FANUC 0i-F用户宏程序说明书
FANUC Series 0i F 系统车床系统加工中心系统通用参数说明书B20240CM_01

FANUC Series 0i F 系统车床系统加工中心系统通用参数说明书B20240CM_01FANUC Series 0i F 系统车床系统加工中心系统通用参数说明书一、介绍FANUC Series 0i F系统是一款广泛应用于车床和加工中心的系统。
本文将详细介绍该系统的通用参数,包括机床类型、主轴转速、刀具尺寸、加工精度、电源电压等。
通过了解这些参数,读者可以更好地理解和使用FANUC Series 0i F系统。
二、系统参数1、机床类型FANUC Series 0i F系统适用于不同类型的车床和加工中心,包括数控铣床、数控车床、加工中心等。
机床类型决定了系统的应用范围和功能。
2、主轴转速主轴转速是指机床主轴的旋转速度,通常以每分钟转数(RPM)为单位。
FANUC Series 0i F系统支持的主轴转速范围为50至12,000RPM,可以满足不同加工需求。
3、刀具尺寸FANUC Series 0i F系统支持的刀具尺寸取决于机床的类型和规格。
一般来说,系统支持的标准刀具尺寸范围为0.1至10英寸。
4、加工精度加工精度是衡量机床加工工件精度的指标。
FANUC Series 0i F系统的加工精度取决于机床的制造和调整精度,以及控制系统的精度。
该系统具有高精度定位和重复定位精度,可以满足各种加工要求。
5、电源电压FANUC Series 0i F系统的电源电压通常为三相110V、220V或440V,根据不同的机床需求进行选择。
确保电源电压稳定,以保证系统的稳定运行。
三、功能特点FANUC Series 0i F系统具有以下功能特点:1、高精度加工:系统采用先进的插补算法和伺服控制技术,可实现高精度加工,满足各种复杂零件的加工要求。
2、多种编程语言:支持多种编程语言,如G代码、M代码等,方便用户根据不同的加工需求进行编程。
3、图形界面:提供直观的图形界面,方便用户进行程序编辑、调试和监控。
4、内置PLC功能:系统内置PLC功能,可以实现机床的逻辑控制和故障检测。
FANUC特殊功能指令应用附宏程序教程说明书(1)
Z
#16 K8
#17 I9
I2
D
J2
E
K2
F
I3
#7
K5
R
#8
I6
S
#9
J6
T
#10 K6
U
#18 J9 #19 K9 #20 I10 #21 J10
K10 运算符
运算符 EQ NE GT GE LT LE
含义 等于 (=) 不等于 (≠) 大于 (>) 大于等于 (≥) 小于 (<) 小于等于 (≤)
时钟
接口输入信号 16 位
#1
#100
#2
#101
…
…
…
…
…
…
#32
#198
#33
#199
#500 #501 ….. …… ……. #598 #599
模态变量
刀具补偿信息变量 刀补 C 变量 99 把刀变量
#4001 #4002 ……. #4120
#2001 #2002 …….. #2499
#10001 #10002
功能 第 1 轴外部工件零点偏移值 .. 第 4 轴外部工件零点偏移值 第 1 轴 G54 工件零点偏移值 .. 第 4 轴 G54 工件零点偏移值 第 1 轴 G55 工件零点偏移值 .. 第 4 轴 G55 工件零点偏移值 第 1 轴 G56 工件零点偏移值 .. 第 4 轴 G56 工件零点偏移值 第 1 轴 G57 工件零点偏移值 .. 第 4 轴 G57 工件零点偏移值 第 1 轴 G58 工件零点偏移值 .. 第 4 轴 G58 工件零点偏移值 第 1 轴 G59 工件零点偏移值 .. 第 4 轴 G59 工件零点偏移值 第 1 轴工件零点偏移值(G54.1 P1) .. 第 4 轴工件零点偏移值 (G54.1 P1) 第 1 轴工件零点偏移值 (G54.1 P2) .. 第 4 轴工件零点偏移值 (G54.1 P2)
广数凯恩帝FANUCiO+宏变量代码教学教材
广数凯恩帝F A N U C i O+宏变量代码广数控218加工中心:M 代码功能。
M30 程序结束并返回程序头,加工件数加1 M02 程序结束并返回程序头,加工件数加1 M98 调用子程序M99 子程序结束返回/重复执行M00 程序暂停M01 程序选择暂停M03 主轴正转M04 主轴反转M05 主轴停转M06 换刀M08 冷却开M09 冷却关M10 A 轴松开M11 A 轴夹紧M16 刀具控制松刀M17 刀具控制夹刀M19 主轴定向M20 主轴空档指令M21 还刀时的寻刀代码M22 抓新刀时的寻刀代码M23 刀库摆到主轴位代码M24 刀库摆回原位代码M26 启动冲屑水阀M27 关闭冲屑水阀M28 取消刚性攻丝M29 刚性攻丝M32 润滑开M33 润滑关M35 启动螺旋排屑传输器M36 关闭螺旋排屑传输器M44 主轴吹气开启M45 主轴吹气关闭M50 自动换刀开始M51 自动换刀结束M53 判断换刀后刀具是否正确M55 判断主轴是否有刀凯恩帝1000G00 定位(快速移动)G01 直线插补(切削进给)G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 暂停, 准停G10 偏移值设定G17 XY平面选择G18 ZX平面选择G19 