提高顶压操作探索
液压提升设备操作规程
液压提升设备
安全操作规程
1、液压提升装置必须有专职人员操作;
2、液压泵站必须安装接地线;
3、启动电机后观察电机是否按油泵所指示的方向旋转;本设备电机为降压启
动,间隔设定为6秒钟,等电机全额启动后才能对千斤顶供油;提升前应通过排气阀将油压系统内的空气排除干净;
4、液压系统额定压力为22MPa,液压泵站压力表显示不应超过22MPa;
5、千斤顶提升过程中出现打滑现象,应检查上卡头内的卡块,如果卡块牙齿
内堆满异物,应及时清理干净,同时将卡块外的锥套清理干净,锥面涂些油脂,减少锥面与卡块圆弧面的滑动摩擦力;如果发现卡块牙型尖磨损严重,超过0.4mm时应及时更换卡块,每个工程完工后都应将上下卡头拆开清洗干净,检查卡块的磨损程度,及时更换磨损严重的卡块;
6、提升前检查排气阀是否处于关闭状态;
7、调整压力是应缓慢增加压力;
8、系统内的压力短时可以用到25MPa,但不能长时间工作,以免损坏液压系
统;
9、高压油管禁止硬物砸伤,避免电焊渣烧伤,高压胶管损失应及时更
换;
10、更换系统元件时,应先通过排气阀将系统内的压力释放掉;
11、松下卡头时,必须将千斤顶上升几毫米,将下卡头的载荷卸掉,然后再
松开下卡头;
12、设备严禁长时间超压工作。
新钢6#高炉提高炉顶压力操作实践
新钢6#高炉提高炉顶压力操作实践摘要:对提高6#高炉炉顶压力的冶炼实践进行了总结,通过精心操作,优化上、下部调剂,改善煤气利用,加强对设备的点巡检等基础工作,切实减少高炉入炉粉末等措施,使2013年平均炉顶压力提高至0.185Mpa,取得了炼铁成本有效降低的良好效果。
关键词:高炉;炉顶压力;高炉操作;低成本前言高压操作的思想早在1871年就为法国冶金学家贝塞麦所提出,1950年以后,高压操作技术在世界范围内得到了广泛应用。
我国高炉提高炉顶压力操作起步较晚始于50年代中后期,为鞍钢9号高炉,炉顶压力为0.06~0.08MPa。
紧接着国内新建大高炉全部采用高压操作,炉顶压力达到0.1~0.15MPa。
70年代后新建的大中型高炉,特别是宝钢巨型高炉炉顶压力达到0.2~0.25MPa,跃居世界先进行列。
高炉高压操作是实现高炉高效化的重要手段,有利于高炉顺行、低硅冶炼、提高煤气利用效率、增加产量及提高TRT发电效率等。
1.6#高炉炉顶压力现状与行业水平对比分析近年以来,6#高炉炉顶压力工艺技术潜力未充分发挥,顶压徘徊在全国同类型高炉中下游水平,对高炉生产指标的制约作用越来越明显。
6#高炉炉顶设计压力为0.2MPa,高炉装备水平处于全国中游水平,设备上完全可以满足提高顶压的要求,但高炉炉顶操作压力和全国平均水平差距较大,与设计值也有较大距离。
2011年平均仅为0.158Mpa,2012年较2011年有巨大进步,达到了0.170Mpa,但和全国平均水平相差仍然较大。
2012年从全国30座同类型高炉统计数据分析,平均顶压达到0.175MPa,其中最高的顶压达到0.210MPa;最低为仅为0.134MPa。
随着操作技术的进步,炉况顺行度的改善,使继续提高顶压成为必然。
2.制约提高6#高炉顶压的影响因素①炉况顺行欠佳。
长期以来炉况波动时有发生,甚至发生炉况失常,高炉操作不能进一步强化,操作参数波动较大,制约了顶压提高;②设备维护保养水平低下。
液压顶升装置操作规程
液压顶升装置操作规程液压顶升装置操作规程一、安全准备工作1. 检查液压顶升装置是否完好无损,有无破损、漏油等情况,保证设备正常操作。
2. 检查液压顶升装置的电源、控制系统是否正常工作,防止出现故障。
3. 检查操作场地是否平整、无障碍物,确保工作安全。
4. 穿戴必要的劳动防护用品,如安全帽、防护鞋、手套等,确保自身安全。
二、操作流程1. 将液压顶升装置放置在操作位置上,固定好底座,保证顶升装置的稳定。
2. 检查液压油量,确保液压顶升装置内的液压油足够使用,并且油质清洁。
3. 打开液压顶升装置的电源开关,激活设备。
4. 打开液压油泵的开关,启动液压系统。
5. 操作人员根据实际需求,选择合适的升降高度,调整控制系统中的相应参数。
6. 操作人员通过控制系统中的按钮,控制液压顶升装置进行升降操作。
请注意,不得随意触碰设备,以免造成危险。
7. 当液压顶升装置达到所需高度后,立即停止操作,并稳固地支撑住被举升物品,防止意外事故发生。
8. 操作人员在操作过程中应保持关注液压顶升装置的运行状况,如有异常情况应立即停止操作并报告。
9. 操作人员在完成工作后,应先关闭液压油泵的开关,再关闭液压顶升装置的电源开关。
10. 定期对液压顶升装置进行检查、维护,保持设备的正常使用状态。
三、安全注意事项1. 操作人员在操作液压顶升装置时,不得穿拖鞋、高跟鞋等不安全的鞋款。
2. 操作人员在操作液压顶升装置时应专心致志,不得分心做其他事情,以免发生危险。
3. 操作人员在操作液压顶升装置时,不得随意改动控制系统中的参数,以免引发设备故障。
4. 液压顶升装置操作过程中,请勿接触设备的运动部件,以免造成意外伤害。
5. 液压顶升装置操作过程中,不得将手指、手臂等身体部位放置到举升物品下方,以免发生夹伤。
6. 液压顶升装置在使用过程中,不得超过额定载荷,避免出现设备故障。
7. 液压顶升装置操作不得超时,避免设备过热引发事故。
8. 液压顶升装置不得长时间未使用,以免影响设备寿命。
高炉提顶压方案

高炉提顶压方案1. 引言高炉是冶金工业中的重要设备之一,用于炼化和提取金属。
高炉的顶部压力控制是炉内燃烧和材料输送的关键。
