双底吹连续炼铜(中英文)2013.07
冰铜吹炼

总反应:
2FeS(l)+3O2(g)+SiO2(s)=2FeO ∙SiO2(l)+2SO2(g)
△H=-1029.6 MJ/mol •产物白冰铜:成分接近Cu2S •强烈放热:105 MJ/kg O2
第二阶段 造铜期(Blister copper stage)
除去白冰铜中剩余的S: Cu2S
2Cu2S(l)+3O2=2Cu2O(l)+2SO2 △G0=-148.6 kJ/mol Cu2S(l)+2Cu2O(l)=6Cu(l)+SO2 △G0=-50.7 kJ/mol 总反应: Cu2S(l)+O2=2Cu(l)+SO2 △H=-217.4 MJ/mol
思考题
从热力学原理来说,区分熔炼与吹炼有无 必要? 吹炼的两个阶段中烟气成份的变化? 吹炼操作时过早或者过晚进入造铜期的危 害?(筛炉时熔剂的加入量不合适)
谢谢大家 欢迎提出宝贵意见!
二、冰铜吹炼的基本原理
•
吹炼步骤及主要化学反应
•
两个阶段划分的热力学原因(优先氧化)
冰铜中各成分在吹炼中的行为
PbS
Bi2S3
Bi2S3 在吹炼过程中大部分被氧化为Bi2O3 ,生 成的Bi2O3 与Bi2S3 反应生成金属铋。铋大部分进入 烟气中,少量留在冰铜中。
As与Sb
这 两 种 元 素 的 硫 化 物 大 部 分 氧 化 成 As2O3 和
Sb2O3,少量被氧化成As2O5 和Sb2O5进入炉渣。只有
•
教材:134页
3 冰铜中各组分在吹炼中的行为 FeS
1.
氧化后以铁橄榄石造渣为主要反应 有部分生成 Fe3O4. 无SiO2时, Fe3O4很难被FeS 还原,而SiO2存在时,很容易反应生成铁橄榄石 炉渣。
210979006_全热态底吹连续吹炼炉改进实践及展望
世界有色金属 2022年 12月下24冶金冶炼M etallurgical smelting全热态底吹连续吹炼炉改进实践及展望孙彦伟,陈百强(黑龙江紫金铜业有限公司,黑龙江 齐齐哈尔 161000)摘 要:黑龙江紫金铜业有限公司15万吨铜冶炼项目熔炼段采用侧吹熔炼-底吹吹炼-阳极精炼生产工艺,一次性打通并实现全热态底吹连续炼铜工艺路线,目前,工艺运行稳定。
本文将简述自建厂至今底吹吹炼炉相关改进实践,包括:入炉物料加料方式、吹炼热平衡控制、还原手段优化、重点区域防护及数模开发运用等方面;以及渣型改进、烟道结焦控制等后续的改进计划,对底吹连续吹炼的推广应用具有可借鉴意义。
关键词:铜;底吹炉;连续吹炼;全热态;改进及展望中图分类号:TF811 文献标识码:A 文章编号:1002-5065(2022)24-0024-3Improvement practice and Prospect of Full-Heat State Continuous bottom blowing furnaceSUN Yan-wei, CHEN Bai-qiang(Heilongjiang Zijin Copper Co., Ltd,Qiqihar 161000,China)Abstract: The Smelter of 150000 ton copper smelting project of Heilongjiang Zijin Copper Co., Ltd. adopts the production process of side blowing smelting, bottom blowing smelting and anode refining to open up the full hot bottom blowing continuous copper smelting process at one time. At present, the process operation is stable. This paper will briefly describe the improvement practice of blowing furnace since the establishment of the plant, including: feeding mode of materials into the furnace, control of blowing heat balance, optimization of reduction means, protection of key areas, development and application of digital simulation, etc; And the subsequent improvement plans such as slag improvement and flue coking control,which can reference for the popularization and application of bottom continuous blowing process.Keywords:Copper; Bottom blowing furnace; Continuous blowing; Fully hot state; Improvement and prospect收稿日期:2022-10作者简介:孙彦伟,男,生于1992年,汉族,内蒙古人,硕士研究生,中级工程师,研究方向:铜冶炼。
中国恩菲研发《“双底吹”连续炼铜技术产业化开发与应用》达到国
中 国恩 菲研 发 《 “ 双 底 吹” 连 续炼 铜 技 术 产 业 化 开 发 与应 用 》 达 到 国 际领 先水 平
2 0 1 6年 1 0月 1 0 日, 中 国 有 色 金属 工 业 协 会 ( 以下 的宝 贵 意 见 和 中 肯 建 议 , 进一 步加 强 “ 产 学 研 ”合 作 ,
分析及清洗[ J ] . 硫 酸工 业 , 2 0 1 4, ( 4 ) : 6 4— 6 6 .
An a l y s i s o f De s i g n a nd S e l e c t i o n f o r Ac i d Co o l e r
W ANG Ho n g - y a n
c o o l e r .
Ke y wo r ds :a c i d c o o l e r ; c o r r o s i o n— r e s i s t a n t ma t e r i a l ; v i b r a t i o n a n a l y s i s
A
产 系统 , 建 立 了底 吹 连 续 炼 铜 生 产 技 术 体 系 , 实 现 工 业 化 生 产 稳 定 运 行 。该 技 术 创 新 性 强 、 投 资省 、 能耗低 、 环保 好 、 经 济 和社 会 效 益 显 著 , 其 成 功 开 发 解 决 了传 统 P— S转 炉 吹 炼存 在 的低 空 污 染 世 界 性 难 题 , 对 铜 冶 炼
合 作 形 成 的 自主核 心 技 术 , 并 在 豫 光 金 铅 得 到 首 次 产
业化应用 , 建成世界首套 “ 双底吹 ” 连 续 炼 铜 工 业 化 生
理伍绍辉 、 豫 光 金 铅 董 事 长 杨 安 国 出席 会 议 。
Brokk在底吹炉炼铜中的应用
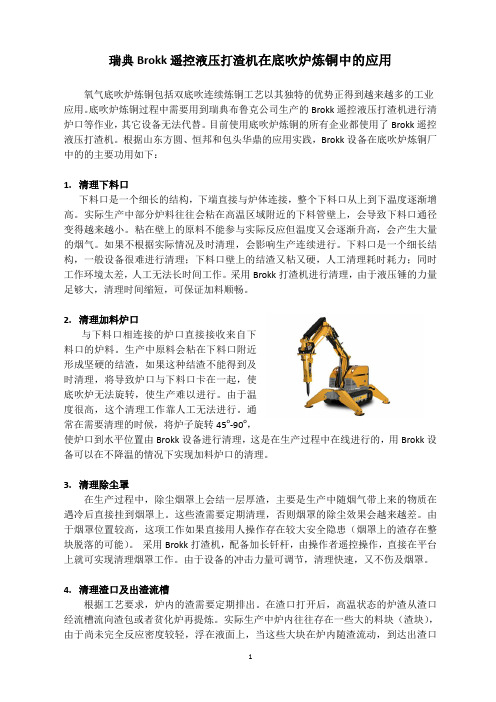
瑞典Brokk遥控液压打渣机在底吹炉炼铜中的应用氧气底吹炉炼铜包括双底吹连续炼铜工艺以其独特的优势正得到越来越多的工业应用。
底吹炉炼铜过程中需要用到瑞典布鲁克公司生产的Brokk遥控液压打渣机进行清炉口等作业,其它设备无法代替。
目前使用底吹炉炼铜的所有企业都使用了Brokk遥控液压打渣机。
根据山东方圆、恒邦和包头华鼎的应用实践,Brokk设备在底吹炉炼铜厂中的的主要功用如下:1.清理下料口下料口是一个细长的结构,下端直接与炉体连接,整个下料口从上到下温度逐渐增高。
实际生产中部分炉料往往会粘在高温区域附近的下料管壁上,会导致下料口通径变得越来越小。
粘在壁上的原料不能参与实际反应但温度又会逐渐升高,会产生大量的烟气。
如果不根据实际情况及时清理,会影响生产连续进行。
下料口是一个细长结构,一般设备很难进行清理;下料口壁上的结渣又粘又硬,人工清理耗时耗力;同时工作环境太差,人工无法长时间工作。
采用Brokk打渣机进行清理,由于液压锤的力量足够大,清理时间缩短,可保证加料顺畅。
2.清理加料炉口与下料口相连接的炉口直接接收来自下料口的炉料。
生产中原料会粘在下料口附近形成坚硬的结渣,如果这种结渣不能得到及时清理,将导致炉口与下料口卡在一起,使底吹炉无法旋转,使生产难以进行。
由于温度很高,这个清理工作靠人工无法进行。
通常在需要清理的时候,将炉子旋转45o-90o,使炉口到水平位置由Brokk设备进行清理,这是在生产过程中在线进行的,用Brokk设备可以在不降温的情况下实现加料炉口的清理。
3.清理除尘罩在生产过程中,除尘烟罩上会结一层厚渣,主要是生产中随烟气带上来的物质在遇冷后直接挂到烟罩上。
这些渣需要定期清理,否则烟罩的除尘效果会越来越差。
由于烟罩位置较高,这项工作如果直接用人操作存在较大安全隐患(烟罩上的渣存在整块脱落的可能)。
采用Brokk打渣机,配备加长钎杆,由操作者遥控操作,直接在平台上就可实现清理烟罩工作。
有色冶炼知识
1.4.1 粗炼工艺的选择围绕着环保和节能二个中心课题的研究,不同国家发展了许多各具特点的炼铜新工艺,并得到了工业应用,主要包括以下几种:1)闪速熔炼+闪速吹炼法(简称双闪工艺);2)三菱多枪顶吹熔炼+多枪顶吹连续吹炼(简称三菱工艺);3)金峰双侧吹熔池熔炼+云铜金峰连续吹炼工艺(简称金锋工艺);4)特尼恩特转炉熔炼+PS转炉吹炼工艺;5)单枪浸没式顶吹熔池熔炼+PS转炉吹炼工艺;6)白银双侧吹熔池熔炼+PS转炉吹炼工艺;7)底吹熔池熔炼+底吹吹炼工艺(简称双底吹工艺)。
在上述七种铜冶炼工艺中,最具代表性、发展最快并且工业应用较多的是闪速熔炼、金峰双侧吹熔池熔炼法、富氧顶吹浸没熔池熔炼法(ISA/Ausmelt)。
但目前单套装置生产能力达到40万吨以上规模且有成熟工业化应用的主要还是闪速熔炼工艺。
闪速熔炼自1949年投入工业化生产后,迄今已有40多座工厂,占世界铜总产量的50%以上,中国目前有七台以上闪速熔炼在生产,单台产量已实际应用在20~40万吨铜/年,闪速熔炼技术先进、成熟可靠,单炉处理能力大、炉寿长,环境保护及劳动条件好,但因为要设置精矿深度干燥装置、炉体需安装大量铜水套等原因,单套建设投资偏高,另外由于闪速熔炼冶金反应过程机理的原因,其杂质的综合脱除率较熔池熔炼会低。
金峰工艺中的熔炼技术,是2008年由金峰铜业公司(占赤峰云铜35%的股份)开发成功并投入工业化生产的双侧吹熔池熔炼技术。
在八年多的生产实践中,通过不断地改进和优化,该技术不但表现出了稳定的运行状态和良好的技经指标,而且在保持原有炉床面积的情况下,单炉铜产能已经由初始的7.3万吨增加到了目前的近15万吨,提高了近100%;该技术正在应用于广西南国铜业铜冶炼项目一期工程(年产电铜30万吨),已进入施工图设计阶段。
金峰工艺中的吹炼技术,是赤峰云铜有色金属有限公司与金峰冶金技术发展有限公司合作,于2014年10月研发成功,当年11月7日就应用于赤峰云铜工业化生产的最新粗铜连续吹炼技术。
Peirce-Smith转炉冰铜吹炼过程中的“数理化”

Peirce-Smith转炉冰铜吹炼过 程中的“数理化”
Mathematics and Chemistry in Matte Converting Process of Peirce-Smith Converter
供稿|王任飞1,石志国2 / WANG Ren-fei1, SHI Zhi-guo2
PS转炉从外观看来是一种旋转式圆筒状的吹炼 炉,内衬的材质大多是使用镁质和镁铬质耐火砖砌 筑,纵向安装有一排通风口,从北京 100032;2. 北京科技大学计算机与通信工程学院,北京 100083
22 2018年 第 3 期
有色金属
入炉内熔体中参与氧化反应[2],在转炉上方正中央还 开有一个非常大的炉口,用于注入熔体、填入冷料 和排出烟气等,如图1所示。
图3 铜转炉吹炼物料出入
造渣期的目的在于获得一定量的白冰铜(Cu2S), 然而并不是在注入第一批冰铜之后就能够马上获得 白冰铜,而是要分批加入,逐渐富集。主要操作为
分批加入冰铜,加入石英溶剂,视温度情况加入冷 料。造铜期的目的就是为了除去白冰铜中的硫,得 到较为纯净的铜[4]。主要的化学反应包括:
23
数学建模
降法在训练集较大的情况下十分低效,每次迭代计 算都需要将整个数据集代入。
冰铜吹炼的优化控制中,吹炼时间终点是决定
第二种方法是使用Normal Equation算法求解。
产品品质的关键性因素。各种材料都由工人加入, 该算法直接使用矩阵运算,在因变量不多的情况下
因此每个阶段终点的判断极大地影响冶炼效率[5]。为 此本文建立了基于历史生成数据的吹炼时间终点预
知识园地
Science Corner
常用单位的中英文对照翻译
常用单位的中英文对照翻译单位 Unit。
单位制 system of units米 meter (m)毫米 millimeter (mm)英尺 foot (ft)英寸 inch (in)弧度 radian (rad)度 degree (°)摄氏 Celsius。
(C)华氏 Fahrenheit (F)磅/平方英寸 pounds per square inch (psi) 百万帕斯卡 million pascal (MPa)巴 bar千克(公斤) kilogram (kg)克 gram (g)牛顿 newton (N)吨 ton (t)千磅 kilopound (kip)平方米 square meter (m 2)方毫米 square millimeter (mm2 )立方米 cubic meter (m3 )升 liter; litre (L)转/分 revolutions per minute (rpm)百万分之一 parts per million (ppm)焦(耳) Joule (J)千瓦 kilowatt (kW)伏(特) volt (V)安(培) ampere (A)欧(姆) ohm (Ω)(小)时 hour (h)分 minute (min)秒 second (s)管道组成件专业英语(中英文对照)1 管道组成件 Piping component1。
