumption and also addresses some of the environmental concerns surrounding the hydraulic press.2.1.2ElectricElectric presses have been shown to be quieter, faster, and have a higher accuracy, however the machines are more expensive.2.1.3HybridHybrid injection molding machines take advantage of the best features of both hydraulic and electric systems. Hydraulic machines are the predominant type in most of the world, with the exception of Japan.2.2Injection unitThe injection unit melts the polymer resin and injects the polymer melt into the mold. The unit may be: ram fed or screw fed.The ram fed injection molding machine uses a hydraulically operated plunger to push the plastic through a heated region. The high viscosity melt is then spread into a thin layer by a "torpedo" to allow for better contact with the heated surfaces. The melt converges at a nozzle and is injected into the mold.Reciprocating screw A combination melting, softening, and injection unit in an injection molding machine. Another term for the injection screw. Reciprocating screws are capable of turning as they move back and forth.The reciprocating screw is used to compress, melt, and convey the material. The reciprocating screw consists of three zones (illustrated below):•feeding zone•compressing zone•metering zoneWhile the outside diameter of the screw remains constant, the depth of the flights on the reciprocating screw decreases from the feed zone to the beginning of the metering zone. These flights compress the material against the inside diameter of the barrel, which creates viscous (shear) heat. This shear heat is mainly responsible for melting the material. The heater bands outside the barrel help maintain the material in the molten state. Typically, a molding machine can have three or more heater bands or zones with different temperature settings.Injection molding reciprocating screw An extruder-type screw rotates within a cylinder, which is typically driven by a hydraulic drive mechanism. Plastic material is moved through the heated cylinder via the screw flights and the material becomes fluid. The injection nozzle is blocked by the previous shot, and this action causes the screw to pump itself backward through the cylinder. (During this step, material is plasticated and accumulated for the next shot.) When the mold clamp has locked, the injection phase takes place. At this time, the screw advances, acting as a ram. Simultaneously, the non-return valve closes off the escape passages in the screw and the screw serves as a solid plunger, moving the plastic ahead into the mold. When the injection stroke and holding cycle is completed, the screw is energized to return and the non-return valve opens, allowing plastic to flow forward from the cylinder again, thus repeating the cycle.2.2.1Feed hopperThe container holding a supply molding material to be fed to the screw. The hopper located over the barrel and the feed throat connects them.2.2.2Injection ramThe ram or screw that applies pressure on the molten plastic material to force it into the mold cavities.2.2.3Injection screwThe reciprocating-screw machine is the most common. This design uses the same barrel for melting and injection of plastic.The alternative unit involves the use of separate barrels for plasticizing and injecting the polymer. This type is called a screw-preplasticizer machine or two-stage machine. Plastic pellets are fed from a hopper into the first stage, which uses a screw to drive the polymer forward and melt it. This barrel feeds a second barrel, which uses a plunger to inject the melt into the mold. Older machines used one plunger-driven barrel to melt and inject the plastic. These machines are referred to as plunger-type injection molding machines.2.2.4BarrelBarrel is a major part that melts resins transmitted from hopper through screws and structured in a way that can heat up resins to the proper temperature. A band heater, which can control temper atures in five sections, is attached outside the barrel. Melted resins are supplied to the mold passing through barrel head, shot-off nozzle, and one-touch nozzle.2.2.5Injection cylinderHydraulic motor located inside bearing box, which is connected to injection cylinder load, rotates screw, and the melted resins are measures at the nose of screw. There are many types of injection cylinders that supply necessary power to inject resins according to the characteristics of resins and product types at appropriate speed and pressure. This model employs the double cylinder type. Injection cylinder is composed of cylinder body, piston, and piston load.2.3Clamping unitThe clamping unit holds the mold together, opens and closes it automatically, and ejects the finished part. The mechanism may be of several designs, either mechanical, hydraulic or hydromechanical.Toggle clamps - a type clamping unit include various designs. An actuator moves the crosshead forward, extending the toggle links to push the moving platen toward a closed position. At the beginning of the movement, mechanical advantage is low and speed is high; but near the end of the stroke, the reverse is true. Thus, toggle clamps provide both high speed and high force at different points in the cycle when they are desirable. They are actuated either by hydraulic cylinders or ball screws driven by electric motors. Toggle-clamp units seem most suited to relatively low-tonnage machines.Two clamping designs: (a) one possible toggle clamp design (1) open and (2) closed; and (b) hydraulic clamping (1) open and (2) closed. Tie rods used to guide movuing platens not shown.Hydraulic clamps are used on higher-tonnage injection molding machines, typically in the range 1300 to 8900 kN (150 to 1000 tons). These units are also more flexible than toggle clamps in terms of setting the tonnage at given positions during the stroke.Hydraulic Clamping System is using the direct hydraulic clamp of which the tolerance is still and below 1 %, of course, better than the toggle system. In addition, the Low Pressure Protection Device is higher than the toggle system for 10 times so that the protection for the precision and expensive mold is very good. The clamping force is focus on the central for evenly distribution that can make the adjustment of the mold flatness in automatically. Hydromechanical clamps -clamping units are designed for large tonnages, usually above 8900 kN (1000 tons); they operate by (1) using hydraulic cylinders to rapidly move the mold toward closing position, (2) locking the position by mechanical means, and (3) using high pressure hydraulic cylinders to finally close the mold and build tonnage.2.3.1Injection moldThere are two main types of injection molds: cold runner (two plate and three plate designs) and hot runner– the more common of the runnerless molds.2.3.2Injection platensSteel plates on a molding machine to which the mold is attached. Generally, two platens are used; one being stationary and the other moveable, actuated hydraulically to open and close the mold. It actually provide place to mount the mould. It contains threaded holes on which mould can be mounted using clamps.2.3.3Clamping cylinderA device that actuates the chuck through the aid of pneumatic or hydraulic energy.2.3.4Tie BarTie bars support clamping power, and 4 tie bars are located between the fixing platen and the support platen.3 Injection mouldFrom Wikipedia, the free encyclopediaMold A hollow form or cavity into which molten plastic is forced to give the shape of the required component. The term generally refers to the whole assembly of parts that make up the section of the molding equipment in which the parts are formed. Also called a tool or die. Moulds separate into at least two halves (called the core and the cavity) to permit the part to be extracted; in general the shape of a part must be such that it will not be locked into the mould. For example, sides of objects typically cannot be parallel with the direction of draw (the direction in which the core and cavity separate from each other). They are angled slightly; examination of most household objects made from plastic will show this aspect of design, known as draft. Parts that are "bucket-like" tend to shrink onto the core while cooling and, after the cavity is pulled away, are typically ejected using pins. Parts can be easily welded together after moulding to allow for a hollow part (like a water jug or doll's head) that couldn't physically be designed as one mould.More complex parts are formed using more complex moulds, which may require moveable sections, called slides, which are inserted into the mould to form particular features that cannot be formed using only a core and a cavity, but are then withdrawn to allow the part to be released. Some moulds even allow previously moulded parts to be re-inserted to allow a new plastic layer to form around the first part. This system can allow for production of fully tyred wheels.Traditionally, moulds have been very expensive to manufacture; therefore, they were usually only used in mass production where thousands of parts are being produced.Molds require: Engineering and design, special materials, machinery and highly skilled personnel to manufacture, assemble and test them.Cold-runner moldCold-runner mold Developed to provide for injection of thermoset material either directly into the cavity or through a small sub-runner and gate into the cavity. It may be compared to the hot-runner molds with the exception that the manifold section is cooled rather than heated to maintain softened but uncured material. The cavity and core plates are electrically heated to normal molding temperature and insulated from the cooler manifold section.3.1.1Types of Cold Runner MoldsThere are two major types of cold runner molds: two plate and three plate.3.1.2Two plate moldA two plate cold runner mold is the simplest type of mold. It is called a two plate mold because there is one parting plane, and the mold splits into two halves. The runner system must be located on this parting plane; thus the part can only be gated on its perimeter.3.1.3Three plate moldA three plate mold differs from a two plate in that it has two parting planes, and the mold splits into three sections every time the part is ejected. Since the mold has two parting planes, the runner system can be located on one, and the part on the other. Three plate molds are used because of their flexibility in gating location. A part can be gated virtually anywhere along its surface.3.1.4AdvantagesThe mold design is very simple, and much cheaper than a hot runner system. The mold requires less maintenance and less skill to set up and operate. Color changes are also very easy, since all of the plastic in the mold is ejected with each cycle.3.1.5DisadvantagesThe obvious disadvantage of this system is the waste plastic generated. The runners are either disposed of, or reground and reprocessed with the original material. This adds a step in the manufacturing process. Also, regrind will increase variation in the injection molding process, and could decrease the plastic's mechanical properties.3.1.6Hot runner moldHot-runner mold -injection mold in which the runners are kept hot and insulated from the chilled cavities. Plastic freezeoff occurs at gate of cavity; runners are in a separate plate so they are not, as is the case usually, ejected with the piece.Hot runner molds are two plate molds with a heated runner system inside one half of the mold.A hot runner system is divided into two parts: the manifold and the drops. The manifold has channels that convey the plastic on a single plane, parallel to the parting line, to a point abovethe cavity. The drops, situated perpendicular to the manifold, convey the plastic from the manifold to the part.3.1.7Types of Hot Runner MoldsThere are many variations of hot runner systems. Generally, hot runner systems are designated by how the plastic is heated. There are internally and externally heated drops and manifolds.3.1.8Externally heated hot runnersExternally heated hot runner channels have the lowest pressure drop of any runner system (because there is no heater obstructing flow and all the plastic is molten), and they are better for color changes none of the plastic in the runner system freezes. There are no places for material to hang up and degrade, so externally heated systems are good for thermally sensitive materials.3.1.9Internally heated hot runnersInternally heated runner systems require higher molding pressures, and color changes are very difficult. There are many places for material to hang up and degrade, so thermally sensitive materials should not be used. Internally heated drops offer better gate tip control. Internally heated systems also better separate runner heat from the mold because an insulating frozen layer is formed against the steel wall on the inside of the flow channels.3.1.10 insulated hot runnersA special type of hot runner system is an insulated runner. An insulated runner is not heated; the runner channels are extremely thick and stay molten during constant cycling. This system is very inexpensive, and offers the flexible gating advantages of other hot runners and the elimination of gates without the added cost of the manifold and drops of a heated hot runner system. Color changes are very easy. Unfortunately, these runner systems offer no control, and only commodity plastics like PP and PE can be used. If the mold stops cycling for some reason, the runner system will freeze and the mold has to be split to remove it. Insulated runners are usually used to make low tolerance parts like cups and frisbees.3.1.11 DisadvantagesHot-runner mold is much more expensive than a cold runner, it requires costly maintenance, and requires more skill to operate. Color changes with hot runner molds can be difficult, since it is virtually impossible to remove all of the plastic from an internal runner system.3.1.12 AdvantagesThey can completely eliminate runner scrap, so there are no runners to sort from the parts, and no runners to throw away or regrind and remix into the original material. Hot runners are popular in high production parts, especially with a lot of cavities.Advantages Hot Runner System Over a Cold Runner System include:•no runners to disconnect from the molded parts•no runners to remove or regrind, thus no need for process/ robotics to remove them•having no runners reduces the possibility of contamination•lower injection pressures•lower clamping pressure•consistent heat at processing temperature within the cavity•cooling time is actually shorter (as there is no need for thicker, longer-cycle runners)•shot size is reduced by runner weight•cleaner molding process (no regrinding necessary)•nozzle freeze and sprue sticking issues eliminated中文翻译注塑模具设计与制造2 注射机选自《维基百科》注射机由两个基本部分组成,注射装置和夹紧装置。