本文将提出一种高炉提顶压方案,以确保高炉的正常运行和高效生产。
2. 背景高炉提顶压控制是高炉操作的重要环节。
过高或过低的提顶压都会对冶炼过程产生不利影响,可能导致炉身不稳定、煤气泄漏、渣液倒灌等问题。
因此,高炉提顶压方案的研究和改进对于提高高炉运行的稳定性和产能具有重要意义。
3. 现状分析目前,高炉提顶压控制主要采用人工操作和调整。
运输工具的设计和操作技术的改进都可以对提顶压产生影响。
然而,由于人为因素的影响和操作技巧的限制,很难实现准确的提顶压控制。
4. 提顶压方案本文提出了一种利用自动控制系统优化高炉提顶压的方案。
具体实施步骤如下:4.1 数据采集利用传感器和仪表对高炉运行过程中的参数进行实时监测和数据采集。
包括炉压、温度、煤气含量等。
4.2 数据分析对采集到的数据进行分析和处理,建立数学模型,预测提顶压与其他参数之间的关系。
4.3 自动控制系统设计基于数据分析和建立的数学模型,设计自动控制系统。
包括传感器、执行器、控制器等设备的选型和布置。
4.4 控制策略优化根据高炉的实际情况,优化控制策略。
例如,通过调整煤气喷吹速度、矿石添加量等参数,来控制提顶压的变化。
4.5 实施和调试将设计好的自动控制系统实施到高炉中,并进行调试和优化。
确保系统能够稳定运行,并实现预期的提顶压控制效果。
5. 方案效果评估在实际高炉生产过程中,对提顶压方案进行效果评估。
比较采用本方案后的提顶压控制效果和传统人工操作的对比。
6. 结论本文提出了一种利用自动控制系统优化高炉提顶压的方案。
通过数据采集、数据分析、自动控制系统设计和控制策略优化,可以实现高炉提顶压的准确控制。
采用本方案可以提高高炉的运行稳定性和生产效率,降低人为因素对提顶压控制的影响。
7. 参考文献[1] Smith, J. K. (2005). Control of Blast Furnace Top Pressure. Journal of Iron and Steel Research, 12(2), 23-30.[2] Zhang, L., Li, H., & Wang, Q. (2008). Optimization of Blasting Process Parameters Based on Response Surface Methodology. Journal of Iron and Steel Research, 15(3), 53-61.。
浅谈武钢5号高炉的技术进步
浅谈武钢5号高炉的技术进步作者:邬晓伟浏览次数:4武汉钢铁公司炼铁厂摘要:近10年来,武钢5号高炉在提高原燃料质量、改进高炉操作、提高煤比、延长高炉寿命等方面取得了明显的进步。
今后的努力方向主要是三高一低:高利用系数(2.3~2.5t/m3·d)、高煤比(>120kg/t)、高炉龄(15年)、低燃料消耗(焦比<380kg/t)。
关键字:高炉操作顺行技术进步强化冶炼1 前言武钢炼铁厂5号高炉是武钢自行投资建成的一座集国内外十余种先进技术于一身的特大型现代化高炉。
有效容积3200m3,32个风口,环形出铁场设有四个铁口,对称两个铁口出铁,另两个铁口检修备用,日产生铁达7000t以上。
引进卢森堡PW公司的第四代水冷传动齿轮箱并罐式无钟炉顶设备,设计顶压可达0.245MPa。
矩形陶瓷燃烧器内燃式热风炉可稳定地提供1150℃的风温。
5号高炉1991年10月19日点火投产。
投产初期高炉强化冶炼水平不高,技术经济指标较差。
经过广大技术人员及职工的共同努力,高炉冶炼技术不断进步,从1993年开始进入强化冶炼期,生产水平逐年提高,主要技术经济指标达到并超过了国内先进水平。
具体参数见表1。
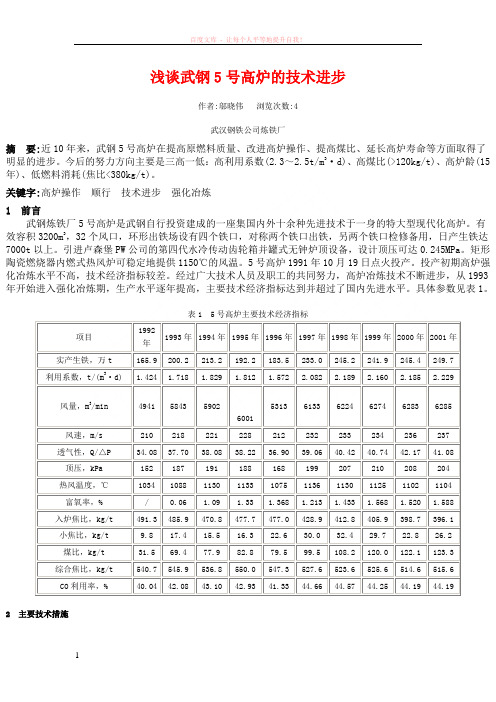
表1 5号高炉主要技术经济指标项目1992年1993年1994年1995年1996年1997年1998年1999年2000年2001年实产生铁,万t165.9200.2213.2192.2183.5233.0245.2241.9245.4249.7利用系数,t/(m3·d) 1.424 1.718 1.829 1.812 1.572 2.082 2.189 2.160 2.185 2.229风量,m3/min4941584359026001531361336224627462836285风速,m/s210218221228212232233234236237透气性,Q/△P34.0837.7038.0838.2236.9039.0640.4240.7442.1741.08顶压,kPa152187191188168199207210208204热风温度,℃1034108811301133107511361130112511021104富氧率,%/0.06 1.09 1.33 1.368 1.213 1.433 1.568 1.520 1.588入炉焦比,kg/t491.3485.9470.8477.7477.0428.9412.8405.9398.7396.1小焦比,kg/t9.817.415.516.322.630.032.429.722.826.2煤比,kg/t31.569.477.982.879.599.5108.2120.0122.1123.3综合焦比,kg/t540.7545.9536.8550.0547.3527.6523.6525.6514.6515.6CO利用率,%40.0442.0843.1042.9341.3344.6644.5744.2544.1944.19 2 主要技术措施1991年5号高炉投产以后,广大技术人员通过提高精料水平、改进高炉管理和操作方式,提高了高炉利用系数,对炼铁工艺的薄弱环节展开攻关活动,高炉的各项技术经济指标得到了明显的改善,实现了高炉的优质、高产、低耗、长寿。