1 管子 Pipe管子(按照配管标准规格制造的) pipe管子(不按配管标准规格制造的其他用管) tube钢管 steel pipe铸铁管 cast iron pipe衬里管 lined pipe复合管 clad pipe碳钢管 carbon steel pipe合金钢管 alloy steel pipe不锈钢 stainless steel pipe奥氏体不锈钢管 austenitic stainless steel pipe铁合金钢管 ferritic alloy steel pipe轧制钢管 wrought—steel pipe锻铁管 wrought—iron pipe无缝钢管 seamless (SMLS) steel pipe焊接钢管 welded steel pipe电阻焊钢管 electric—resistance welded steel pipe电熔(弧)焊钢板卷管 electric-fusion (arc)-welded steel—plate pipe 螺旋焊接钢管 spiral welded steel pipe镀锌钢管 galvanized steel pipe热轧无缝钢管 hot-rolling seamless pipe冷拔无缝钢管 cold-drawing seamless pipe水煤气钢管 water-gas steel pipe塑料管 plastic pipe玻璃管 glass tube橡胶管 rubber tube直管 run pipe; straight pipe1.2 管件 Fitting弯头 elbow异径弯头 reducing elbow带支座弯头 base elbowk半径弯头 long radius elbow短半径弯头 short radius elbow长半径180°弯头 long radius return短半径180°弯头 short radius return带侧向口的弯头(右向或左向) side outlet elbow (right hand or left hand)双支管弯头(形) double branch elbow三通 tee异径三通 reducing tee等径三通 straight tee带侧向口的三通(右向或左向) side outlet tee (right hand or 1eft hand)异径三通(分支口为异径) reducing tee (reducing on outlet)异径三通(一个直通口为异径)reducing tee (reducing on one run)带支座三通 base tee异径三通(一个直通口及分支口为异径) reducing tee (reducing on one run and outlet) 异径三通(两个直通口为异径,双头式) reducing tee (reducing on both runs, bull head)45°斜三通45° lateral45°斜三通(支管为异径)45° lateral (reducing on branch)45°斜三通(一个直通口为异径) 45° lateral (reducing on one run)45°斜三通(一个直通口及支管为异径) 45° lateral (reducing on one run and branch)Y型三通(俗称裤衩)true “Y”四通 cross等径四通 straight cross异径四通 reducing cross异径四通(一个分支口为异径)reducing cross (reducing on one outlet)异径四通(一个直通口及分支口为异径) reducing cross (reducing on one run and outlet) 异径四通(两个分支口为异径) reducing cross (reducing on both outlet)异径四通(一个直通口及两个分支口为异径) reducing cross (reducing on one run and both outlet)异径管 reducer同心异径管 concentric reducer偏心异径管 eccentric reducer锻制异径管 reducing swage螺纹支管台 threadolet焊接支管台 weldolet承插支管台 sockolet弯头支管台 elbolet斜接支管台 latrolet镶入式支管嘴 sweepolet短管支管台 nipolet支管台. 插入式支管台 boss管接头 coupling, full coupling半管接头 half coupling异径管接头 reducing coupling活接头 union内外螺纹缩接(俗称补芯) bushing管帽 cap (C)堵头 plug短节 nipple异径短节 reducing nipple; swage nipple1.3 弯管 Bend预制弯管 fabricated pipe bend跨越弯管(^ 形) cross—over bend偏置弯管(” 形) offset bend90°弯管 quarter bend环形弯管 cirele bend单侧偏置90°弯管(? 形) single offset quarter bendS形弯管“S” bend单侧偏置U形膨胀弯管(| ?形)single offset “U” bendU形弯管“U" bend双偏置U膨胀弯管double offset expansion “U” bend斜接弯管 mitre bend三节斜接弯管 3-piece mitre bend折皱弯管 corrugated bend圆度 roundness1。
豫光铜之“双底吹”蜕变

豫光铜之“双底吹”蜕变
都艳梅
【期刊名称】《中国有色金属》
【年(卷),期】2024()9
【摘要】近年来,豫光把科技创新作为发展新质生产力的核心要素,以刀刃向内的勇气和决心,深挖潜能、突破重围,最终成为创新的典范。
在今年全国两会上,“新质生产力”成为高频热词,不但为全国各地加快产业转型升级、推动高质量发展指明了
方向、提供了遵循,也让这个春天更加明媚。
河南豫光金铅集团有限责任公司(以下简称“豫光”)作为济源示范区传统工业企业,自主研发了“双底吹”连续炼铜工艺。
一直以来,豫光以刀刃向内的勇气和决心,深挖潜能、突破重围,最终成为创新的典范。
【总页数】2页(P50-51)
【作者】都艳梅
【作者单位】河南豫光金铅集团有限责任公司
【正文语种】中文
【中图分类】F42
【相关文献】
1.提高双底吹工艺中铜阳极板品位的生产实践
2.降低双底吹连续炼铜工艺中尾矿含铜的生产实践
3.双底吹连续炼铜技术在处理废杂铜方面的应用实践
4.华鼎铜业双
底吹连续炼铜的生产实践5.豫光集团:在春天吹响高质量发展集结号
因版权原因,仅展示原文概要,查看原文内容请购买。
2016年度中国有色金属工业科学技术奖评审通过项目

2016年度中国有色金属工业科学技术奖评审通过项目一等奖(65项)(排序不分先后)1、2016001 江西城门山铜矿帷幕堵水改性湖泥注浆技术研究华北有色工程勘察院有限公司刘新社、杨显文、韩贵雷、但新民、贾伟杰、李淼清、王云、高学通、薛晓峰、王志奇、于佳维、蒋鹏飞、张凤伟、马履霞、李蕴镭、赵晓明2、2016002 广西珊瑚钨锡矿成矿规律及其预测研究中国有色桂林矿产地质研究院有限公司、广西桂华成有限责任公司杨明德、王喜绍、徐文杰、敬荣中、周奇明、莫江平、黄家贤、秦来勇、宋甫、李莉、吴小雷、黄理善、刘运锷、王滋平、陶明荣、周守余3、2016003 贵州省务正道地区铝土矿勘查技术集成与示范研究有色金属矿产地质调查中心、贵州省有色金属和核工业地质勘查局、中国有色桂林矿产地质研究院有限公司、贵州省有色金属和核工业地质勘查局地质矿产勘查院、中国有色金属工业技术开发交流中心、北京矿产地质研究院、贵州省有色金属和核工业地质勘查局三总队、贵州省有色金属和核工业地质勘查局二总队、贵州省有色金属和核工业地质勘查局一总队金中国、邹林、莫江平、张力、韩英、谢樨、陈兴龙、张建国、刘玲、赵毅、苏之良、邵拥军、赵远由、尹展、张伦尉、黄杰4、2016004 后碰撞过程壳幔物质交换与成矿北京矿产地质研究院、合肥工业大学、中色地科矿产勘查股份有限公司王京彬、王玉往、周涛发、龙灵利、张会琼、王莉娟、唐萍芝、李德东、解洪晶、袁峰、石煜、赵路通、邹滔、廖震、孙燕5、2016005 陕西省山阳县龙头沟金矿深部及外围勘查西安西北有色地质研究院有限公司、山阳纵横矿业有限公司刘新伟、刘勇、王锁太、汪超、王瑜亮、胡西顺、陈富强、薛玉山、冯源、张凯、姬星怡、梁康6、2016006 中深部开采辅扇引导两翼回风降阻及防雾害冻井技术研究湖南有色冶金劳动保护研究院、中国黄金集团石湖矿业有限公司刘伟强、李文义、李印洪、刘华彬、郭家能、刘东锐、姚银佩、王志、石力博、吴洁葵、何潇亮、陈平、刘庆、周英烈、钟生元、方万点7、2016007 缓倾斜矿体超前切顶采矿环境再造开采综合技术云南锡业股份有限公司采选分公司、中南大学周科平、吕国新、李杰林、蒋洪林、杨念哥、许伟、邓红卫、普杰飞、高峰、李建平、高继伟、王建贵、罗雄、王凌、李帆、王锋8、2016008 袋装充填采矿技术与新型充填外加剂长沙矿山研究院有限责任公司、巴彦淖尔西部铜业有限公司宋嘉栋、王训青、欧任泽、蔡曙光、柳小胜、林卫星、甯瑜琳、王长军、宋兴、詹进、周礼、罗佳、杨亮、江超、张永利、赵伟9、2016009 绿色充填胶凝材料开发与废石粗骨料资源化利用(发明)金川集团股份有限公司、北京科技大学杨志强、高谦、把多恒、王永定、何建元、董玉林10、2016010 大型松散岩体中井巷重构机理及其关键技术北京矿冶研究总院、首钢矿业公司杏山铁矿、广西华锡集团股份有限公司铜坑矿曹辉、陈何、张保刚、于世波、韦方景、原野、付振学、秦秀山、李建辉、王贺、陈国瑞、赵继忠、蔡永顺、莫家贵、郑磊、王雷11、2016011 地下矿用乳化炸药现场混装技术及装备北京北矿亿博科技有限责任公司查正清、李鑫、齐宝军、葛立芳、田惺哲、田丰、花宝玲、黄麟12、2016012 锡矿床共生复杂硫铁精矿资源综合利用关键技术及工业化云南锡业股份有限公司、广东省资源综合利用研究所、北京矿冶研究总院汤玉和、袁经中、常中山、肖仪武、辛建民、宋宝旭、赵荣、陈红兵、叶小璐、陈明波、陈绍伟、方明山、杨永林、李燕华、汪泰、胡真13、2016013 文山都龙锌铟铜锡复杂矿资源综合利用关键技术及产业化云南华联锌铟股份有限公司、昆明理工大学、中国恩菲工程技术有限公司、昆明冶金研究院童雄、何庆浪、谢贤、兰希雄、崔毅琦、莫峰、何东、罗冶、江申、简胜、尤腾胜、张旭东、蓝卓越、洪志军、杨波、张亮亮14、2016014 西藏甲玛铜铅锌复杂多金属矿选矿技术集成及工程转化研究长沙有色冶金设计研究院有限公司、北京矿冶研究总院、西藏华泰龙矿业开发有限公司陈典助、王荣生、姜良友、张敏、陈经华、张建刚、邓春华、李跃林、李崇德、周灵芝、黄易柳、梁晓、吉红、彭雪清、王星、卢烁十15、2016015 低品位菱镁矿分质阶段浮选脱硅降钙技术与应用北京矿冶研究总院、营口东吉科技(集团)有限公司、肃北镁科技耐火材料有限责任公司朱阳戈、郑桂兵、谭欣、胡晓星、尚衍波、崔军、董波、王中明、孙昊、尹琨、刘崇峻、李磊、李松清、卢烁十、宋振国、肖婉琴16、2016016 寒冷林区特大型钼矿绿色选矿工艺与特大型选矿装备集成技术中铁资源集团有限公司、北京矿冶研究总院、伊春鹿鸣矿业有限公司王荣生、程新朝、尚衍波、杨菊、李成必、刘新盘、周少珍、汪长祥、王玲、刘宏、于传兵、谢昊、胡志凯、程永彪、于洋、刘金浪17、2016017 高钙高泥高云母复杂萤石资源选冶联合高效综合利用新技术中南大学、湖南鑫源矿业有限公司、湖南有色郴州氟化学有限公司孙伟、高志勇、陈蜀康、陈文胜、耿志强、韩海生、刘润清、陈建军、王舰、陈攀、穆迎迎、张谌虎、王刚、曹外芳、刘航、冯青舒18、2016018 锌浸渣的侧吹熔炼技术与装备研究及产业化云南驰宏锌锗股份有限公司、中国恩菲工程技术有限公司贾著红、王忠实、罗文权、邢国华、高魁、李炬、俞兵、黎敏、庄福礼、林屹、吴红林、陈学刚、王小强、刘一鸣、孟海清、徐华军19、2016019 有色冶金工业伴生稀散稀贵金属清洁高效提取关键技术及应用阳谷祥光铜业有限公司、北京矿冶研究总院周松林、蒋训雄、陈迎武、谢祥添、范艳青、赵继武、张化刚、陈一恒、丁成芳、王永明、汪胜东、刘连杰20、2016020 铅锌冶炼含铜中间渣资源综合利用技术研究及产业化昆明冶金研究院、蒙自矿冶有限责任公司黄昌元、徐培伦、冯继平、胥福顺、包崇军、周娴、香钦华、张永平、沈江、陈春发、翟荣华、赵云21、2016021 锌冶炼伴生镉强化浸出与清洁回收技术中南大学、株洲冶炼集团股份有限公司、湖南水口山有色金属集团有限公司、中国科学院过程工程研究所、长沙赛恩斯环保科技有限公司闵小波、刘朗明、杨建广、唐崇俭、郑诗礼、何从行、苗华磊、柯勇、高伟荣、李卫、王云燕、何静、张盈、柴立元、杨卫春、廖骐22、2016022 栅栏型铝基铅合金复合阳极制备技术及应用昆明理工大学、昆明理工恒达科技股份有限公司、巴彦淖尔紫金有色金属有限公司、株洲冶炼集团股份有限公司、云南祥云飞龙再生科技股份有限公司、云南金鼎锌业有限公司郭忠诚、黄惠、陈步明、徐瑞东、刘亚建、刘朗明、杨生安、杨龙、李学龙、钟毅、金鑫、谭宁、陈阵、王廷峰、刘杨23、2016023 高砷难处理矿富氧熔炼收砷关键技术的研发与工业应用山东恒邦冶炼股份有限公司、中国恩菲工程技术有限公司、东北大学曲胜利、黄祥华、姜茂发、张俊峰、董准勤、李东波、杨洪英、颜杰、栾会光、徐志强、姜培胜、李锋、邹琳、李兵、金哲男、姚亮24、2016024 “双底吹”连续炼铜技术产业化开发与应用中国恩菲工程技术有限公司、河南豫光金铅集团有限公司尉克俭、杨安国、颜杰、任文艺、王拥军、梁帅表、李兵、刘素红、李东波、赵体茂、胡立琼、夏胜文、许欣、张小国、顾祖荣、赵乐中25、2016025 NEUI600kA级高效铝电解槽技术开发与产业化应用山东魏桥铝电有限公司、东北大学设计研究院(有限公司)、中国有色金属建设股份有限公司吕定雄、张波、邓文强、杨青辰、王宏前、李全林、涂赣峰、杜征光、毛继红、毛宇、高立节、秦军满、班允刚、王景坤、刘剑飞、董慧26、2016026 新型稳流保温铝电解槽节能技术开发及推广应用中国铝业郑州有色金属研究院有限公司史志荣、柴登鹏、张松江、岳海涛、汪艳芳、胡清韬、焦庆国、侯光辉、张延利、周云峰、刘炎森、白卫国、黄海波、王跃勇、曹永峰、张艳芳27、2016027 