塑料模压成型 共22页共24页文档
塑料模压成型

第一节 塑料模压成型
二、热固性塑料模压成型工艺 (一)预处理 2.预热:干燥和预热作用
预热时间/min
流动性/mm
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (一)预处理 2.预热——方法 (1)热板加热 (2)烘箱加热 (3)红外线加热 (4)高频电热
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (二)成型过程 (1)加料 (2)闭模 (3)排气 (4)固化 (5)脱模
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (三)模制工艺参数分析 1.模压压力
作用:加速流动 压密物料 克服低分子物挥发所产生的压力 保持制品的尺寸和形状 防止制品冷却变形
第一节 塑ห้องสมุดไป่ตู้模压成型
二、热固性塑料模压成型工艺 (三)模制工艺参数分析 1.模压压力
决定因素:物料种类 模具温度 预热温度 制品形状
模压时间与制品性能的关系 ① 欠熟:模压时间短、固化不完全 ② 过熟:固化时间过长,制品内压力大 ③ 完全熟化:固化完全
第九章
塑料模压成型
第一节 塑料模压成型
• 概述
第一节 塑料模压成型
一、模压成型原理 1.流动段:一定的温度下,物料塑化流动 2.胶凝段:物料逐渐反应支化或交联 3.硬化段:物料交联至失去流动性
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (一)预处理 1.预压
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (一)预处理 1.预压
分步加压法:先低压合模熔融再高压充模
第一节 塑料模压成型
二、热固性塑料模压成型工艺 (三)模制工艺参数分析 2.模压温度
流动性
tmax
温度
模压周期/min
第四章 模压成型

低,适合压制扁平盘状或碟状制品。此类模具适应性较好,一般可用于压制各种形状简
单,厚度不大,对尺寸及强度方面要求不高的普通制品。对于薄壁或壁厚的均匀性有严 格要求的、带片状或纤维填料的塑料制品不适合采用这类模具。因阴模较浅,也不宜压 制收缩率很大的塑料。
第11页
第四章
1-上模板; 2-组合式阳模; 3-导合钉; 4-阴模; 5-气口;
管路构成的一个密闭系统。小柱塞油泵给油施力F1,油液产生压力P,根据帕斯卡定律, P将等值地传递到活塞上,由于活塞面积比小柱塞面积大得多,故所产生的力F2很大, 利用F2给加热模具加压而成型制品。
第5页
第四章
图1 液压机的工作原理 1.小柱塞 2.活塞 3.上压板 4.模具 5.工作台 典型的液压机主要由机身(包括上、下横梁 及立柱)、活动横梁、顶出机构、工作油缸、 液压传动及电气控制系统等组成。 液压机的结构形式也很多,主要可分为上压 式液压机和下压式液压机。
腔表面光滑且设计合理,则流动性好。另外,在模压前对模塑料进行预热,升高模压温
度皆能提高流动性。 不同的产品对模塑料的流动性有不同的要求,形状复杂和薄壁制品要求模塑料有较 大的流动性。如果流动性太小,模塑料难以充满模腔,造成某些位置缺料,不能成型大 型、复杂的制品。但流动性也不能太大,否则会使较多模塑料熔融后溢出模具型腔,而 造成制品不密实,或树脂与填料分头聚集,产品质量下降。
第3页
第四章
模压成型设备
01
压机
上压式液压机 下压式液压机 溢式压缩模 不溢式压缩模 半溢式压缩模
02 模具
第4页