4~#高炉高压操作技术的探索
4#高炉高压操作技术的探索李建伟(炼铁厂)摘 要:4#高炉自2004年10月份开炉以来经过几个月的操作实践和摸索,在逐步调整的过程中,实现了高压操作技术,并确立了与之配套的各种工艺操作参数,在创造良好的技术经济指标的同时,成功地实现了高产低耗的目标。
关键词:高炉 高压 低硅 燃料比 煤气浓度 煤气流速Explora tion of H i g h Pressure O pera t i n g Tech ique of#4BFL i J i anwe i(Ir on2m a k i ng P l an t)Ab stra ct:High pressure operating techni que has been us ed and vari ous related operati ng pa rame ters have g ot thr ough app lica2 ti on for several months since#4BF put int o p roduc ti on in Octobe r,2004.T he objectiv e s of high yi e ld and l o w consu mp ti on have achieved a t the same ti me crea ting good tech2econo m ic i ndex.Keywor ds:BF;hi gh p re ssure;lo w silica t e;fuel ra ti o;ga s concentra ti on;gas flo w rate1 概述4#高炉2004年10月10日点火开炉,因新一代炉型设计与上一代炉型设计存在较大的差别,对于高径比较大的高炉由于缺少足够的操作经验和操作认识,在开炉初期陷入了比较被动的局面,利用系数一直在3.1左右徘徊;冶强无法上攻、产能受限。
为此,炼铁厂组成专家小组对4#炉进行会诊,经过实际操作→发现问题→分析解决→优化操作的一个循环过程,确立了合适的操作制度。
提高顶压操作探索
炼铁厂3#高炉提高顶压实践探索宋会召摘要南阳汉冶特钢有限公司炼铁厂3#高炉,自2008年12月7日开炉后,经过两年的操作实践和摸索,在外出对标学习后,最终确立了大风量、高顶压操作技术,并摸索出适合与之配套的各项工艺操作参数,使高炉的技术经济指标逐步转好,逐步实现高炉的高产低耗的目标,高炉各项经济技术指标均达预期目的。
关键词高炉顶压经济运行1概况南阳汉冶特钢有限公司炉容为1530m3,于2008年12月7日点火。
该高炉采用了长寿高炉本体、24个风口、双铁口、铜冷却壁、陶瓷杯综合水冷炉底、自动化皮带上料、低压脉冲干法除尘、卡鲁金热风炉、嘉恒法处理水渣等多项先进工艺。
在高炉开炉后,由于之前我们的操作人员对大高炉的操作缺少足够的操作经验和操作实践,在开炉初期及之后的一段时间,高炉利用系数一直在2.5左右徘徊,高炉的风量、风压、顶压使用都较低,高炉冶强一直没有达到上限,高炉产能始终没有达到预期目标。
自2012年开始,公司多次组织炼铁厂相关人员到先进企业对标学习,对标学习后,炼铁厂在高炉炉况顺行的前提下,通过调整各种操作参数,主要表现送风参数、装料制度、热制度,实现压力突破,提高风量,提高顶压、提高冶强等措施来降低煤气流速、改善煤气利用,最终达到高炉高产、低耗的目标。
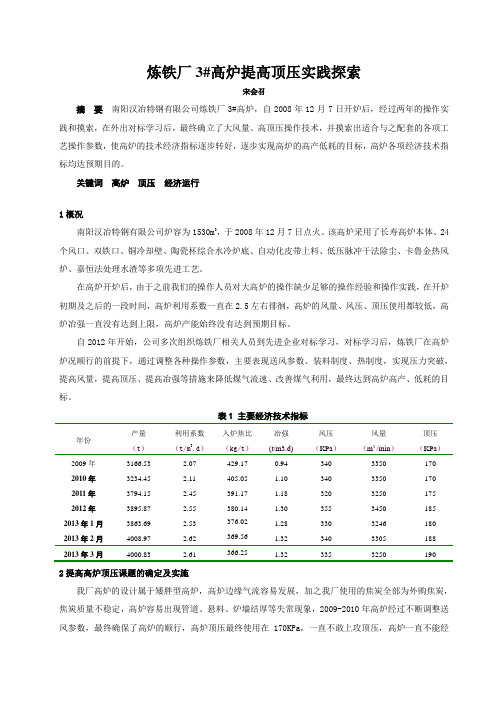
表1 主要经济技术指标年份产量(t)利用系数(t/m3.d)入炉焦比(kg/t)冶强(t/m3.d)风压(KPa)风量(m³/min)顶压(KPa)2009年3166.53 2.07 429.17 0.94 340 3350 170 2010年3234.45 2.11 405.05 1.10 340 3350 170 2011年3794.15 2.45 391.17 1.18 320 3250 175 2012年3895.87 2.55 380.14 1.30 355 3450 185 2013年1月3863.69 2.53 376.02 1.28 330 3246 180 2013年2月4008.97 2.62 369.56 1.32 340 3305 188 2013年3月4000.83 2.61 366.25 1.32 335 3250 1902提高高炉顶压课题的确定及实施我厂高炉的设计属于矮胖型高炉,高炉边缘气流容易发展,加之我厂使用的焦炭全部为外购焦炭,焦炭质量不稳定,高炉容易出现管道、悬料、炉墙结厚等失常现象,2009-2010年高炉经过不断调整送风参数,最终确保了高炉的顺行,高炉顶压最终使用在170KPa,一直不敢上攻顶压,高炉一直不能经济运行。
高炉高压操作
高炉高压操作20世纪50年代以前,高炉都是在炉顶煤气剩余压力低于30kPa 的情况下生产的,通常称为常压操作。
1944-1946年美国在克利夫兰厂的高路上将炉顶煤气压力提高到70kPa,试验获得成功(产量提高12.3%,焦比降低2.7%,炉煤量大幅度降低),从这时起将炉顶煤气压力超过30kPa的高炉操作称为高压操作。
在此后十年中,美国采用高压操作的高炉座数增加很多。