硅钙合金冶炼核心装备及技术研究与应用陕西盛华冶化有限公司、西安建筑科技大学马永宁、魏新华、李兴波、杨海东、薛凯、卢春生、杨双平、邢相栋、孙成刚、关凯、陈自斌、王锦28、2016028 低品位锰矿制备锰系材料关键技术(发明)重庆大学、昆明理工大学、中信大锰矿业有限责任公司、云南民族大学陶长元、陈菓、刘作华、周俊文、吴贤图、明宪权29、2016029 盐湖卤水直接制取电池级碳酸锂万吨级产业化关键技术西部矿业集团有限公司、青海锂业有限公司、高原矿物加工工程与综合利用重点实验室、青海省有色矿产资源工程技术研究中心李增荣、张永利、马军、罗仙平、周晓军、刘国旺、唐发满、丁林、李显君、贾发云、申朝贵、杨尚明、黄秋香、逯登琴、翁存建、王金庆30、2016030 4N级高纯金属锆的钙热还原法制备新工艺及产业化(发明)湖南稀土金属材料研究院樊玉川、黄美松、贾帅广、刘荣丽、宋觉敏、苏正夫31、2016031 低碳低盐无氨氮分离提纯稀土新工艺北京有色金属研究总院、中铝广西有色稀土开发有限公司、有研稀土新材料股份有限公司黄小卫、冯宗玉、胡谷华、彭新林、王猛、孙旭、杨桂林、徐旸、娄战荒、龙志奇、侯永可、吴忠何、赵娜、胡振光、岳梅、钟强32、2016032 利用钛白废酸无焙烧直接加压浸出钒渣提钒短流程新工艺及装备(发明)东北大学、昆明冶金研究院、攀枝花卓越钒业科技股份有限公司张廷安、吕国志、豆志河、刘燕、谢刚、刘远33、2016033 金属气固分离膜材料制备技术及应用西北有色金属研究院汤慧萍、汪强兵、王建、杨坤、杨保军、向长淑、陈金妹、石英、李广忠、葛渊、荆鹏、谈萍、李亚宁、王辉、李程34、2016034 新型层状金属复合材料爆炸焊接关键技术及产业化西安天力金属复合材料有限公司李平仓、赵惠、朱磊、王礼营、刘燕平、沈春豫、张文礼、郝红卫、庞国庆、李莹、赵勤孝35、2016035 导电率为61%IACS 的耐热铝合金导体材料研制及导线工程应用全球能源互联网研究院、中南大学、中国铝业公司、国网辽宁省电力有限公司、国网河南省电力公司、华北电力大学、江苏中天科技股份有限公司李红英、韩钰、刘国金、谭洪恩、祝志祥、卢卫疆、杨孟刚、路俊海、陈新、刘东雨、韩爱芝、陈保安、谢书鸿、杨长龙、史宏伟、张强36、2016036 氧化物弥散强化高性能钼合金研发与应用河南科技大学魏世忠、徐流杰、刘伟、潘昆明、周玉成、李继文、张国赏、崔超鹏、徐锐、李秀青、王喜然、游龙、汪宙37、2016037 高性能纳米钨基材料制备技术及装备湖南顶立科技有限公司、江西理工大学戴煜、羊建高、陈颢、谭兴龙、邓军旺、郭圣达、胡祥龙、王艳艳、李礼、朱二涛、王伟、蒋振宇、周强38、2016038 废杂铝再生目标成分铝合金产业化技术北京科技大学、中北大学、肇庆市大正铝业有限公司张深根、白培康、刘波、潘德安、赵戎、李一林、梁文涛、杨晶、张文达39、2016039 高性能金属软磁制品近终形制造技术(发明)北京科技大学秦明礼、曲选辉、章林、麻季冬、李平、鲁慧峰40、2016040 陶瓷颗粒增强钢铁基复合材料制备技术及应用广东省材料与加工研究所、西安交通大学、佛山市顺德区中天创展球铁有限公司、安徽昱工耐磨材料科技有限公司、广东东方锆业科技股份有限公司、河北坤腾实业集团有限公司、福建金牛水泥有限公司郑开宏、王娟、李烨飞、高义民、陈永成、黄荣刚、陈潮钿、王海艳、邢文超、袁贤辉、徐静、李继林、周楠、董晓蓉、郑志斌、罗铁钢41、2016041 重要药物合成用铂族金属催化剂产业化制备技术的开发与应用昆明贵金属研究所、贵研铂业股份有限公司、贵研工业催化剂(云南)有限公司刘伟平、戴云生、沈善问、潘再富、左川、沈亚峰、叶青松、刘桂华、余娟、周伟、刘俊、姜婧、常桥稳、侯文明、冯洋洋、李晨煜42、2016042 新型高比能动力锂电正极镍钴锰酸锂NCM622的研制与量产技术开发北京当升材料科技股份有限公司陈彦彬、刘亚飞、姜华伟、宋顺林、李建忠、关志波、张永强、张锋、郑长春、冯海兰、景燕、刘大亮43、2016043 节能环保型低温无铅焊料的研究及产业化应用北京康普锡威科技有限公司张少明、贺会军、胡强、王志刚、刘希学、张富文、孙彦斌、安宁、温余苗、徐蕾、金帅、卢彩涛、朱捷、张江松、林刚、张品44、2016044 4N级超高纯稀土金属集成化制备技术北京有色金属研究总院、湖南稀土金属材料研究院、有研稀土新材料股份有限公司李宗安、樊玉川、王志强、陈德宏、张小伟、黄美松、苗睿瑛、苏正夫、颜世宏、庞思明、贾帅广、吴道高、张虎、杨露辉、王祥生、朱琼45、2016045 引线框架用Cu-Sn-Ni-P系合金带材的关键技术及工业化生产北京有色金属研究总院、宁波兴业盛泰集团有限公司米绪军、王建立、彭丽军、马吉苗、解浩峰、杨东彪、刘峰、冯雪、郑芸、李艳锋、廖骏骏、尹向前、汪东亚、黄国杰、邵烨、程磊46、2016046 高频高速PCB用高性能电子铜箔工艺技术研究及应用安徽铜冠铜箔有限公司、湖南科技大学、哈尔滨工业大学、合肥铜冠国轩铜材有限公司丁士启、陆冰沪、甘国庆、肖华根、安茂忠、朱晓宏、李大双、周杰、路艳、丁振、吴斌、汪光志、王俊义、赵姗姗、孙德旺、汪福来47、2016047 新型节能气悬浮带式输送系统开发应用贵阳铝镁设计研究院有限公司、贵州顺安机电设备有限公司、国家铝镁电解装备工程技术研究中心、福建省南平铝业有限公司、重庆大学、中铝国际工程股份有限公司贵阳分公司曹斌、陈闽、唐锋、黄祥忠、邓汝明、王勇、张忠霞、阮绍勇、王福发、杨世勇、杨溢、康自华、李猛、邓翔、周小淞、杨中亚48、2016048 600KA电解槽用铝电解多功能机组中国有色(沈阳)冶金机械有限公司、中国铝业股份有限公司连城分公司、沈阳铝镁设计研究院有限公司、沈阳工业大学张世军、张明泉、李辉、赵含、白保东、杨海峰、刘铭、孙杰、蒋晓妍、朱万信、高莹、武志林、张佳亮、栾志洁、张海兵、朱瑛珺49、2016049 三层多品种金属冷复合轧制装备与工艺研究中色科技股份有限公司、中铝国际工程股份有限公司洛阳分公司孙鹏、张京诚、薛轶青、杨松涛、何中要、李占青、杨要杰、曾安明、杨妤、胡佳楠、李江、肖振宇、孙德邓、舒铮、赵军英50、2016050 非常规粒级矿物浮选技术及应用北矿机电科技有限责任公司、北京矿冶研究总院沈政昌、陈东、余玮、张跃军、陈清、赖茂河、何庆浪、谭明、倪永恒、张明、刘承帅、樊学赛、吴峰、董干国、史帅星、卢世杰51、2016051 大型地下无轨采矿成套装备的研制北京矿冶研究总院、北矿机电科技有限责任公司、铜陵有色设计研究院、安徽铜冠机械股份有限公司战凯、郭鑫、顾洪枢、石峰、汤景、龙智卓、方志甫、李建国、姜勇、李恒通、潘鑫、赵继平、宁媛松、高海、姚明钊、胡智君52、2016052 铝用阴极组装新技术及装备的开发应用沈阳汇丰机械有限公司、沈阳市汇丰机械厂李红霞、王吉男、冯新岩、杨振、杨寒梅、黄莹、牟东东、齐永林、喻明华、滕延明、徐亚坤、姚淑颖53、2016053 湿法炼锌绿色生产优化控制关键技术及应用中南大学、株洲冶炼集团股份有限公司阳春华、刘文德、李勇刚、陈爱国、谢永芳、窦传龙、孙备、王毅、周晓君、赵晓朝、朱红求、王廷峰、张斌、李云新、邓仕钧54、2016054 铜电解精炼电极异常状态检测及快速处理系统北方工业大学、金川集团股份有限公司铁军、刘玉强、赵仁涛、任智顺、贾瑞明、刘世和、郑文堂、朱纪念、吴伯农、岳占斌、王一丁、李志刚、张志芳、张连平、李绍伟、周瑞珍55、2016055 国际标准“微束分析—电子探针显微分析—波谱法元素面分析”的制定中国有色桂林矿产地质研究院有限公司卢宗柳、刘燕、庄世杰56、2016056 轻金属冶炼安装工程施工及质量验收系列标准七冶建设集团有限责任公司、中国有色金属工业第六冶金建设有限公司、中色十二冶金建设有限公司、五矿二十三冶建设集团有限公司、十一冶建设集团有限责任公司、中国十五冶金建设集团有限公司张劲松、陈长月、李忠水、佡连壁、钱孝儒、王生光、刘昭义、张小芳、聂玉栋、黄国保、陈建平、李汇、张万红、管兴福、王蓉陵、孙巧玲57、2016057 高纯有色金属系列分析方法研究及检测标准体系的建立北京有色金属研究总院、中国有色金属工业标准计量质量研究所、兰州金川新材料科技股份有限公司、峨嵋半导体材料研究所、国标(北京)检验认证有限公司、株洲硬质合金集团有限公司、有研亿金新材料有限公司、北京矿冶研究总院、铜陵有色集团控股有限公司、新疆众和股份有限公司、山东兖矿轻合金有限公司、昆明理工大学、金堆城钼业股份有限公司刘英、李继东、李宝城、高新秀、刘红、童坚、张江峰、张殿凯、李艳芬、李娜、李爱嫦、王长华、高燕、邱平、孙平、潘元海58、2016058 《多晶硅工厂设计规范》(GB51034-2014)中国恩菲工程技术有限公司、洛阳中硅高科技有限公司、多晶硅材料制备技术国家工程实验室严大洲、杨永亮、汤传斌、张升学、姜利霞、司文学、张志刚、陈希勇、杨健、谢冬晖、石何武、高晓辉、何炜、罗英、师波、郭瑶59、2016059 低浓度SO2资源化经济利用新技术集成与示范云南云铜锌业股份有限公司戴兴征、王成彦、杨美彦、曾鹏、袁文辉、张浩杰、邢鹏、陈国木、王林、朱学云、陈永强、吴琼仙、周中华、张国莹、卓越、沈景雷60、2016060 废家电全组分高值化清洁利用关键技术与产业化示范江苏理工学院、扬州宁达贵金属有限公司、常州翔宇资源再生科技有限公司周全法、朱炳龙、张锁荣、樊红杰、周品、王琪、张仁俊、程洁红、汪洋、徐红胜、童霏、蔡璐、赵世晓、屠远、郭云飞61、2016061 废弃锂电池中稀有金属高效选择性回收关键技术及推广应用南昌航空大学、上饶市鼎鑫金属化工有限公司、湖南理工学院、清远市新绿环境技术有限公司、赣州世瑞钨业股份有限公司罗胜联、罗旭彪、郭百新、曾桂生、侯朝辉、肖民、邹建平、肖潇、代威力、涂新满、张永岳、罗丰、李峰、张宁、汪月华、秦元成62、2016062 铜冶炼污酸治理与资源化新工艺及装备(发明)中南大学、长沙赛恩斯环保科技有限公司柴立元、王庆伟、李青竹、蒋国民、高伟荣、王海鹰63、2016063 典型电子废弃物高效回收及清洁循环利用关键技术及产业化中南大学、格林美股份有限公司郭学益、许开华、田庆华、黄国勇、李栋、周继锋、杨英、鲁习金、严康、樊红杰、张云河、邓多、魏琼、郭苗苗、闫梨、秦玉飞64、2016064 有色金属冶炼重点行业重金属污染控制与管理支撑技术北京矿冶研究总院、中国环境科学研究院、北京师范大学、中国矿业大学(北京)、中国瑞林工程技术有限公司杨晓松、邵立南、陈谦、乔琦、何孟常、章丽萍、龙燕、李韧、李艳萍、何绪文、郭学军、赵晋、胡建龙、白璐、曹学新、陈国强65、2016065 危险废物逆流式(缺氧)热解回转窑焚烧处置技术及装备中国恩菲工程技术有限公司、宁夏德坤环保科技实业集团有限公司、云南正晓环保投资有限公司陈德喜、潘可荣、彭孝容、刘海威、谷琳、李栋、童云峰、丁少辉、江正云、杨巍、黎小保、王祖友、张邦超、胡立琼、姚建明二等奖(101项)(排序不分先后)1、2016066 湖南省醴陵市正冲矿区金矿详查湖南省有色地质勘查局二一四队、醴陵市正冲金矿开采有限公司文亭、徐昊、李祉宏、刘鹤群、宾珊、黄俊辉、鲁新华、彭梓锋、覃东乐、高鸿宾、陈浩、胡志明2、2016067 广西北山铅锌黄铁矿床成矿规律及找矿预测研究广西有色金属集团资源勘查有限公司、广西北山矿业发展有限责任公司刘湘华、杨立功、唐朝霞、石顺勇、胡贵昂、何国朝、罗果、罗旋、潘卫林、陆刚、闭理楚、韦庆杰3、2016068 吉林东部福安堡斑岩型钼矿成岩成矿年代及流体特征研究吉林大学、中国地质调查局发展研究中心、吉林省第二地质调查所于晓飞、胡永达、钱烨、汪志刚、李永胜、邵明辰4、2016069 湖南省常宁市水口山铅锌多金属矿接替资源勘查湖南省有色地质勘查局二一七队、湖南水口山有色金属集团有限公司宛克勇、陈平波、李庆生、罗华彪、柳明华、罗琦、向恒理、廖春恒、徐昊、左昌虎、屈金宝、李德鹏5、2016070 大兴安岭中南段有色金属成矿规律及找矿预测有色金属矿产地质调查中心、北京矿产地质研究院、有色金属矿产地质调查中心北京地质调查所、赤峰市大井子矿业有限公司、内蒙古突泉县禧利多矿业有限责任公司、桂林理工大学、中国地质大学(北京)方维萱、王磊、袁继明、蒋加燥、刘孜、蒋炜、张佩民、吴德文、李艳艳、程沛奇、曹经纬、罗先熔6、2016071 频率比-面域风险评价模型在金沙江支流(宁南)小流域地质灾害调查中的应用北京中色资源环境工程股份有限公司丁继新、刘衡秋、张广纯、王学良、高树志、李淑贞、唐世雄、初娜、赵婷婷、李义晋、李鹏、陈鑫7、2016072 内蒙古边家大院银多金属矿成矿预测与找矿实践赤峰市利拓矿业有限公司、核工业二四三大队孙幼平、张安立、于文斌、王雨、李彦林、牛子良、韩华、黎伟、孙引强、苏玉亮、梁猛、赵志伟8、2016073 西天山成矿带勘查技术集成研究中国有色桂林矿产地质研究院有限公司、桂林理工大学、新疆维吾尔自治区有色地质勘查局七0三队敬荣中、莫江平、秦来勇、徐庆鸿、罗先熔、张力、王建超、胡耀华、曾高福、裴超、刘峰、何方9、2016074 广东省玉水铜矿成矿规律与找矿实践北京矿产地质研究院、梅州市金雁铜业公司玉水硫铜矿、中色地科矿产勘查股份有限公司、有色金属矿产地质调查中心祝新友、林振东、程细音、罗志荣、彭永新、王艳丽、蒋斌斌、骆黎明、黄行凯、邹滔、田野、王晨昇10、2016075 新疆卡拉塔格铜(锌)矿床地质-地球物理、地球化学勘查模式及找矿预测研究中色地科矿产勘查股份有限公司、有色金属矿产地质调查中心、北京矿产地质研究院、北京资源勘查技术中心陈卫、刘涛、柯国秋、侯朝勇、方同辉、陈伟民、毛启贵、徐春宏、王书来、邓小华、柳玉龙、马立东11、2016076 阿尔泰跨境成矿带找矿靶区优选与评价北京矿产地质研究院、有色金属矿产地质调查中心、中色地科矿产勘查股份有限公司、新疆有色地勘局706队、中国有色桂林矿产地质研究院有限公司、有色金属矿产地质调查中心北京地质调查所丁汝福、卫晓锋、张斌、赵路通、郭旭吉、游军、吕晓强、潘东、任育智、李春霞、廖震、单立华12、2016077 青海省迎庆沟-景忍东地区多金属矿床成矿条件与靶区预测研究北京矿产地质研究院、云南铜业(集团)有限公司、中色地科矿产勘查股份有限公司祝新友、李顺庭、王艳丽、程细音、蒋斌斌、姜华、和晓南、李加多、吴锦荣、张永军、李光、刘长城13、2016078 三稀资源供需预测及尾矿资源综合利用评价研究有色金属矿产地质调查中心、北京矿产地质研究院、北京矿冶研究总院周园园、王静纯、杨国龙、张洪国、田锦川、王中明、饶晓宇、袁莹、蔡厚安、苏永津、王京、唐萍芝14、2016079 棋盘式人工点柱置换原生矿柱及台阶三角定位楔形接顶技术湖南有色冶金劳动保护研究院、湖南安化湘安钨业有限责任公司吴洁葵、刘伟强、刘迪初、艾幼孙、王志、李印洪、姚银佩、谭浪浪、周英烈、刘涛、钟生元、李亚俊15、2016080 胶东半岛金属矿山深部开采热害控制关键技术研究与应用青岛理工大学、重庆大学、山东黄金金创集团有限公司、中国矿业大学(北京)张永亮、汪仁健、吴迪、彭康、孟凡永、陈喜山、张传柱、周少海、吕孝强、袁风传、王凯讯、岳丽宏16、2016081 矿山大型硐室施工成套新技术研究金诚信矿业管理股份有限公司、云南迪庆有色金属有限责任公司、肃北博伦矿业开发有限责任公司、金川集团股份有限公司、彝良驰宏矿业有限公司龚清田、王青海、赵明祥、张辉、艾显恒、周德伟、纪建师、黄华桃、袁平勇、周晓鹏、孙德民、孙家驹17、2016082 散体下资源开采安全控制及灾害预报技术研究与应用江西。
