药用玻璃管气泡线缺陷产生的原因及解决方法
输液管气泡析出原因及预防措施

输液管气泡析出原因及预防措施摘要】目的探讨输液过程中气泡产生的原因,并提出相应的预防措施。
方法观察2015年1月—2016年1月期间, 来我院门诊输液室输液的患者输液管内出现气泡的情况,并分析原因。
结果产生气泡的主要原因是输液前药液温度比室温低;同时输液量的多少、输液排气或配药时的操作手法、药液本身具有产生气泡的药性以及输液时间长短等也是输液过程中产生气泡的因素。
结论输液过程的各个环节都对产生气泡有影响。
只有积极采取应对措施,才能有效预防气泡的产生,保障患者输液用药安全,从而避免发生护患纠纷。
【关键词】静脉输液;产生气泡原因;预防措施【中图分类号】R826.2 【文献标识码】B 【文章编号】2096-0867(2016)-05-576-010引言静脉输液是临床上常用的治疗方式。
但在静脉输液过程中,在输液器管路壁、管路内、滴斗内以及静脉输液针导管内经常会出现微量气泡,不仅增加了护士的工作量,给医患造成了很大的心理负担,还会引发医患冲突,对医院的管理带来消极影响。
产生微量气泡的原因除了与输液中的药物特性,药液配伍有关外,还与输液器的质量与结构,大输液存放、配制、输液环境的温度及护士的输液操作方法等因素有关。
2015年1月—2016年1月期间, 分析来我院门诊输液室输液的患者输液管内出现气泡的原因,积极采取了相应预防措施,取得了良好的效果,现总结如下。
1.输液过程中产生气泡的原因1.1输液前药液温度低于室温水在低温时比在高温时能溶解更多的气体,输液过程是一个药液不断升温的过程,在这个过程中,气体会不断析出,合并,从而生成气泡,而且所升的温差越大,输液时间越长,气泡越明显[1]。
经科学实验测定,1000ml水在不同温度中溶解空气体积见下表[2]:由表可知:温度每上升50C,每1000 ml液体中,空气溶解量相差2 ml之多。
输液过程中,随着溶液温度升高,会不断析出空气,只要有很少的溶气水(含隐气泡)进入滴壶下输液管,因输液管接触室温的表面积较大,升温也较快,就足够产生几十至几百个小气泡了。
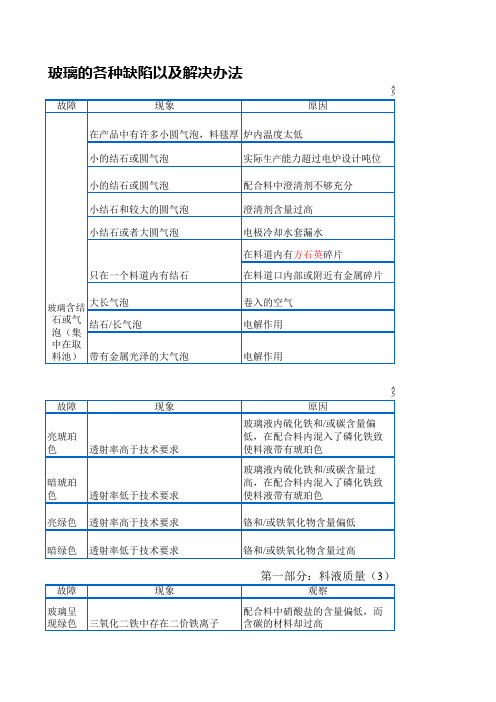
玻璃的各种缺陷以及解决办法

由氧化钻而显的蓝色掩 盖了粉色和绿色
玻璃液倾向 绿色
配合料中氧化铁 的含量比平时高
由氧化铁引起的绿色比
较强
检查配合料成分中三 氧化二铁的含量,检查
硒和氧化钻的总重量
玻璃液倾向
蓝色/粉色
配合料中氧化铁 的含量比平时低
蓝色或粉色脱掉绿色
第一部分:料液质量(
故障
现象
原因
观察
措施
由耐 火材 料导 致玻 璃制 品结 石(主 要隹 中在 取料 池内)
损
炉子的后期使用
安排炉子部分 大修,加风冷
由电极引起的结石
电极电流过高或不合 格的电极材料所致,当 然包括电极的损坏导
在所需范围内 降低电极电流
致结石
来自角砖的料液对 耐火材料的侵蚀,或 者角砖用的是低级 砖而不是ZAC砖
结石间隔出现,是由出 料量的变化或碎玻璃 比例的变化引起的
确定操作者没 有把配合料落 在角砖上
在同样熔化 条件下,配 合料的料毯
厚
配合料中的 助熔剂太 少,或者是 砂子太多
配合料中苏打灰/钾
碱的含量太少了
检查料房称的准确度, 检查每个料仓盛的料是
否有误
砂子、氧化铝、长石 或者正长石含量增
加
配合料中石灰石/白 云石含量少
配合料中含碳杂质 的含量增加。氧化还 原作用呈阴性,导致
料毯下面有气体产 生
硅酸条纹的生成主要 是硼硅酸盐玻璃中三 氧化二硼挥发导致的 结果
可能的根源就是二氧化硅 的杂质(混合在熔解的玻璃 液里)
从炉底排渣 冲洗料道
蚯蚓状或梨状的析 晶,硅石粉在半熔解 状态下的结瘤
从盖板砖滴下或流下 的
或者是顺着搅拌桨流 下的
玻璃瓶罐的缺陷产生原因及解决方法