苏联于1940年开场在彼得罗夫斯基工厂进展提高炉顶煤气压力操作的试验,它比美国的试验稍早一点,但初次试验并未成功,后来改良了提高炉顶煤气压力的设施后才取得进展,但其开展速度却很快,到19力年高压操作高炉冶炼的生铁占全部产量的97.3%o我国从50年代后期开场,也先后将1000m3级高炉改为高压操作,同样取得较好的效果,但是炉顶压力均维持在50-80kPa,而宝钢1号高炉(4063m3 )的炉顶压力已到达250 kPa, 进入世界先进展列。
一、高压操作系统高炉炉顶煤气剩余压力的提高是由煤气系统中的高压调节阀组控制阀门的开闭度来实现的。
前苏联早期试验时,曾将这一阀组设置在煤气导出管上,它很快被煤气所带炉尘所磨坏,因而试验未获成功。
后来改良阀组构造并将其安装在洗涤塔之后,才能取得成功(见图1)。
我国1000m3级高炉的调压阀组是由三个4)700mm电动蝶式调节阀,一个设有自动控制的400mm蝶阀和一个4)200mm常通管道所组成。
高压时,700mm阀常闭,炉顶煤气压力由©400mm阀自动控制在规定的剩余压力,这样自风机到调压阀组的整个管路和高炉炉内均处于高压之下,只有将所有阀门都翻开,系统才转为常压,长期以来,由于炉顶装料设备系统中广泛使用着双钟马基式布料器,它既起着封闭炉顶,又起着旋转布料的作用,布料器旋转部位的密封一直阻碍着炉顶压力的进一步提高。
只有到70年代实现了“布料与封顶别离〃的原那么,即采用双钟四阀,无钟炉顶等以后,炉顶煤气压力才大幅度提高到150kPa,甚至到200-300 kPa。
提高1000m3高炉炉顶压力操作实践
用 的 主要 问题 。
1 . 2 . 1 提 高顶 压后 , 鼓 风动 能降 低 , 边 缘 气 流发展 提 高炉 顶 压力 , 风 口前 的阻 力增 大 , 风量 和 风 口
和 优化 炉前 出铁 组 织等措施 , 逐 步提 高 了顶 压使 用 水平 , 生铁 的产 、 质 量提 升明 显 , 同 时吨 铁 发
电量相 应提 高 , 燃料 比 大幅度 降低 , 取得 了显著 的经 济效 益 。 关键 词 : 高炉 ;顶 压 ;送风 制度
1 . 2 工 艺操 作现 状分 析
提高 顶压 是通 过调 整 高压 阀组 阀 门开度 来 实现
1 现 状 调 查 分 析
1 . 1 设 备现 状
1 . 1 . 1 高炉 实现 高压 操作需 要 具备 的设 备条件
一
是 风 机要 有 足 够 的供 风 能 力 , 以 保证 在 高 炉
高压状 态 下提 供 足够 的 风 量 , 以满 足高 炉 强 化 冶 炼
的需 要 。二是 高炉 的整 个 送 风 系统 和 炉 顶 设 备 、 煤 气 系统 以及高 炉本 体要 有 足够 的强度 和可 靠 的密封 性, 以 保证在 高压 状态 下正 常T作 。
1 . 1 . 2 现状
的, 当炉 顶 的煤 气 流 不 足 时 , 要 想 达 到 设 定 的 顶 压
查更 换 。炉顶 装 料设 备 采 用 的是 密 封 垫 密 封 , 提 压
后 改进 了密 封垫 质量 , 波纹 补偿 器 、 炉顶 煤气 封罩 和
煤气 管 道 的检修 人 孔 , 都 是 薄 弱 环 节 。在 提 压 前 都
高炉强化冶炼的途径
高炉强化冶炼的途径作者:陆小勇来源:《城市建设理论研究》2013年第26期【摘要】高炉冶炼技术在我国科学家的不断研究下,已经有了显著地提高。
在当代的技术要求下,高炉冶炼的技术向着更加环保和节能的方向发展着。
本文主要就是从高炉冶炼的技术途径出发,对每个步骤都做出了详细的阐述,同时节能的问题也有所提及,希望有一定的借鉴作用。
【关键字】高炉冶炼,节能技术,措施途径中图分类号: TE08 文献标识码: A一、前言随着高炉冶炼技术的不断发展,行业之间的竞争也在不断地加强。
我国先进的冶炼技术和规模化的管理系统在高炉上得到充分的应用。
我国的高炉生产的途径也变的多样化,因此在此基础上,对高炉的冶炼的技术又有了更高层次上的要求,下表是某高炉冶炼厂的2012年11月1日到11月9日的技经指标:本文就一次高炉冶炼厂为例进行分析研究。
二、高炉烧结矿质量要求高炉炉容增大,炉料所承受的荷重增加,为保证在炉料下降的过程中能保持足够的粒度和料柱的透气性,烧结矿也必须有足够的强度。
高炉炉容增大后,高炉内块状带的区域相应增大。
烧结矿在块状带中的滞留时间延长,炉料之间的挤压和相对运动时间延长.这些运动将造成烧结矿破碎,从而影响炉料的透气性。
因此烧结矿必须有足够的强度。
以保证炉料在下降过程中不破坏料柱的透气性,国内部分大高炉使用的烧结矿质量要求见表2。
国内部分2000m,级高炉的烧结矿质量要求由表2可见。
各公司烧结矿质量也各有差别,其TFe和转鼓强度均比较高,烧结矿品位达到56%~59%。
转鼓强度一般>75%。
三、高炉冶炼的途径1.提高熟料利用率高炉使用烧结矿和球团矿以后,由于还原性和造渣过程改善,高炉热制度稳定,炉况顺行,减少或取消溶剂直接人炉。
每提高1%的熟料率可降低焦比1.2kg/t,增产0.3%左右。
2.稳定原燃料的化学成分原燃料成分稳定是稳定炉况、稳定操作和实现自动控制的先决条件,特别是矿石成分的相对稳定。
原燃料成分的波动造成炉温波动,热制度不稳定,生铁质量不合格等,尤其是在高炉冶炼低硅生铁时,矿石含铁波动造成的影响更为明显。
关于中型高炉压差控制的几点建议
关于中型高炉压差控制的几点建议张林凯薛靳摘要:本文从压差对高炉的影响出发,浅析了中型高炉通过抓好精料工作和搞好炉内顺行,在较高压差下进一步挖掘高炉潜力的可行性。