冰铜冶炼
可以用Cu-Cu2S-Cu2O体系状态图8.4说明。
15
L1: 溶解有少量 Cu2S的铜相 L2: 溶解有少量 铜的Cu2S相,
图8.4 Cu-Cu2S-Cu2O 系状态图
16
Cu2S
Cu2S + Cu
Cu + Cu2S
过吹
Cu含 Cu2O
Cu
Cu2S+Cu
Cu+ Cu2S
17
4、Fe3O4 的生成与破坏
第八节 冰铜的吹炼
一、概述
硫化铜精矿经过造锍熔炼产出了铜锍。 铜锍是金属硫化物的共熔体。主要成分除了Cu、 Fe、S外,还含有少量Ni,Co,Pb,Zn,Sb,Bi, Au,Ag,Se等及微量SiO2,此外还含有2% ~4%的 氧,铜锍中的Cu,Pb,Zn,Ni等重有色金属一般 是以硫化物的形态存在,铁的物相主要是FeS,也 有少量以FeO、Fe3O4形态存在。 吹炼目的:除去铜锍中的铁和硫以及其它杂质, 获得粗铜。 铜锍是贵金属的良好捕集剂。 在吹炼过程中,金、银及铂族元素等贵金属几 乎全部富集于粗铜中。
23
1)Ni3S2在吹炼过程中的变化
Ni3S2是高温下稳定的镍的硫化物。当熔体 中有FeS存在时,NiO能被FeS 硫化成Ni3S2:
3NiO(s) + 3FeS(l) + O2 = Ni3S2 (l) +3FeO(l) +SO2
只有在FeS浓度降低到很小时,Ni3S2才按下式 被氧化:
Ni3S2+3.5O2=3NiO+2SO2 +1186kJ
2PbO + SiO2 = 2PbO· 2 SiO
由于PbS沸点较低(1280℃),在吹炼温度下, 有相当数量的PbS直接从熔体中挥发出来进入炉气 中。
华鼎铜业双底吹连续炼铜的生产实践
华鼎铜业双底吹连续炼铜的生产实践袁俊智;王新民【摘要】双底吹连续炼铜是我国具有自主知识产权的铜冶炼新工艺,本文介绍了华鼎铜业火法炼铜采用双底吹连续吹炼工艺技术的项目特点、技术特点以及生产运行情况,生产实践证明该工艺综合能耗低、作业环境好、生产成本低,提产空间宽,是P-S转炉吹炼技术升级改造首先技术之一.【期刊名称】《有色设备》【年(卷),期】2017(000)006【总页数】4页(P34-37)【关键词】双底吹连续炼铜;能耗低;P-S转炉【作者】袁俊智;王新民【作者单位】包头华鼎铜业发展有限公司,内蒙古包头014030;包头华鼎铜业发展有限公司,内蒙古包头014030【正文语种】中文【中图分类】TF811包头华鼎铜业发展有限公司(以下称华鼎铜业)成立于2003年,2004年12月15日建成一套年产3万吨铜密闭鼓风炉系统。
由于环保的压力,2011年公司积极主动开始淘汰鼓风炉炼铜落后产能,改造为先进的氧气底吹炼铜工艺,但铜锍吹炼仍采用成熟可靠具有一百多年历史的P- S转炉。
近年来,铜冶炼技术发展迅速,尤其是氧气底吹连续吹炼等铜锍连续吹炼技术得到工业化应用推动了整个铜冶炼工业的快速发展。
对比铜锍连续吹炼,间断操作的P- S转炉在吹炼过程中,熔炼产出的铜锍需要用包子在车间内吊运,存在较为严重的SO2烟气低空污染和安全隐患;间断操作产生的烟气量和烟气成分波动较大,为烟气制酸带来了一定的影响。
在安全生产日益严格、技术自动化程度日益发达的当今社会,P- S转炉吹炼已经不适应技术的发展要求。
华鼎铜业经过充分的调研、论证,主动求变,决定采用国际领先的氧气底吹连续吹炼技术对系统进行改造,设计单位依然选择有着丰富设计经验的中国恩菲公司。
熔炼主厂房内增加一台Φ4.4 m×18 m的氧气底吹熔炼炉,原有氧气底吹熔炼炉(Φ3.8 m×15 m)改造为氧气底吹连续吹炼炉。
两台冶金炉呈台阶布置,熔炼炉产出的铜锍通过流槽流入吹炼炉中,吹炼炉产出的粗铜通过包子吊至阳极炉进行精炼。
DIN_EN_10253-3
November 2004DEUTSCHE NORM Entwurf Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) im DINPreisgruppe 16DIN Deutsches Institut für Normung e.V. • Jede Art der Vervielfältigung, auch auszugsweise, nur mitGenehmigung des DIN Deutsches Institut für Normung e. V., Berlin, gestattet.ICS 23.040.40Dieser Norm-Entwurf wird der Öffentlichkeit zur Prüfung und Stellungnahme vorgelegt.Weil die beabsichtigte Norm von der vorliegenden Fassung abweichen kann, ist die Anwendung diesesEntwurfes besonders zu vereinbaren.Stellungnahmen werden erbetenAnwendungswarnvermerk?CF 9576164www.din.de X –vorzugsweise als Datei per E-Mail an nard@din.de in Form einer Tabelle. Die Vorlage dieser Tabelle kann im Internet unter www.din.de/stellungnahme abgerufen werden;–oder in Papierform an den Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) im DIN (Hausanschrift: Kamekestr. 8, 50672 Köln).EntwurfDIN EN 10253-3Formstücke zum Einschweißen –Teil 3: Nichtrostende austenitische und austenitisch-ferritische(Duplex-) Stähle ohne besondere Prüfanforderungen;Deutsche Fassung prEN 10253-3:2004Butt-welding pipe fittings –Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without specific inspection requirements;German version prEN 10253-3:2004Raccords à souder bout à bout –Partie 3: Aciers inoxydables austénitiques et austéno-ferritiques (duplex) sans contrôle specifique;Version allemande prEN 10253-3:2004©Alleinverkauf der Normen durch Beuth Verlag GmbH, 10772 Berlin Einsprüche bis 2004-12-31www.beuth.deGesamtumfang 43 SeitenE DIN EN 10253-3:2004-112Nationales VorwortDieser europäische Norm-Entwurf wurde vom Technischen Komitee ECISS/TC 29 "Stahlrohre sowie Fittings für Stahlrohre" (Sekretariat: UNI) ausgearbeitet.Für die deutsche Mitarbeit ist der Arbeitsausschuss NARD-11 …Einschweißfittings" im Normenausschuss Rohrleitungen und Dampfkesselanlagen (NARD) verantwortlich.² (QWZXUI ²Dokument-Typ: Europäische Norm Dokument-Untertyp:Dokument-Stage: CEN-Umfrage Dokument-Sprache: DECISS/TC 29 Datum: 2004-06 prEN 10253-3 ECISS/TC 29 Sekretariat: SISFormstücke zum Einschweißen — Teil 3: Nichtrostende austenitische und austenitisch-ferritische (Duplex-) Stähle ohne besondere Prüfanforderungen Raccords à souder bout à bout — Partie 3 : Aciers inoxydables austénitiques et austéno-ferritiques (duplex) sans contrôle specifiqueButt-welding pipe fittings — Part 3: Wrought austenitic and austenitic-ferritic (duplex) stainless steels without spe-cific inspection requirementsICS:Deskriptoren² (QWZXUI ²prEN 10253-3:2004 (D)2InhaltSeiteVorwort (41)Anwendungsbereich (52)Normative Verweisungen (53)Begriffe (74)Sorteneinteilung und Bezeichnung....................................................................................................94.1Sorteneinteilung....................................................................................................................................94.2Bezeichnung (95)Bestellangaben.....................................................................................................................................95.1Verbindliche Angaben..........................................................................................................................95.1.1Bezeichnung der Formstücke .............................................................................................................95.1.2Angaben...............................................................................................................................................105.2Zusätzliche Angaben (Optionen).......................................................................................................105.3Bestellbeispiele...................................................................................................................................115.3.1Beispiel 1.............................................................................................................................................115.3.2Beispiel 2.............................................................................................................................................115.3.3Beispiel 3.............................................................................................................................................115.3.4Beispiel 