玻璃瓶罐的缺陷产生原因及解决方法玻璃瓶罐是一种常见的包装材料,广泛应用于食品、饮料、药品等行业。
然而,随着生产工艺的不断提高和市场需求的增加,玻璃瓶罐的缺陷问题也日益凸显。
本文将从玻璃瓶罐的缺陷产生原因及解决方法进行详细探讨。
首先,玻璃瓶罐的缺陷产生原因有很多。
其中之一是生产工艺不合理。
在玻璃瓶罐的生产过程中,如果控制不当,就会导致气泡、杂质、变形等问题。
例如,如果熔化过程中没有充分的气泡处理措施,就会在玻璃罐内留下气泡,影响产品质量。
另外,如果玻璃瓶罐的冷却速度不均匀,就容易导致变形问题。
其次,原材料的质量对玻璃瓶罐的缺陷产生也起着重要的影响。
纯度不高的玻璃原料,含有杂质的情况下容易产生气泡、夹杂物等问题,影响产品的外观。
另外,如果原材料的熔化温度不合适,也会导致玻璃瓶罐变形、开裂等缺陷。
此外,生产设备的状况和操作人员的技术水平也会对玻璃瓶罐的质量产生影响。
如果设备老化、维护不及时,就容易导致玻璃瓶罐生产缺陷。
而操作人员没有经验或技术不过关,也会影响产品质量。
针对以上问题,可以采取一些解决方法。
首先,要加强生产工艺的控制。
生产过程中应注意控制熔化温度、均匀混合原材料、适当增加气泡处理措施等,以减少气泡、杂质等缺陷出现的可能性。
此外,应合理设计冷却过程,保证玻璃瓶罐冷却速度均匀,避免变形问题的发生。
其次,应选用优质的原材料。
选择纯度高的玻璃原料,能减少气泡、夹杂物等缺陷出现的可能性。
此外,要注意对原材料的筛选和检测,确保原材料的质量良好。
此外,要加强设备的维护与更新。
定期检查和保养生产设备,及时更换老化的部件,确保设备的正常运行。
同时,也要关注操作人员的培训和提高技术水平,提倡标准化操作,减少人为因素对产品质量的影响。
最后,还应加强质量控制和检测环节。
在生产过程中引入质量控制点,进行严格的抽样检测,确保产品符合质量标准。
同时,也要建立健全的质量管理体系,进行全面的质量控制和溯源管理,确保产品质量的稳定性。
超白玻璃生产中耐火材料气泡的分析与对策

0 引言气泡是玻璃生产中常见的一种缺陷,超白玻璃相比普通玻璃,更容易在澄清区域出现气泡。
生产超白浮法玻璃时,存在的主要问题就是玻璃液澄清困难。
因为超白玻璃中铁含量低,导热系数较高,是普通玻璃的3~4倍,导致超白浮法玻璃的透热性好,玻璃液温度高,黏度低,在水平方向对流强度大,成形环流在澄清区停留时间短,使得玻璃液中残留的气泡来不及排出。
由于铁含量低,导致整个池深方向垂直温度梯度明显要比普通浮法玻璃小,池底温度比普通浮法玻璃高6%左右,玻璃液的上下温差相对较小,对流减小,使得气泡排出比普通浮法玻璃更为困难。
另一方面,成形环流下方的回流玻璃液在前进过程中温度不断上升,使本已被玻璃液吸收的微气泡在热化学的作用下又被重新释放到玻璃液中。
同时低铁玻璃液黏度较低,微气泡极易升到表面流超白玻璃生产中耐火材料气泡的分析与对策1112余德兴 豆庆河 周贤军 周莉(1. 海南中航特玻材料有限公司 特种玻璃国家重点实验室 海口 571924;2. 海南中航特玻科技有限公司 海口 571924)摘 要 某浮法玻璃生产线在超白玻璃生产期间,出现大量气泡缺陷,在板带分布没有明显规律,厚度上位于玻璃板的中下部。
经过检测分析气泡成分主要包含氮气(N)、二氧化碳(CO)、氩气(Ar),判断气泡缺陷来自于熔窑澄清部池22底的耐火材料侵蚀。
经过采取措施,降低熔窑澄清部池底耐火材料与玻璃液界面处的温度和玻璃液的流动性,达到了解决气泡缺陷的目的。
在熔窑放完玻璃水后,检查熔窑澄清部池底耐火材料被侵蚀情况,印证了气泡缺陷来源的判断。
关键词 超白玻璃;气泡;耐火材料中图分类号:TQ171 文献标识码:A 文章编号:1003-1987(2020)05-00-04Analysis of Bubble Caused by Refractories in Ultra Clear Glass Production and Solutions1112YU Dexing, DOU Qinghe, ZHOU Xianjun, ZHOU Li(1.AVIC(Hainan)Special Glass Materials Co., Ltd., State Key Laboratory of Special Glass, Haikou 571924,China;2. AVIC(Hainan)Special Glass Technology Co., Ltd., Haikou 571924, China)Abstract: In the production of ultra clear glass on a float glass line a big number of bubbles presented. The bubbles distributed irregularly cross the ribbon. On the thickness direction the bubbles located mostly in thecenter to bottom. Gas composition in the bubble was tested. By analyzing the gas amount of N, CO and Ar22 the source of the bubbles was confirmed which was from the refractories of the refiner bottom. A lot of steps were taken to lower down the temperature and the flow on the boundary between refractories and glass melt and then the bubble defects disappeared. After the glass melt drain off and a check of the furnace significant corrosion to the refiner bottom refractories was found. This proved the judge of the origin of the bubbles from the refiner bottom refractories is right.Key Words: ultra clear glass,bubbles,refractories45——————————第一作者:余德兴(1980-),男,大学本科,中级工程师,主要从事浮法玻璃生产工作。
泡沫玻璃气泡缺陷与解决方案

②碳类发泡剂 ,一是碳类发泡剂粒度过粗 ,要求碳类发泡剂粒度在 40 μm 以下 ,甚至 20 μm 以下 ,二是
发泡剂纯度不好 ,有一些 400℃以下低挥发分会过早进行反应 ,最终导致气体集中形成大气泡 ,这类气泡往
往大于 10 mm ,三是发泡剂用量偏多 ,碳黑发泡剂的合理用量及最小颗粒计算见示例 1和示例 2。
180 0. 066 0
160 0. 074 3
140 0. 084 9
发泡剂实际需求量 (质量分数 ) / %
0. 148 5
0. 165 0
0. 185 8
0. 212 3
示例 2:发泡剂最小颗粒 。按泡沫玻璃外观气泡尺寸平均为 1 mm ,为简化计算过程 ,将碳黑反应按一级
反应考虑 ,即 C
+
CaCO3 、轻质 CaCO3 、白云石 、BaCO3 、SrCO3 ;硫酸盐类 : CaSO4 、N a2 SO4 ;硝酸盐类 : N aNO3 、KNO3 ;有机类 :聚苯 乙烯颗粒 、木质素磺酸盐 。
2. 2 发泡反应机理 [ 5 ]
2. 2. 1 氧化型反应机理
碳黑是氧化型发泡剂的典型代表 ,碳黑作为发泡剂 ,是基于碳元素与玻璃中的某些携氧体 (MxOy ) 、氧
气 、水分等进行氧化反应 ,产生大量气体 ,气体主要有 CO2、CO、SO2 、H2 S等 ,其化学反应方程式如下 :
C + O2 →CO2 ↑
(1)
C + H2 O →H2 ↑ + CO ↑
(2)
CO2 + C→2CO ↑
T IAN Y ing - liang, SUN S h i - bing, ZHAN G L ei
浮法玻璃生产中流道处产生气泡原因及应对措施