02 YZ平面选择G20 英制数据输入G21 公制数据输入G27 返回参考点检查G28 返回参考点G29 从参考点返回G31 测量功能G39 拐角偏移圆弧插补*G40 刀具半径补偿注消G41 左侧刀具半径补偿G42 右侧刀具半径补偿G43 正方向刀具长度偏移G44 负方向刀具长度偏移G49 刀具长度偏移注消G54 工件坐标系1G55 工件坐标系2G56 工件坐标系3G57 工件坐标系4G58 工件坐标系5G59 工件坐标系6G65 宏程序命令G73 钻深孔循环G74 左旋攻丝循环G76 精镗循环G80 固定循环注销G81 钻孔循环(点钻循环)G82 钻孔循环(镗阶梯孔循环) G83 深孔钻循环G84 攻丝循环G85 镗孔循环G86 钻孔循环G87 反镗孔循环G88 镗孔循环G89 镗孔循环G93 攻丝固定循环G90 绝对值编程G91 增量值编程G92 坐标系设定G94 每分进给G95 每转进给G98 在固定循环中返回初始平面G99 返回到R点(在固定循环中)FANUC io指令大全G 代码分为下面两类:非模态G 代码 G 代码只在指令它的程序段中有效。
FANUC用户宏程序编程操作说明
FANUC用户宏程序编程操作说明一、宏程序的概念和作用宏程序是一种FANUC机器人控制器中的编程语言,用于定义和执行一系列操作指令。
宏程序可以通过使用特定的编程语法,实现自动化的工作过程。
在机器人控制器上创建和调用宏程序可以有效提高生产效率,减少人力成本。
4.确认并保存宏程序。
确保没有语法错误,并将其保存在机器人控制器的内存中。
三、宏程序的调用和执行1.在主程序中调用宏程序。
可以使用特定的指令来调用已创建的宏程序,以便在工作流程中执行相关的任务。
2.配置宏程序的输入参数。
在调用宏程序之前,可以设置相关的输入参数,以便宏程序能够根据不同的情况执行不同的动作。
3.执行宏程序。
一旦宏程序被调用和配置完成,机器人控制器将根据宏程序中定义的指令序列依次执行相应的动作。
4.检查宏程序执行结果。
可以通过监视机器人、制作运动轨迹的视觉效果或通过输出信号检查机器人执行宏程序后的运动状态,确保宏程序的执行效果符合预期。
四、宏程序的调试和优化1.进行宏程序的语法和逻辑检查。
在调用和执行宏程序之前,可以使用FANUC机器人控制器提供的调试工具对宏程序进行语法和逻辑检查,以确保程序的正确性。
2.调整宏程序的时间和空间复杂度。
根据实际应用需求和机器人控制器的性能,可以对宏程序进行适当的优化,以减少程序执行时间和占用的内存空间。
3.进行宏程序的场景仿真。
在实际生产环境之前,可以使用机器人控制器提供的仿真工具对宏程序进行虚拟场景的测试,以确保宏程序的执行效果满足预期,同时减少实际生产中的错误和故障。
五、宏程序的应用示例1.示教和运动控制:通过将示教动作转化为相应的宏指令,可以实现机器人在特定位置和角度上的运动控制,以完成精确的操作。
2.任务自动化:将一系列任务步骤组织成宏程序,可以实现从物料处理到产品组装等一系列任务的自动化执行。
3.智能感应:通过编写合适的宏指令,可以实现机器人对环境的感知和判断,并根据实际情况自动调整动作和运动轨迹。
FANUC Series 0i F 系统车床系统加工中心系统通用参数说明书B-64610CM_01.PDF
B-63943EN-2 B-66263EN B-63943EN-3
PMC PMC PROGRAMMING MANUAL(PMC 编程说明书) 网络相关说明书
B-64513EN
PROFIBUS-DP Board CONNECTION MANUAL(PROFIBUS-DP 板连接说明书) Fast Ethernet / Fast Data Server 操作说明书 DeviceNet Board CONNECTION MANUAL(DeviceNet 板连接说明书) FL-net Board CONNECTION MANUAL(FL-net 板连接说明书) CC-Link Board CONNECTION MANUAL(CC-Link 板连接说明书) 操作指南功能相关说明书 MANUAL GUIDE i (车床系统/加工中心系统通用)操作说明书 MANUAL GUIDE i (加工中心系统)操作说明书 MANUAL GUIDE i 作业准备支援功能 操作说明书 MANUAL GUIDE 0i 操作说明书 TURN MATE i 操作说明书
B-63993EN B-64014CM B-64043EN B-64163EN B-64463EN
B-63874CM B-63874CM-2 B-63874CM-1 B-64434CM B-64254CM
Dual Check Safety Dual Check Safety CONNECTION MANUAL(连接说明书)
机型名称
FANUC Series 0i–TF FA–TF 0i –MF
简称 Series 0i–F
Series 0i
注释
1 为了便于说明,有的情况下按照如下方式的记述来说明各机型。 ·0i –TF: 车床系统(T 系列) ·0i –MF: 加工中心系统(M 系列)
宏程序
每一章、宏程序基础理论一、FANUC 0i 系统的用户宏程序用户宏程序功能A----标准配置功能用户宏程序功能B----非标准配置功能(大多数机床都支持)功能A使用G65Hm格式,极不直观,可读性差,一般不用。