4 (116)Herstellverfahren................................................................................................................................116.1Erschmelzungsverfahren des Stahls................................................................................................116.2Herstellverfahren für Formstücke und Wärmebehandlung............................................................116.2.1Herstellverfahren................................................................................................................................116.2.2Schweißen...........................................................................................................................................126.2.3Wärmebehandlung (137)Technische Anforderungen...............................................................................................................137.1Allgemeines.........................................................................................................................................137.2Chemische Zusammensetzung.........................................................................................................137.2.1Schmelzenanalyse..............................................................................................................................137.3Mechanische Eigenschaften..............................................................................................................167.3.1Bei Raumtemperatur...........................................................................................................................167.4Korrosionsbeständigkeit ...................................................................................................................207.5Oberflächen und innere Beschaffenheit...........................................................................................207.5.1Oberflächenbeschaffenheit ...............................................................................................................207.5.2Innere Beschaffenheit........................................................................................................................217.6Maße und Grenzabmaße....................................................................................................................217.6.1Maße.....................................................................................................................................................217.6.2Grenzabmaße......................................................................................................................................247.6.3Ausführung der Formstückenden (288)Prüfung................................................................................................................................................288.1Prüfbescheinigungen.........................................................................................................................288.1.1Arten von Prüfbescheinigungen.......................................................................................................288.1.2Inhalt der Prüfbescheinigungen........................................................................................................288.2Zusammenfassung der Prüfungen (289)Probenentnahme.................................................................................................................................289.1Häufigkeit der Prüfungen...................................................................................................................289.1.1Prüflos..................................................................................................................................................289.2Vorbereitung der Probenabschnitte und Proben............................................................................309.2.1Probenabschnitte und Proben für die mechanischen Prüfungen.................................................309.2.2Probe für den Zugversuch am Grundwerkstoff...............................................................................309.2.3Probe für den Zugversuch an der Schweißnaht..............................................................................309.2.4Probe für den Schweißnaht-Biegeversuch......................................................................................309.2.5Probe für die Prüfung auf interkristalline Korrosion ......................................................................30² (QWZXUI ²prEN 10253-3:2004 (D)3Seite10Prüfverfahren.......................................................................................................................................3010.1Chemische Analyse.............................................................................................................................3010.2Zugversuch am Grundwerkstoff........................................................................................................3010.2.1Bei Raumtemperatur...........................................................................................................................3010.2.2Bei erhöhter Temperatur.....................................................................................................................3110.3Zugversuch quer zur Schweißnaht....................................................................................................3110.4Schweißnaht-Biegeversuch................................................................................................................3110.5Prüfung auf interkristalline Korrosion ..............................................................................................3110.6Maßprüfung..........................................................................................................................................3110.7Sichtprüfung........................................................................................................................................3110.8Zerstörungsfreie