浮法玻璃生产中流道处产生气泡原因及应对措施田文龙胡会民崔裕栋(海南中航特玻材料有限公司海口571924)摘要在浮法玻璃生产中,气泡类的缺陷占比很高,影响玻璃产品质量和成品率。
随着窑龄的增长,耐火材料的侵蚀加重,类似的气泡类缺陷逐渐突出,特别是在流道附近产生的气泡尤为突出。
结合某公司实际生产状况,简要分析了流道处气泡产生的原因,给出了应对解决方法。
关键词浮法玻璃;流道;气泡;缺陷中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)03-0039-05Causes and Countermeasures of Bubble from Spout in Float Glass ProductionTIAN Wenlong,HU Huimin,CUI Yudong(AVIC Hainan Special Glass Material Co.,Ltd.,Haikou571924,China)Abstract:In float glass production process,the proportion of bubble type defect is very high,which affects the quality and yield of glass products.With the increase of the furnace service life,the erosion of refractory material is aggravated,and the bubble defects are gradually prominent,especially the bubbles occurred near the bined with the actual production states of a company,the causes of bubbles in the spout are briefly analyzed,and the solutions are recommended.Key Words:float glass,spout,bubble,defect0引言在浮法玻璃生产线上,流道是连接熔窑与锡槽的重要部位,由流道底砖,流道垫砖,流道侧壁砖组成,见图1。
浮法玻璃生产中流道处产生气泡原因及方法李博郭文亮_1

浮法玻璃生产中流道处产生气泡原因及方法李博郭文亮发布时间:2021-11-22T08:04:42.470Z 来源:基层建设2021年第25期作者:李博郭文亮[导读] 在浮法玻璃生产过程中流道部位会产生气泡,这会对浮法玻璃的生产质量产生直接影响河北南玻玻璃有限公司河北廊坊 065000摘要:在浮法玻璃生产过程中流道部位会产生气泡,这会对浮法玻璃的生产质量产生直接影响。
为了解决这一问题,需要对浮法玻璃生产工艺中流道部位产生气泡的具体情况进行分析,并且要从不同角度出发,利用正确的措施解决气泡问题,提高浮法玻璃生产质量。
关键词:浮法玻璃;气泡原因;流道部分;控制方法在浮法玻璃生产工艺中,不同类型的气泡会直接影响玻璃的最终产质量和成品率,尤其是随着窑龄不断增长,耐火材料的侵蚀在不断加重,气泡缺陷问题也会越来越突出。
在生产过程中流道部位产生的气泡比较突出,在这种情况下需要根据流道部位产生气泡的实际情况,掌握流道部位气泡产生的具体原因,才能提出有效的控制措施,提升浮法玻璃生产的整体水平。
1 浮法玻璃生产中流道出产生气泡的原因浮法玻璃在生产过程中流道部位产生气泡的具体原因主要包括以下方面:第一,闸板析出气泡。
在玻璃制作生产过程中闸板和砖材中的气孔在热态或者玻璃液的不断冲刷下会释放气体,从而在玻璃液中产生气泡。
这一过程比较缓慢并且形成的气泡是线性的,表现在玻璃上表面,手指触碰可以使气泡破裂,随着流道温度降低或者升高闸板析出气泡也会出现一定变化。
第二,唇砖气泡。
唇砖气泡的主要表现是玻璃下表面有比较小的闭合泡,在板带中心呈线性或者带状分布,不会整板分布,主要是因为唇砖被侵蚀后,耐火材料内部释放的气体与耐火材料玻璃液反应形成的气体会在玻璃液中夹杂形成气泡[1]。
第三,折叠气泡。
折叠气泡是下表面相对较小的开口泡,在玻璃带中心线周围分布,偶尔会呈现在整个玻璃板上。
主要是因为在唇砖被侵蚀磨损后,玻璃液温度比较高,从唇砖流下的玻璃液会变薄,这比垂直下落的玻璃液折叠程度更高。
玻璃绝缘子气泡的预防和控制

玻璃绝缘子气泡的预防和控制玻璃绝缘子部件是密封继电器、晶体元件及连接器等电子元器件的重要组成部分,其质量、性能直接影响着这些电子元器件的质量。
如果玻璃绝缘子出现缺陷,这些电子元器件的密封性、电性能、机械强度等都会因此下降。
气泡是玻璃绝缘子容易产生的主要缺陷之一,它不仅影响着玻璃绝缘子的外观,更重要的是它会降低玻璃绝缘子的各项性能,使产品质量产生严重隐患。
随着玻璃绝艳子部件的电镀、使用、保存,气泡会使玻璃绝缘子电性能、机械强度和气密性下降的幅度明显增大,直接影响着电子元器件的性能和可靠性。
1、气泡产生的原因根据气泡在玻璃绝缘子的存在位置不同,可分为界面气泡、内部气泡和表层气泡三种(如图1、2、3),其形状是各式各样的,有球形的、椭圆形的、喇叭形的,气泡的化学组成也是各不相同,除含有O2、N2、CO、CO2、SO2外,还含有氧化氮和水蒸气等,其中氮气一般是以武力溶解状态存在于玻璃中,其它气体大部分以化学结合状态存在。
它们的产生是由于气体没有完全、及时地从玻璃液中逸出,而以气泡的形式残留于玻璃液中,导致这些气泡产生的原因有物理上的,也有化学上的,归纳起来主要有以下几点综合因素:①金属零件本身含有的碳、硫、气体等杂质和其吸附的潮气、污染物,还有玻璃管表面吸附水分,在封接过程中都可能发生一系列反应,形成界面气泡;②配料时料未搅拌均匀而结成小块、玻璃坯管中粘结剂未排除干净,在高温烧结时形成内部气泡;③烧结温度过高、炉内湿度较大,玻璃本身分解释放的气体和炉内水蒸气等溶于玻璃液中,因要保持相平衡,故气体无法排除干净,导致内部气泡的产生;④另外,石墨定位模吸潮或有污染物,均会导致玻璃高温烧结时与玻璃共溶,形成表层气泡。
2、对金属零件进行相应的去油和退货处理由于金属零件吸附的杂质、气体和水分以及其本身含有的碳、硫等杂质在高温封接时部分发生化学反应(如下列化学反应式)产生气体,未能及时排出,在引线脚与玻璃的封接界面处或底板与玻璃封接界面处形成界面气泡;同时玻璃管表面若吸附有水分或杂质同样会形成界面气泡。
玻璃的各种缺陷以及解决办法
检查配合料中的材料是否包括例如木头、纸和塑料 检查料房称的准确度。检查每个料仓盛大的料是否有误。 如果其中之一有误,必须清空当天的料斗,料斗内的配合 料必须处理掉,产品也应该处理掉。
检查砂子中氧化铝含量的变化
措施 切换到备用电源上 释放变压器里的气体(甲烷、乙烷、丁烷),检查油位找出 引起气体泄漏的原因。 原因是滑过线圈/电刷界面的电孤 变压器油位超过了设定点。 测定次级线圈是否过流,检查周围环境的温度。检查开关 是否被风冷。 找出故障原因并处理
运行(2)
措施
推进电极 检查配合料组分 检查电炉的输入功率与出料量/碎玻璃的比率 检查电源和电极的连接点是否完好
检查配合料的组分
测定邻近的电极是否断裂或被侵蚀 检查该区域料毯的厚度 检查配合料的组分
运行(3)
措施
检查含氧化剂和着色氧化物高的配合料的组分, 假设配合料中含碳杂质的含量不高的话,则每 1000Kg配合料中种材料的百分含量是这样的: NaNO3 5Kg:Na2SO4 10Kg:As2O3或者Sb2O3 0.25Kg:NiO、Cr2O3、MnO2、PbO 0.1Kg 保证在氧化铅中不存在纯铅 保证电流密度在设计范围内. 检查电极的后面有没有过热,测量电极和连接点 的电阻值. 比平时多推进一点电极(每个月推进2mm) 当推进电极时,在电极冷却水套上做标记,检查连 接点进入砖内的程度 . 直流电镀的电流设定的太高 玻璃液内中的直流成分在腐蚀一支电极的同时却 在保护线圈另一端的电极免受腐蚀
在技术从员的指导下直流电镀可疑的电极
措施
提高配合料中铁、硫和/或碳含量
降低配合料中铁、硫和/或碳含量 提高适当材料的含量 降低适当材料的含量
措施 把炉子温度降到1600℃以下 在下一个炉中用ER1195砖做架砖
电子玻璃基板生产中气泡缺陷分析与对策