模具毕业设计英译汉(Injection_molding)
Injection moldingInjection molding (British English: moulding) is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity.After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars.ApplicationsInjection molding is used to create many things such as wire spools, packaging, bottle caps, automotive dashboards, pocket combs, and most other plastic products available today. Injection molding is the most common method of part manufacturing. It is ideal for producing high volumes of the same object.Some advantages of injection molding are high production rates, repeatable high tolerances, the ability to use a wide range of materials, low labor cost, minimal scrap losses, and little need to finish parts after molding. Some disadvantages of this process are expensive equipment investment, potentially high running costs, and the need to design moldable parts.EquipmentPaper clip mold opened in molding machine; the nozzle is visible at rightMain article: Injection molding machineInjection molding machines consist of a material hopper, an injection ram or screw-type plunger, and a heating unit. They are also known as presses, they hold the molds in which the components are shaped. Presses are rated by tonnage, which expresses the amount of clamping force that the machine can exert. This force keeps the mold closed during the injection process. Tonnage can vary from less than 5 tons to 6000 tons, with the higher figures used in comparatively few manufacturingoperations. The total clamp force needed is determined by the projected area of the part being molded. This projected area is multiplied by a clamp force of from 2 to 8 tons for each square inch of the projected areas. As a rule of thumb, 4 or 5 tons/in2 can be used for most products. If the plastic material is very stiff, it will require more injection pressure to fill the mold, thus more clamp tonnage to hold the mold closed. The required force can also be determined by the material used and the size of the part, larger parts require higher clamping force.MoldMold or die are the common terms used to describe the tooling used to produce plastic parts in molding.Since molds have been expensive to manufacture, they were usually only used in mass production where thousands of parts were being produced. Typical molds are constructed from hardened steel, pre-hardened steel, aluminum, and/or beryllium-copper alloy. The choice of material to build a mold from is primarily one of economics; in general, steel molds cost more to construct, but their longer lifespan will offset the higher initial cost over a higher number of parts made before wearing out. Pre-hardened steel molds are less wear-resistant and are used for lower volume requirements or larger components. The typical steel hardness is 38-45 on the Rockwell-C scale. Hardened steel molds are heat treated after machining. These are by far the superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC). Aluminum molds can cost substantially less, and, when designed and machined with modern computerized equipment, can be economical for molding tens or even hundreds of thousands of parts. Beryllium copper is used in areas of the mold that require fast heat removal or areas that see the most shear heat generated. The molds can be manufactured either by CNC machining or by using Electrical Discharge Machining processes.Mold DesignStandard two plates tooling –core and cavity are inserts in a mold base – "Family mold" of 5 different partsThe mold consists of two primary components, the injection mold (A plate) and the ejector mold (B plate). Plastic resin enters the mold through a sprue in the injection mold, the sprue bushing is to seal tightly against the nozzle of the injection barrel of the molding machine and to allow molten plastic to flow from the barrel into the mold, also known as cavity The sprue bushing directs the molten plastic to the cavity images through channels that are machined into the faces of the A and B plates. These channels allow plastic to run along them, so they are referred to as runners.The molten plastic flows through the runner and enters one or more specialized gates and into the cavity geometry to form the desired part.The amount of resin required to fill the sprue, runner and cavities of a mold is a shot. Trapped air in the mold can escape through air vents that are ground into the parting line of the mold. If the trapped air is not allowed to escape, it is compressed by the pressure of the incoming material and is squeezed into the corners of the cavity, where it prevents filling and causes other defects as well. The air can become so compressed that it ignites and burns the surrounding plastic material. To allow for removal of the molded part from the mold, the mold features must not overhang one another in the direction that the mold opens, unless parts of the mold are designed to move from between such overhangs when the mold opens (utilizing components called Lifters).Sides of the part that appear parallel with the direction of draw (The axis of the cored position (hole) or insert is parallel to the up and down movement of the mold as it opens and closes)are typically angled slightly with (draft) to ease release of the part from the mold. Insufficient draft can cause deformation or damage. The draft required for mold release is primarily dependent on the depth of the cavity: the deeper the cavity, the more draft necessary. Shrinkage must also be taken into account when determining the draft required.If the skin is too thin, then the molded part will tend to shrink onto the cores that form them while cooling, and cling to those cores or part may warp, twist, blister or crack when the cavity is pulled away. The mold is usually designed so that the moldedpart reliably remains on the ejector (B) side of the mold when it opens, and draws the runner and the sprue out of the (A) side along with the parts. The part then falls freely when ejected from the (B) side. Tunnel gates, also known as submarine or mold gate, is located below the parting line or mold surface. The opening is machined into the surface of the mold on the parting line. The molded part is cut (by the mold) from the runner system on ejection from the mold. Ejector pins, also known as knockout pin, is a circular pin placed in either half of the mold (usually the ejector half), which pushes the finished molded product, or runner system out of a mold.The standard method of cooling is passing a coolant (usually water) through a series of holes drilled through the mold plates and connected by hoses to form a continueous pathway. The coolant absorbs heat from the mold (which has absorbed heat from the hot plastic) and keeps the mold at a proper temperature to solidify the plastic at the most efficient rate.To ease maintenance and venting, cavities and cores are divided into pieces, called inserts, and sub-assemblies, also called inserts, blocks, or chase blocks. By substituting interchangeable inserts, one mold may make several variations of the same part.More complex parts are formed using more complex molds. These may have sections called slides, that move into a cavity perpendicular to the draw direction, to form overhanging part features. When the mold is opened, the slides are pulled away from the plastic part by using st ationary “angle pins” on the stationary mold half. These pins enter a slot in the slides and cause the slides to move backward when the moving half of the mold opens. The part is then ejected and the mold closes. The closing action of the mold causes the slides to move forward along the angle pins.Some molds allow previously molded parts to be reinserted to allow a new plastic layer to form around the first part. This is often referred to as overmolding. This system can allow for production of one-piece tires and wheels.2-shot or multi-shot molds are designed to "overmold" within a single molding cycle and must be processed onspecialized injection molding machines with two or more injection units. This process is actually an injection molding process performed twice. In the first step, the base color material is molded into a basic shape. Then the second material is injection-molded into the remaining open spaces. That space is then filled during the second injection step with a material of a different color.A mold can produce several copies of the same parts in a single "shot". The number of "impressions" in the mold of that part is often incorrectly referred to as cavitation. A tool with one impression will often be called a single impression(cavity) mold.A mold with 2 or more cavities of the same parts will likely be referred to as multiple impression (cavity) mold.Some extremely high production volume molds (like those for bottle caps) can have over 128 cavities.In some cases multiple cavity tooling will mold a series of different parts in the same tool. Some toolmakers call these molds family molds as all the parts are related.Effects on the material propertiesThe mechanical properties of a part are usually little affected. Some parts can have internal stresses in them. This is one of the reasons why it's good to have uniform wall thickness when molding. One of the physical property changes is shrinkage. A permanent chemical property change is the material thermoset, which can't be remelted to be injected again.Tool MaterialsTool steel or beryllium-copper are often used. Mild steel, aluminum, nickel or epoxy are suitable only for prototype or very short production runs.Modern hard aluminum (7075 and 2024 alloys) with proper mold design, can easily make molds capable of 100,000 or more part life.Geometrical PossibilitiesThe most commonly used plastic molding process, injection molding, is used to create a large variety of products with different shapes and sizes. Most importantly, they can create products with complex geometry that many other processes cannot. There are a few precautions when designing something that willbe made using this process to reduce the risk of weak spots. First, streamline your product or keep the thickness relatively uniform. Second, try and keep your product between 2 to20 inches.The size of a part will depend on a number of factors (material, wall thickness, shape,process etc.). The initial raw material required may be measured in the form of granules, pellets or powders. Here are some ranges of the sizes.MachiningMolds are built through two main methods: standard machining and EDM. Standard Machining, in its conventional form, has historically been the method of building injection molds. With technological development, CNC machining became the predominant means of making more complex molds with more accurate mold details in less time than traditional methods.The electrical discharge machining (EDM) or spark erosion process has become widely used in mold making. As well as allowing the formation of shapes that are difficult to machine, the process allows pre-hardened molds to be shaped so that no heat treatment is required. Changes to a hardened mold by conventional drilling and milling normally require annealing to soften the mold, followed by heat treatment to harden it again. EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mold surface (over a period of many hours), which is immersed in paraffin oil. A voltage applied between tool and mold causes spark erosion of the mold surface in the inverse shape of the electrode.CostThe cost of manufacturing molds depends on a very large set of factors ranging from number of cavities, size of the parts (and therefore the mold), complexity of the pieces, expected tool longevity, surface finishes and many others. The initial cost is great, however the piece part cost is low, so with greater quantities the overall price decreases.Injection processSmall injection molder showing hopper, nozzle and die areaWith Injection Molding, granular plastic is fed by gravity from a hopper into a heated barrel. As the granules are slowly moved forward by a screw-type plunger, the plastic is forced into a heated chamber, where it is melted. As the plunger advances, the melted plastic is forced through a nozzle that rests against the mold, allowing it to enter the mold cavity through a gate and runner system. The mold remains cold so the plastic solidifies almost as soon as the mold is filled.Injection Molding CycleThe sequence of events during the injection mold of a plastic part is called the injection molding cycle. The cycle begins when the mold closes, followed by the injection of the polymer into the mold cavity. Once the cavity is filled, a holding pressure is maintained to compensate for material shrinkage. In the next step, the screw turns, feeding the next shot to the front screw.This causes the screw to retract as the next shot is prepared. Once the part is sufficiently cool, the mold opens and the part is ejected.Molding trialWhen filling a new or unfamiliar mold for the first time, where shot size for that mold is unknown, a technician/tool setter usually starts with a small shot weight and fills gradually until the mold is 95 to 99% full. Once this is achieved a small amount of holding pressure will be applied and holding time increased until gate freeze off (solidification time) has occurred. Gate solidification time is an important as it determines cycle time, which itself is an important issue in the economics of the production process. Holding pressure is increased until the parts are free of sinks and part weight has been achieved. Once the parts are good enough and have passed any specific criteria, a setting sheet is produced for people to follow in the future. The method to setup an unknown mold the first time can be supported by installing cavity pressure sensors. Measuring the cavity pressure as a function of time can provide a good indication of the filling profile of the cavity. Once the equipment is set to successfully create the molded part, modern monitoring systems can save a reference curve of the cavity pressure. With that it is possible toreproduce the same part quality on another molding machine within a short setup time.Tolerances and SurfacesMolding tolerance is a specified allowance on the deviation in parameters such as dimensions, weights, shapes, or angles, etc. To maximize control in setting tolerances