Prüfung...................................................................................................................3110.8.1Personal................................................................................................................................................3110.8.2Zerstörungsfreie Prüfung (ZfP) der Schweißnaht............................................................................3110.9Werkstoff-Verwechslungsprüfung.....................................................................................................3210.10Freigestellte Prüfungen (3211)Kennzeichnung....................................................................................................................................3211.1Umfang der Kennzeichnung...............................................................................................................3212Vorbereitung zum Versand und Verpackung.. (32)Anhang A (informativ) Besondere Maße der Formstücke ............................................................................33Anhang B (informativ) Allgemein verwendete Innendurchmesser und Wanddicken, metrischeMaße (40)² (QWZXUI ²prEN 10253-3:2004 (D)4VorwortDieses Dokument (prEN 10253-3:2004) wurde vom Technischen Komitee ECISS/TC 29 …Stahlrohre und Fittings für Stahlrohre“ erarbeitet, dessen Sekretariat vom UNI/UNSIDER gehalten wird.Dieses Dokument ist derzeit zur CEN-Umfrage vorgelegt.Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europäische Kommission und die Europäische Freihandelszone dem CEN erteilt haben und unterstützt grundlegende Anforderungen von EU-Richtlinie(n).Weitere Teile der EN 10253 sind veröffentlicht oder in Vorbereitung, dies sind:¾ Teil 1:Unlegierter Stahl für allgemeine Anwendungen und ohne besondere Prüfanforderungen ¾ Teil 2:Unlegierter und legierter Stahl mit besonderen Prüfanforderungen ¾ Teil 4:Nichtrostende austenitische und austenitisch-ferritische (Duplex-) Stähle mit besonderen Prüf-anforderungenBei der Erarbeitung dieser Europäischen Norm hat das zuständige Komitee erkannt, dass für nichtrostende Stähle allgemein zwei unterschiedliche Produktgruppen verwendet werden und hat beschlossen, dem durch Aufspaltung der Norm in zwei Teile Rechnung zu tragen.Im ersten Teil hat das Komitee die Notwendigkeit erkannt, zunächst den Grundtyp zu beschreiben, bei dem die Mindest-Wanddicke des Formstücks ohne formalen Bezug zur Druckbelastbarkeit sichergestellt ist. Dieser Typ wird in Teil 3 berücksichtigt, er enthält Formstücke, die für Anwendungen nach Artikel 3, Absatz 3, der Druckgeräterichtlinie (97/23/EU) eingesetzt werden können.Im zweitens Teil legen die Normen über Bauteile der Kategorien I — IV unter der Druckgeräterichtlinie fest,dass das Formstück eine definierte Festigkeit gegen Innendruck hat. Dieser Ansatz bedingt erhöhte Anforderungen, die im Teil 4 berücksichtigt sind.Anhang A (informativ) enthält Informationen über besondere Maße der Formstücke und Anhang B (informativ)enthält Vorzugsmaße für Innendurchmesser und Wanddicken.Die Auswahl des Stahlwerkstoffes und das Anforderungsniveau hängt von vielen Faktoren ab; die Eigenschaften des Mediums, die Betriebsbedingungen, der Berechnungscode und gesetzliche Anforderungen sollten berücksichtigt werden. Daher gibt diese Norm keine detaillierten Richtlinien für die Anwendung der unterschiedlichen Bauteile. Es liegt letztlich in der Verantwortung des Anwenders, den entsprechenden Teil für die vorgesehene Anwendung auszuwählen.² (QWZXUI ²prEN 10253-3:2004 (D)51 Anwendungsbereich 1.1Dieser Teil der EN 10253 legt die technischen Lieferbedingungen für nahtlose Formstücke zum Einschweißen (Rohrbogen, konzentrische und exzentrische Reduzierstücke, T-Stücke mit gleichem oder mit reduziertem Abzweig, Kappen) aus nichtrostendem austenitischem und austenitisch-ferritischem (Duplex-)Stahl, ohne spezielle Anforderungen an die Prüfung fest.Diese Norm spezifiziert:¾ die Stahlsorten;¾ die mechanischen Eigenschaften;¾ die Maße und Grenzabmaße;¾ die Anforderungen an die Prüfungen;¾ die Prüfbescheinigungen;¾ die Kennzeichnung;¾ die Versandvorbereitung und Verpackung.1.2Falls in diesem Teil der EN 10253 nichts anderes festgelegt ist, gelten die allgemeinen technischen Lieferbedingungen nach EN 10021.1.3AnwendungsgrenzenDie zulässigen Drücke und Temperaturen unterliegen der Verantwortlichkeit des Bestellers gemäß dem Stand der Technik und unter Anwendung der in den geltenden Vorschriften, technischen Regeln oder Normen festgelegten Sicherheitsbeiwerte.Schweißnahtfaktoren werden allgemein bei der Berechnung der Wanddicken von Bauteilen verwendet, die eine oder mehrere Stumpfnähte aufweisen, die nicht in Umfangsrichtung liegen:¾ bei Bauteilen, von denen Stichproben einer zerstörungsfreien Prüfung unterzogen werden: 0,85¾ bei Bauteilen, die lediglich einer Sichtprüfung unterzogen werden: 0,7.2 Normative VerweisungenDie folgenden zitierten Dokumente sind für die Anwendung dieses Dokuments erforderlich. Bei datierten Verweisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe des in Bezug genommenen Dokuments (einschließlich aller Änderungen).EN 287-1, Prüfung von Schweißern — Schmelzschweißen — Teil 1: Stähle.EN 288-3, Anforderung und Anerkennung von Schweißverfahren für metallische Werkstoffe — Teil 3:Schweißverfahrensprüfung für das Lichtbogenschweißen von Stählen.EN 910, Zerstörende Prüfungen von Schweißnähten an metallischen Werkstoffen — Biegeprüfungen.EN 1418, Schweißpersonal — Prüfung von Bedienern von Schweißeinrichtungen zum Schmelzschweißen und von Einrichtern für das Widerstandsschweißen für vollmechanisches und automatisches Schweißen von metallischen Werkstoffen.