配合 料空 隙 中带入 的空 气 ,使 玻璃 液夹 有 O 2 和 N2 。 各种盐类的分解 ,使玻璃液中夹有 C O 、 O 、S O : 、N O 2 、N O、 N 等 ,这其 中包括在玻 璃形成阶段未能逸 出的一部分分解气体 ,溶解 于玻璃液 中的小部分分解气体在继续加 热过程 中由于溶解度降低 而从玻璃液 中析 出,形成可 见气泡 ;某些盐类 ( 如硫酸盐 )的继续分解 。 随温度升高 ,在玻璃液 中进行一些化学反应产 生的气体 。 金 属性 不纯物 、金属 异物 等 还原性 杂质 的混入 ,会产生 CO2 、C O、H2 。 压 力 和温度 变化 较大 时 ,玻 璃液 中溶 解 的气体重新从玻璃 液中析 出,形成气泡 。 筑炉 用耐 火材 料带 入 的气体 ,包括 耐火 材料气孔 中排 出的空气和耐火材料被侵蚀后分 解 出的气体。 通道 和成 型 电加热 部位设 备接 地 引起 的 电化学反应产生的气泡。
电力电子 ・ P o we r E l e c t r o n i c s
电子玻璃基板生产中气泡缺陷分析 与对策
文/ 王俊 明 董振波 付冬伟 杨忠杰
1 . 1玻璃 液中气泡的来源 基 于长 期玻 璃基 板制 造技 术 经 验 积 累 ,对 电 子 玻 璃 熔 制 过 程 中气 泡缺 陷的 形成 原 因,分类 及 特 征进 行 了分 析;根据 玻 璃基 板 中 气 泡 的 气 体 成 分 、 形 状 、 位 置 判 断 出气泡在 玻璃 熔制 过程 中产 生 的位 置,为有 效 消除 电子玻 璃 制造 中的气 泡缺 陷提供 了对 策 思
一
【 关键词】 电子玻璃基板 气泡缺 陷 分析 对
策
玻璃 基板 是构 成液 晶显示 器件 的一个 基 本 部 件 ,是 平板 显 示 ( F l a t P a n e l d i s p l a y , F P D) 产业的关键基础材料之一 。电子玻璃基板具有 尺 寸精 度高 、无缺 陷、热 稳定 性好 、化学 稳 定性佳等性能 ,因此其对玻璃熔制工艺条件要 求较高 ,全世界仅有几家大公司掌握和控制着 电子玻璃基板的生产技术 。实现对 电子玻璃基 板生产制造 的熔化 、澄清 、均化 、成形 、缺陷 检查等各个工艺环节的严格控制是生产制造该 玻璃基板的关键 ,尤其是玻璃熔解与澄清工艺 过程是消 除玻璃气泡缺陷的关键工艺环节 ,然 而 由于 国内电子玻璃基板制造技术处于起步阶 段 ,对该玻璃熔制过程 中气泡缺陷产生分析及 对策消 除的相 关报道鲜见报端 ,因此 ,在这里 本文主要基于 长期对 电子玻璃基板熔制工艺的 经验积累 ,针对 电子玻璃基板熔制过程 中气泡 产生 的原 因、气泡分类及特征进行 了相关分析 与讨论 ,最后对消除 电子玻璃基板制造过程 中 气泡缺 陷提 出了对策思路 ,以便给 国内同行研 制 电子玻璃基板提供相 应经验4总 结
浮法玻璃气泡产生的原因及解决方法