功能B着重讲解。
A功能:例如G65Hm P#i Q#j R#kG65H21 P#i Q#j #i=SQRT[#j]G65H31 P#i Q#j R#k #i=#j×SIN[#k]二、变量普通加工程序直接用数值指定G代码和移动距离G01X100.,使用用户宏程序时,数值可以直接指定或用变量指定,当用变量时,变量值可用程序或由MDI设定或修改。
#1=#2+5G01 X#1 F2001、变量表示#+变量号:#10 、#100表达式可用于指定变量号,但表达式必须封闭:#[#1+#2]2、变量的类型系统变量:用于系统内部运算时各各种数据的存储。
用户变量:局部变量,用户可以单独使用公共变量, 用户可以单独使用FANUC Oi变量类型3、小数点的省略当在程序中定义变量值时,整数值的小数点可以省略。
如:当定义#11=121,变量#11的实际值是121.000。
4、变量的引用1)、用表达式指定变量时,必加括号。
G1X[#1+#2]F#3.2)、自动以1/1000单位四舍五入。
#11=12.3456#11=12.3463)、在#号前加负号:G00X-#14)、当#11=5,#12值是空时,G00X#11 Y#12 G00 X5.当变量值是空时,则意味着该变量所对应的地址根本不存在,不生效。
与变量值为“0”不同。
5)、使用ISO代码编程时,可用“#”,使用EIA代码编程时,可用“&”。
5、算术和逻辑运算常用:加减法#i=#j+#k#i=#j-#k乘、除法#i=#j*#k#i=#j/#k正、余弦#i=SIN[#j]#i=COS[#j]反正、余弦#i=ASIN[#j]#i=ACOS[#j]正切、反正切#i=TAN[#j]#i=ATAN[#j]平方根#i=SQRT[#j]绝对值#i=ABS[#j]上取整#i=FIX[#j]#1=1.9#2=-1.9#3=FIX[#1]#3=1#3=FIX[#2]#3=-1下取整#i=FUP[#j]#1=1.2#2=-1.2#3=FUP[#1]#3=2#3=FUP[#2]#3=-26、赋值与变量赋值是指将一个数据赋予一个变量,如:#1=0规律:1)、赋值号“=”两边内容可随意互换,左边只能是变量,右边可以是表达式、数值或变量。
发那科 0i-F功能使用技巧

0i-F 新功能及使用技巧目录 Contents 0i-F 传输功能0i-F CF 卡在线编辑功能0i-F 数据自动备份功能 0i-F 自动分中功能0i- F Function Block 功能Part 1 Part 2 Part 3 Part 4 Part 5 0i- F FSSB 智能刚性攻丝Part 6 Servo Guide 伺服调试方法Part 7Part 1 0i-F传输USBPC 互传✓实现CF 卡与USB 程序互传 ✓实现CF 卡与PC 程序互传✓实现PC 的程序传输至USB只需四步即可实现程序互传✓设备选择选择程序传出设备(M-卡、USB内存、内嵌)✓复制复制所要传输的程序✓设备选择选择程序传入设备(M-卡、USB内存、内嵌)✓粘贴粘贴所复制的程序,完成程序传输。
注:编辑模式下进行复制、粘贴操作。
按注:当参数REP(No.3201#2)=1时,传输相同文件名至CNC系统内存时,将覆盖原来的程序。
Step1 修改I/O 通道号I/O 通道号设定值 CF 卡4 USB17 内嵌网(PC ) 9急停或MDI 模式 按 按Step2 以CF卡与CNC内存互传为例编辑模式按按按按按按方法一方法二方法一:复制、粘贴,与前面叙述的CF卡/USB互传的复制、粘贴方法一致。
注:PC的文件不能通过复制、粘贴方法传输至CNC内存,PC传输至 CNC只能使用方法二。
方法二:读入、输出程序,此处讲解方法二的操作步骤。
推荐使用方法二。
0i-F 传输—CF卡/USB/PC与CNC内存互传1.3Step2 以CF卡与CNC内存互传为例方法二完成CF卡中的程序,<SAMPLE>传输至CNC。
CNC内存传输至CF卡的方法一样。
0i-F 传输—程序传入CNC内存的格式要求1.41、通过复制、粘贴将程序传输至CNC系统内存,程序需要严格的格式要求。
否则会出现“指定数据错误”报警。
检查程序格式:%<文件名> ……..程序内容………% 注:检查程序开头、结尾是否有%,程序名称是否在<>里面。
FANUC用户宏程序详解 PPT

主要内容:
一、变量 二、运算指令 三、控制指令 四、简单练习 五、系统变量 六、宏程序调用
主程序
宏程序
宏程序的适用范围:
✓ 形状类似但大小不同(圆、方及其它) ✓ 大小相同但位置不同(组孔、阵列等) ✓ 特殊形状(椭圆、球等) ✓ 自动化功能(刀具长度测量、生产管理等) ✓ 其它
用<空>赋值
当#1=<空>时
#2=#1 ↓ #2=<空>
#2=#1﹡5 ↓ #2=0
#2=#1+#1 ↓ #2=0
当#1=0时
#2=#1 ↓ #2=0
#2=#1﹡5 ↓ #2=0
#2=#1+# 1 ↓ #2=0
条件表达式 指令
#2 EQ #1 #2 NE #1 #2 GT #1 #2 LT #1 #2 GE #1 #2 LE #1
• 改变引用变量的值的符号,要把负号放在#的前面
G00 X-#1;
• 当引用未定义的变量时,变量及地址字都被忽略
G00 X#1 Y#2; 当#1=0,#2为空时,