there is usually a minimum and maximum limit on thickness, based on the process used.Injection molding typically is capable of tolerances equivalent to an IT Grade of about 9–14. The possible tolerance of a thermoplastic or a thermoset is ±0.008 to ±0.002 inches. Surface finishes of two to four microinches or better are can be obtained. Rough or pebbled surfaces are also possible.Lubrication and CoolingObviously, the mold must be cooled in order for the production to take place. Because of the heat capacity, inexpensiveness, and availability of water, water is used as the primary cooling agent. To cool the mold, water can be channeled through the mold to account for quick cooling times. Usually a colder mold is more efficient because this allows for faster cycle times. However, this is not always true because crystalline materials require the opposite: a warmer mold and lengthier cycle time.InsertsMetal inserts can be also be injection molded into the workpiece. For large volume parts the inserts are placed in the mold using automated machinery. An advantage of using automated components is that the smaller size of parts allows a mobile inspection system that can be used to examine multiple parts in a decreased amount of time. In addition to mounting inspection systems on automated components, multiple axial robots are also capable of removing parts from the mold and place them in latter systems that can be used to ensure quality of multiple parameters. The ability of automated components to decrease the cycle time of the processes allows for a greater output of quality parts.Specific instances of this increased efficiency include the removal of parts from the mold immediately after the parts are created and use in conjunction with vision systems. Theremoval of parts is achieved by using robots to grip the part once it has become free from the mold after in ejector pins have been raised. The robot then moves these parts into either a holding location or directly onto an inspection system, depending on the type of product and the general layout of the rest of the manufacturer's production facility. Visions systems mounted on robots are also an advancement that has greatly changed the way that quality control is performed in insert molded parts. A mobile robot is able to more precisely determine the accuracy of the metal component and inspect more locations in the same amount of time as a human inspector.注塑成型注射制模(Injection moldin)是一种生产由热塑性塑料或热固性塑料所构成的部件的过程。
塑料模具毕业外文文献翻译、塑料制品的CADCAE集成的注塑模具设计系统外文翻译、中英文翻译
A CAD/CAE-integrated injection mold design system for plastic productsAbstract Mold design is a knowledge-intensive process. This paper describes a knowledge-based oriented, parametric, modular and feature-based integrated computer-aided design/computer-aided engineering (CAD/CAE) system for mold design. Development of CAx systems for numerical simulation of plastic injection molding and mold design has opened new possibilities of product analysis during the mold design. The proposed system integrates Pro/ENGINEER system with the specially developed module for the calculation of injection molding parameters, mold design, and selection of mold elements. The system interface uses parametric and CAD/CAE feature-based database to streamline the process of design, editing, and reviewing. Also presented are general structure and part of output results from the proposed CAD/ CAE-integrated injection mold design system.Keywords Mold design . Numerical simulation . CAD . CAE1 IntroductionInjection molding process is the most common molding process for making plastic parts. Generally, plastic injection molding design includes plastic product design, mold design, and injection molding process design, all of which contribute to the quality of the molded product as well as production efficiency [1]. This is process involving many design parameters that need to be considered in a concurrent manner. Mold design for plastic injection molding aided by computers has been focused by a number of authors worldwide for a long period. Various authors have developed program systems which help engineers to design part, mold, and selection parameters of injection molding. During the last decade, many authors have developed computer-aided design/computer-aided engineering (CAD/CAE) mold design systems for plastic injection molding. Jong et al. [2] developed a collaborative integrated design system for concurrent mold design within the CAD mold base on the web, using Pro/E. Low et al. [3] developed an application for standardization of initial design of plastic injection molds. The system enables choice and management of mold base of standard mold plates, but does not provide mold and injection molding calculations. The authors proposed a methodology of standardizing the cavity layout design system for plastic injection mold such that only standard cavity layouts are used. When standard layouts are used, their layout configurations can be easilystored in a database. Lin at al. [4, 5] describe a structural design system for 3D drawing mold based on functional features using a minimum set of initial information. In addition, it is also applicable to assign the functional features flexibly before accomplishing the design of a solid model for the main parts of a drawing mold. This design system includes modules for selection and calculation of mold components. It uses Pro/E modules Pro/Program and Pro/Toolkit, and consists of modules for mold selection, modification and design. Deng et al. [6, 7] analyzed development of the CAD/CAE integration. The authors also analyzed systems and problems of integration between CAD and CAE systems for numerical simulation of injection molding and mold design. Authors propose a feature ontology consisting of a number of CAD/CAE features. This feature represents not only the geometric information of plastic part, but also the design intent is oriented towards analysis. Part features contain the overall product information of a plastic part, wall features, development features (such as chamfer, ribs, boss, hole, etc.), treatment features which contain analysis-related design information and sub wall developed features. Wall and development features are so called “component features〞. God ec et al. [8, 9] developed a CAE system for mold design and injection molding parameters calculations. The system is based on morphology matrix and decision diagrams. The system is used for thermal, rheological and mechanical calculation, and material base management,Fig. 1 General structure of integrated injection mold design system for plastic productsbut no integration with commercial CAx software is provided. Huang et al. [10] developed a mold-base design system for injection molding. The database they used was parametric and feature-based oriented. The system used Pro/E for modeling database components. Kong et al. [11]developed a parametric 3D plastic injection mold design system integrated with solid works. Other knowledge-based systems, such as IMOLD, ESMOLD, IKMOULD, and IKBMOULD, have been developed for injection mold design. IMOLD divides mold design into four major steps; parting surface design, impression design, runner system design, and mold-base design. The software uses a knowledge-based CAD system to provide an interactive environment, assist designers in the rapid completion of mold design, and promote the standardization of the mold design process. IKB-MOULD application consists of databases and knowledge bases for mold manufacturing. Lou et al. [12] developed an integrated knowledge-based system for mold base design. The system has module for impression calculation, dimension calculation, calculation of the number of mold plates and selection of injection machine. The system uses Pro/ Mold Base library. This paper describes KBS and key technologies, such as product modeling, the frame-rule method, CBS, and the neural networks. A multilayer neural network has been trained by back propagation BP. This neural network adopts length, width, height and the number of parts in the mold as input and nine parameters (length, width, and height of up and down set-in, mold bases side thickness, bottom thickness of the core, and cavity plates) as output. Mok et al. [13, 14] developed an intelligent collaborative KBS for injection molds. Mok at el. [15] has developed an effective reuse and retrieval system that can register modeled standard parts using a simple graphical user interface even though designers may not know the rules of registration for a database. The mold design system was developed using an Open API and commercial CAD/computer aided manufacturing (CAM)/CAE solution. The system was applied to standardize mold bases and mold parts in Hyundai Heavy Industry. This system adopted the method of design editing, which implements the master model using features. The developed system provides methods whereby designers can register the master model, which is defined as a function of 3D CAD, as standard parts and effectively reuse standard parts even though they do not recognize the rules of the database.Todic et al. [16] developed a software solution for automated process planning for manufacturing of plastic injection molds. This CAD/CAPP/CAM system does not provide CAE calculation of parameters of injection molding and mold design. Maican et al. [17] used CAE for mechanical, thermal, and rheological calculations. They analyzed physical, mechanical, and thermal properties of plastic materials. They defined the critical parameters of loaded part. Nardinet al. [18] tried to develop the system which would suit all the needs of the injection molding for selection of the part–mold–technology system. The simulation results consist of geometrical and manufacturing data. On the basis of the simulation results, part designers can optimize part geometry, while mold designers can optimize the running and the cooling system of the mold. The authors developed a program which helps the programmers of the injection molding machine to transfer simulation data directly to the machine. Zhou et al. [1] developed a virtual injection molding system based on numerical simulation. Ma et al. [19] developed standard component library for plastic injection mold design using an object-oriented approach. This is an objector iented, library model for defining mechanical components parametrically. They developed an object-oriented mold component library model for incorporating different geometric topologies and non-geometric information. Over the years, many researchers have attempted to automate a wholeFig. 2 Structure of module for numerical simulation of injection molding processFig. 3 Forms to define the mold geometrymold design process using various knowledge-based engineering (KBE) approaches, such as rule-based reasoning (RBR), and case base (CBR) and parametric design template (PDT). Chan at al. [20] developed a 3D CAD knowledge-based assisted injection mold design system (IKB mold). In their research, design rules and expert knowledge of mold design were obtained from experienced mold designers and handbooks through various traditional knowledge acquisition processes. The traditional KBE approaches, such as RBR, CBR, and simple PDT have been successfully applied to mold cavity and runner layout design automation of the one product mold. Ye et al. [21] proposed a feature-based and object-oriented hierarchical representation and simplified symbolic geometry approach for automation mold assembly modeling. The previously mentioned analysis of various systems shows that authors used different ways to solve the problems of mold design by reducing it to mold configureator (selector). They used CAD/CAE integration for creating precision rules for mold-base selection. Many authors used CAE system for numerical simulation of injection molding to define parameters of injection molding. Several also developed original CAE modules for mold and injection molding process calculation. However, common to all previously mentioned systems is the lack of module for calculation of mold and injection molding parameters which would allow integration with the results of numerical simulation. This leads to conclusion that there is a need to create a software system which integrates parameters of injection molding with the result obtained by numericalFig. 4 Forms to determine the distance between the cooling channels and mold cavityFig. 5 Mold-base selector formssimulation of injection molding, mold calculation, and selection. All this would be integrated into CAD/CAE-integrated injection mold design system for plastic products.2 Structure of integrated CAD/CAE systemAs is well known, various computational approaches for supporting mold design systems of various authors use design automation techniques such as KBE (RBR, CBR, PDT) or design optimisation techniques such as traditional (NLP,LP, BB, GBA, IR, HR) or meta heuristic search such as (TS, SA, GA) and other special techniques such as (SPA, AR, ED).The developed interactive software system makes possible to perform: 3D modeling of the parts, analysis of part design and simulation model design, numerical simulation of injection molding, and mold design with required calculations.The system consists of four basic modules:& Module for CAD modeling of the part& Module for numerical simulation of injection molding processFig. 