浮法玻璃气泡发生的及解决方法之巴公井开创作1.气泡的分类通过生产实践,浮法玻璃气泡大概可分为两大类:即熔化澄清气泡和非熔化澄清气泡(l )熔化澄清气泡:即因原料、熔化、燃料、燃烧系统不稳定造成的气泡;(2 )非熔化澄清气泡即因砖材质量、硝类冷凝物及冷却设备引起的气泡。
2.浮法玻璃气泡发生的及解决方法(1)原料泡配合料带人的空气形成气泡—生料团(片}或超细粉料团(片)、芒硝大颗粒、碎玻璃夹带进人的空气;二氧化碳—配合料熔化时碳酸盐的分解产品;水汽—加进配合料中的水;氮气—空气被夹带进配合料并被加人熔窑,氧气在玻璃液中的溶解度较大,留下的大部分气体为氮气。
气体分可溶与不成溶气体不成溶气体有氮气、二氧化碳、氢气。
可溶气体有氧气、二氧化硫、水。
(2)熔化泡泡界线外熔窑周围的液面线:小气泡来自熔窑高温区域;因为气泡被玻璃吸收或溶解的过程和时间有关,玻璃的温度越高,气体被玻璃吸收的越多,使气泡变得更小。
0.2mm直径以下的气泡一般来自熔化部。
直径0.5mm的气泡一般在卡脖部位发生。
再大一些的气泡则来自于冷却部或流道。
原因 :玻璃液面线周围有耐火资料析出的玻璃相,长时间滞留在液面线耐火资料周围。
此部位外部是池壁冷却风,冷却风使池壁砖缝内侧温度更低.易集聚芒硝,在温度、熔窑压力和液面的变更下,集聚的芒硝进人玻璃液,发生气泡。
池壁的重型保温、池壁砖的缝隙使玻璃液渗出,进入池壁保温层,致使气体沿池壁缝隙进人窑内玻璃液,发生气抱。
解决方法稳定熔窑压力、稳定玻璃液对流、堵塞池壁缝隙、稳定末对小炉火焰。
(3)澄清泡微气泡一般指直径小于0.2mm的气泡。
微气泡主要发生在澄清部. :澄清温度过低,末对小炉火焰过强或过弱。
澄清区火焰气氛还原性,燃油雾化不良,油中含有较多的颗粒碳,泡界线不稳,火焰不稳定。
对流的突然变更。
除澄清温度的影响之外,还受泡界线不稳、投料机速度变更较大、液面高度变更较大、熔窑内气氛变更较大影响。
燃料油中含有颗粒碳,散落在玻璃液概况.油雾化不良所致。
输液器微气泡的成因分析及解决对策

输液器微气泡的成因分析及解决对策输液器的药液过滤器是在一次性输液器末端安装的一种用于将输注药液进行过滤的装置。
目前,我院临床使用的一次性使用输液器,其药液过滤器空腔较大,排气一次成功后,发现其内仍潴留约0.2ml气泡,如想将其中空气完全须反复仔细弹击,方可排出。
而且在输液过程中由于药液性质、温度、加药排气操作手法等因素,还可能产生新的微气泡,逐渐潴留于过滤器空腔中,形成较大的气泡,随液体的流动和病人姿势的变动进入人体内,对病人产生一定的生理危害和心理恐慌。
一、输液器微气泡的成因1.末端药液过滤器输液器的缺陷药液过滤器是在输液器末端安装的一种用于将药液进行过滤的装置。
其结构特点是空腔较大,直径大于软管管径,使用中微气泡随液体进入过滤器空腔中。
由于气体比重小于液体,故气泡浮于过滤器空腔上方,而不易随液体排出,形成气泡潴留现象。
只有将过滤器出口向上并弹击数次,方可将潴留气泡排出。
在输液过程中由于药物性质、温度、加药和排气操作的手法等因素,还可能产生新的微气泡,逐渐潴留于药物过滤器空腔中,形成较大的气泡,随液体的流动和输液者姿势的变动,气泡能随液体进入体内。
2.药液因素产生的微气泡(1)中药类注射液含有多种果糖类、树脂类、黏液质,参类还含有皂甙类成分,这种皂甙类成分,具有很强的泡沫性。
这类药物我们临床上常见的有如:小牛血去蛋白注射液、丹红注射液、输液用液体在冬季储存和使用的环境温差较大,因此输液过程是一个药液不断升温的过程,在这个过程中,药液始终处于气体过饱和溶液状态,会一直不断缓慢析出并合并成微小气泡,故此时药液中含有大量肉眼不易观察到的“隐气泡”溶液。
从15℃升至20℃,每500ml所输液体中空气溶解量相差1ml之多。
(2)药液温度与室温的温差大是输液过程中产生气泡的重要原因。
很多药物在溶解和空针抽吸时出现泡沫,在我科室中常用的这类药物有血栓通、硝酸异山梨酯、胺碘酮注射液等,在溶药与加药时药液产生大量泡沫,抽吸后一起加入液体中,我们经常会看到尤其是在葡萄糖溶液中会出现布满瓶壁的微小气泡;在进行输液前排气时护士为加快排气速度采取挤压茂菲氏滴管,也会形成气泡冲入液体中,含有气泡的液体流出时,气泡逐渐逸出形成贴壁微小气泡。
简述玻璃缺陷种类及产生原因
简述玻璃缺陷种类及产生原因董凤龙;韩影【摘要】通过对玻璃产品产生的各类缺陷(气态、固态、玻璃态)的分析,找出其产生原因,指出了解决缺陷的办法.【期刊名称】《玻璃》【年(卷),期】2018(045)006【总页数】4页(P10-13)【关键词】平板玻璃;玻璃熔体;缺陷;产生原因【作者】董凤龙;韩影【作者单位】中国建材检验认证集团秦皇岛有限公司秦皇岛市066004;中国建材检验认证集团秦皇岛有限公司秦皇岛市066004【正文语种】中文【中图分类】TQ1710 引言玻璃体的缺陷是由于玻璃体内部存在各种夹杂物而带来的玻璃均匀性的破坏。
玻璃缺陷会使玻璃产品质量降低,甚至影响玻璃的深加工。
玻璃体的缺陷种类及其产生的原因多种多样,查明缺陷产生的原因比较困难,可以通过严格的工艺控制来减少缺陷的产生。
1 缺陷分类1.1 按形成部位分类按形成部位可分为原料缺陷、熔化缺陷、耐火材料缺陷、成形缺陷、退火缺陷。
(1)原料缺陷。
由原料质量问题或外来杂物引起的缺陷,如结石、结瘤、条纹、芒硝泡等。
(2)熔化缺陷。
由于熔化不良引起的缺陷,如一次气泡、二次气泡等。
(3)耐火材料缺陷。
由于耐火材料长期处于高温、腐蚀环境中,被侵蚀脱落、挥发于原料中引起的缺陷。
如耐火材料结石、耐火材料杂质泡等。
(4)成形缺陷。
成形部位由于工艺制度不当及人为原因而引起的缺陷。
如光畸变点、沾锡、雾斑、板厚不均匀等。
(5)退火缺陷。
退火过程中由于工艺制度及操作不当引起的缺陷,如翘曲、辊痕、裂纹等。
(6)冷端玻璃加工和储存缺陷。
玻璃切裁、包装和储存过程中引起的缺陷,如划伤、发霉等。
1.2 按在玻璃体上存在的部位分类可分为玻璃板面内缺陷和玻璃板表面缺陷。
(1)玻璃板面内缺陷。
缺陷存在于玻璃板内部,以夹杂物形式出现,基本有三类,气泡(气体夹杂物)、结石(固体夹杂物)、条纹和节瘤(玻璃态夹杂物)。
(2)玻璃板表面缺陷。
缺陷存在于玻璃板表面。
①上表面缺陷。
由熔窑碹顶或锡槽顶部滴落物在玻璃表层产生的结石、光畸变点、闸板破损而在板面形成的闸板泡等;②下表面缺陷。
产品缺陷(气泡)与配合料质量