G00 X0;
• 程序号、顺序号和任选程序段跳转号不能使用变量
O#1; N#3 Y200.0; /#2 G00 X10.;
4.未定义变量
2.将光标移至欲设定的变量 号上。
• 键入变量号并按 键
• 按换页键 、
和
.变量的使用
表示方法
# i = <表达式>
将计算结果赋值 给对应的变量号
常数、变量、函数 和运算符的组合
#1= #2 + 100 ; #1= #2 + #18 * SIN[#5] ;
ROUND ABS
FANUC Series 0i F 系统加工中心系统操作编程说明书B-64604CM-2_01.PDF

FANUC Series 0+-MODEL F加工中心系统操作说明书B-64604CM-2/01·本说明书的任何内容不得以任何方式复制。
·本机的外观及规格如需改良而变更,恕不另行通知。
本说明书中所载的产品,受到日本国《外汇和外国贸易法》的限制。
从日本将这些出口到其他国家时,必须获得日本国政府的出口许可。
另外,将该产品再出口到其他国家时,应获得再出口该产品的国家的政府许可。
此外,该产品可能还受到美国政府的再出口法的限制。
若要出口或者再出口此类产品,请向FANUC公司洽询。
本说明书中记载的商品是在严格的质量管理下制造的,在因本商品的故障而预测会导致重大事故或者损失时,请对安全进行充分考虑。
我们试图在本说明书中描述尽可能多的情况。
然而,要在本说明书中注明所有禁止或不能做的事宜,需要占用说明书的大量篇幅,所以本说明书中没有一一列举。
因此,对于那些在说明书中没有特别指明可以做的事,都应解释为“不可”。
B-64604CM-2/01安全使用须知安全使用须知为了更加安全地使用CNC装置附带的机床(以下简称“机床”),“安全使用须知”描述与CNC装置相关的安装注意事项。
用户所使用的某些CNC装置虽然没有相对应的功能,但已经标上了该项注意事项,用户在阅读时可以忽略。
有关机床的安全注意事项,请参阅机床制造商提供的说明书。
凡是编写机床程序和进行机床操作的作业人员,必须在充分理解机床制造商提供的说明书和本说明书的内容后再使用。
目录警告、注意和注释........................................................................................................................................................................s-1 一般警告和注意............................................................................................................................................................................s-1 与编程有关的警告和注意............................................................................................................................................................s-2 与操作有关的警告和注意............................................................................................................................................................s-3 与日常维护有关的警告................................................................................................................................................................s-4警告、注意和注释本说明书包括保证操作人员人身安全以及防止机床损坏的有关安全的注意事项,并根据它们在安全方面的重要程度,在正文中以“警告”和“注意”来叙述。
FANUC宏程序详解-PPT

计算SIN0~SIN90的值并赋 值给#500~#509
O9999; #1=0; WHILE[#1 LE 9] DO1;
#[500+#1]=SIN[#1*10] ; #1=#1+1; END1; M30;
43
O9999; #1=501; #506=#500; WHILE[#1 LE 505] DO1; IF[#506 GT #[#1] ] GOTO1; #506=#[#1]; N1 #1=#1+1; END1; M30;
例: #10, #1005 ▪ 表达式也可以用于指定变量号,需封闭在括号中。
例: #[#2-1], #[#500/2] ▪ 可在程序段结尾加注释说明变量内容,需用括号封
闭。 例: #2=#3-1(TOOL NUMBER);
10
变量的种类
11
变量的范围
12
变量的显示
2.变量的显示与设定
1.按下MDI面板上 的功能键 OFFSET