6 Form for mechanical mold calculation& Module for calculation of parameters of injection molding and mold design calculation and selection& Module for mold modeling (core and cavity design and design all residual mold components) The general structure of integrated injection mold design system for plastic products is shown in Fig. 1.2.1 Module for CAD modeling of the part (module I)The module for CAD modeling of the part is the first module within the integrated CAD/CAE system. This module is used for generating CAD model of the plastic product and appropriate simulation model. The result of this module is solid model of plastic part with all necessary geometrical and precision specifications. Precision specifications are: project name, number, feature ID, feature name, position of base point, code number of simulation annealing, trade material name, material grade, part tolerance, machine specification (name, clamping force, maximal pressure, dimensions of work piece), and number of cavity. If geometrical and precision specification is specified (given) with product model, the same are used as input to the nextmodule, while this module is used only to generate the simulation model.2.2 Module for numerical simulation of injection molding process (module II)Module II is used for numerical simulation of injection molding process. User implements an iterative simulation process for determining the mold ability parameters of injection molding and simulation model specification. The structure of this module is shown in Fig. 2.After a product model is imported and a polymer is selected from the plastic material database, user selects the best location for gating subsystem. The database contains rheological, thermal, and mechanical properties of plastic materials. User defines parameters of injection molding and picks the location for the gating subsystem. Further analyses are carried out: the plastic flow, fill time, injection pressure, pressure drop, flow front temperature, presence of weld line, presence of air traps, cooling quality, etc.The module offers four different types of mold flow analysis. Each analysis is aimed at solving specific problems:& Part analysis—This analysis is used to test a known gate location, material, and part geometry to verify that a part will have acceptable processing conditions.& Gate analysis—This analysis tests multiple gate locations and compares the analysis outputs to determine the optimal gate location.& Sink mark analysis—This analysis detects sink mark locations and depths to resolve cosmetic problems before the mold is built eliminating quality disputes that could arise between the molder and the customer.The most important parameters are the following: [22]& Part thickness& Flow length& Radius and drafts,& Thickness transitions& Part material& Location of gates& Number of gates& Mold temperature& Melt temperature& Injection pressure& Maximal injection molding machine pressureIn addition to the previously mentioned parameters of injection molding, the module shows following simulation results: welding line position, distribution of air traps, the distribution of injection molding pressure, shear stressFig. 7 Segment of the mechanical calculation algorithmdistribution, temperature distribution on the surface of the simulation model, the quality of filling of a simulation model, the quality of a simulation model from the standpoint of cooling, and time of injection molding [22, 23]. A part of output results from this module are the input data for thenext module. These output results are: material grade and material supplier, modulus of elasticity in the flow direction, modulus of elasticity transverse direction, injection pressure, ejection temperature, mold temperature, melting temperature, highest melting temperature thermoplastic, thermoplastic density in liquid and solid state, and maximum pressure of injection molding machine. During implementation of iterative SA procedure, user defines the moldability simulation model and the parameters of injection molding. All results are represented by different colors in the regions of the simulation model.2.3 Module for calculation of parameters of injection molding and mold design calculation and selection (module III)This module is used for analytical calculations, mold sizing, and its selection. Two of the more forms for determining the dimensions of core and cavity mold plates are shown in Fig. 3.Based on the dimensions of the simulation model and clamping force (Fig. 3) user selects the mold material and system calculates the width and length of core and cavity plates. Wall thickness between the mold cavity to the cooling channel can be calculated with the following three criteria: criterion allowable shear stress, allowable bending stress criterion, and the criterion of allowable angle isotherms are shown in Fig. 4 [22, 24]. The system adopts the maximum value of comparing the values of wall thickness calculated by previously mentioned criteria.Fig. 8 Forms for standard mold plates selectionFig. 9 Forms for mold plate model generationBased on the geometry of the simulation model, user select shape and mold type. Forms for the selection mold shape, type, and subsystems are shown in Fig. 5. Once these steps are completed, user implements the thermal, rheological, and mechanical calculation of mold specifications. An example of one of the several forms for mechanical mold calculation is shown in Fig. 6.Segment of the algorithm of mechanical calculations is shown in Fig. 7.f max maximal flexure of cavity platef dop allowed displacement of cavity plateε elastic deformationαmin minimal value of shrinkage factorE k modulus of elasticity of cavity plateG shear modulusS k wall thickness distance measuring between cavity and waterlined KT cooling channel diameterAfter the thermal, rheological, and mechanical calculations, user selects mold plates from the mold base. Form for the selection of standard mold plates is shown in Fig. 8. The system calculates the value of thickness of risers, fixed, and movable mold plates (Fig. 8). Based on the calculated dimensions, the system automatically adopts the first major standard value for the thickness of risers, movable, and fixed mold plate. Calculation of the thickness and the adoption of standard values are presented in the form as shown in Fig. 8.The interactive system recommends the required mold plates. The module loads dimensions from the database and generates a solid model of the plate. After the plate selection, the plate is automatically dimensioned, material plate isFig. 10 Structure of module IVassigned, and 3D model and 2D technical drawing are generated on demand. Dimensions of mold component (e.g., fixed plate) are shown in the form for mold plate mode generation, as shown inThe system loads the plate size required from the mold base. In this way, load up any other necessary standard mold plates that make up the mold subassembly. Subassembly mold model made up of instance plates are shown in Fig. 10Then get loaded other components of subsystems as shown in Fig. 5. Subsystem for selection other components include bolts and washers. The way of components selection are based on a production rules by authors and by company “D-M-E〞[25, 26].2.4 Module for mold modeling (core and cavity design and design all residual mold components; module IV)This module is used for CAD modeling of the mold (core and cavity design). This module uses additional software tools for automation creating core and cavity from simulation (reference) model including shrinkage factor of plastics material and automation splitting mold volumes of the fixed and movable plates. The structure of this module is shown in Fig. 11.Additional capability of this module consists of software tools for:& Applying a shrinkage that corresponds to design plastic part, geometry, and molding conditions, which are computed in module for numerical simulation& Make conceptual CAD model for nonstandard plates and mold components& Design impression, inserts, sand cores, sliders and other components that define a shape of molded part& Populate a mold assembly with standard components such as new developed mold base which consists of DME mold base and mold base of enterprises which use this system, and CAD modeling ejector pins, screws, and other components creating corresponding clearance holes& Create runners and waterlines, which dimensions was calculated in module for calculating of parameters of injection molding and mold design calculation and selection& Check interference of components during mold opening, and check the draft surfacesAfter applied dimensions and selection mold components, user loads 3D model of the fixed (core) and movable (cavity) plate. Geometry mold specifications, calculated in the previous module, are automatically integrated into this module, allowing it to generate the final mold assembly. Output from this module receives the complete mold model of the assembly as shown in Fig. 15. Thismodule allowsFig. 11 Subassembly model of moldFig. 12 CAD model of the test Productmodeling of nonstandard and standard mold components that are not contained in the mold base.3 Case studyThe complete theoretical framework of the CAD/CAE-integrated injection mold design system for plastic products was presented in the previous sections. In order to complete this review, the system was entirely tested on a real case study. The system was tested on few examples of similar plastic parts. Based on the general structure of the model of integrated CAD/CAE design system shown in Fig. 1, the authors tested the system on some concrete examples. One of the examples used for verification of the test model of the plastic part is shown in Fig. 12.The module for the numerical simulation of injection molding process defines the optimal location for setting gating subsystem. Dark blue regions indicate the optimal position for setting gating subsystem as shown in Fig. 13.Based on dimensions, shape, material of the case study product (Fig. 11), optimal gating subsystem location (Fig. 13), and injection molding parameters (Table 1), the simulation model shown in Fig. 14 was generated.One of the rules for defining simulation model gate for numerical simulation:IF (tunnel, plastic material, mass) THEN prediction dimension (upper tunnel, length, diameter1, diameter2, radius, angle, etc.)Part of the output results from module II, which are used in module III are shown in Table 1.Fig. 13 Optimal gating subsystem location in the partTable 1 Part of the output results from the module for the numerical simulation of injection molding processMaterial grade and material supplier Acrylonitrile butadiene styrene 780(ABS 780),Kumho Chemicals Inc.Max injection pressure 100 MPaMold temperature 60°C ili 40Melt Temperature 230°CInjection Time 0,39 s 0,2 sInjection Pressure 27,93 MPaRecommended ejection temperature 79°CModulus of elasticity, flow direction for ABS 780 2,600 MPaModulus of elasticity, transverse direction for ABS 780 2,600 MPaPoision ratio in all directions for ABS 780 0.38Shear modulus for ABS 780 942 MPaDensity in liquid state 0.94032 g/cm3Density in solid state 1.047 g/cm3In module III, the system calculates clamping force F=27.9 kN (Fig. 3), cooling channel diameter d KT=6 mm, cooling channel length lKT090 mm (Fig. 4). Given the shape and dimensions of the simulation model, square shape of mold with normal performance was selected as shown in Fig. 5. Selected mold assembly standard series: 1,616, length and width of mold housing 156×156 mm as shown in Fig. 8. In the segment of calculation shown in Fig. 8, mold design system panel recommends the following mold plates:& Top clamping plate N03-1616-20& Bottom clamping plate N04-1616-20& Fixed mold plate (core plate) N10A-1616-36& Movable plate (cavity plate) N10B-1616-36& Support plate N20-1616-26& Risers N30-1616-46& Ejector retainer plate N40-1616-10& Ejector plate N50-1616-12After finishing the fixed and movable mold plates from the standpoint of CAD modeling core and cavity plates, cooling channel, followed by manual selection of other mold standard components such as sprue bush, locating ring, guide pins, guide bush, leading bushing guide, spacer plates, screws (M4×10, M10×100, M10×30, M6×16, M10×30, etc.) and modeling nonstandard mold components (if any) ejector pins, ejector holes, inserts etc. A complete model of the mold assembly with tested simulation model is shown in Fig. 15.Fig. 14 Simulation model of plastic partFig. 15 Model of the mold assembly with tested simulation model4 ConclusionThe objective of this research was to develop a CAD/CAE integrated system for mold design which is based on Pro/ ENGINEER system and uses specially designed and developed modules for mold design. This paper presents a software solution for multiple cavity mold of identical molding parts, the so-called one product mold. The system is dedicated to design of normal types of molds for products whose length and width are substantially greater than product height, i.e., the system is customized for special requirements of mold manufacturers. The proposed system allows full control over CAD/CAE feature parameters which enables convenient and rapid mold modification. The described CAD/CAE modules are feature-based, parametric, based on solid models, and object oriented. The module for numerical simulation of injection molding allows the determination selection of injection molding parameters. The module for calculation of parameters of injection molding process and mold design calculation and selection improves design Fig. 15 Model of the mold assembly with tested simulation model faster, reduces mold design errors, and provides geometric and precision information necessary for complete mold design. The knowledge base of the system can be accessed by mold designers through interactive modules so that their own intelligence and experience can also be incorporated into the total mold design. Manufacture of the part confirms that the developed CAD/CAE system provides correct results and proves to be a confident software tool.Future research will be directed towards three main goals. The first is to develop a system for automation of family mold design. Another line of research is the integration with CAPP system for plastic injection molds manufacturing developed at the Faculty of Technical Sciences. Finally, following current trends in this area, a collaborative system using web technologies and blackboard architecture shall be designed and implemented.塑料制品的CAD / CAE集成的注塑模具设计系统摘要:模具设计是一个知识密集的过程。
注塑模具专业英语 塑胶模具英语 注塑成型专业英语 Injection Mould English