第四章
模压成型的主要设备是压机,压机是通过模具对塑料施加压力,在某些场合下压机 还可开启模具或顶出制品。压机有机械式和液压式,目前常用的是液压机。
模压技术生产操作-成型工艺

模压技术生产操作-成型工艺简介本文档旨在介绍模压技术的生产操作中的成型工艺。
模压技术是一种常见的制造工艺,用于生产各种塑料制品。
成型工艺步骤下面是模压技术生产操作中的成型工艺步骤:1. 准备模具:选择合适的模具,确保其与要生产的产品设计相符。
2. 预热:将模具加热至适当温度,以保证塑料材料能够完全流动。
3. 准备材料:将所需塑料材料准备好,并按照要求对其进行预处理。
4. 放置材料:将预处理后的塑料材料放置在模具的预定位置。
5. 关闭模具:将模具紧密闭合,确保塑料材料受到充分压力。
6. 施加压力:通过推动模具上的压力机,施加适当压力,使塑料材料充分流动并填满模具腔体。
7. 冷却:保持模具处于所需的温度和压力条件下一段时间,使塑料材料冷却和固化。
8. 打开模具:当塑料材料完全冷却和固化后,打开模具,取出成型产品。
9. 检查和修整:对成型产品进行检查,确保其质量符合要求,如有需要,进行修整和加工。
10. 包装和存储:将成型产品进行包装,并妥善存储以待出售或使用。
注意事项在进行模压技术生产操作时,需要注意以下几点:- 操作人员应熟悉模压技术的原理和工艺要求。
- 确保模具与产品设计相符,避免产生不适配或无法实现的生产问题。
- 控制好模具的预热温度和保持时间,以保证塑料材料的流动性。
- 合理选择和处理塑料材料,确保其质量和适用性。
- 控制好施加压力的力度和时间,以保证产品的成型质量。
- 注意冷却时间和温度要求,以避免产生变形或缺陷。
- 在打开模具时要小心操作,防止损坏或意外受伤。
- 对成型产品进行严格检查,确保其符合质量要求。
以上是模压技术生产操作中的成型工艺的介绍,希望对您有所帮助。
模压成型工艺—模压成型操作(塑料成型加工课件)

热固性塑料在一定的合模压力和模具温度下保 持一段时间,达到一定的交联程度。
在加热加压的状态下,物料快速发生化学交联 反应,交联程度快速提高,树脂分子链由线性结构 变成三维网路结构,物料固化,物理机械性能提高。 有时候,为了提高生产效率,在制品能够不变形脱 模时就暂时结束热压固化过程,然后再通过后处理 完成固化的后期过程。
首先,要检查模具是否有油污、碎屑或异物, 并清理干净,如果需要可适当喷涂脱模剂。然后, 向模具型腔加入物料,尽可能放在模具型腔的中间, 流动阻力大的部位应多放一些料。加料量直接影响 制品的密度和尺寸,加料量过多制品易产生飞边, 厚度尺寸不精确;加料量过少则预压,使树脂充满整个型腔。 在预压过程中应让模具缓慢合紧,使树脂有足 够的时间在模腔内流动,并且避免树脂因合模过快 被空气带出,使制品造成破坏。
模压成型
模压工艺操作
一、模压工艺流程
热固性塑料模压成型的工艺过程包括加料、预压、 排气、固化和脱模等。
二、操作过程
1.开机预热
先接通电源,然后启动模压机开关。将模具放 到加热板上,点击“主缸上”合模;通过控制面板 设置加热板温度,打开加热热开关启动加热,当温 度达到设置值后再恒温一段时间。
2.加料
4.排气
通过适当的卸压松模排除气体,该过程可和预 压配合进行。
热固性塑料在模压时发生化学交联反应,常伴 有水蒸汽和小分子挥发物放出,因此需要短暂的时 间打开模具,使水蒸汽、小分子挥发物和空气排除, 避免对制品造成缺陷影响。排气完成后,应在物料 还处于良好流动状态时迅速闭模,对物料加热加压。
5.固化
6.脱模