44
时间信息
示例
TTING值
47
镜向
48
G00 X-#1;
19
• 当引用未定义的变量时,变量及地址字都被忽略
G00 X#1 Y#2; 当#1=0,#2为空时,
G00 X0;
• 程序号、顺序号和任选程序段跳转号不能使用变量
20
O#1; N#3 Y200.0; /#2 G00 X10.;
4.未定义变量
当变量值未定义时,这样的变量成为<空>变量 • 变量#0 总是空变量,它不能写只能读 未定义变量的引用
✓FANUC宏程序详解
主要内容:
一、变量 二、运算指令 三、控制指令 四、简单练习 五、系统变量 六、宏程序调用
fanuc机床宏程序助手软件说明
使用帮助手册 版本080418Macrohelper宏程序助手宏程序助手目录欢迎使用宏程序助手 2Macrohelper介绍 3宏程序分析功能 4宏程序流线图编程 6制作FANUC宏程序格式菜单9FANUC程序密码破解13宏变量工具15)宏程序助手)欢迎使用Macrohelper(宏程序助手宏程序助手(Macrohelper)是针对FANUC用户宏程序系统而开发的软件。
你可以使用它来分析FANUC的用户宏程序,利用流线图进行编程或自己开发格式菜单,并且还可以破解FANUC的宏程序保护密码。
关于这本帮助手册在这本手册中,你将会了解到Macrohelper的基础知识。
我将向你显示最重要的屏幕对话框并演示应遵循的步骤,这些内容都有独立的结构,你可以从任意一章开始。
有关鼠标、窗口操作、下拉菜单等的预先经验是有用的,你最好熟悉FANUC系统的基本知识及FANUC宏程序的基本原理。
这本手册是以Macrohelper v0.8为基础来编写的,因此手册所展示的某些功能及窗口可能与你现有的其他版本的Macrohelper有所差别。
有关Macrohelper的其它信息如果你在使用了Macrohelper后,对软件有任何意见或疑问可以致信给软件作者:foxlovervip@。
或登入/macrohelper。
祝你好运!FoxloverMacrohlper介绍主要功能Macrohelper是FANUC宏程序编程的辅助工具,它包括多个功能模块。
你可以在软件的起始画面,对功能进行选择。
软件图标:软件启始画面。
启始画面的菜单选项。
Macrohelper v0.8一共包括四个主要功能:分析宏程序、宏程序流线图编程、FANUC格式菜单制作及破解宏程序密码。
一个辅助工具:宏变量工具。
关于注册Macrohelper基本是一个免费及自由的软件,只有宏程序密码破解功能需要注册后才能开放使用限制。
软件的注册功能会在Macrohelper v1.0中加入,此前版本的软件不具备注册功能。
FANUC-0系统操作编程说明书

FANUC-- 0系统操作编程说明书錯誤! 找不到目錄項目。
第一篇:编程1. 综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
一般可编程功能分为两类:一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母G以及两位数字组成,也被称为G代码。
另一类功能被称为辅助功能,用来完成程序的执行控制、主轴控制、刀具控制、辅助设备控制等功能。
在这些辅助功能中,Tx x用于选刀,Sx x x x用于控制主轴转速。
其它功能由以字母M与两位数字组成的M代码来实现。
1.2 准备功能本机床使用的所有准备功能见表1.1:表1.1从表1.1中我们可以看到,G代码被分为了不同的组,这是由于大多数的G代码是模态的,所谓模态G代码,是指这些G代码不只在当前的程序段中起作用,而且在以后的程序段中一直起作用,直到程序中出现另一个同组的G代码为止,同组的模态G代码控制同一个目标但起不同的作用,它们之间是不相容的。
00组的G代码是非模态的,这些G代码只在它们所在的程序段中起作用。
标有*号的G代码是上电时的初始状态。
对于G01和G00、G90和G91上电时的初始状态由参数决定。
如果程序中出现了未列在上表中的G代码,CNC会显示10号报警。
同一程序段中可以有几个G代码出现,但当两个或两个以上的同组G代码出现时,最后出现的一个(同组的)G代码有效。
在固定循环模态下,任何一个01组的G代码都将使固定循环模态自动取消,成为G80模态。
1.3 辅助功能本机床用S代码来对主轴转速进行编程,用T代码来进行选刀编程,其它可编程辅助功能由M代码来实现,本机床可供用户使用的M代码列表如下(表1.2):表1.2一般地,一个程序段中,M代码最多可以有一个。
2. 插补功能2.1 快速定位(G00)G00给定一个位置。
格式:G00 IP⎽;IP⎽在本说明书中代表任意不超过三个进给轴地址的组合,当然,每个地址后面都会有一个数字作为赋给该地址的值,一般机床有三个或四个进给轴即X,Y,Z ,A所以IP⎽可以代表如X12. Y119. Z-37. 或X287.3 Z73.5 A45. 等等内容。
法兰克fanuc系统编程用户宏程序教程
法兰克Fanuc系统编程用户宏程序教程一、认识法兰克Fanuc系统法兰克Fanuc系统是数控机床领域中广泛应用的一种控制系统,其强大的编程功能为用户提供了极大的便利。
在本教程中,我们将重点介绍用户宏程序的编写与应用,帮助您更好地掌握法兰克Fanuc系统的编程技巧。