abrasive grinding 强力磨削abrasive 磨料的,研磨的absence 不在,缺席accesssory 附件accommodate 适应accordingly 因此,从而,相应地accuracy 精度,准确性actuate 开动(机器),驱动adequate 足够的adhesive 粘合剂adjacent 邻近的adopt 采用advance 进步advisable 可取的agitate 摇动a large extent 很大程度algorithm 算法align 定位,调准alignment 校直all-too-frequent 频繁allowance 容差,余量alternate 交替,轮流alternatively 做为选择,也许aluminiun 铝ample 充足的analysis 分析ancillary 补助的,副的angular 有角的annealing 退火aperture 孔applied loads 作用力appropriate 适当的arc 弧,弓形arise 出现,发生arrange 安排article 制品,产品ascertain 确定,查明assemble 组装attitude 态度auxiliary 辅助的avoid 避免axis 轴axle 轮轴,车轴alternative 替换物backup 备份batch 一批bearing 轴承,支座bed 床身behavior 性能bench-work 钳工工作bend 弯曲beneath 在•••下bin 仓,料架blank 坯料blank 冲裁,落料blanking 落料模blast 一阵(风)blemish 缺点,污点bolster 模座,垫板boring 镗削,镗孔bracket 支架brass 黄铜break down 破坏breakage 破坏brine 盐水brittle 易碎的buffer 缓冲器built-in 内装的bulging 凸肚burr 毛刺bush 衬套by far •••得多,最by means of 借助于boost 推进cabinet 橱柜call upon 要求carbide 碳化物carburzing 渗碳carriage 拖板,大拖板carry along 一起带走carry down over 从•••上取下carry out 完成case hardening 表面硬化case 壳,套cast steel 铸钢casting 铸造,铸件category 种类caution 警告,警示cavity and core plates 凹模和凸模板cavity 型腔,腔,洞centre-drilling 中心孔ceramic 陶瓷制品chain doted line 点划线channel 通道,信道characteristic 特性check 核算chip 切屑,铁屑chuck 卡盘chute 斜道circa 大约circlip (开口)簧环circuit 回路,环路circulate (使)循环clamp 夹紧clamp 压板clay 泥土clearance 间隙clip 切断,夹住cold hobbing 冷挤压cold slug well 冷料井collapse 崩塌,瓦解collapsible 可分解的combination 组合commence 开始,着手commence 开始commercial 商业的competitive 竞争的complementary 互补的complexity 复杂性complication 复杂化compression 压缩comprise 包含compromise 妥协,折衷concern with 关于concise 简明的,简练的confront 使面临connector 连接口,接头consequent 随之发生的,必然的console 控制台consume 消耗,占用consummate 使完善container 容器contingent 可能发生的CPU (central processing unit) 中央处理器conventional 常规的converge 集中于一点conversant 熟悉的conversion 换算,转换conveyer 运送装置coolant 冷却液coordinate (使)协调copy machine 仿形(加工)机床core 型芯,核心corresponding 相应的counteract 反作用,抵抗couple with 伴随contour 轮廓crack (使)破裂,裂纹critical 临界的cross-hatching 剖面线cross-section drawn 剖面图cross-slide 横向滑板CRT (cathoder-ray tube) 阴极射线管crush 压碎cryogenic 低温学的crystal 结晶状的cubic 立方的,立方体的cup (使)成杯状,引伸curable 可矫正的curvature 弧线curve 使弯曲cutter bit 刀头,刀片cyanide 氰化物complicated 复杂的dash 破折号daylight 板距decline 下落,下降,减少deform (使)变形demonstrate 证明depict 描述deposite 放置depression 凹穴descend 下降desirable 合适的detail 细节,详情deterioration 退化,恶化determine 决定diagrammmatic 图解的,图表的dictate 支配die 模具,冲模,凹模dielectric 电介质die-set 模架digital 数字式数字dimensional 尺寸的,空间的discharge 放电,卸下,排出discharge 卸下discrete 离散的,分立的dislodge 拉出,取出dissolution 结束distinct 不同的,显著的distort 扭曲distort (使)变形,扭曲distributed system 分布式系统dowel 销子dramaticlly 显著地drastic 激烈的draughting 绘图draughtsman 起草人drawing 制图drill press 钻床drum 鼓轮dual 双的,双重的ductility 延展性dynamic 动力的edge 边缘e.g.(exempli gratia) [拉]例如ejector 排出器ejector plate 顶出板ejector rob 顶杆elasticity 弹性electric dicharge machining 电火花加工electrode 电极electro-deposition 电铸elementary 基本的eliminate 消除,除去elongate (使)伸长,延长emerge 形成,显现emphasise 强调endeavour 尽力engagement 约束,接合enhance 提高,增强ensure 确保,保证erase 抹去,擦掉evaluation 评价,估价eventually 终于evolution 进展excecution 执行,完成execute 执行electrochemical machining 电化学加工exerte 施加experience 经验explosive 爆炸(性)的extend 伸展external 外部的extract 拔出extreme 极端extremely 非常地extremity 极端extrusion 挤压,挤出envisage 设想Fahrenheit 华氏温度fabricate 制作,制造flat-panel technology 平面(显示)技术facility 设备facing 端面车削fall within 属于,适合于fan 风扇far from 毫不,一点不,远非fatigue 疲劳feasible 可行的feature 特色,特征feed 进给feedback 反馈female 阴的,凹形的ferrule 套管file system 文件系统fitter 装配工,钳工fix 使固定,安装fixed half and moving half 定模和动模facilitate 帮助flexibility 适应性,柔性flexible 柔韧的flow mark 流动斑点follow-on tool 连续模foregoing 在前的,前面的foretell 预测,预示,预言forge 锻造forming 成型four screen quadrants 四屏幕象限fracture 破裂free from 免于gap 裂口,间隙gearbox 齿轮箱govern 统治,支配,管理grain 纹理graphic 图解的grasp 抓住grid 格子,网格grind 磨,磨削,研磨grinding 磨光,磨削grinding machine 磨床gripper 抓爪,夹具groove 凹槽guide bush 导套guide pillar 导柱guide pillars and bushes 导柱和导套handset 电话听筒hardness 硬度hardware 硬件headstock 床头箱,主轴箱hexagonal 六角形的,六角的hindrance 障碍,障碍物hob 滚刀,冲头hollow-ware 空心件horizontal 水平的hose 软管,水管hyperbolic 双曲线的i.e. (id est) [拉]也就是identical 同样的identify 确定,识别idle 空闲的immediately 正好,恰好impact 冲击impart 给予implement 实现impossibility 不可能impression 型腔in contact with 接触in terms of 依据inasmuch (as) co因为,由于inch-to-metric conversions 英公制转换inclinable 可倾斜的inclusion 内含物inconspicuous 不显眼的incorporate 合并,混合indentation 压痕indenter 压头independently 独自地,独立地inevitably 不可避免地inexpensive 便宜的inherently 固有的injection mould 注塑模injection 注射in-line-of-draw 直接脱模insert 嵌件inserted die 嵌入式凹模inspection 检查,监督installation 安装integration 集成intelligent 智能的intentinonally 加强地,集中地interface 界面internal 内部的interpolation 插值法investment casting 熔模铸造irregular 不规则的,无规律irrespective of 不论,不管irrespective 不顾的,不考虑的issue 发布,发出joint line 结合线kerosene 煤油keyboard 健盘knock 敲,敲打lance 切缝lathe 车床latitude 自由lay out 布置limitation 限度,限制,局限(性) local intelligence 局部智能locate 定位logic 逻辑longitudinal 纵向的longitudinally 纵向的look upon 视作,看待lubrication 润滑machine shop 车间machine table 工作台machining 加工made-to-measure 定做maintenance 维护,维修majority 多数make use of 利用male 阳的,凸形的malfunction 故障mandrel 心轴manifestation 表现,显示massiveness 厚实,大块measure 大小,度量microcomputer 微型计算机microns 微米microprocessor 微处理器mild steel 低碳钢milling machine 铣床mineral 矿物,矿产minimise 把减到最少,最小化minute 微小的mirror image 镜像mirror 镜子moderate 适度的modification 修改,修正modulus 系数mold 模,铸模mold 制模,造型monitor 监控monograph 专著more often than not 常常motivation 动机mould split line 模具分型线moulding 注塑件move away from 抛弃multi-imprssion mould 多型腔模narrow 狭窄的NC (numerical control) 数控nevertheless 然而,不过nonferrous 不含铁的,非铁的normally 通常地novice 新手,初学者nozzle 喷嘴,注口numerical 数字的objectionable 有异议的,讨厌的observe 观察obviously 明显地off-line 脱机的on-line 联机operational 操作的,运作的opportunity 时机,机会opposing 对立的,对面的opposite 反面optimization 最优化orient 确定方向orthodox 正统的,正规的overall 全面的,全部的overbend 过度弯曲overcome 克服,战胜overlaping 重叠overriding 主要的,占优势的opposite 对立的,对面的pack 包装package 包装pallet 货盘panel 面板paraffin 石蜡parallel 平行的penetration 穿透peripheral 外围的periphery 外围permit 许可,允许pessure casting 压力铸造pillar 柱子,导柱pin 销,栓,钉pin-point gate 针点式浇口piston 活塞plan view 主视图plasma 等离子plastic 塑料platen 压板plotter 绘图机plunge 翻孔plunge 投入plunger 柱塞pocket-size 袖珍portray 描绘pot 壶pour 灌,注practicable 行得通的preferable 更好的,更可取的preliminary 初步的,预备的press setter 装模工press 压,压床,冲床,压力机prevent 妨碍primarily 主要地procedure 步骤,方法,程序productivity 生产力profile 轮廓progressively 渐进地project 项目project 凸出projection 突出部分proper 本身的property 特性prototype 原形proximity 接近prudent 谨慎的punch 冲孔punch shapper tool 刨模机punch-cum-blanking die 凹凸模punched tape 穿孔带purchase 买,购买push back pin 回程杆pyrometer 高温计quality 质量quandrant 象限quantity 量,数量quench 淬火radial 放射状的ram 撞锤rapid 迅速的rapidly 迅速地raster 光栅raw 未加工的raw material 原材料ream 铰大reaming 扩孔,铰孔recall 记起,想起recede 收回,后退recess 凹槽,凹座,凹进处redundancy 过多re-entrant 凹入的refer 指,涉及,谈及reference 参照,参考refresh display 刷新显示register ring 定位环register 记录,显示,记数regrind 再磨研relative 相当的,比较的relay 继电器release 释放relegate 把降低到reliability 可靠性relief valves 安全阀relief 解除relieve 减轻,解除remainder 剩余物,其余部分removal 取出remove 切除,切削reposition 重新安排represent 代表,象征reputable 有名的,受尊敬的reservoir 容器,储存器resident 驻存的resist 抵抗resistance 阻力,抵抗resolution 分辨率respective 分别的,各自的respond 响应,作出反应responsibility 责任restrain 抑制restrict 限制,限定restriction 限制retain 保持,保留retaining plate 顶出固定板reveal 显示,展现reversal 反向right-angled 成直角的rigidity 钢度rod 杆,棒rotate (使)旋转rough machining 粗加工rough 粗略的routine 程序rubber 橡胶runner and gate systems 流道和浇口系统sand casting 砂型铸造satisfactorily 满意地saw 锯子scale 硬壳score 刻划scrap 废料,边角料,切屑screwcutting 切螺纹seal 密封section cutting plane 剖切面secure 固定secure 紧固,夹紧,固定segment 分割sensitive 敏感的sequence 次序sequential 相继的seriously 严重地servomechanism 伺服机构servomotor 伺服马达setter 安装者set-up 机构sever 切断severity 严重shaded 阴影的shank 柄shear 剪,切shot 注射shrink 收缩side sectional view 侧视图signal 信号similarity 类似simplicity 简单single-point cutting tool 单刃刀具situate 使位于,使处于slide 滑动,滑落slideway 导轨slot 槽slug 嵌条soak 浸,泡,均热software 软件solid 立体,固体solidify (使)凝固solidify (使)固化solution 溶液sophisiticated 尖端的,完善的sound 结实的,坚固的spark erosion 火花蚀刻spindle 主轴spline 花键split 侧向分型,分型spool 线轴springback 反弹spring-loaded 装弹簧的sprue bush 主流道衬套sprue puller 浇道拉杆square 使成方形Servomechanism Laboratoies 伺服机构实验室stage 阶段standardisation 标准化startling 令人吃惊的steadily 稳定地step-by-step 逐步stickiness 粘性stiffness 刚度stock 毛坯,坯料storage tube display 储存管显示storage 储存器straightforward 直接的strain 应变strength 强度stress 压力,应力stress-strain 应力--应变stretch 伸展strike 冲击stringent 严厉的stripper 推板stroke 冲程,行程structrural build-up 结构上形成的sub-base 垫板subject 使受到submerge 淹没subsequent 后来的subsequently 后来,随后substantial 实质的substitute 代替,替换subtract 减,减去suitable 合适的,适当的suitably 合适地sunk 下沉,下陷superior 上好的susceptible 易受影响的sweep away 扫过symmetrical 对称的synchronize 同步,同时发生tactile 触觉的,有触觉的tailstock 尾架tapered 锥形的tapping 攻丝technique 技术tempering 回火tendency 趋向,倾向tensile 拉力的,可拉伸的tension 拉紧,张紧terminal 终端机terminology 术语,用辞theoretically 理论地thereby 因此,从而thermoplastic 热塑性的thermoplastic 热塑性塑料thermoset 热固性thoroughly 十分地,彻底地thread pitch 螺距thread 螺纹thrown up 推上tilt 倾斜,翘起tolerance 公差two-plate mould 双板式注射模tong 火钳tonnage 吨位,总吨数tool point 刀锋tool room 工具车间toolholder 刀夹,工具柄toolmaker 模具制造者toolpost grinder 工具磨床toolpost 刀架torsional 扭转的toughness 韧性trace 追踪transverse 横向的tray 盘,盘子,蝶treatment 处理tremendous 惊人的,巨大的trend 趋势trigger stop 始用挡料销tungsten 钨turning 车削twist 扭曲,扭转tracer-controlled milling machine 仿形铣床ultimately 终于undercut moulding 侧向分型模undercut 侧向分型undercut 底切underfeed 底部进料的undergo 经受underside 下面,下侧undue 不适当的,过度的uniform 统一的,一致的utilize 利用Utopian 乌托邦的,理想化的valve 阀vaporize 汽化vaporize (使)蒸发variation 变化various 不同的,各种的vector feedrate computation 向量进刀速率计算vee 字形velocity 速度versatile 多才多艺的,万用的vertical 垂直的via prep经,通过vicinity 附近viewpoint 观点wander 偏离方向warp 翘曲washer 垫圈wear 磨损well line 结合线whereupon 于是winding 绕,卷with respect to 相对于withstand 经受,经得起work 工件workstage 工序wrinkle 皱纹使皱yield 生产zoom 图象电子放大。
注塑模具毕业设计外文翻译--立体光照成型的注塑模具工艺的综合模拟
附录2Integrated simulation of the injection molding process withstereolithography moldsAbstract Functional parts are needed for design verification testing, field trials, customer evaluation, and production planning. By eliminating multiple steps, the creation of the injection mold directly by a rapid prototyping (RP) process holds the best promise of reducing the time and cost needed to mold low-volume quantities of parts. The potential of this integration of injection molding with RP has been demonstrated many times. What is missing is the fundamental understanding of how the modifications to the mold material and RP manufacturing process impact both the mold design and the injection molding process. In addition, numerical simulation techniques have now become helpful tools of mold designers and process engineers for traditional injection molding. But all current simulation packages for conventional injection molding are no longer applicable to this new type of injection molds, mainly because the property of the mold material changes greatly. In this paper, an integrated approach to accomplish a numerical simulation of injection molding into rapid-prototyped molds is established and a corresponding simulation system is developed. Comparisons with experimental results are employed for verification, which show that the present scheme is well suited to handle RP fabricated stereolithography (SL) molds.Keywords Injection molding Numerical simulation Rapid prototyping1 IntroductionIn injection molding, the polymer melt at high temperature is injected into the mold under high pressure [1]. Thus, the mold material needs to have thermal and mechanical properties capable of withstanding the temperatures and pressures of the molding cycle. The focus of many studies has been to create theinjection mold directly by a rapid prototyping (RP) process. By eliminating multiple steps, this method of tooling holds the best promise of reducing the time and cost needed to create low-volume quantities of parts in a production material. The potential of integrating injection molding with RP technologies has been demonstrated many times. The properties of RP molds are very different from those of traditional metal molds. The key differences are the properties of thermal conductivity and elastic modulus (rigidity). For example, the polymers used in RP-fabricated stereolithography (SL) molds have a thermal conductivity that is less than onethousandth that of an aluminum tool. In using RP technologies to create molds, the entire mold design and injection-molding process parameters need to be modified and optimized from traditional methodologies due to the completely different tool material. However, there is still not a fundamen tal understanding of how the modifications t o the mold tooling method and material impact both the mold design and the injection molding process parameters. One cannot obtain reasonable results by simply changing a few material properties in current models. Also, using traditional approaches when making actual parts may be generating sub-optimal results. So there is a dire need to study the interaction between the rapid tooling (RT) process and material and injection molding, so as to establish the mold design criteria and techniques for an RT-oriented injection molding process.In addition, computer simulation is an effective approach for predicting the quality of molded parts. Commercially available simulation packages of the traditional injection molding process have now become routine tools of the mold designer and process engineer [2]. Unfortunately, current simulation programs for conventional injection molding are no longer applicable to RP molds, because of the dramatically dissimilar tool material. For instance, in using the existing simulation software with aluminum and SL molds and comparing with experimental results, though the simulation values of part distortion are reasonable for the aluminum mold, results are unacceptable, with the error exceeding 50%. The distortion during injection molding is due to shrinkage and warpage of the plastic part, as well as the mold. For ordinarily molds, the main factor is the shrinkage and warpage of the plastic part, which is modeled accurately in current simulations. But for RP molds, the distortion of the mold has potentially more influence, which have been neglected in current models. For instance, [3] used a simple three-step simulation process to consider the mold distortion, which had too much deviation.In this paper, based on the above analysis, a new simulation system for RP molds is developed. The proposed system focuses on predicting part distortion, which is dominating defect in RP-molded parts. The developed simulation can be applied as an evaluation tool for RP mold design and process optimization. Our simula tion system is verified by an experimental example.Although many materials are available for use in RP technologies, we concentrate on using stereolithography (SL), the original RP technology, to create polymer molds. The SL process uses photopolymer and laser energy to build a part layer by layer. Using SL takes advantage of both the commercial dominance of SL in the RP industry and the subsequent expertise base that has been developed for creating accurate, high-quality parts. Until recently, SL was primarily used to create physical models for visual inspection and form-fit studies with very limited func-tional applications. However, the newer generation stereolithographic photopolymers have improved dimensional, mechanical and thermal properties making it possible to use them for actual functional molds.2 Integrated simulation of the molding process2.1 MethodologyIn order to simulate the use of an SL mold in the injection molding process, an iterative method is proposed. Different software modules have been developed and used to accomplish this task. The main assumption is that temperature and load boundary conditions cause significant distortions in the SL mold. The simulation steps are as follows:1The part geometry is modeled as a solid model, which is translated to a file readable by the flow analysis package.2Simulate the mold-filling process of the melt into a pho topolymer mold, which will output the resulting temperature and pressure profiles.3Structural analysis is then performed on the photopolymer mold model using the thermal and load boundary conditions obtained from the previous step, which calculates the distortion that the mold undergo during the injection process.4If the distortion of the mold converges, move to the next step. Otherwise, the distorted mold cavity is then modeled (changes in the dimensions of the cavity after distortion), and returns to the second step to simulate the melt injection into the distorted mold.5The shrinkage and warpage simulation of the injection molded part is then applied, which calculates the final distor tions of the molded part.In above simulation flow, there are three basic simulation mod ules.2. 