固化后让制品和模具分离。脱模速度不能过 快,否则制品容易变形,而速度过慢则会影响生 产效率。当制品脱模后,要认真清理模具,用铜 制工具取出模具上的杂志和附着物,为下一个制 品的生产做准备。
热塑性塑料模压成型
热塑性塑料模压成型一、实验原理热塑性塑料硬板多为半成品,作为热成型及二次加工的原材料,用于制作箱体、壳体、家具、防腐槽、复合装饰板等。
本实验通过高速混合、双辊塑炼成片和热压成型制备PVC塑料硬板,加深理解PVC复合物配制及其工艺控制对产品外观和力学性能的作用,掌握压制成型特点和生产操作。
二、实验原理PVC是应用很广泛的树脂之一。
单纯的PVC树脂是较刚硬的原料,其熔体粘度大,流动性差,虽具有一般非晶态线型高聚物的热力学状态,但T g~Td范围窄,对热不稳定,在成型温度下会发生严重的降解,放出氯化氢气体、变色和粘附设备。
因此,在成型加工之前必须加入热稳定剂、加工改性剂、润滑剂、抗冲改性剂等多种助剂。
压制硬PVC板材生产过程包括下列工序:①混合:按一定配方称量PVC及各种组分,按一定的加料顺序,将各组分加入到高速混合机中进行几何分散;②双辊塑炼拉片:用双辊塑炼机将混合物料熔融混合塑化,得到组成均匀的成型用PVC片材;③压制:把PVC片材放入恒温压制模具中,预热、加温加压使PVC熔融塑化,然后冷却定型成硬质PVC板材。
硬质PVC板材,可以制成透明的或不透明的两种类型。
在配方设计中主体成分是树脂和稳定剂,适量加入润滑剂和其他添加剂,不加或少量加入增塑剂,使复合制品能够达到外观光洁,具有较高的热变形温度、冲击强度、刚性和耐化学稳定性。
三、实验用设备及配方1.设备SHR-10A高速混合机1台(张家港市曙光机械厂生产),SK—160B双辊炼塑机1台(上海橡胶机械厂生产),XLB型平板硫化机1台,不锈钢模板(型腔尺寸120mm×120mm)1付,浅搪瓷盘1个,水银温度计(0~250℃)2支,表面温度计(0~250℃)1支,天平(感量0.1g)1台,剪刀、手套等实验用具。
2.配方表1 硬质PVC板材配方示例原料用量(理论)用量(实际)PVC 0.4kg 0.40kgDOP 16~24ml 22.0ml 三盐基性硫酸铅20~24kg 23.0g液体石蜡2~4mL 2.5mLCaCO340g 40.0gBaSt 6g 6.0gCaSt 4g 4.0g四、实验条件及操作(见下图)图1 实验操作流程及条件①按照配方在天平上称量树脂及各种添加剂的用量,经研磨后,依次加入配料盘中。
模压成型工艺—模压成型工艺(塑料成型加工课件)

四、模压时间
模压时间是指从闭模加压起,物料在模具中升温 到固化脱模的整个阶段时间,它直接影响制品的固化 程度和生产周期。模压时间与物料的种类、制品的形 状、模压压力和温度等有关,需要合理控制模压时间。
模压时间的长短对制品的性能影响很大。模压时 间短,物料固化不完全,制品物理性能较差,脱模后 易变形。时间过长则会使物料交联程度过高,使制品 产生内应力而影响物理机械性能,严重时会使制品开 裂。
因此,对模具温度的选择要综合考虑塑化流动 效果、交联固化速率和物料的热稳定性等因素。要 保证物料能充满整个模腔的同时,缩短固化时间, 还要防止物料因过热而变质。
三、热固性塑料的模压
加热软化
流动充模
交联固化
定型脱模
(1)橡胶原材料加热软化; (2)在良好的流动状态下充满整个模腔; (3)在加热条件下,发生交联反应,橡胶固化; (4)直接打开模具,将已经固化的橡胶制品取出。
模压成型
模压工艺参数
一、模压用量
指模压时的物料用量,根据制品体积或质量进行 选择。
溢式
ห้องสมุดไป่ตู้
不溢式
半溢式
二、模压压力