产品缺陷(气泡)与配合料质量(赵克明 沈阳市 110025)摘 要 本文分析了玻璃中气泡的来源及存在形式,讨论了配合料组成对气泡的影响 关键词 配合料组成 气泡1 前言原料的加工、配合料制备、熔化、澄清、均化、冷却、成型等各生产过程中,工艺制度的破坏或操作过程的差错,都会在浮法玻璃原板上表现为各种不同的缺陷。
浮法玻璃的缺陷种类和它产生的原因是多种多样的,对产品的影响各不相同,而微气泡是影响优质浮法质量的一个重要因素。
玻璃中的气泡大小、形状、气泡中气体的化学组成各种各样。
根据气泡产生的原因不同,可以分为:配合料残留气泡、二次气泡、外界空气气泡、外界物质掉入气泡、耐火材料气泡、金属铁引起的气泡、氢泡和槽底泡等多种。
在生产实际中,玻璃产生气泡的原因很多,情况很复杂。
一般先判断气泡是在何时何地产生的,再详细研究原料、熔制及锡槽条件,从而确定其生成原因,并采取相应的措施加以解决。
本文仅从配合料的品质对产品缺陷-气泡的影响加以探讨。
2 玻璃液中气泡的来源及存在形式2.1、来源:(1)、配合料空隙中带入的空气,使玻璃液夹有O2和N2。
(2)、各种盐类的分解、反应,使玻璃液中夹有CO2、CO、O2、SO2、等。
(3)、易挥发物质的挥发以及水分的蒸发。
(4)、窑压减小时,玻璃液中溶解的气体重新从玻璃液中析出,形成气泡。
(5)、耐火材料带入的气体,包括耐火材料气孔中排出的气体和耐火材料被侵蚀后分解出的气体。
2.2、存在方式:(1)、封闭在可见气泡中的气体,它含有多种气体,每个气泡中所含气体的种类及数量也不尽相同,如SO2、CO2、N2、CO、O2、H2或水蒸气;(2)、溶解于玻璃液中的不可见气体;(3)、与玻璃组份形成化学结合的不可见气体;(4)、吸附在玻璃表面的气体。
玻璃液中的气体主要是以化学形式结合的不可见气体,可见气泡中的气体很少,一般小于气体总量的1%。
3.配合料组成对气泡的影响配合料的组成决定了玻璃熔制过程中气泡是不可避免的,某些时候还是有益的,气泡的排出是靠澄清过程来完成的。
药用玻璃管气泡线缺陷产生的原因及解决方法

组 分的挥 发释 放 出大量气 体 。其 中大部 分气 体将 逸散 于空 间 ,剩 余 的
大 部分气 体将 溶解 于玻璃 液 中 ,少 部分 气体 还 以气泡 形式 存在 于玻璃
液 中。通过澄 清作 用可 以除 去玻璃 中的可见 气泡 。为 加速玻 璃 的澄清 过程, 常 在配 合料 中添 加少 量澄 清 剂 。但 实 际上 , 玻璃 澄 清完 结后 , 往 往 有一 些气泡 没有 完全溢 出, 或 由于平衡 破坏 , 使 溶解 了 的气体 又重 新 析 出, 残 留在玻 璃之 中, 这种气 泡叫做 一次 气泡 。一次 气泡 产生 的主要 原 因是 澄清不 良, 影响澄 清不 良的主要 因素 有 :配 合料 中砂子 颗粒粗 细
寡 兮撕
中国 化 工 贸 易
Ch i n a Che mi c a l Tr a d e
曩2 9 一
药用玻璃管气泡线缺 陷产生的原因及解决方法
马 根
0 5 0 0 0 0 ) ( 华 北制药 玻璃分公 司 。河北 石家庄
摘
要 :结合 实际生产 ,对药用玻 璃管出现 气泡线缺 陷的各种情 况进行 了 分析和 总结,并根据 不同的情 况 ,对各种 因素 引起 的气泡等 ,提 出了
2 . 合 理调整 成型管 的位 置及转 速
根据 “操作 法 ”的要求 , 将成 型管 在 马弗 炉 内的位 置 和转 速 调整 至 合适 , 以不 卷入气泡 为准 。结果使 一些粗 的 、长 的气泡线 消失 。
3 . 消除耐火 材料气泡
耐火 材料 所产 生 的气泡 虽然 会经 过很 短一 段 时间 随着生 产逐 渐 自 动消失 , 但 是在 开始 阶段也 会对 生产带 来一 定的影 响 , 这 种气 泡 完全可 以通过 采取一些 措施来 避免 。在 新池 炉和通道 投入使 用前 , 可 以铺上一 层无机 盐 涂层, 以增 加耐火 材料 和玻璃 的相容 性 , 也 可 以用 与产 品一 致 的碎玻 璃进行 高液位 和低液位 的清洗 。 4 . 防止 落入铁质 引起 的气 泡 注 意 配合料 中不 能含 有铁 质 ,料 道结 构要 合 理 ,不 要把 喷 灯等 金
提高药用玻璃管质量的体会