2 Filling simulation of the melt2.2.1 Mathematical modelingIn order to simulate the use of an SL mold in the injection molding process, an iterative method is proposed. Different software modules have been developed and used to accomplish this task. The main assumption is that temperature and load boundary conditions cause significant distortions in the SL mold. The simulation steps are as follows:1. The part geometry is modeled as a solid model, which is translated to a file readable by the flow analysis package.2. Simulate the mold-filling process of the melt into a photopolymer mold, which will output the resulting temperature and pressure profiles.3. Structural analysis is then performed on the photopolymer mold model using the thermal and load boundary conditions obtained from the previous step, which calculates the distortion that the mold undergo during the injection process.4. If the distortion of the mold converges, move to the next step. Otherwise, the distorted mold cavity is then modeled (changes in the dimensions of the cavity after distortion), and returns to the second step to simulate the melt injection into the distorted mold.5. The shrinkage and warpage simulation of the injection molded part is then applied, which calculates the final distortions of the molded part.In above simulation flow, there are three basic simulation modules.2.2 Filling simulation of the melt2.2.1 Mathematical modelingComputer simulation techniques have had success in predicting filling behavior in extremely complicated geometries. However, most of the current numerical implementation is based on a hybrid finite-element/finite-difference solution with the middleplane model. The application process of simulation packages based on this model is illustrated in Fig. 2-1. However, unlike the surface/solid model in mold-design CAD systems, the so-called middle-plane (as shown in Fig. 2-1b) is an imaginary arbitrary planar geometry at the middle of the cavity in the gap-wise direction, which should bring about great inconvenience in applications. For example, surface models are commonly used in current RP systems (generally STL file format), so secondary modeling is unavoidable when using simulation packages because the models in the RP and simulation systems are different. Considering these defects, the surface model of the cavity is introduced as datum planes in the simulation, instead of the middle-plane.According to the previous investigations [4–6], fillinggoverning equations for the flow and temperature field can be written as:where x, y are the planar coordinates in the middle-plane, and z is the gap-wise coordinate; u, v,w are the velocity components in the x, y, z directions; u, v are the average whole-gap thicknesses; and η, ρ,CP (T), K(T) represent viscosity, density, specific heat and thermal conductivity of polymer melt, respectively.Fig.2-1 a–d. Schematic procedure of the simulation with middle-plane model. a The 3-D surface model b The middle-plane model c The meshed middle-plane model d The display of the simulation result In addition, boundary conditions in the gap-wise direction can be defined as:where TW is the constant wall temperature (shown in Fig. 2a).Combining Eqs. 1–4 with Eqs. 5–6, it follows that the distributions of the u, v, T, P at z coordinates should be symmetrical, with the mirror axis being z = 0, and consequently the u, v averaged in half-gap thickness is equal to that averaged in wholegap thickness. Based on this characteristic, we can divide the whole cavity into two equal parts in the gap-wise direction, as described by Part I and Part II in Fig. 2b. At the same time, triangular finite elements are generated in the surface(s) of the cavity (at z = 0 in Fig. 2b), instead of the middle-plane (at z = 0 in Fig. 2a). Accordingly, finite-difference increments in the gapwise direction are employed only in the inside of the surface(s) (wall to middle/center-line), which, in Fig. 2b, means from z = 0 to z = b. This is single-sided instead of two-sided with respect to the middle-plane (i.e. from the middle-line to two walls). In addition, the coordinate system is changed from Fig. 2a to Fig. 2b to alter the finite-element/finite-difference scheme, as shown in Fig. 2b. With the above adjustment, governing equations are still Eqs. 1–4. However, the original boundary conditions inthe gapwise direction are rewritten as:Meanwhile, additional boundary conditions must be employed at z = b in order to keep the flows at the juncture of the two parts at the same section coordinate [7]:where subscripts I, II represent the parameters of Part I and Part II, respectively, and Cm-I and Cm-II indicate the moving free melt-fronts of the surfaces of the divided two parts in the filling stage.It should be noted that, unlike conditions Eqs. 7 and 8, ensuring conditions Eqs. 9 and 10 are upheld in numerical implementations becomes more difficult due to the following reasons:1. The surfaces at the same section have been meshed respectively, which leads to a distinctive pattern of finite elements at the same section. Thus, an interpolation operation should be employed for u, v, T, P during the comparison between the two parts at the juncture.2. Because the two parts have respective flow fields with respect to the nodes at point A and point C (as shown in Fig. 2b) at the same section, it is possible to have either both filled or one filled (and one empty). These two cases should be handled separately, averaging the operation for the former, whereas assigning operation for the latter.3. It follows that a small difference between the melt-fronts is permissible. That allowance can be implemented by time allowance control or preferable location allowance control of the melt-front nodes.4. The boundaries of the flow field expand by each melt-front advancement, so it is necessary to check the condition Eq. 10 after each change in the melt-front.5. In view of above-mentioned analysis, the physical parameters at the nodes of the same section should be compared and adjusted, so the information describing finite elements of the same section should be prepared before simulation, that is, the matching operation among the elements should be preformed.Fig. 2a,b. Illustrative of boundary conditions in the gap-wise direction a of the middle-plane model b of thesurface model2.2.2 Numerical implementationPressure field. In modeling viscosity η, which is a function of shear rate, temperature and pressure of melt, the shear-thinning behavior can be well represented by a cross-type model such as:where n corresponds to the power-law index, and τ∗ characterizes the shear stress level of the transition region between the Newtonian and power-law asymptotic limits. In terms of an Arrhenius-type temperature sensitivity and exponential pressure dependence, η0(T, P) can be represented with reasonable accuracy as follows:Equations 11 and 12 constitute a five-constant (n, τ∗, B, Tb, β) representation for viscosity. The shear rate for viscosity calculation is obtained by:Based on the above, we can infer the following filling pressure equation from the governing Eqs. 1–4:where S is calculated by S = b0/(b−z)2η d z. Applying the Galerkin method, the pressure finite-element equation is deduced as:where l_ traverses all elements, including node N, and where I and j represent the local node number in element l_ corresponding to the node number N and N_ in the whole, respectively. The D(l_) ij is calculated as follows:where A(l_) represents triangular finite elements, and L(l_) i is the pressure trial function in finite elements.Temperature field. To determine the temperature profile across the gap, each triangular finite element at the surface is further divided into NZ layers for the finite-difference grid.The left item of the energy equation (Eq. 4) can be expressed as:where TN, j,t represents the temperature of the j layer of node N at time t.The heat conduction item is calculated by:where l traverses all elements, including node N, and i and j represent the local node number in element l corresponding to the node number N and N_ in the whole, respectively.The heat convection item is calculated by:For viscous heat, it follows that:Substituting Eqs. 17–20 into the energy equation (Eq. 4), the temperature equation becomes:2.3 Structural analysis of the moldThe purpose of structural analysis is to predict the deformation occurring in the photopolymer mold due to the thermal and mechanical loads of the filling process. This model is based on a three-dimensional thermoelastic boundary element method (BEM). The BEM is ideally suited for this application because only the deformation of the mold surfaces is of interest. Moreover, the BEM has an advantage over other techniques in that computing effort is not wasted on calculating deformation within the mold.The stresses resulting from the process loads are well within the elastic range of the mold material. Therefore, the mold deformation model is based on a thermoelastic formulation. The thermal and mechanical properties of the mold are assumed to be isotropic and temperature independent.Although the process is cyclic, time-averaged values of temperature and heat flux are used for calculating the mold deformation. Typically, transient temperature variations within a mold have been restricted to regions local to the cavity surface and the nozzle tip [8]. The transients decay sharply with distance from the cavity surface and generally little variation is observed beyond distances as small as 2.5 mm. This suggests that the contribution from the transients to the deformation at the mold block interface is small, and therefore it is reasonable to neglect the transient effects. The steady state temperature field satisfies Laplace’s equation 2T = 0 and the time-averaged boundary conditions. The boundary conditions on the mold surfaces are described in detail by Tang et al. [9]. As for the mechanical boundary conditions, the cavity surface is subjected to the melt pressure, the surfaces of the mold connected to the worktable are fixed in space, and other external surfaces are assumed to be stress free.The derivation of the thermoelastic boundary integral formulation is well known [10]. It is given by:where uk, pk and T are the displacement, traction and temperature,α, ν represent the thermal expansion coefficient and Poisson’s ratio of the material, and r = |y−x|. clk(x) is the surfacecoefficient which depends on the local geometry at x, the orientation of the coordinate frame and Poisson’s ratio for the domain [11]. The fundamental displacement ˜ulk at a point y in the xk direction, in a three-dimensional infinite isotropic elastic domain, results from a unit load concentrated at a point x acting in the xl direction and is of the form:where δlk is the Kronecker delta function and μ is the shear modulus of the mold material.The fundamental traction ˜plk , measured at the point y on a surface with unit normal n, is:Discretizing the surface of the mold into a total of N elements transforms Eq. 22 to:where Γn refers to the n th surface element on the domain.Substituting the appropriate linear shape functions into Eq. 25, the linear boundary element formulation for the mold deformation model is obtained. The equation is applied at each node on the discretized mold surface, thus giving a system of 3N linear equations, where N is the total number of nodes. Each node has eight associated quantities: three components of displacement, three components of traction, a temperature and a heat flux. The steady state thermal model supplies temperature and flux values as known quantities for each node, and of the remaining six quantities, three must be specified. Moreover, the displacement values specified at a certain number of nodes must eliminate the possibility of a rigid-body motion or rigid-body rotation to ensure a non-singular system of equations. The resulting system of equations is assembled into a integrated matrix, which is solved with an iterative solver.2.4 Shrinkage and warpage simulation of the molded partInternal stresses in injection-molded components are the principal cause of shrinkage and warpage. These residual stresses are mainly frozen-in thermal stresses due to inhomogeneous cooling, when surface layers stiffen sooner than the core region, as in free quenching. Based onthe assumption of the linear thermo-elastic and linear thermo-viscoelastic compressible behavior of the polymeric materials, shrinkage and warpage are obtained implicitly using displacement formulations, and the governing equations can be solved numerically using a finite element method.With the basic assumptions of injection molding [12], the components of stress and strain are given by:The deviatoric components of stress and strain, respectively, are given byUsing a similar approach developed by Lee and Rogers [13] for predicting the residual stresses in the tempering of glass, an integral form of the viscoelastic constitutive relationships is used, and the in-plane stresses can be related to the strains by the following equation:Where G1 is the relaxation shear modulus of the material. The dilatational stresses can be related to the strain as follows:Where K is the relaxation bulk modulus of the material, and the definition of α and Θ is: If α(t) = α0, applying Eq. 27 to Eq. 29 results in:Similarly, applying Eq. 31 to Eq. 28 and eliminating strain εxx(z, t) results in:Employing a Laplace transform to Eq. 32, the auxiliary modulus R(ξ) is given by:Using the above constitutive equation (Eq. 33) and simplified forms of the stresses and strains