关键词:压差精料顺行1 概述近年来,由原料、炼铁、烧结、焦化环结组成的庞大炼铁系统正受到投资、资源、成本、能源、运输、环保等方面的巨大压力,而高炉喷煤己不仅仅是调剂炉况的手段,高炉大量喷煤不仅可以大幅度降低焦炭消耗、降低生铁成本、降低炼铁系统投资,以缓解来自原燃料生产、运输、环保方面的巨大压力,而且对于提高高炉竞争力,有着非常实际的意义。
因此大量提高喷煤比已成为炼铁系统工艺结构优化的核心。
但随着高炉煤比的提高,高炉下部煤气量增大,未燃煤粉增多,这些都促使下部压差升高,限制了高炉强化和成本的降低。
因此充分利用现有条件,挖掘高炉潜力显得尤为重要。
2 压差对顺行的影响不论原燃料质量变化,送风制度,装料制度的变化还是热制度与造渣制度的变化,所产生的煤气体积或料柱透气性变化都会反应在风压和压差上,因此压差是判断炉况指导操作的重要参数.高炉强化后,限制顺行高产的因素主要为下部压差的升高,而高压后每提高顶压10Kp 降低全压差仅2-3Kp,下部压差降低仅为0.2甚至更少,单纯提高顶压会使煤气流边缘分布增加,要保持较高煤气利用上部布料也要相应加重边缘炉料有效重量减少,加上炉尘吹出量减少料柱透气性变差,因此,再提高顶压对强化无太大作用。
由于炉料运动时相互摩擦力小于静态时可知,运动态炉料有效重量大于静止炉料,保持一定冶强下,炉况顺行,均匀出尽渣铁,可避免高炉某一界面,某一局部炉料有效重量减少,导致难行或悬料。
高煤比后,煤气流边缘分布增加,未燃煤粉进入炉渣显著降低炉渣粘度,炉缸透液性降低,压差明显升高,顺行受到影响。
综上所述,降低下部压差和增加炉料有效重量的措施都有利于解决强化后高炉的顺行问题。
3 抓好精料工作高炉稳定顺行是强化的基础,而精料是高炉稳定顺行的基础。
液压顶升装置操作方法
液压顶升装置操作方法
液压顶升装置是一种使用液压力来提升重物或者起重设备的装置。
以下是一般液压顶升装置的操作方法:
1. 确保液压顶升装置处于稳定的位置,并正确地连接到液压系统。
检查液压油的数量和质量以确保其足够和干净。
2. 打开液压系统的主要阀门或开关以供液压系统供应流体。
3. 检查液压顶升装置的工作面板上的液压压力表以确认系统压力在安全范围内。
4. 使用液压系统的控制手柄或开关来加压。
根据需要进行适当的调整以达到所需的顶升高度或重量。
5. 如果需要顶升更高,可以继续增加液压压力,直到达到所需高度。
6. 在达到所需高度后,关闭液压系统的主要阀门或开关,切断液压系统供应流体。
7. 缓慢地释放液压压力,使液压顶升装置逐渐下降。
8. 停止操作并确保液压顶升装置归位到初始位置,并进行必要的维护和保养工
作。
请注意,在操作液压顶升装置之前,确保阅读和理解液压顶升装置的操作手册,并严格遵守相关的安全操作规程。
不正确的操作可能会导致事故或损坏设备。
桥梁顶升方案
桥梁顶升方案字数:1000字桥梁顶升是一种常见的工程技术,常用于桥梁维修、加固或调整的过程中。
顶升方案是指在实施桥梁顶升工程时所采取的方法和步骤,旨在确保桥梁的稳定性和施工质量。
本文将探讨几种常见的桥梁顶升方案,以期为类似工程提供参考。
第一种方案:液压顶升液压顶升是目前广泛采用的一种桥梁顶升方案。
在这种方案中,使用液压系统实现对桥梁的提升操作。
具体步骤如下:首先,需要对桥梁进行全面的检查和测量,确定顶升的位置和方式。
然后,将液压顶升设备放置在适当的位置,并与桥梁连接。
接下来,根据设计要求,调整液压系统的参数,确保顶升操作的平稳进行。
一旦参数调整完毕,将液压系统启动,并逐渐施加顶升力,将桥梁提升至所需高度。
在桥梁达到预定高度后,需要对桥梁进行固定,以确保其稳定性。
通常会使用支撑装置或其他辅助设备固定桥梁,然后卸载液压顶升系统。
第二种方案:螺杆顶升螺杆顶升是另一种常见的桥梁顶升方案。
这种方案利用螺杆原理进行桥梁的提升。
具体步骤如下:首先,需要对桥梁进行彻底的检查和评估,确定适用于螺杆顶升的位置和数量。
随后,安装螺杆顶升设备,并将其固定在桥梁的相应部位。
接下来,通过旋转螺杆,使其向上移动,逐渐提升桥梁。
在提升过程中,需要监测顶升速度和桥梁的变形情况,确保安全操作。
一旦桥梁达到所需高度,需要采取适当的措施固定桥梁,防止其下沉或移动。
可以使用支撑结构或其他固定装置来实现这一目标。
第三种方案:气垫顶升气垫顶升是一种利用气体压缩原理进行顶升的方案,在桥梁维修和调整工程中应用广泛。
步骤如下:首先,需要选择合适的气垫顶升设备,并将其安装在桥梁的适当位置。
确保气垫与桥梁接触牢固且密封。
然后,通过向气垫注入压缩空气,逐渐提升桥梁。
在提升过程中,需要密切监测气垫的压力和桥梁的变形情况,以确保操作的安全性和有效性。
一旦达到所需高度,需要采取适当的措施固定桥梁。
这可以通过使用支撑结构或其他固定装置来完成。
综上所述,液压顶升、螺杆顶升和气垫顶升是常见的桥梁顶升方案。
试析屋顶钢桁架液压整体提升施工技术

试析屋顶钢桁架液压整体提升施工技术作者:林鹤来源:《科学与财富》2016年第26期摘要:钢桁架是当前大型建筑中比较常用的屋顶形式,其往往能够承担较大的外部压力,并以此特点受到建筑行业相关人士的广泛关注。
本文就屋顶钢桁架液压整体提升施工技术进行简要分析,以加强施工质量控制,仅供相关人员参考。
关键词:屋顶钢桁架;液压;整体提升;施工技术本文以某地区广场主楼为例,探讨屋顶钢桁架液压整体提升施工技术。
该工程为巨型混合结构,主要由两侧混凝土筒体、中间桁架层以及位于桁架层之间的钢框架附属结构等组成。
该工程钢结构采用地面拼装配合液压整体提升的施工方法,屋顶钢桁架的施工方法与之相同。