² (QWZXUI ²prEN 10253-3:2004 (D)6EN 10002-1, Metallische Werkstoffe — Zugversuch — Teil 1: Prüfverfahren (bei Raumtemperatur).EN 10002-5, Metallische Werkstoffe — Zugversuch — Teil 5: Prüfverfahren bei erhöhter Temperatur.EN 10020, Begriffsbestimmung für die Einteilung von Stählen.EN 10021, Allgemeine technische Lieferbedingungen für Stahl und Stahlerzeugnisse.EN 10027-1, Bezeichnungssystem für Stähle — Teil 1: Kurznamen, Hauptsymbol.EN 10027-2, Bezeichnungssystem für Stähle — Teil 2: Nummernsystem.EN 10028-7, Flacherzeugnisse aus Druckbehälterstählen — Teil 7: Nichtrostende Stähle.EN 10052, Begriffe der Wärmebehandlung von Eisenwerkstoffen.EN 10079, Definition von Stahlerzeugnissen.EN 10088-1, Nichtrostende Stähle — Teil 1: Verzeichnis der nichtrostenden Stähle.EN 10088-2, Nichtrostende Stähle — Teil 2: Technische Lieferbedingungen für Blech und Band für allgemeine Verwendung.EN 10088-3, Nichtrostende Stähle — Teil 3: Technische Lieferbedingungen für Halbzeuge, Stäbe, Walzdraht,gezogenen Draht, Profile und Blankstahlerzeugnisse aus korrsionsbeständigen Stählen für allgemeine Verwendung und für das Bauwesen.EN 10168, Stahl und Stahlerzeugnisse — Prüfbescheinigungen — Liste und Beschreibung der Angaben.EN 10204, Metallische Erzeugnisse — Arten von Prüfbescheinigungen.EN 10216-5, Nahtlose Stahlrohre für Druckbeanspruchungen — Technische Lieferbedingungen — Teil 5:Rohre aus nichtrostenden Stählen.EN 10217-7, Geschweißte Stahlrohre für Druckbeanspruchungen — Technische Lieferbedingungen — Teil 7:Rohre aus nichtrostenden Stählen.EN 10234, Metallische Werkstoffe — Rohr — Aufweitversuch.EN 10236, Metallische Werkstoffe — Rohr — Ringaufdornversuch.EN 10266, Stahlrohre, Formstücke und Hohlprofile für den Stahlbau — Symbole und Definitionen von Be-griffen für die Verwendung in Erzeugnisnormen.EN 10272, Nichtrostende Stäbe für Druckbehälter.EN 10296-2, Geschweißte kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen — Technische Lieferbedingungen — Teil 2: Rohre aus nichtrostenden Stählen.EN 10297-2, Nahtlose kreisförmige Stahlrohre für den Maschinenbau und allgemeine technische Anwendungen — Technische Lieferbedingungen — Teil 2: Rohre aus nichtrostenden Stählen.EN ISO 377, Stahl und Stahlerzeugnisse — Lage und Vorbereitung von Probenabschnitten und Proben für mechanische Prüfungen (ISO 377:1999).EN ISO 1127, Nichtrostende Stahlrohre — Maße, Grenzabmaße und längenbezogene Masse (ISO 1127:1997).² (QWZXUI ²prEN 10253-3:2004 (D)7EN ISO 2566-2, Stahl — Umrechnung von Bruchdehnungswerten — Teil 2: Austenitische Stähle.EN ISO 3651-2, Ermittlung der Beständigkeit nichtrostender Stähle gegen interkristalline Korrosion — Teil 2:Nichtrostende ferritische, austenitische und ferritisch-austenitische (Duplex-)Stähle — Korrosionsversuch in schwefelsäurehaltigen Medien.EN ISO 6708, Rohrleitungsteile — Definition und Auswahl von DN (Nennweite).ISO 3419, Non-alloy and alloy steel butt-welding fittings.ISO 5251, Stainless steel butt-welding fittings.EN ISO 9001, Qualitätsmanagementsysteme — Anforderungen.ISO 14284, Iron and steel products — Sampling and preparation of samples for the determination of the chemical composition.CR 10260, Designation system for steel —Additional symbols (CEN Report).3 Begriffe3.1Allgemeinesfür die Anwendung dieses Teils der EN 10253 gelten die entsprechenden Begriffe nach EN 10020, EN 10021,EN 10052, EN 10079 und EN ISO 377 sowie die folgenden Begriffe3.2Bauartbei Rohrbogen und Rohrbogen 180° legt die Bauart den Biegeradius des Bogens fest3.3geschweißtes Formstück3.3.1aus geschweißten Rohren hergestelltes Formstück3.3.2aus Blech oder Band hergestelltes Formstück, bei dem das Schweißen Teil des Fertigungsvorganges ist3.4BestellerPerson oder Organisation, die Produkte nach dieser Norm bestellt3.5ArbeitgeberUnternehmen, in dem eine Person tätig ist. Arbeitgeber kann entweder der Formstück-Hersteller bzw. Lieferer sein oder eine dritte Partei, die eine Dienstleistung, z. B. zerstörungsfreie Prüfungen, ZfP, durchführt² (QWZXUI ²prEN 10253-3:2004 (D)83.6Symbolefür die Anwendung dieses Teils der EN 10253 gelten die Symbole in EN 10266 sowie die folgenden Symbole:DN, DN 1übliche Kenngröße für Rohrleitungen; nicht messbarer Wert (siehe EN ISO 6708);D festgelegter Außendurchmesser bei Rohrbogen, Rohrbogen 180°, T-Stücken mit gleichemAbzweig, Kappen sowie großer Außendurchmesser bei Reduzierstücken und T-Stücken mitreduziertem Abzweig, in Millimeter;D1festgelegter kleiner Außendurchmesser bei Reduzierstücken und T-Stücken mit reduziertemAbzweig, in Millimeter;T festgelegte Wanddicke an den Schweißenden bei Rohrbogen, Rohrbogen 180° und T-Stückenmit gleichem Abzweig oder am Schweißende bei D bei Reduzierstücken und T-Stücken mitreduziertem Abzweig, in Millimeter;T1festgelegte Wanddicke am Schweißende bei D 1 bei Reduzierstücken und T-Stücken mit redu-ziertem Abzweig, in Millimeter;ID Innendurchmesser am Schweißende von Rohrbogen und Rohrbogen 180°, T-Stücken mitgleichem Abzweig und am großen Schweißende bei Reduzierstücken und T-Stücken mitreduziertem Abzweig (ID = D - 2T);ID1Innendurchmesser am kleinen Schweißende von Reduzierstücken und T-Stücken mitreduziertem Abzweig (ID 1 = D 1 – 2T 1);C Abstand Mitte zu Mitte bei Rohrbogen 180° (C = 2R), in Millimeter;B Baulänge bei Rohrbogen 180° ( gemessen von den Bogenöffnungen bis zum Scheitelpunkt desBogens ), in Millimeter;F Baulänge bei T-Stücken, gemessen von der Mittelachse des Abzweiges bis zum Anschweißendedes T-Stück-Durchgangs und bei T-Stücken mit gleichem Abzweig, gemessen von der Mittel-achse des Durchganges bis zum Anschweißende des Abzweiges, in Millimeter;G Abzweig-Baulänge bei T-Stücken mit reduziertem Abzweig, gemessen von der Mittelachse desT-Stückdurchgangs bis zum Anschweißende des Abzweiges, in Millimeter;h Höhe des geraden Teils bei gewölbten Böden, in Millimeter;H Baumaß bei Rohrbogen 45°, in Millimeter;K 2Gesamthöhe bei Kappen, in Millimeter;L Baulänge bei Reduzierstücken, in Millimeter;X Formtoleranz für Formstücke;R Biegeradius bei Rohrbogen und Rohrbogen 180°, in Millimeter;R m Zugfestigkeit bei Raumtemperatur, in MPa;R p0,20,2 % Dehngrenze bei Raumtemperatur, in MPa;R p1,01,0 % Dehngrenze bei Raumtemperatur, in MPa;A Bruchdehnung, bezogen auf eine Anfangsmesslänge von 5,65 o S ;HB Brinellhärte;W0geschweißt aus warm- oder kaltgewalztem Blech oder Band 1 D, 2 D, 2 E, 2 B (Symbole fürFlacherzeugnisse nach EN 10088-2);W1geschweißt aus warmgewalztem Blech oder Band 1 D, entzundert;W2geschweißt aus kaltgewalztem Blech oder Band 2 D, 2 E und 2 B, entzundert.