in the mold, the formulation of the residual stress of the injection molded part during the cooling stage is obtain by:Equation 34 can be solved through the application of trapezoidal quadrature. Due to the rapid initial change in the material time, a quasi-numerical procedure is employed for evaluating the integral item. The auxiliary modulus is evaluated numerically by the trapezoidal rule.For warpage analysis, nodal displacements and curvatures for shell elements are expressed as:where [k] is the element stiffness matrix, [Be] is the derivative operator matrix, {d} is the displacements, and {re} is the element load vector which can be evaluated by:The use of a full three-dimensional FEM analysis can achieve accurate warpage results, however, it is cumbersome when the shape of the part is very complicated. In this paper, a twodimensional FEM method, based on shell theory, was used because most injection-molded parts have a sheet-like geometry in which the thickness is much smaller than the other dimensions of the part. Therefore, the part can be regarded as an assembly of flat elements to predict warpage. Each three-node shell element is a combination of a constant strain triangular element (CST) and a discrete Kirchhoff triangular element (DKT), as shown in Fig. 3. Thus, the warpage can be separated into plane-stretching deformation of the CST and plate-bending deformation of the DKT, and correspondingly, the element stiffness matrix to describe warpage can also be divided into the stretching-stiffness matrix and bending-stiffness matrix.Fig. 3a–c. Deformation decomposition of shell element in the local coordinate system. a In-plane stretchingelement b Plate-bending element c Shell element3 Experimental validationTo assess the usefulness of the proposed model and developed program, verification is important. The distortions obtained from the simulation model are compared to the ones from SL injection molding experiments whose data is presented in the literature [8]. A common injection molded part with the dimensions of 36×36×6 mm is considered in the experiment, as shown in Fig. 4. The thickness dimensions of the thin walls and rib are both 1.5 mm; and polypropylene was used as the injection material. The injection machine was a production level ARGURY Hydronica 320-210-750 with the following process parameters: a melt temperature of 250 ◦C; an ambient temperature of 30 ◦C; an injection pressure of 13.79 MPa; an injection time of 3 s; and a cooling time of 48 s. The SL material used, Dupont SOMOSTM 6110 resin, has the ability to resist temperatures of up to 300 ◦C temperatures. As mentioned above, thermal conductivity of the mold is a major factor that differentiates between an SL and a traditional mold. Poor heat transfer in the mold would produce a non-uniform temperature distribution, thus causing warpage that distorts the completed parts. For an SL mold, a longer cycle time would be expected. The method of using a thin shell SL mold backed with a higher thermal conductivity metal (aluminum) was selected to increase thermal conductivity of the SL mold.Fig. 4. Experimental cavity modelFig. 5. A comparison of the distortion variation in the X direction for different thermal conductivity; where “Experimental”, “present”, “three-step”, and “conventional” mean the results of the experimental, the presented simulation, the three-step simulation process and the conventional injection molding simulation, respectively.Fig. 6. Comparison of the distortion variation in the Y direction for different thermal conductivitiesFig. 7. Comparison of the distortion variation in the Z direction for different thermal conductivitiesFig. 8. Comparison of the twist variation for different thermal conductivities For this part, distortion includes the displacements in three directions and the twist (the difference in angle between two initially parallel edges). The validation results are shown in Fig.5 to Fig. 8. These figures also include the distortion values predicted by conventional injection molding simulation and the three-step model reported in [3].4 ConclusionsIn this paper, an integrated model to accomplish the numerical simulation of injection molding into rapid-prototyped molds is established and a corresponding simulation system is developed. For verification, an experiment is also carried out with an RPfabricated SL mold.It is seen that a conventional simulation using current injection molding software breaks down for a photopolymer mold. It is assumed that this is due to the distortion in the mold caused by the temperature and load conditions of injection. The three-step approach also has much deviation. The developed model gives results closer to experimental.Improvement in thermal conductivity of the photopolymer significantly increases part quality. Since the effect of temperature seems to be more dominant than that of pressure (load), an improvement in the thermal conductivity of the photopolymer can improve the part quality significantly.Rapid Prototyping (RP) is a technology makes it possible to manufacture prototypes quickly and inexpensively, regardless of their complexity. Rapid Tooling (RT) is the next step in RP’s steady progress and much work is being done to obtain more accurate tools to define the parameters of the process. Existing simulation tools can not provide the researcher with a useful means of studying relative changes. An integrated model, such as the one presented in this paper, is necessary to obtain accurate predictions of the actual quality of final parts. In the future, we expect to see this work expanded to develop simulations program for injection into RP molds manufactured by other RT processes.References1. Wang KK (1980) System approach to injection molding process. Polym-Plast Technol Eng 14(1):75–93.2. Shelesh-Nezhad K, Siores E (1997) Intelligent system for plastic injection molding process design. J Mater Process Technol 63(1–3):458–462.3. Aluru R, Keefe M, Advani S (2001) Simulation of injection molding into rapid-prototyped molds. Rapid Prototyping J 7(1):42–51.4. Shen SF (1984) Simulation of polymeric flows in the injection molding process. Int J Numer Methods Fluids 4(2):171–184.5. Agassant JF, Alles H, Philipon S, Vincent M (1988) Experimental and theoretical study of the injection molding of thermoplastic materials. Polym Eng Sci 28(7):460–468.6. Chiang HH, Hieber CA, Wang KK (1991) A unified simulation of the filling and post-filling stages in injection molding. Part I: formulation. Polym Eng Sci 31(2):116–124.7. Zhou H, Li D (2001) A numerical simulation of the filling stage in injection molding based on a surface model. Adv Polym Technol 20(2):125–131.8. Himasekhar K, Lottey J, Wang KK (1992) CAE of mold cooling in injection molding using a three-dimensional numerical simulation. J EngInd Trans ASME 114(2):213–221.9. Tang LQ, Pochiraju K, Chassapis C, Manoochehri S (1998) Computeraided optimization approach for the design of injection mold cooling systems. J Mech Des, Trans ASME 120(2):165–174.10. Rizzo FJ, Shippy DJ (1977) An advanced boundary integral equation method for three-dimensional thermoelasticity. Int J Numer Methods Eng 11:1753–1768.11. Hartmann F (1980) Computing the C-matrix in non-smooth boundary points. In: New developments in boundary element methods, CML Publications, Southampton, pp 367–379.12. Chen X, Lama YC, Li DQ (2000) Analysis of thermal residual stress in plastic injection molding. J Mater Process Technol 101(1):275–280.13. Lee EH, Rogers TG (1960) Solution of viscoelastic stress analysis problems using measured creep or relaxation function. J Appl Mech 30(1):127–134.14. Li Y (1997) Studies in direct tooling using stereolithography. Dissertation, University of Delaware, Newark, DE..。
中英文翻译模板-注射成型技术以及住塑优化经典资料

Injection mold design and the new-type injekt by shaping technologeThe plastic injection mold is in the present all plastics mold,uses the broadest mold, can take shape the complex high accuracy,plastic product. Under only is sketchily introduces.The design plastic injection mold first must have the certain,understanding to the plastic, the plastic principal constituent is a polymer. Like we often said the ABS plastic then is the propylene nitrile, the pyprolylene, the styrene three kind of monomers uses the emulsion, the main body or aerosol gathers the legitimate production,enable it to have three kind of monomers the high performance and may the compression molding, injects under the certain temperature and the pressure to the mold cavity, has the flow distortion, the obtaining cavity shape, after guarantees presses cooling to go against becomes the plastic product. The polymer member assumes the chain shape structure generally, the linear molecule chain and a chain molecule thought is the thermoplastic, may heat up the cooling processing repeatedly, but passes through heats up many members to occur hands over the association response, including forms netted the build molecular structure plastic usually is this, cannot duplicate injects the processing, also is the thermosetting plastics which said.Since is the chain shape structure, that plastic when processing contracts the direction also is with the polymer molecular chain under the stress function the orientation and the cooling contraction related, must be more than in the flow direction contraction its vertical direction in contraction. The product contraction also with the product shape, therunner, the temperature,guarantees presses factor and so on time and internal stress concerns.In the usual book provides the shrinkage scope is broad, considers is product wall thickness, the structure and the determination casts the temperature pressure size when the practical application and the orientation. The common product if does not have the core strut, the contraction correspondingly wants big. The plastic casts the mold basically to divide into the static mold and to move the mold. Injection Molding . Injection molding is principally used for the production of thermolplastic part ,although some progress has been made in developing a method for injection molding some thermosetting materials .The problem of injecting a melted plastic into a mold cavity from a reservoir of melted material has been extremely difficult to solve for thermosetting plastics which cure and harden under such conditions within a few minutes 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑模具自动装配造型X. G. Ye, J. Y. H. Fuh and K. S. Lee机械和生产工程部,新加坡国立大学,新加坡注射模是一种由与塑料制品有关的和与制品无关的零部件两大部分组成的机械装置。
本文提出了(有关)注射模装配造型的两个主要观点,即描述了在计算机上进行注射模装配以及确定装配中与制品无关的零部件的方向和位置的方法,提出了一个基于特征和面向对象的表达式以描述注射模等级装配关系,该论述要求并允许设计者除了考虑零部件的外观形状和位置外,还要明确知道什么部份最重要和为什么。
因此,它为设计者进行装配设计(DFA)提供了一个机会。
同样地,为了根据装配状态推断出装配体中装配对象的结构,一种简化的特征几何学方法也诞生了。
在提出的表达式和简化特征几何学的基础上,进一步深入探讨了自动装配造型的方法。
关键字:装配造型;基于特征;注射模;面向对象。
1、简介注射成型是生产塑料模具产品最重要的工艺。
需要用到的两种装备是:注射成型机和注射模。
现在常用的注射成型机即所谓的通用机,在一定尺寸范围内,可以用于不同形状的各种塑料模型中,但注射模的设计就必须随塑料制品的变化而变化。
模型的几何因素不同,它们的构造也就不同。
注射模的主要任务是把塑料熔体制成塑料制品的最终形状,这个过程是由型芯、型腔、镶件、滑块等与塑料制品有关的零部件完成的,它们是直接构成塑料件形状及尺寸的各种零件,因此,这些零件称为成型零件。
(在下文,制品指塑料模具制品,部件指注射模的零部件。
)除了注射成型外,注射模还必须完成分配熔体、冷却,开模,传输、引导运动等任务,而完成这些任务的注射模组件在结构和形状上往往都是相似的,它们的结构和形状并不取决于塑料模具,而是取决于塑料制品。
图1显示了注射模的结构组成。
成型零件的设计从塑料制品中分离了出来。
近几年,CAD/CAM技术已经成功的应用到成型零件的设计上。
成型零件的形状的自动化生成也引起了很多研究者的兴趣,不过很少有人在其上付诸实践,虽然它也象结构零件一样重要。
现在,模具工业在应用计算机辅助设计系统设计成型零件和注射成型机时,遇到了两个主要困难。
第一,在一个模具装置中,通常都包括有一百多个成型零部件,而这些零部件又相互联系,相互限制。
对于设计者来说,确定好这些零部件的正确位置是很费时间的。
第二,在很多时候,模具设计者已想象出工件的真实形状,例如螺丝,转盘和销钉,但是CAD系统只能用于另一种信息的操作。
这就需要设计者将他们的想法转化成CAD系统能接受的信息(例如线,面或者实体等)。
因此,为了解决这两个问题,很有必要发展一种用于注射模的自动装配成型系统。
在此篇文章里,主要讲述了两个观点:即成型零部件和模具在计算机上的防真装配以及确定零部件在模具中的结构和位置。
这篇文章概括了关于注塑成型的相关研究,并对注射成型机有一个完整的阐述。
通过举例一个注射模的自动装配造型,提出一种简化的几何学符号法,用于确定注射模具零部件的结构和位置。
2、相关研究在各种领域的研究中,装配造型已成为一门学科,就像运动学、人工智能学、模拟几何学一样。
Libardi作了一个关于装配造型的调查。
据称,很多研究人员已经开始用图表分析模型会议拓扑。
在这个图里,各个元件由节点组成的,再将这些点依次连接成线段。
然而这些变化矩阵并没有紧紧的连在一起,这将严重影响整体的结构,即,当其中某一部分移动了,其他部分并不能做出相应的移动。
Lee and Gossard开发了一种新的系统,支持包含更多的关于零部件的基本信息的一种分级的装配数据结构,就像在各元件间的“装配特征”。
变化矩阵自动从实际的线段间的联系得到,但是这个分级的拓扑模型只能有效地代表“部分”的关系。
自动判别装配组件的结构意味着设计者可避免直接指定变化的矩阵,而且,当它的参考零部件的尺寸和位置被修改的时候,它的位置也将随之改变。
现在有三种技术可以推断组件在模具中的位置和结构:反复数值技术,象征代数学技术,以及象征几何学技术。
Lee and Gossard提出一项从空间关系计算每个组成元件的位置和方向的反复数值技术。
他们的理论由三步组成:产生条件方程式,降低方程式数量,解答方程式。
方程式有:16个满足未知条件的方程式,18个满足已知条件的方程式,6个满足各个矩阵的方程式以及另外的两个满足旋转元件的方程式。
通常方程式的数量超过变量的数量时,应该想办法去除多余的方程式。
牛顿迭代法常用来解决这种方程式。
不过这种方法存在两种缺点:第一,它太依赖初始解;第二:反复的数值技术在解决空间内不能分清不同的根。
因此,在一个完全的空间关系问题上,有可能解出来的结果在数学理论上有效,但实际上却是行不通的。
Ambler和Popplestone提议分别计算每个零部件的旋转量和转变量以确定它们之间的空间关系,而解出的每个零部件的6个变量(3个转变量和3旋转量)要和它们的空间关系一致。
这种方法要求大量的编程和计算,才能用可解的形式重写有关的方程式。
此外,它不能保证每次都能求出结果,特别是当方程式不能被以可解答的形式重写时。
为了能确定出满足一套几何学限制条件的刚体的位置与方向,Kramer开发了一种特征几何学方法。
通过产生一连串满足逐渐增长的限制条件的动作推断其几何特征,这样将减少物体的自由度数。
Kramer使用的基本参考实体称为一个"标识",由一个点和两正交轴构成。
标识间的7个限制条件(coincident, in-line, in-plane, parallelFz,offsetFz, offsetFx and helical)都被定了义。
对于一个包括独立元件、相互约束的标识和不变的标识的问题来说,可以用动作分析法来解决问题,它将一步一步地最后求出物体的最终的几何构造。
在确定物体构造的每一个阶段,自由度分析将决定什么动作能提供满足限制物体未加限制部位的自由度。
然后计算该动作怎样能进一步降低物体的自由度数。
在每个阶段的最后,给隐喻的装配计划加上合适的一步。
根据Shah和Rogers的分析,Kramer的理论代表了注射模具最显著的发展,他的特征几何学方法能解出全部的限制条件。
和反复的数值技术相比,他的这种方法更具吸引力。
不过要实行这种方法,需要大量的编程。
现在虽然已有很多研究者开始研究注射成型机,但仍很少有学者将注意力放在注射模设计上。
Kruth开发了一个注射模的设计支援系统。
这个系统通过高级的模具对象(零部件和特征)支持注射模的成型设计。
因为系统是在AUTOCAD的基础上设计的,因此它只适于线和简单的实体模型操作。
3、注射模装配概述主要讲述了关于注射模自动装配造型的两个方面:注射模在电脑上的防真装配和确定结构零件在装配中的位置和方向。
在这个部分,我们基于特征和面向对象论述了注射模装配。
注射模在电脑上的防真装配包含着注射模零部件在结构上和空间上的联系。
这种防真必须支持所有给定零部件的装配、在相互关联的零部件间进行变动以及整体上的操作。
而且防真装配也必须满足设计者的下列要求:1)支持能表达出模具设计者实体造型想象的高级对象。
2)成型防真应该有象现实一样的操作功能,就如装入和干扰检查。
为了满足这些要求,可用一个基于特征和面向对象的分级模型来代替注射模。
这样便将模型分成许多部分,反过来由多段模型和独立部分组成。
因此,一个分级的模型最适合于描述各组成部分之间的结构关系。
一级表明一个装配顺序,另外,一个分级的模型还能说明一个部分相对于另一个部分的确定位置。
与直观的固体模型操作相比,面向特征设计允许设计者在抽象上进行操作。
它可以通过一最小套参数快速列出模型的特征、尺寸以及其方位。
此外,由于特征模型的数据结构在几何实体上的联系,设计者更容易更改设计。
如果没有这些特征,设计者在构造固体模型几何特征时就必须考虑到所有需要的细节。
而且面向特征的防真为设计者提供了更高级的成型对象。
例如,模具设计者想象出一个浇口的实体形状,电脑就能将这个浇口造型出来。
面向对象造型法是一种参照实物的概念去设计模型的新思维方式。
基本的图素是能够将数据库和单一图素的动作联系起来的对象。
面向对象的造型对理解问题并且设计程序和数据库是很有用的。
此外,面向对象的装配体呈现方式使得“子”对象能继承其“父”对象的信息变得更容易。