高空连廊结构是屋顶钢结构中的重要组成部分,该结构立面安装部分主要包括框架结构、结构楼面梁以及连廊桁架层等。
为全面提高屋顶钢桁架施工质量,改善屋顶建筑造型,加大力度探讨屋顶钢桁架液压整体提升施工技术,具有一定现实意义。
1 工程建设中的施工技术路线及操作要点两侧钢框架结构利用两侧核心筒塔吊钢柱分节、钢梁分层现行安装;中间钢桁架层采取在49层楼面进行整体拼装,由于该钢桁架层构件质量小于6~8层钢桁架,所以仅用4台2000kN 液压千斤顶整体同步提升的方法。
50、51层吊挂层结构后做,利用上部桁架层做吊点卷扬机提升就位,钢吊柱上部与M51桁架层焊接连接,下部与吊挂层销轴铰接连接,为保证现场安装精度要求,吊挂柱上部焊接完成后再将下部销轴安装就位,销轴耳板采用现场后焊。
2 屋顶钢桁架液压整体提升施工技术分析2.1 施工步骤为加强屋顶刚桁架液压提升施工质量控制,相关施工人员应当掌握好正确的施工步骤。
首先,对两侧框架进行施工,待浇筑到一定层数后,拼接胎架,对桁架层实行整体立拼,并将桁架提升架进行正确安装,以保证施工的安全顺利进行。
记住油缸系统对桁架层进行提升,并在计算机的控制下保证油缸系统的稳定运行,待桁架层提升于指定位置后,对后续钢结构进行规范安装。
高压油气层溢流关井后井内钻具防上顶技术措施探讨与研究
高压油气层溢流关井后井内钻具防上顶技术措施探讨与研究
随着石油勘探开发的不断深入,开采条件的复杂性也越来越高。
在高压油气层中,溢流事件是一种常见的危险情况。
当发生溢流事件并且关井后,井内的钻具可能会受到上顶力的影响,造成严重的安全隐患。
针对这一情况,我们需要对高压油气层溢流关井后的井内钻具防上顶技术措施进行深入探讨和研究。
一、高压油气层溢流关井后的特点
1. 高压油气层的溢流事件极具危险性,可能引发火灾、爆炸甚至对环境造成严重影响。
2. 关井后,井内的钻具面临上顶力的影响,可能导致井内装置失稳、井筒塌陷等一系列安全问题。
3. 钻井液的监测和控制变得更加困难,需要特别的技术手段来应对。
二、高压油气层溢流关井后的井内钻具防上顶技术措施
1. 设计合理的井下防喷装置,能够在溢流事件发生后即时启动,减少对井内钻具的影响。
2. 提高钻井液的密度和粘度,以增加对井内钻具的支撑作用,降低受上顶力影响的风险。
3. 安装井下承压防喷装置,可以有效防止井筒的下列。
4. 采用新型的井下设备和技术,例如压力平衡钻井技术等,有助于稳定井内装置。
四、结论
高压油气层溢流关井后井内钻具防上顶技术措施的研究是一项重要的工作,关系到人员和设备的安全。
通过对溢流事件的特点分析和钻具防上顶技术措施的探讨与研究,可以为高压油气层开采中的安全生产提供重要的技术支持和保障。
在今后的工作中,我们将继续深入研究这一课题,探索更多有效的技术手段,为高压油气层开采的安全生产贡献力量。
长钢8号l080m3降低燃料比操作实践
长钢8号l080m3降低燃料比操作实践摘要:长钢八号高炉炉缸温度上升。
在严重威胁安全生产的情况下,经过科学探索和生产实践,通过提高风温、富氧、优化炉料结构、控制入炉筛粉、合理调整上下部操作一系列措施,在安全环保的前提下最大限度地优化各项经济技术指标。
关健词:高炉喷煤煤气利用燃料比1 引言长钢8号高炉于2004年9月投产,有效炉容1080m3,2005年4月开始,炉缸热电偶温度先后超过800℃,给高炉安全生产带来了极大的安全隐患。
2009年面临国际金融危机,钢铁企业生存发展遇到了前所未有的挑战,最大限度的降低成本,提高经济效益已成为高炉目前的重中之重,而降低燃料比是高炉节能的主要方向。
接下来对长钢8号高炉降低燃料比生产实践经验进行总结。
如表1所示。
2 调整炉料结构(1)优化配料结构。
①改善烧结矿质量。
稳定烧结矿品位57%以上,提高转鼓指数77%,提高MgO含量。
②增加球团矿的使用量,提高熟料率。
配料结构为:(75%)烧结矿+(10%~15%)球团矿+(5%~10%)块矿,熟料率达到90%以上。
入炉品位稳定,降低渣量后有效地改善了料柱的透气性和透液性;熟料率的提高,有效地改善了炉料的冶金性能。
减少入炉粉末。
(1)合理控制筛速。
减少了粉末入炉。
(2)更换筛网。
8号高炉对生矿筛进行了改造,将片状的梳齿筛更换为棒条筛;对烧结矿筛进行改造,筛孔由原来5mm改成了6mm,有效地改善了生矿和烧结矿的过筛效果,减少了入炉粉末。
(3)优化焦碳质量,特别是焦碳的高温性能(CRI,CSR)为提高煤气利用率奠定了基础。
长钢1080m3高炉从炼焦的配煤控制入手,努力改善焦碳高温性能,降低焦炭灰份,为高炉稳定顺行奠定了基础。
3 优化装料制度(1)合理调剂上下部制度,控制合理的煤气流分布,保证炉况稳定顺行。
合理的煤气流使炉况稳定、顺行、透气性指数适宜、煤气利用提高,极大的降低了燃料消耗。
①下部调剂。
随着煤比的不断提高,焦炭负荷越来越重,焦炭骨架作用越来越明显,料柱透气性越来越差。
举例说明顶压法的应用
举例说明顶压法的应用顶压法是一种常用的地质工程方法,用于加固和稳定土壤、岩石等地层。
它通过在地表施加一定的压力,改变地层内部的应力分布,从而增强地层的稳定性。
顶压法广泛应用于基础工程、隧道工程、挡土墙、边坡加固等领域。
下面将详细介绍顶压法的应用。
1. 基础工程中的应用1.1 桥梁基础在建造桥梁时,为了增强桥墩或桥台的承载能力和稳定性,可以采用顶压法来加固土壤或岩石基础。
在桥墩或桥台下方挖掘一个坑洞,然后在坑洞中放置钢板或混凝土板作为顶板,并通过液压设备施加一定的压力。