第卷第期年月玻璃与搪瓷 提高药用玻璃管质量的体会。
赖文林”重庆市北碚区金华路号摘要通过几个实际案例分析了药用玻璃管生产上出现气泡、条纹等问题的原因和应对措施简要介绍了天然气拉管池窑设计、运行的一些经验总结以及提高药用玻璃管质量的一些改进措施的建议。
关键词药用玻璃管拉管气泡条纹中图分类号文献标识码文章编号——药品质量人命关天直接接触药品的药用玻璃对化学稳定性和热稳定性的要求很高其中安瓿瓶和管制瓶是药用包装很重要的一部分。
满足药用包装要求的硼硅玻璃具有易挥发、易分层的特点同时丹纳法拉管成型还有受耐火材料配件影响的特殊性。
笔者结合玻璃管管制瓶和安瓿瓶等生产技术经验针对低硼硅药用玻璃管丹纳法拉管在配方配料、熔窑、拉管方面的实践谈一些体会及建议期望与同仁一起探讨、提高。
玻璃管拉制方法及生产特点概述玻管的成型除极少量传统的手工拉制外批量大、质量要求高的更多是机械拉制。
机械拉制成型有水平拉管法和垂直拉管法两种。
垂和维罗法水平拉管法有丹纳法直拉管法有垂直引上法和垂直引下法。
垂直引下拉管法国外在年代已批量生产国内上世纪年代中期在上海工业玻璃一厂试制成功年代中期北京玻璃仪器厂研制成功拉制高硼硅玻璃。
国内前几年在高硼硅太阳能管方面应用很广泛。
垂直引上拉管法早期的仅能用于化工管管径与壁厚误差较大之后精度有所提高咸阳厂玻璃管拉速可达管壁误差小于± 。
设备较复杂耗用动力源较垂直引下法多投资费用较大表面取料对易挥发的玻璃料不适宜。
维罗水平拉管法其在垂直引下法基础上得到了较好的发展在目前高硼硅玻管得到了大面积应用国内在膨胀系数中性硼硅料玻管甲级安瓿也有应用在膨胀系数低硼硅药用管有推广的趋势。
丹纳水平拉管法是目前国内低硼硅药用玻璃管和电光源玻璃管用得最多的一种拉制方法其生产工 收稿日期——作者简介赖文林男从事药用玻璃管、输液瓶、耐热器皿、高白料酒瓶、太阳能管、普通瓶罐等牛产技术工作专注玻璃熔窑设计、修建、烘烤、调试管理和配方配料独立申报了个可提高玻璃产量质量的玻璃窑炉专利并已通过广专利审定。
提高药用玻璃管质量的体会_续_

在原料方面, 特别要注意石英砂颗粒度控制。砂过粗容易造成熔化困难, 我们以前从 20目提高到 40目 后验证, 对玻管条纹和外径合格率是有改善的。粒度过细对均化也不利, 配合料不容易混合均匀, 同时细粉 偏多导致粉尘飞扬对蓄热室堵塞较严重, 这也是硼硅玻璃窑蓄热室使用周期不长的一个原因。
工作池设计也是很关键的, 面积大有利于玻璃液均化但增加能耗, 面积小不利于均化和液流稳定, 特别 是拉管窑周期性更换旋转管导致出料量波动。笔者通过多台 25~ 35 m2 一窑二线窑和一台 49 m2 一窑三线 窑多年的比较和总结, 认为在拉管窑工作池深度合适的情况下, 工作池 /熔化池面积比在 15% ~ 20% 运行效 果比较好。多年前我们在拉管窑工作池尝试分配料道时, 刚开始总是在更换旋转管时碰上奇怪的问题, 间隔 几小时后, 同一个窑的另一线或两线总是外径合格率明显降低, 条纹也明显增加, 有时结石、节瘤也会增多, 当时始终搞不明白原因, 采取多种办法也没能解决。后分析其原因为工作池储料偏少, 出料量陡然降低后, 熔化池和工作池液流平衡被破坏, 死角和底部不动层不均匀的玻璃液进入生产流, 导致成型玻璃成分和温度 不稳定。后采取增大工作池或料道溢料量的方式减少出料量波动影响, 逐步掌握了稳定生产和避免条纹增 多的方法, 但在生产稳定性方面仍不理想。笔者多年前与国外专家技术交流了解到, 其拉管窑检修闸料时在 主料道尾端放溢流平衡窑内液流也是同样的原理。
鼓泡技术是通过鼓泡管向玻璃液内鼓入一定压力的气体, 在玻璃液内加快循环、扩散, 并迅速上升到玻 璃液的表面而破裂, 加速玻璃液的澄清与均化, 增加火焰与玻璃液之间的热交换, 具有挡料及强化熔窑热点 等作用。同时强化玻璃液在垂直方向的对流, 减小上下温差和提高深层玻璃液温度。
浅谈瓶罐玻璃气泡的成因及解决办法