Automated Assembly Modelling for Plastic Injection MouldsX. G. Ye, J. Y. H. Fuh and K. S. LeeDepartment of Mechanical and Production Engineering, National University of Singapore, SingaporeAn injection mould is a mechanical assembly that consists of product-dependent parts and product-independent parts. Thispaper addresses the two key issues of assembly modellingfor injection moulds, namely, representing an injection mouldassembly in a computer and determining the position andorientation of a product-independent part in an assembly. Afeature-based and object-oriented representation is proposedto represent the hierarchical assembly of injection moulds.This representation requires and permits a designer to thinkbeyond the mere shape of a part and state explicitly whatportions of a part are important and why. Thus, it providesan opportunity for designers to design for assembly (DFA). Asimplified symbolic geometric approach is also presented toinfer the configurations of assembly objects in an assemblyaccording to the mating conditions. Based on the proposedrepresentation and the simplified symbolic geometric approach,automatic assembly modelling is further discussed. Keywords: Assembly modelling; Feature-based; Injectionmoulds; Object-oriented1.IntroductionInjection moulding is the most important process for manufacturingplastic mouldedproducts. The necessary equipment consistsof two main elements, the injection moulding machineand the injection mould. The injection moulding machines usedtoday are so-called universal machines, onto which variousmoulds for plastic parts with different geometries can bemounted, within certain dimension limits, but the injectionmould design has to change with plastic products. For differentmoulding geometries, different mould configurations are usuallynecessary. The primary task of an injection mould is to shapethe molten material into the final shape of the plastic product.This task is fulfilled by the cavity system that consists of core,cavity, inserts, and slider/lifter heads. The geometrical shapes and sizes of a cavity system are determined directly by theplastic moulded product, so all components of a cavity systemare called product-dependent parts. (Hereinafter, product refersto a plastic moulded product, part refers to the component ofan injection mould.) Besides the primary task of shaping theproduct, an injection mould has also to fulfil a number oftasks such as the distribution of melt, cooling the moltenmaterial, ejection of the moulded product, transmitting motion,guiding, and aligning the mould halves. The functional partsto fulfil these tasks are usually similar in structure and geometricalshape for different injection moulds. Their structuresand geometrical shapes are independent of the plastic mouldedproducts, but their sizes can be changed according to theplastic products. Therefore, it can be concluded that an injectionmould is actually a mechanical assembly that consists ofproduct-dependent parts and product-independent parts. Figure1 shows the assembly structure of an injection mould.The design of a product-dependent part is based on extractingthe geometry from the plastic product. In recent years,CAD/CAM technology has been successfully used to helpmould designers to design the product-dependent parts. The automatic generation of the geometrical shape for a productdependentpart from the plastic product has also attracted alot of research interest [1,2]. However, little work has beencarried out on the assembly modelling of injection moulds,although it is as important as the design of product-dependentparts. The mould industry is facing the following two difficultieswhen use a CAD system to design product-independentparts and the whole assembly of an injection mould. First,there are usually around one hundred product-independent partsin a mould set, and these parts are associated with each otherwith different kinds of constraints. It is time-consuming forthe designer to orient and position the components in anassembly. Secondly, while mould designers, most of the time,think on the level of real-world objects, such as screws, plates,and pins, the CAD system uses a totally different level ofgeometrical objects. As a result, high-level object-oriented ideashave to be translated to low-level CAD entities such as lines,surfaces, or solids. Therefore, it is necessary to develop anautomatic assembly modelling system for injection moulds tosolve these twoproblems. In this paper, we address the followingtwo key issues for automatic assembly modelling: representinga product-independent part and a mould assembly ina computer; and determining the position and orientation of acomponent part in an assembly.This paper gives a brief review of related research inassembly modelling, and presents an integrated representationfor the injection mould assembly. A simplified geometric symbolicmethod is proposed to determine the position and orientationof a part in the mould assembly. An example of automaticassembly modelling of an injection mould is illustrated.2.Related ResearchAssembly modelling has been the subject of research in diversefields, such as, kinematics, AI, and geometric modelling. Libardiet al. [3] compiled a research review of assembly modelling.They reported that many researchers had used graphstructures to model assembly topology. In this graph scheme,the components are represented by nodes, and transformationmatrices are attached to arcs. However, the transformation matrices are not coupled together, which seriously affects the transformation procedure, i.e. if a subassembly is moved, all its constituent parts do not move correspondingly. Lee and Gossard [4] developed a system that supported a hierarchical assembly data structure containing more basic information about assemblies such as “mating feature” between the components. The transformation matrices are derived automatically from the associations of virtual links, but this hierarchical topology model represents only “part-of” r elations effectively.Automatically inferring the configuration of components in an assembly means that designers can avoid specifying the transformation matrices directly. Moreover, the position of a component will change whenever the size and position of its reference component are modified. There exist three techniques to infer the position and orientation of a component in the assembly: iterative numerical technique, symbolic algebraic technique, and symbolic geometric technique. Lee and Gossard [5] proposed an iterative numerical technique to compute the location and orientation of each component from the spatial relationships. Their method consists of three steps: generation of the constraint equations, reducing the number of equations, and solving the equations. There are 16 equations for “against” condition, 18 equations for “fit” condition, 6 property equations for each matrix, and 2 additional equations for a rotational part. Usually the number of equations exceeds the number of variables, so a method must be devised to remove the redundant equations. The Newton–Raphson iteration algorithm is used to solve the equations. This technique has two disadvantages: first, the solution is heavily dependent on the initial solution; secondly, the iterative numerical technique cannot distinguish between different roots in the solution space. Therefore, it is possible, in a purely spatial relationship problem, thata mathematically valid, but physically unfeasible, solution can be obtained. Ambler and Popplestone [6] suggested a method of computing the required rotation and translation for each component to satisfy the spatial relationships between the components in an assembly. Six variables (three translations and three rotations) for each component are solved to be consistent with the spatial relationships. This method requires a vast amount of programming and computation to rewrite related equations in a solvable format. Also, it does not guarantee a solution every time, especially when the equation cannot be rewritten in solvable forms.Kramer [7] developed a symbolic geometric approach for determining the positions and orientations of rigid bodies that satisfy a set of geometric constraints. Reasoning about the geometric bodies is performed symbolically by generating a sequence of actions to satisfy each constraint incrementally, which results in the reduction of the object’s available degrees of freedom (DOF). The fundamental reference entity used by Kramer is called a “marker”, that is a point and two orthogonal axes. Seven constraints (coincident, in-line, in-plane, parallelFz, offsetFz, offsetFx and helical) between markers are defined. For a problem involving a single object and constraints between markers on that body, and markers which have invariant attributes, action analysis [7] is used to obtain a solution. Action analysis decides the final configuration of a geometric object, step by step. At each step in solving the object configuration, degrees of freedom analysis decides what action will satisfy on e of the body’s as yet unsatisfied constraints, given the available degrees of freedom. It then calculates how that action further reduces the body’s degrees of freedom. At the end of each step, one appropriate action is added to the metaphorical assembly plan. According to Shah and Rogers [8], Kramer’s work represents the most significant development for assembly modelling. This symbolic geometric approach can locate all solutions to constraint conditions, and is computationally attractive compared to an iterative technique, but to implement this method, a large amount of programming is required.Although many researchers have been actively involved in assembly modelling, little literature has been reported on feature based assembly modelling for injection mould design. Kruth et al. [9] developed a design support system for an injection mould. Their system supported the assembly design for injection moulds through high-level functional mould objects (components and features). Because their system was based on AutoCAD, it could only accommodate wire-frame and simple solid models.3. Representation of Injection Mould AssembliesThe two key issues of automated assembly modelling for injection moulds are, representing a mould assembly in computers, and determining the position and orientation of a product- independent part in the assembly. In this section, we present an object-oriented andfeature-based representation for assemblies of injection moulds.The representation of assemblies in a computer involves structural and spatial relationships between individual parts. Such a representation must support the construction of an assembly from all the given parts, changes in the relative positioning of parts, and manipulation of the assembly as a whole. Moreover, the representations of assemblies must meet the following requirements from designers:1. It should be possible to have high-level objects ready to use while mould designers think on the level of realworld objects.2. The representation of assemblies should encapsulate operational functions to automate routine processes such as pocketing and interference checks. To meet these requirements, a feature-based and object-oriented hierarchical model is proposed to represent injection moulds. An assembly may be divided into subassemblies, which in turn consists of subassemblies and/or individual components. Thus, a hierarchical model is most appropriate for representing the structural relations between components. A hierarchy implies a definite assembly sequence. In addition, a hierarchical model can provide an explicit representation of the dependency of the position of one part on another.Feature-based design [10] allows designers to work at a somewhat higher level of abstraction than that possible with the direct use of solid modellers. Geometric features are instanced, sized, and located quickly by the user by specifying a minimum set of parameters, while the feature modeller works out the details. Also, it is easy to make design changes because of the associativities between geometric entities maintained in the data structure of feature modellers. Without features, designers have to be concerned with all the details of geometric construction procedures required by solid modellers, and design changes have to be strictly specified for every entity affected by the change. Moreover, the feature-based representation will provide high-level assembly objects for designers to use. For example, while mould designers think on the level of a realworld object, e.g. a counterbore hole, a feature object of a counterbore hole will be ready in the computer for use.Object-oriented modelling [11,12] is a new way of thinking about problems using models organised around real-world concepts. The fundamental entity is the object, which combines both data structures and behaviour in a single entity. Objectoriented models are useful for understanding problems and designing programs and databases. In addition, the objectoriented representation of assemblies makes it easy for a “child” object to inherit information from its “parent”.References[1]. K. H. Shin and K. Lee, “Design of side cores of injection moulds fro m automatic detectionof interference faces”, Journal of Design and Manufacturing, 3(3), pp. 225–236, December 1993.[2]. Y. F. Zhang, K. S. Lee, Y. Wang, J. Y. H. Fuh and A. Y. C. Nee, “Automatic slider corecreation for designing slider/lifter of injecti on moulds”, CIRP International Conference and Exhibition on Design and Production of Dies and Moulds, pp. 33–38, Turkey, 19–21 June 1997.[3]. E. C. Libardi, J. R. Dixon and M. K. Simmon, “Computer environments for design ofmechanical assemblies: A resear ch review”, Engineering with Computers, 3(3), pp.121–136, 1988.[4]. K. Lee and D. C. Gossard, “A hierarchical data structure for representing assemblies”,Computer-Aided Design, 17(1), pp. 15– 19, January 1985.[5]. K. Lee and D. Gossard, “Inference of position of components in an assembly”,Computer-Aided Design, 17(1), pp. 20–24, January1985.[6]. A. P. Ambler and R. J. Popplestone, “Inferring the positions of bodies from specified spatialrelationships”, Artificial Intelligence, 6, pp. 157–174, 1975.[7]. G. Kramer, Solving Geometric Constraint Systems: A Case Study in Kinematics, MIT Press,Cambridge, MA, 1992.[8]. J. J. Shah and M. T. Rogers, “Assembly modelling as an extension of feature-based design”,Research in Engineering Design, 5(3&4), pp. 218–237, 1993.[9]. J. P. Kruth, R. Willems and D. Lecluse, “A design support system using high level mouldobjects”, CIRP International Conference and Exhibition on Design and Production of Dies and Moulds, pp. 39–44, Turkey, 19–21 June, 1997.[10]. J. J. S hah, “Assessment of feature technology”, Computer-Aided Design, 23(5), pp.331–343, June 1991.[11]. S. R. Gorti, A. Gupta, G. J. Kim, R. D. Sriram and A. Wong, “An objection-orientedrepresentation for product and design process”, Computer-Aided Design, 30(7), pp.489–501, June 1998.[12]. J. Rumbaugh, M. Blaha, W. Premerlani, et al. Object-Oriented Modeling and Design,Prentice Hall, Englewood Cliffs, NJ, 1991.[13]. Unigraphics Essentials User Manual, Unigraphics Solution Co., Maryland Heights, MO,1997.。