二、宏程序基础知识1. 宏程序概念宏程序是一种简化编程过程的方法,它允许用户将复杂的操作步骤封装成一个程序,以便在后续编程中重复调用。
通过使用宏程序,可以大大提高编程效率。
2. 宏程序分类法兰克Fanuc系统中的宏程序分为两类:系统宏程序和用户宏程序。
本教程主要针对用户宏程序进行讲解。
3. 宏程序编写原则(1)简洁明了:尽量使宏程序结构清晰,便于阅读和维护。
(2)通用性强:编写宏程序时,要考虑其在不同场景下的适用性。
(3)易于扩展:预留接口,方便后期对宏程序进行功能扩展。
三、用户宏程序编写步骤1. 确定宏程序功能在编写宏程序之前,要明确宏程序需要实现的功能。
例如,可以实现一个用于加工圆形轮廓的宏程序。
2. 设计宏程序结构(1)宏程序参数:定义输入输出参数,以便在不同场景下调用。
(2)宏程序主体:实现宏程序功能的代码部分。
(3)宏程序调用:在其他程序中调用宏程序。
3. 编写宏程序代码(1)宏程序参数定义:100 = 圆心X坐标101 = 圆心Y坐标102 = 半径103 = 起始角度104 = 终止角度(2)宏程序主体:200 = 100 + 102 COS[103]201 = 101 + 102 SIN[103]G01 X[200] Y[201]IF [103 LT 104] THEN103 = 103 + 1GOTO 100ENDIF(3)宏程序调用:G65 P1000 A100 B101 C102 D103 E104法兰克Fanuc系统编程用户宏程序教程五、实战演练:编写一个钻孔宏程序在这一部分,我们将通过一个具体的实例,来实践如何编写一个用于钻孔的宏程序。
FANUC宏程序编程讲解学习

FANUC 宏程序编程运算符运算符由 2 个字母组成,用于两个值的比较,以决定它们是相等还是一个值小于或大于另一个值。
注意,不能使用不等号示例程序运算符E QN EG TG EL TL E下面的程序计算数值 1~10 的总和含义等于( =)不等于大于大于或等于小于小于或等于O9500 ;#1=0 ;………………………………… .存储和的变量初值#2=1 ;………………………………… .被加数变量的初值N1 IF[#2GT 10]GOTO 2 ;…………… .当被加数大于 10 时转移到 N2#1=#1+#2 ;…………………………… .计算和#2=#2+#1 ;…………………………… .下一个被加数GOTO 1 ;……………………………… 转移到 N1N2M30;................................................程序结束算术和逻辑运算功能格式备注定义#i=#j:加法#i=#j+#k减法#i=#j-#k乘法#i=#j*#k除法#i=#j/#k正弦#i=SIN[#j]: 角度以度指定 090 度 30反正弦余弦#i=ASIN[#j]:#i=COS[#j]:分表示为 90.5 度反余弦#i=ACOS[#j]: 正切#i=TAN[#j]: 反正切#i=ATAN[#j]: 平方根#i=SQRT[#j]:绝对值#i=ABS[#j]:舍入#i=ROUND[#j]:上取整#i=FIX[#j]:下取整#i=FUP[#j]:自然数对数#i=LN[#j]:指数函数#i=EXP[#j]:或#i=#jOR#k: 逻辑运算一位一位地按异或#i=#jXOR#k: 二进制数执行与#i=#jAND#k:从 BCD 转为 BIN #i=BCD#j;用于与 PMC 的信号交换从 BIN 转为 BCD #i=BCD#j;角度单位:SIN、ASIN、COS、ACOS、TAN 和ATAN 的角度单位是度ARCSIN #i=ASIN[#j]:●取值范围如下:当参数(N0.6004¥0) NAT 位设为 0 时, 270~90 度;当参数(N0.6004¥0) NAT 位设为 1 时, -90~90 度。
FANUC特殊功能指令应用附宏程序教程说明书(1)
在编制零件的数控加工程序时, 经常会遇到一些特殊结构的零件,需 要加工的部位,其结构相同或相似并 且按照一定的规律分布。对于编程中 常见的圆周等分、矩阵等分的孔的加 工,我们可以采用厂家提供的固定循 环程序来解决,但对于一些特殊零件, 其分布的加工部位结构可能是二维和 三维轮廓。针对这种情况,我们也可以 采取编写子程序的方法,将加工内容 相同的部分编成子程序,然后由主程 序多次调用,以此来达到简化程序的 目的。
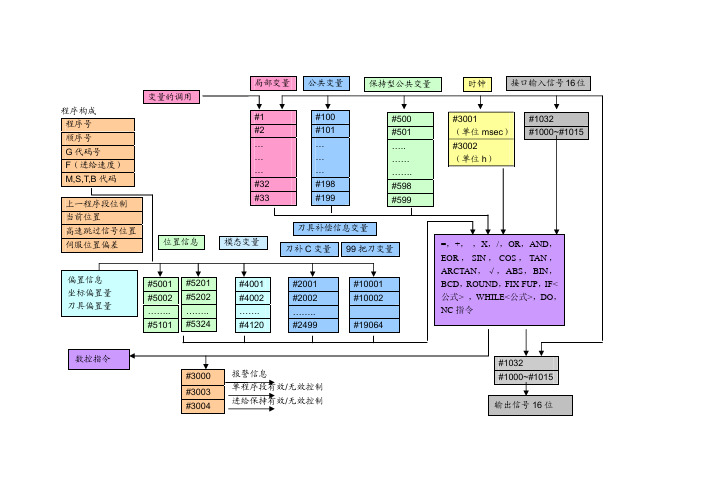
程序构成 程序号 顺序号 G 代码号 F(进给速度) M,S,T,B 代码
变量的调用
上一程序段位制 当前位置 高速跳过信号位置 伺服位置偏差
位置信息
偏置信息 坐标偏置量 刀具偏置量
#5001 #5002 …….. #5101
#5201 #5202 …….. #5324
局部变量 公共变量
保持型公共变量
和补偿值等。
接口信号是可编程机床控制器PMC 和用户宏程序之间交换的信号
变量
功能
#1000~#1015 把16位信号从PMC送到用户宏程序。变量#1000到#1015用于按位读取信
#1032
号。变量#1032用于一次读取一个16位信号
#1100~#1115 把16位信号从用户宏程序送到PMC。变量#1100到#1115用于按位写信号。
..