浅谈玻璃瓶罐气泡的种类和解决方法四川天马玻璃有限公司田文忠瓶罐玻璃气泡里一般都有可见的气态夹杂物,是种常见缺陷。
气泡严重影响了产品的外观质量和机械强度。
如何解决气泡问题就显得非常重要了。
1 玻璃瓶罐气泡的种类和表现形式玻璃瓶罐中的气泡大小不一,直径分市从零点几毫米到几毫米, 其形状也各异。
根据大小:气泡可分为灰泡(直径≤0.8mm/)和气泡(直径>0.8 mm)两种,根据形状:气泡可分为球状气泡+椭圆形气泡和线状气泡三种;根据气泡的表现形式可分为以下几种类型:(1)位于瓶外壁用指甲抠或用它物轻敲可破.称为薄皮气泡.(2)散布一大片、数量多的单个小气泡,称为麻点。
(3) 用50倍放大镜下能看见并已形成了空心的麻点,为“睁眼麻点:更小一些,还未形成空心的席点,为“闭跟”麻点(4)瓶壁内几个单独的大气泡.(5)大气泡夹杂了小麻点(6)气泡集中在l0~20mm宽的范围内,从瓶口至瓶底,灰白色扁平椭圆状的一串,气泡较大,称为串泡.2 气泡产生的原因及解决措施玻璃液中的气泡大多由配合料熔化时盐类分解产生的,少数由外来夹杂物在高温下氧化和玻璃液入耐火材料缝隙使其中空气排出而产生.消除气泡方式一:是通过澄清过程中大气泡的逸出(同时带出些小气泡)二:小气泡在冷却过程中溶解来实现的。
因此,气泡缺陷主要是因为澄清剂用量不足、澄清时玻璃液粘度过大和外来夹杂物氧化而产生的,成形过程中也会产生为数不多的气泡。
按工艺流程,气泡产生原因可分为以下三个方面:2.原料及配合料方面澄清剂常用r玻璃的澄清剂有.r;砒、硝酸钠、萤石、幸(化锑等白砒一般与硝酸含Hj.其瞪清机理内砒用鼙一般为配合奉{的0.2 %~0 6 .硝酸钠的引入为白砒的4- 8倍刚为澄清{}’J用星偏!p引起的气泡一般较小, 气泡数因澄清剂用量偏少程度异氧化锑的澄清作用与白砒类似,但SbzOs转化 Sb203的温度略低、因此仅适于作为培制软质玻璃的澄清剂萤石作为澄清剂.主要是通过降低玻璃的高温粘度而达到澄清效果.其用量一般按给配合料引八0、5 %的氟来计葬一原料水分过太原料中水分过大是由砂子带入的: 为使配合料水分控制在3% ~5%.砂子水分应控制在6%~ 8%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
药用玻璃管气泡线缺陷产生的原因及解决方法
摘要:结合实际生产,对药用玻璃管出现气泡线缺陷的各种情况进行了分析和总结,并根据不同的情况,对各种因素引起的气泡等,提出了相应的解决措施,并且在实际生产中取得了良好的效果。
关键词:药用玻璃管气泡线二次气泡
一、引言
玻璃中所产生的气泡是可见的气态夹杂物,是玻璃中极易引起人们注意的玻璃体缺陷,而玻璃管中气泡被拉伸呈线条状,所以称之为气泡线。
它的存在不仅影响到玻璃制品的外观质量,而且会影响到玻璃的透明性和强度,更重要的是,它可能还会影响到所装药品的质量,导致药品变质,所以对药用玻璃管中出现的气泡线缺陷应严格控制。
二、药用玻璃管气泡线产生的原因
气泡产生的原因很复杂,可以说在玻璃生产的任何一个环节和工序只要操作不合理都有可能产生气泡。
1.一次气泡
配合料在熔化过程中,由于各组分之间一系列的化学反应和易挥发组分的挥发释放出大量气体。
其中大部分气体将逸散于空间,剩余的大部分气体将溶解于玻璃液中,少部分气体还以气泡形式存在于玻璃液中。
通过澄清作用可以除去玻璃中的可见气泡。
为加速玻璃的澄清过程,常在配合料中添加少量澄清剂。
但实际上,玻璃澄清完结后,往往有一些气泡没有完全溢出,或由于平衡破坏,
使溶解了的气体又重新析出,残留在玻璃之中,这种气泡叫做一次气泡。
一次气泡产生的主要原因是澄清不良,影响澄清不良的主要因素有:配合料中砂子颗粒粗细不均匀,澄清剂用量不足,投料的温度太低,以及融化和澄清温度偏低。
2.二次气泡
澄清后的玻璃液由于某些原因使所处的条件有所改变就会在玻
璃液内又出现气泡,这类气泡称作二次气泡,或称再生气泡。
这时因为产生的气泡很小,而玻璃液在这一温度范围内的粘度又较大,排除这些气泡非常困难。
造成二次气泡的原因有物理和化学两种,其中物理原因包括玻璃液温度、炉内的压力或机械搅拌调节不合适等。
化学原因主要与玻璃的化学组成和所使用的原料有关,另外与炉内气体介质也有很大关系。
3.操作气泡
在药用玻璃管的成型操作过程中,当采用水平拉管方法(丹纳法),料带在成型管上缠绕时,如果操作不当,料带与成型管外表面之间产生一夹角卷人空气就会产生气泡;这类气泡被称作操作气泡。
另外,成型管的转速应根据不同规格的玻璃管来合理调整,若转速太快,同样会使成型管上出现缠料摩擦气泡。
判断是否为操作气泡最简单最直接的方法是观察料带上是否有气泡,如果没有则可断定是操作气泡,如果有则是在成型之前产生的气泡,就需要另找原因了。
4.耐火材料引起的气泡
玻璃液和耐火材料之间的物理化学作用会引起气泡的产生。
耐火材料本身有一定的气孔率,当接触玻璃液时,由于孔隙的毛细管作用将玻璃液吸入,气孔中的气体被排挤到玻璃液内形成气泡。
这种情况一般发生在新砌的熔炉和通道如更换料道、料槽或吹管投入使用时,常由于开始阶段耐火材料放气而形成气泡,不过这种气泡一般经过很短一段时间会随着生产逐渐自动消失。
使用高质量的耐火材料和适当的熔制温度可以有效地防止耐火材料气泡产生。
5.料道中落入铁质引起的气泡
在实际生产过程中玻璃管产生的气泡线原因还可能是料道中掉入铁质。
掉入铁质的原因是:1、有使用搅拌器的,其铁质零件氧化掉入料道。
2、喷枪咀伸入料道高温氧化后掉入料道。
3、料道与池炉连接处的托铁高温氧化后掉入料道。
4、操作不小心,将料钩等物长时间置于料道或遗忘于料道中。
金属中所含的碳与玻璃中的残气体相互作用排出气体形成气泡。
三、措施及结果
从气泡线的尺寸和特征来看,玻管上存在着各种长短不一、粗细不等的大量气泡线,根据以上对各种气泡线产生原因的分析,在生产中分别采取了不同的措施。
1.提高澄清温度、增加澄清剂用量
我们在料方上做了相应的调整,适当地提高了复合澄清剂
(na2h2sb2o7·4h2o)的用量,由原来的0.27%提高到0.4%。
但
芒硝用量不宜过高。
这两项措施取得了一定的效果,玻管上细小密集的气泡线有所减少,但有时仍有大量较长的气泡线存在。
2.合理调整成型管的位置及转速
根据“操作法”的要求,将成型管在马弗炉内的位置和转速调整至合适,以不卷入气泡为准。
结果使一些粗的、长的气泡线消失。
3.消除耐火材料气泡
耐火材料所产生的气泡虽然会经过很短一段时间随着生产逐渐
自动消失,但是在开始阶段也会对生产带来一定的影响,这种气泡完全可以通过采取一些措施来避免。
在新池炉和通道投入使用前,可以铺上一层无机盐涂层,以增加耐火材料和玻璃的相容性,也可以用与产品一致的碎玻璃进行高液位和低液位的清洗。
4.防止落入铁质引起的气泡
注意配合料中不能含有铁质,料道结构要合理,不要把喷灯等金属铁质伸进料道。
操作细心,避免铁质掉进料道里,同时注意浸入玻璃液内部的部件质量要好,这样就可以最大限度的避免引起落入铁质引起的气泡。
四、结论
气泡产生的原因错综复杂,因此一旦玻璃中出现大量气泡后,需要认真冷静地分析,一般根据气泡的大小尺寸、形状、颜色、分布部位来判断气泡产生的原因,有条件的可以通过光学显微镜、质谱仪、气相色谱仪来科学精确地分析气泡的成分,从而更加准
确地判断气泡产生的原因。
参考文献
[1] 吴柏诚.玻璃制造工艺基础[m].北京:中国轻工业出版社,1986
[2] 西北轻工业学院.玻璃工艺学[m].北京:中国轻工业出版社,1987.
[3] 作花济夫.玻璃手册[m].北京:中国建筑工业出版社,1985.
[4] 凌向东.硫碳着色的农药瓶上大童气泡如何排除[j].玻璃与搪瓷,2001,29(2):20-31.
作者简介:马根,男,籍贯为河北省石家庄,出生于1985年4
月17日,就职于华北制药股份有限公司玻璃分公司,助理工程师,药用玻璃方向。