这样可以使土壤或岩石在顶板的作用下产生垂直向下的应力,从而提高基础的承载能力。
1.2 建筑物基础在建造高层建筑物时,为了确保建筑物能够承受地震、风力等外部荷载的作用,常常需要加固建筑物的基础。
顶压法可以通过增加地基的密实度和强度来提高基础的稳定性。
具体做法是在地表上方挖掘一个坑洞,然后在坑洞中放置钢板或混凝土板作为顶板,并施加一定的压力。
这样可以使地基土壤在顶板的作用下产生水平向内的应力,从而增强地基土壤的抗剪强度和抗滑移能力。
2. 隧道工程中的应用2.1 隧道开挖在隧道开挖过程中,为了防止隧道周围土壤或岩石失稳引起塌方或坍塌事故,可以采用顶压法来加固隧道周围地层。
在隧道上方挖掘一个坑洞,并在坑洞中放置钢板或混凝土板作为顶板。
然后使用液压设备施加一定的压力,使顶板对地层施加垂直向下的应力。
这样可以增加地层内部的摩擦力和抗剪强度,从而提高地层的稳定性。
2.2 隧道衬砌在隧道开挖完成后,为了保护隧道壁面和加强隧道结构的稳定性,需要进行衬砌工作。
顶压法可以用于衬砌施工中的压顶操作。
具体做法是在隧道顶部设置一个压顶架,并通过液压设备施加一定的压力,使顶板对衬砌材料施加垂直向下的应力。
这样可以提高衬砌材料的密实度和强度,确保隧道结构的稳定性。
3. 挡土墙中的应用3.1 挡土墙基础在建造挡土墙时,为了增强挡土墙基础的稳定性和承载能力,可以采用顶压法来加固地基。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
炼铁厂3#高炉提高顶压实践探索宋会召摘要南阳汉冶特钢有限公司炼铁厂3#高炉,自2008年12月7日开炉后,经过两年的操作实践和摸索,在外出对标学习后,最终确立了大风量、高顶压操作技术,并摸索出适合与之配套的各项工艺操作参数,使高炉的技术经济指标逐步转好,逐步实现高炉的高产低耗的目标,高炉各项经济技术指标均达预期目的。
关键词高炉顶压经济运行1概况南阳汉冶特钢有限公司炉容为1530m3,于2008年12月7日点火。
该高炉采用了长寿高炉本体、24个风口、双铁口、铜冷却壁、陶瓷杯综合水冷炉底、自动化皮带上料、低压脉冲干法除尘、卡鲁金热风炉、嘉恒法处理水渣等多项先进工艺。
在高炉开炉后,由于之前我们的操作人员对大高炉的操作缺少足够的操作经验和操作实践,在开炉初期及之后的一段时间,高炉利用系数一直在2.5左右徘徊,高炉的风量、风压、顶压使用都较低,高炉冶强一直没有达到上限,高炉产能始终没有达到预期目标。
自2012年开始,公司多次组织炼铁厂相关人员到先进企业对标学习,对标学习后,炼铁厂在高炉炉况顺行的前提下,通过调整各种操作参数,主要表现送风参数、装料制度、热制度,实现压力突破,提高风量,提高顶压、提高冶强等措施来降低煤气流速、改善煤气利用,最终达到高炉高产、低耗的目标。
表1 主要经济技术指标年份产量(t)利用系数(t/m3.d)入炉焦比(kg/t)冶强(t/m3.d)风压(KPa)风量(m³/min)顶压(KPa)2009年3166.53 2.07 429.17 0.94 340 3350 170 2010年3234.45 2.11 405.05 1.10 340 3350 170 2011年3794.15 2.45 391.17 1.18 320 3250 175 2012年3895.87 2.55 380.14 1.30 355 3450 185 2013年1月3863.69 2.53 376.02 1.28 330 3246 180 2013年2月4008.97 2.62 369.56 1.32 340 3305 188 2013年3月4000.83 2.61 366.25 1.32 335 3250 1902提高高炉顶压课题的确定及实施我厂高炉的设计属于矮胖型高炉,高炉边缘气流容易发展,加之我厂使用的焦炭全部为外购焦炭,焦炭质量不稳定,高炉容易出现管道、悬料、炉墙结厚等失常现象,2009-2010年高炉经过不断调整送风参数,最终确保了高炉的顺行,高炉顶压最终使用在170KPa,一直不敢上攻顶压,高炉一直不能经济运行。
2012年3月份炼铁厂高炉技术人员到同行业先进企业进行对标学习,发现我高炉目前的参数特别是高炉顶压与同级别的高炉相差甚远,长期的低顶压不仅造成了发电量的减少,最重要是导致高炉煤气利用变差,对高炉降低燃料比和提高产量影响至关重要。
2012年4月份开始成立了以高炉车间主任为组长的高炉提顶压攻关小组,通过分阶段实施,逐步将高炉顶压提高到210KPa。
第一阶段(4月1日-20日),炉顶压力按照每天提高1Kpa的指导思想提高至185Kpa;第二阶段(4月20日-5月1日日),炉顶压力提高至190Kpa;第三阶段(4月20日-30日),炉顶压力提高至195Kpa;第四阶段(5月1日-5月31日),顶压提高至205Kpa;第五阶段(6月1日-6月30日),顶压提高至215Kpa;在提顶压的同时,高炉采取了相应的操作措施,由于高炉顶压提高对高炉中心气流进行适当抑制,为确保高炉中心气流,高炉采取提高风量至3450m³/min,风口面积由原来的0.2388㎡缩小至0.2317㎡,提高风速,确保吹透中心,同时采取增加边缘负荷,减少中心焦环数,保证中心不过吹,加大矿石布料角度,减少中心矿石量。
外围关注好入炉物料变化、送风装置、炉顶设备、和炉前出铁变化,高炉操作上做好炉温、碱度、物理热的控制,为高炉提高顶压创造良好的条件。
3高炉高压操作各参数的调整3.1送风参数调整高炉风口回旋区对冶炼过程起十分重要作用,是高炉初始煤气分布的七点,它的形状和大小决定高炉煤气的一次分布,对高炉炉缸工作状态有着重要影响。