……….. ………
..
#4022 ………
22
#4102 B CODE
#4107 #4109 #4111 #4113 #4114 #4115 #4119 #4120 #4130
D CODE F CODE H CODE M CODE Sequence number Program number S code T code P code
FANUC_0i系列操作编程说明书

参考资料:FANUC O系列操作编程说明书第一篇:编程5 1.综述5 1.1可编程功能5 1.2准备功能51.3辅助功能72.插补功能8 2.1快速定位(G00)8 2.2直线插补(G01)82.3圆弧插补(G02/G03)93.进给功能11 3.1进给速度11 3.2自动加减速控制11 3.3切削方式(G64)11 3.4精确停止(G09)及精确停止方式(G61) 123.5暂停(G04) 124.参考点和坐标系13 4.1机床坐标系13 4.2关于参考点的指令(G27、G28、G29及G30) 13 4.2.1 自动返回参考点(G28)13 4.2.2 从参考点自动返回(G29)13 4.2.3 参考点返回检查(G27)14 4.2.4 返回第二参考点(G30)14 4.3工件坐标系15 4.3.1 选用机床坐标系(G53)15 4.3.2 使用预置的工件坐标系(G54~G59)15 4.3.3 可编程工件坐标系(G92)16 4.3.4 局部坐标系(G52) 164.4平面选择175.坐标值和尺寸单位185.1绝对值和增量值编程(G90和G91)186.辅助功能19 6.1M代码19 6.1.1 程序控制用M代码19 6.1.2 其它M代码19 6.2T代码19 6.3主轴转速指令(S代码) 206.4刚性攻丝指令(M29)207.程序结构21 7.1程序结构21 7.1.1 纸带程序起始符(Tape Start) 21 7.1.2 前导(Leader Section) 21 7.1.3 程序起始符(Program Start) 217.1.4 程序正文(Program Section) 21 7.1.5 注释(Comment Section) 21 7.1.6 程序结束符(Program End) 21 7.1.7 纸带程序结束符(Tape End) 22 7.2程序正文结构22 7.2.1 地址和词22 7.2.2 程序段结构227.2.3 主程序和子程序238.简化编程功能25 8.1孔加工固定循环(G73,G74,G76,G80~G89) 25 8.1.1 G73(高速深孔钻削循环)28 8.1.2 G74(左螺纹攻丝循环)29 8.1.3 G76(精镗循环) 29 8.1.4 G80(取消固定循环) 30 8.1.5 G81(钻削循环) 30 8.1.6 G82(钻削循环,粗镗削循环) 31 8.1.7 G83(深孔钻削循环) 31 8.1.8 G84(攻丝循环) 32 8.1.9 G85(镗削循环) 32 8.1.10 G86(镗削循环) 32 8.1.11 G87(反镗削循环) 33 8.1.12 G88(镗削循环) 33 8.1.13 G89(镗削循环) 34 8.1.14 刚性攻丝方式348.1.15 使用孔加工固定循环的注意事项359.刀具补偿功能36 9.1刀具长度补偿(G43,G44,G49) 36 9.2刀具半径补偿36 9.2.1 补偿向量36 9.2.2 补偿值36 9.2.3 平面选择36 9.2.4 G40、G41和G4236 9.2.5 使用刀具半径补偿的注意事项37第二篇:NC操作381.自动执行程序的操作38 1.1CRT/MDI操作面板38 1.1.1 软件键38 1.1.2 系统操作键38 1.1.3 数据输入键38 1.1.4 光标移动键38 1.1.5 编辑键和输入键38 1.1.6 NC功能键38 1.1.6 电源开关按钮39 1.2MDI方式下执行可编程指令39 1.3自动运行方式下执行加工程序39 1.3.1 启动运行程序391.3.2 停止运行程序392.程序验证和安全功能40 2.1程序验证功能40 2.1.1 机床闭锁402.1.2 Z轴闭锁40 2.1.3 自动进给的倍率40 2.1.4 快速进给的倍率40 2.1.5 试运行40 2.1.6 单程序段运行402.2安全功能402.2.1 紧急停止402.2.2 超程检查403.零件程序的输入、编辑和存储41 3.1新程序的注册41 3.2搜索并调出程序41 3.3插入一段程序41 3.4删除一段程序41 3.5修改一个词423.6搜索一个词424.数据的显示和设定43 4.1刀具偏置值的显示和输入43 4.2G54~G59工件坐标系的显示和输入43 4.3NC参数的显示和设定434.4刀具表的修改445.显示功能45 5.1程序显示455.2当前位置显示456.在线加工功能46 6.1有关参数的修改:466.2有关在线加工的操作. 467.机床参数的输入﹑输出478.用户宏B功能49 8.1变量49 8.1.1变量概述498.1.2系统变量508.2算术和逻辑操作55 8.3分支和循环语句56 8.3.1无条件分支(GOTO语句)56 8.3.2条件分支(IF语句)57 8.3.3循环(WHILE语句)57 8.3.4注意58 8.4宏调用58 8.4.1简单调用(G65)58 8.4.2、模调用(G66、G67)60 8.4.3G码调用宏61 8.4.4、M码调用宏618.4.5M码调用子程序62 8.4.6T码调用子程序62 8.5附加说明62附录1:报警代码表641.程序报警(P/S报警) 642.伺服报警653.超程报警664.过热报警及系统报警66第一篇:编程1. 综述1.1 可编程功能通过编程并运行这些程序而使数控机床能够实现的功能我们称之为可编程功能。