模压压力是指合模时,模具对塑料所施加的压力。 模压压力具有以下作用: 1.使塑料在模具中加速流动,充满模腔;增加塑料的密 实度; 2.克服物料在固化反应中的内部压力,防止制品出现肿 胀、起泡、脱层等缺陷; 3.保持固定的形状和尺寸; 4.防止制品在冷却时发生变形。
三、模压温度
热固性塑料在模压时,模具温度是影响物料塑 化流动和固化成型的主要因素,它决定模压过程中 交联反应的速度,并影响物料的充模过程和制品的 最终性能。
物料受温度的作用,其黏度和流动性会发生很 大的变化。在较低温度内,物料的流动性随温度的 上升而增加,黏度降低;在较高的温度范围内,化 学交联反应起主导作用,随温度升高交联反应迅速 加快,流动性迅速降低,制品固化。
模压成型操作指导书电子版

模压成型操作指导书电子版在现代工业生产中,模压成型是一项常见且重要的制造工艺,广泛应用于塑料、橡胶等材料的加工中。
模压成型操作指导书电子版旨在系统地介绍模压成型的操作流程、注意事项和技术要点,帮助操作人员更好地掌握这一工艺,提高生产效率和产品质量。
一、模压成型工艺概述模压成型是一种利用模具将加热软化的原料加压成型的工艺。
在模压成型过程中,需要准备好适用的原料、模具和模压设备。
操作人员应当具备丰富的操作经验和技术知识,严格按照操作规程进行操作,确保生产过程顺利进行。
二、模压成型操作流程1.准备工作:清洁模具和模压设备,检查原料质量和数量是否符合要求。
2.加热:将原料加热到适当的温度,软化原料,以便于成型。
3.装模:将软化的原料放入模具内,注意排除气泡和杂质。
4.封模:关闭模具,施加一定的压力,使原料充分填充模具腔。
5.成型:保持一定的温度和压力,等待一定时间让原料充分流动和固化。
6.冷却:待产品固化后,开模取出,放置在冷却设备中进行冷却。
7.完工:对产品进行检查,如有问题及时处理,合格产品进行包装存放。
三、模压成型操作注意事项1.操作人员应穿戴好工作服和安全防护用具,确保作业安全。
2.定期检查模具和模压设备,保持清洁,防止杂质和损坏影响生产。
3.严格按照操作流程和规程操作,避免出现操作失误和质量问题。
4.根据不同原料的特性和要求,设定合适的加热温度和压力值。
5.避免模具过热或过冷,以免影响产品质量和模具寿命。
6.对生产过程中的异常情况及时处理,确保生产不受影响。
四、模压成型技术要点1.控制原料的加热温度和加热时间,保证原料充分软化和流动性。
2.设定合适的压力值和保压时间,确保产品成型质量稳定。
3.选择适当的成型周期和冷却时间,以确保产品充分固化。
4.对产品的尺寸、外观和质量进行严格检查,确保产品符合要求。
5.不同产品可能需要不同的操作参数和工艺流程,操作人员应灵活掌握,确保生产效率和产品质量。
通过模压成型操作指导书电子版的学习和实践,操作人员可以更好地掌握模压成型工艺,提高生产效率和产品质量,为企业的发展和产品的进步做出贡献。
塑料成型工艺学课件第四章压缩模塑
作为制品中导电部分或使制品与其它物体结合用的,如:轴套、轴帽、螺钉和接线柱等。
用手或专门工具安放。
一、嵌件的安放
4.5 模压过程和操作方法
型腔数小于6个,预压物可以用手加,粉料或粒料可用勺加;
采用粉料或粒料时,宜堆成中间稍高的形式,便于空气排放。
型腔数大于6个,需用加料设备。
加入模具中的塑料按其在型腔中的流动情况和各部位需用量的大致情况合理堆放。
(5)防止制品在冷却时发生形变。
影响模压压力的因素 塑料在整个模塑周期内所受压力与塑模类型有关,并不一定都等于Pm。 压缩率高的塑料,通常比压缩率低的塑料需要更大的模压压力; 预热的塑料所需的模压压力均比不预热的小; 在一定范围内,提高模具温度有利于模压压力降低; 其他条件不变,制品深度越大,所需的模压压力也应越大;