为此,高炉操作人员结合高炉实际情况,对风口布局进行调整,选择合适的送风面积,之前高炉面积一直在0.2388㎡以上,风口采取ø120mm和ø110mm 布局并采用斜4°风口,由于风口面积大,且高炉风量使用较低,造成高炉风速偏低,鼓风动能一直偏小,炉缸活跃程度和热量不稳定,仅能维持高炉顺行。
2012年开始,风口面调整为0.2317㎡,开始尝试使用风量,在2012年4月份风量由原来的3150 m³/min提高到3450m³/min,风速至245m/s,由于风量增大后,与之匹配参数不合理,造成高炉运行过程容易出现管道和中心过吹现象,在逐步提高顶压的强化的过程中,继续对风口面积、风速、和鼓风动能进行调整,在6月份随着高炉风量用至3500-3600m ³/min,风速进一步增加,对风口面积进行调整,即18个ø110mm+6个ø120mm,风口面积由原来的0.2317㎡调整为0.2388㎡,标准风速保持在250m/s,高炉顶压增至210KPa,炉缸工作有显著提高,铁水物理热充足,基本维持在1480-1500℃,初始煤气流得到合理分布,炉缸活跃程度增加,高炉顺行程度和经济指标明显提高。
随着顶压的提高也相应的增加了风量,延长了煤气在炉内停留时间,改善煤气利用,促进了间接还原,有利于高炉的稳定顺行和焦比的降低,风量增加和炉型稳定,又为高炉减少波动创造了条件,从而形成了高炉操作中的良性循环。
3.2装料制度优化高炉开炉以来对料制进行不断的摸索,最终长期形成了中心加焦的布料模式,即3#高炉在开炉之前结合设计院和公司现有的原材料采购现状,确定了烧结(75%)+球团(15%)+块矿(10%)的入炉结构。
由于焦炭品种频变及含水量的不稳定,通过生产实践最大矿批确定为38t,料制在开炉及复风时使用C222222876541O343765,矿批25t ,为了进一步引导气流和稳定炉况,料制分别改为C222222876541 O443765 、C222222876541O14438765、C222222876541O1333187654,通过对料制的变动发现,对流的引导并没有达到预期的效果,反而气流更加紊乱,逐步将矿批扩大到28t 、30t 、32t ,在2011年之前矿批基本保持在38吨,料制形成了C222213876541O1332298765中心加焦的布料方法,此方法大大提高上部块状带的透气性,使软熔带形状分布趋于倒V 型合理分布,有助于高炉风量的提升和抵抗外围变化,但随着高炉逐步的强化,中心加焦也带来了煤气利用变差,燃料消耗较高等不利于高炉经济运行的因素,为此随着高炉风量的增加,逐步采取了去中心焦的布料方法,在2012年4月中下旬将中心的3环焦炭去掉一环,十字测温中心温度变化不明显,保持在300℃左右,随着风量和顶压的进一步增加在6月中旬将中心焦全部去掉,矿焦统一外移一档,同时,为与大风量、高顶压相匹配矿批由原来的38吨增加到45吨,通过以上调整,高炉中心气流得到保证,边缘气流受到适当抑制,煤气利用率提高到49%以上,在保证高炉顺行的同时降低了燃料消耗。
高炉技术参数见表2表2 3#高炉2012年对标提顶压后参数变化及指标日期产量 (t )系数 (t/m 3.d ) 焦比 (kg/t ) 煤比 (kg/t ) 矿批(t ) 风量(m³/min ) 风口面积 (㎡) 风速 (m/s ) 顶压 (KPa ) 2012年1-3月 3907.82 2.55 393 133 40 3107 0.2317 220 172 4月1-20日 3994.73 2.61 386 134 41 3220 0.2317 225 180 4月21-30日 4337.13 2.83 381 137 42.5 3448 0.2317 244 197 2012年5月 4139.13 2.71 382 139 42.5 3433 0.2317 240 200 2012年6月4374.692.863741454535510.23882472084高炉高压操作带来问题4.1设备问题。
高炉提高顶压后,整个高炉生产系统的压力上升,直接使设备承压和密封受到挑战。
3#高炉在提顶压的过程就曾出现炉顶下密封漏气造成高炉休风,热风炉送风管道末端波纹膨胀节开裂,高炉紧急休风事故,送风装置好热风炉送风系统承压和密封出现跑漏现象,这些都需要高炉操作者需要考虑,是制约高炉顶压提升的瓶颈。
4.2风温问题。
随着高炉顶压提高,高炉的风量的也随之增加,使热风炉的送风能力受到限制,高炉风温的不足与喷煤的提高是面临的首要矛盾。
4.3炉前出铁问题。
随着顶压的提升,高炉炉前出铁流速增加,对炉前铁口维护和炮泥质量提出了更高的要求,需要对炉前设备精心维护,使炉前操作和管理提升一个档次。
5结语炼铁厂3#高炉通过逐步的尝试和探索,使得高炉的顶压使用及其它参数都取得了新突破,对高炉经济运行起到明显的作用。
但由于受到设备限制和操作认识的不统一,没有将高炉形成的各项操作参数长期的保持下去,使高炉实现长期的经济运行,继续实施提高顶压等强化冶炼,最终使高炉的高顶压使用成为长期习惯,需要我们做出各方面的努力,知道了努力方向,只要我们认真去做,高炉的长期经济运行很快将会实现。
参考文献:[1]周传典主编.高炉炼铁生产技术手册.北京:冶金工业出版社[2]王筱留.高炉生产知识问答.北京:冶金工业出版社[3]贾艳时彦林刘燕霞主编.高炉炼铁工. 北京化:学工业出版社联系人:谢治伦炼铁厂xiezhilun@(474500)河南省南阳市西峡回车工业园区南阳汉冶特钢有限公司。