FANUC0i系统_宏程序教学教材

2.非规则曲面的编程方法
(1)自动编程法
(2)宏程序法
宏程序的编程加工,一般是采用厂方所提供的宏程
序(或用户自行开发的宏程序)通过对变量进行赋值及处
理后完成程序的加工任务。 普通加工程序直接用数值指定G代码和移动距离;例
如,G01X100.0Z2.0。 使用用户宏程序时,数值可以直接指定或用变量指
表3 比较运算符
运算符
含义
EQ 相等equal to (=)
NE 不等于not equal to (≠)
GT 大于Greater than (>)
GE 大于等于greater than or equal to(≥)
LT 小于less than (<)
LE 小于等于less than or equal to (≤)
定。当用变量时,变量值可用程序或用MDI 面板上的 操作改变。
二、宏程序编程 1、变量的表示
一个变量由符号“#”和变量序号组成,如:#i (i=1, 2,3,…),此外,变量还可以用表达式进行表示,但 其表达式必须全部写入方括号“[ ]”中。
例: #100,#500,#5,#[#1+#2+10];
5、宏程序指令
(1)无条件转移
格式:GOTO n; n——(转移到的程序段)顺序号
例:GOTO1;
GOTO#10;
(2)条件分支IF语句
在IF后指定一条件,当条件满足时,转移到顺序号为n的程
序段,不满足则执行下一程序段。
格式:
例:O0002(宏程序)
IF [表达式] GOTOn;
N5 IF
…;
[#3GT90.0]GOTO10; …;
FANUC系统用户宏程序
……
ENDm;
……说明:①在条件成立期间,执行WHILE之后的DO到END间的程序。条件不成立时,执行END的下一个程序段。条件式和运算符与IF语句相同。DO和END后的m数值是指定执行范围的识别号,可使用1,2,3,非1,2,3时报警。
②嵌套:在DO~END之间的循环识别号(1~3)可使用任意次,但是不能执行交叉循环,否则要报警,如表6-20所示。
宏程序的最大特征有以下几个方面:
(1)可以在宏程序主体中使用变量。
(2)可以进行变量之间的演算。
(3)可以用宏程序命令对变量进行赋值。
使用宏程序时的主要方便之处在于由于可以用变量代替具体数值,因而在加工同一类的工件时,只需将实际的值赋与变量既可,而不需要对每一个零件都编一个程序。
例:a=10,b=20,c=5,d=8时其精加工轨迹运行程序为:
如上述所示,当加工同一类,但只是尺寸不同的工件时,只需改变宏命令的数值即可,而没有必要针对每一个零件都编一个程序。
2.变量在一般的加工程序中,G代码移动距离可直接用数值指令,如G00X100.0。但在用宏程序中,数值可直接指定,也可用变量号指定。因此,变量是指可以在宏主体的地址上代替具体数值,在调用宏主体时再用引数进行赋值的符号:#i(i=1,2,3……)。使用变量可以
条件成立→执行N60G00G91X10.0;
说明:①条件式是由比较的2个变量之间,或一个常量与一个变量之间,写上比较运算符,然后再用方括号[]全部括起来而构成的。不用变量,也可用运算式。
②运算符是由2个英文字母构成,用来判断大、小或相等的,如表6-18所示。
表6-18
运算符运算符意义EQ等于(=)
NE不等于(≠)
0I-F简明调试手册

编
第二轴 码 (K17)
器 编
第一轴 码 (K17)
器
JF3(N)
JF2(M)
(K27)
JF1(L)
制动器控制
(Z轴有抱闸的情况下需连接)
MCC
交流220V 交流220V
24V模块
DC 24V
交流220V 交流220V 交流220V
控
控
制
制
接触器
交流220V 交流220V 交流220V
电抗器
交流220V输 出
2
1. 0i-F 常见机型整体硬件连接
1.1 FS 0i-F αi-B 放大器+串行主轴
3
1.2 FS 0i-F βiSVSP-B 一体型放大器+串行主轴
0i MF/TF 综合接线图(βi -B一体型放大器+串行主轴)
BEIJING-FANUC
(K1) DC24V
CP1 CP2
FANUC 标准机床操作面板
2. 电缆明细 ................................................................................................................................................ 8 3. 通电前的检测项目 .............................................................................................................................. 21
第一轴电机编码器 第二轴电机编码器 第三轴电机编码器 主轴电机励磁状监控