六、温度、压力
4.2.2 预压的设备和操作
压模 压模共分上阳模、下阳模和阴模三部分。
二、预压机
偏心式压机
旋转式压机
液压式压机
吨位(KN)
100~600
25~35
生产效率高
每分钟压次(次/min)
8~80
250~1200
计量准确 操作方便
每次预压物个数(个/次)
1~6
适用制品形状
尺寸较大
较小预压物
模压成型与注射成型相比,生产过程控制、使用的设备和模具较简单,较易成型大型制品。缺点是生产周期长,效率低,尺寸准确性低。
用于机械零部件、电器绝缘件、交通运输、日常生活用品的成型。
工艺过程:
原料的准备
模压
预压(热固性塑料)
预热(热固性和热塑性塑料)
将松散的粉状或纤维状的热固性塑料预先用冷压法(模具不加热)压成质量一定,形样规整的密实体的作业,称为预压。
塑料模压成型技术_一_
20 世纪 30 年代 模压成型领域的两个重要进 展分别是由离心泵带动的自给式模压成型用液压 机已经普遍采用以及全自动模压机的诞生 20 世 纪 40 年代 被模压成型领域采用的最重要的发明 为介电或高频预热器 1949 年 由于模压机和预 热设备的改进 模压技术向较大型制品的成型方向 发展 是年 2000t 的模压机投入使用
4
材料和树脂基复合材料 的制品 采用传递成型更有利
的性能进行研究 以缩短试制周期 (5)特别适于成型不得翘曲的薄壁制品 壁厚小
至 0.6mm 的制品也可模压成型 但通常推荐壁厚
(3)由于一般模压料熔体的粘度很高 要使之完 全充模可能存在问题 为了保证熔体能完全充模 可能必须把模压料置于模腔内的一个最佳位置 有
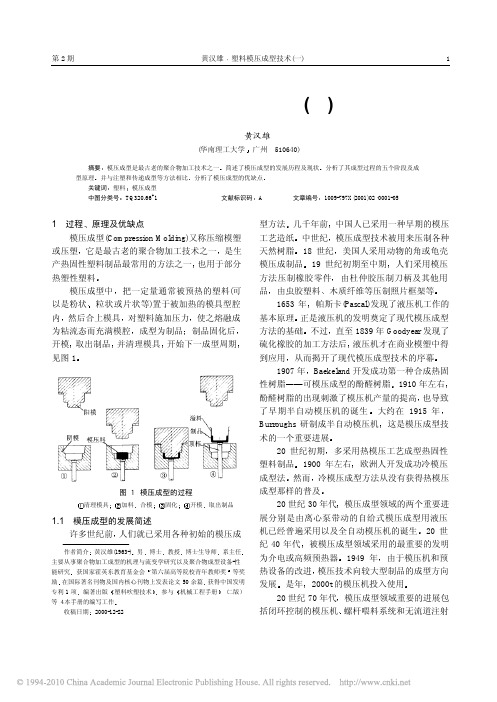
图 1 模压成型的过程
清理模具 加料 合模 固化 开模 取出制品
1.1 模压成型的发展简述 许多世纪前 人们就已采用各种初始的模压成
作者简介 黄汉雄(1963-) 男 博士 教授 博士生导师 系主任 主要从事聚合物加工成型的机理与流变学研究以及聚合物成型设备-性 能研究 获国家霍英东教育基金会 第六届高等院校青年教师奖 等奖 励 在国际著名刊物及国内核心刊物上发表论文 50 余篇 获得中国发明 专利 1 项 编著出版 塑料吹塑技术 参与 机械工程手册 (二版) 等 4 本手册的编写工作
文献标识码 A
文章编号 1009-797X(2001)02–0001-05
1 过程 原理及优缺点 模压成型(Compression Molding)又称压缩模塑
或压塑 它是最古老的聚合物加工技术之一 是生 产热固性塑料制品最常用的方法之一 也用于部分 热塑性塑料
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
谢谢!
36、自己的鞋子,自己知道紧在哪里。——西班牙
37、我们唯一不会改正的缺点是软弱。——拉罗什福科
xiexie! 38、我这个人走得很慢,但勿问成功的秘诀为何,且尽全力做你应该做的事吧。——美华纳
40、学而不思则罔,思而不学则殆。——孔子
塑料模压成型 共22页
1、合法而稳定的权力在使用得当时很 少遇到 抵抗。 ——塞 ·约翰 逊 2、权力会使人渐渐失去温厚善良的美 德。— —伯克
3、最大限度地行使权力总是令人反感 ;权力 不易确 定之处 始终存 在着危 险。— —塞·约翰逊 4、权力会奴化一切。——塔西佗
5、虽然权力是一头固执的熊,可是金 子可以 拉着它 的鼻子 走。— —莎士 比