² (QWZXUI ²prEN 10253-3:2004 (D)94 Sorteneinteilung und Bezeichnung4.1 SorteneinteilungDie in diesem Teil der EN 10253 enthaltenen Stähle sind nach ihrem Gefüge eingeteilt in:¾ austenitische Stähle;¾ austenitisch-ferritische (Duplex-)Stähle.Genauere Angaben siehe EN 10088-1.4.2 BezeichnungDie in diesem Teil der EN 10253 enthaltenen Formstücke werden mit folgenden Angaben bezeichnet:¾ Nummer dieser Europäischen Norm (EN 10253-3)und:¾ Kurzbenennung des Stahls nach EN 10027-1 und CR 10260;oder:¾ Werkstoffnummer des Stahls nach EN 10027-2.5 Bestellangaben5.1 Verbindliche Angaben5.1.1 Bezeichnung der Formstücke 5.1.1.1Rohrbogen und Rohrbogen 180°Rohrbogen und Rohrbogen 180° werden durch die Bauart (1 D, 1,5 D, 2,5 D, D + 100 usw), den Winkel und den Durchmesser D bezeichnet.5.1.1.2 ReduzierstückeReduzierstücke werden durch die Bauart (konzentrisch oder exzentrisch), den größeren Durchmesser D und den kleineren Durchmesser D 1 bezeichnet.5.1.1.3 T-StückeEgale T-Stücke werden durch den Durchmesser D bezeichnet.Reduzier-T-Stücke werden durch den größeren Durchmesser D und den kleineren Durchmesser D 1 be-zeichnet.5.1.1.4 KappenKappen werden durch den Durchmesser D bezeichnet.² (QWZXUI ²prEN 10253-3:2004 (D)105.1.2 AngabenBei Anfrage und Bestellung muss der Besteller folgende Angaben machen:a) verlangte Menge (Stückzahl);b) Bezeichnung der Formstücke (siehe 5.1.1) und Wanddicke T (T 1);c) Bezeichnung der Stahlsorte nach diesem Teil der EN 10253;d) Hinweis auf diesen Teil der EN 10253.5.2 Zusätzliche Angaben (Optionen)Dieser Teil der EN 10253 legt eine Reihe weiterer zusätzlicher Angaben fest, die nachstehend aufgeführt sind. Falls der Besteller davon keinen Gebrauch macht und die Anfrage und Bestellung keine entsprechenden Anforderungen enthält, sind die Formstücke nach den grundsätzlichen Festlegungen (siehe 5.1) zu liefern.1) Erschmelzungsverfahren (siehe 6.1);2) Wärmebehandlung der Formstücke (siehe 6.2.3.1);3) zusätzliche Prüfungen der Formstücke sind bei Anfrage und Bestellung zu vereinbaren (7.3.1);4) vereinbarte mechanische Eigenschaften für Formstücke mit Wanddicken über 60 mm (siehe Tabelle 4);5) Prüfung auf interkristalline Korrosion (siehe 7.4);6) Beizen (siehe 7.5.1.9);7) Strahlen oder Blankglühen (siehe 7.5.1.9);8) Beizen und Passivierung (siehe 7.5.1.9);9) zerstörungsfreie Prüfung im Bereich der Schweißnaht (siehe 7.5.2);10) besondere Maße der Formstücke nach Anhang A (siehe 10.1.2);11) Bestellung der Formstücke mit Grenzabmaßen Klasse D3 oder D4 (siehe Tabelle 6);12) die Ausführung der Formstückenden ist bei Anfrage und Bestellung zu vereinbaren (siehe 7.6.4);13) Art der Prüfbescheinigung, falls nicht nach dem Standard-Dokument (siehe 8.1.1);14) die genaue Größe des Prüfloses ist im Bestellauftrag festzulegen (siehe Tabelle 9);15) Schweißnaht-Biegeversuch (Formstücke zum Einschweißen) (siehe Tabelle 10);16) Zugversuch an der Schweißnaht bei Raumtemperatur (siehe Tabelle 10);17) Eindringprüfung von Schweißnaht und Schweißenden (siehe 10.8.2);18) Eindringprüfung der Oberflächen, der Umfang ist bei der Anfrage festzulegen (siehe 10.8.2);19) Zusätzliche Kennzeichnung (siehe 11.1);20) Besondere Verpackung, Beschichtung oder Endstopfen nach Vereinbarung bei der Anfrage oder Be-stellung (siehe Abschnitt 12).² (QWZXUI ²。
歌曲 Last Ride of the Day(Nightwish)夜愿的重金属狂潮(中英文互译)
歌曲Last Ride of the Day(Nightwish)夜愿的重金属狂潮(中英文互译)"Last Ride of the Day" is the eleventh track from Finnish symphonic metal band Nightwish's seventh studio album Imaginaerum. This track was chosen as the official anthem for the Ice Hockey World Championships 2012 in Finland/Sweden.DJ Orkidea produced a remix of the song as the new entrance music of the Kiteen Pallo sports team, while Nightwish had previously created an early version of a song titled Kiteen Pallo for the team in the past. Both versions of the songs could be found on the website in the past, but have since been removed when the site was revamped for the release of Imaginaerum.剧院金属(美声金属)乐队夜愿是来自芬兰的国宝级乐队,其作品以恢弘大气、诡谲魔性的特点为人所知。
他们充分发挥交响力量金属乐的演绎风格,描绘有如亘古传来的神话般或充斥大胆新奇想象的史诗歌曲。
听众往往会被他们作品中所蕴含的磅礴气势所震撼,为他们所编织的诡魅幻境所迷醉。
这首《最后一程》将夜愿一贯的风格魅力体现得淋漓精致。
双闪铜冶炼工艺

双闪铜冶炼工艺
嘿,朋友!今天咱就来好好唠唠双闪铜冶炼工艺。
你说这双闪铜冶炼工艺啊,就像是一位神奇的大厨在烹饪一道超级大餐!只不过这位大厨用的不是锅碗瓢盆,而是各种高大上的设备和技术。
想象一下,一堆矿石就像一堆杂乱无章的食材,而双闪工艺呢,就是那双神奇的手,能把这些“食材”精心处理,变成闪闪发光的纯铜。
先来说说熔炼这一环节吧,那可真是热热闹闹啊!就像一场激烈的战斗,矿石在高温的熔炉里翻滚、融合,各种化学反应噼里啪啦地进行着,最后出来的就是富含铜的熔体。
这过程,可不简单呐!得精确控制温度、配料啥的,稍微有点偏差,那可就出大问题啦。
然后是吹炼环节,这就好比给熔体来一次大变身。
通过不断地吹气、搅拌,把杂质一点点地去除掉,让铜变得越来越纯。
这可不是随便吹吹气就行的哦,得掌握好火候和力度,就像给人按摩一样,重了不行轻了也不行。
在整个过程中,那些设备就像是大厨的得力助手,一刻不停地工作着。
它们可都是高科技的宝贝啊,没有它们,这双闪工艺可就玩不转啦!
而且啊,这双闪铜冶炼工艺对环境也很友好呢。
它能尽量减少废气、废渣的排放,就像我们都希望家里干干净净的一样。
这多好呀,既能炼出好铜,又能保护我们的环境。
你说这双闪工艺是不是很了不起?它让那些普通的矿石华丽转身,变成了对我们生活有着重要作用的铜。
从电线到各种电器,哪里都少不了铜的身影。
所以啊,可别小看了这双闪铜冶炼工艺,它可是为我们的生活默默地贡献着力量呢!没有它,我们的生活可就没那么方便啦!这就是双闪铜冶炼工艺的魅力所在呀,你说是不是很神奇呢?。
我国铅火法冶炼技术现状及进展研究

我国铅火法冶炼技术现状及进展研究廖爱民【摘要】随着工业化的不断发展,我国铅火法冶炼技术得到了快速发展,火法炼铅工艺如底吹、侧吹、顶吹、基夫赛特、闪速炼铅等等先进的炼铅工艺不断涌现.至此,我国几乎拥有世界所有炼铅工艺,堪称炼铅工艺的博物馆.同时也由于工业发展的需要,我国铅产量近些年来保持10%以上的增长速度,已逐渐成为世界铅资源产销大国.文章从这个背景出发,对现阶段我国铅火法冶炼技术发展现状进行了分析与对比,在此基础上介绍和分析了我国铅火法冶炼技术的进步和发展.【期刊名称】《世界有色金属》【年(卷),期】2018(000)001【总页数】2页(P3,5)【关键词】铅火法冶炼;技术现状;改进与发展趋势【作者】廖爱民【作者单位】沈阳有色冶金设计研究院有限公司,辽宁沈阳110000【正文语种】中文【中图分类】G834铅是现阶段我国国民经济发展的重要基础原料,我国铅产量近年来始终保持着不断增长的趋势,从2003年开始,我国铅产量已超过美国。
2017年中国铅产量累计471.6万吨,累计增长9.7%。
预计2018年中国铅累计产量将达475.1万吨,累计增长约1.2%。
详见图1所示。
图1 我国2014年~2018年铅产量变化及增速数据来源:中商产业研究院大数据库从上图可看出我国现阶段铅产量非常庞大,尽管如此,但我国铅冶炼技术及装备水平整体偏低,面对如此庞大的铅产量需求,需要尽快改进现有铅冶炼技术,以适应我国经济发展需求。
1 我国现阶段铅火法冶炼技术现状分析与对比上世纪80年代以来,国外先后发明了Kivcet法、QSL法、Ausmelt(ISA)法和Kaldo法等炼铅新工艺;在国外炼铅技术的基础上国内发明了氧气底吹炉+鼓风炉+烟化炉炼铅法、富氧闪速炉+电炉炼铅法、艾萨炉+鼓风炉+烟化炉炼铅法、底吹氧化炉+底吹还原炉+烟化炉炼铅法、底吹氧化炉+侧吹还原炉+烟化炉炼铅法。
Kivcet法是一种铅闪速熔炼法。
此工艺优点是原料适应性强、金属回收率高、烟尘率低,且炉体密闭,烟气逸散少,操作条件好。
黄连素联合二甲双胍对实验性高脂血症的降血脂作用

黄连素联合二甲双胍对实验性高脂血症的降血脂作用马毅;曹军平;徐丽;李霞;李冬梅;孙慧萍【期刊名称】《实验动物与比较医学》【年(卷),期】2014(034)003【摘要】目的探讨黄连素合用二甲双胍(B-M合剂,2∶1)对高脂血症大鼠和小鼠的降血脂作用.方法高脂饲料喂养建立大鼠慢性高脂血症模型,分为正常组、模型组、B-M合剂三个剂量组(280 mg/kg、140 mg/kg、70 mg/kg)、二甲双胍组(140 mg/kg),每组10只,灌胃给药21d,取血清测定甘油三酯(TG)、总胆固醇(TC)、高密度脂蛋白胆固醇(HDL-C)和低密度脂蛋白胆固醇(LDL-C)水平.尾静脉注射Triton WR-1339建立小鼠急性高脂血症模型,分为正常组、模型组、B-M合剂三个剂量组(400 mg/kg、200 mg/kg、100 mg/kg)、二甲双胍组(200 mg/kg),每组10只,造模前3d开始灌胃给药,造模后24h取血清测定TG、TC、HDL-C和LDL-C 水平.结果 B-M合剂各剂量均能明显降低高脂血症大鼠血清TG、TC和LDL-C水平,与模型组比较差异均有统计学意义(P<0.05或P<0.01). B-M合剂各剂量能降低高脂血症小鼠血脂水平,其中高剂量组血清TG、TC、HDL-C和LDL-C水平比模型组均显著降低(P<0.05或P<0.01),中剂量组明显降低血清TG、TC和LDL-C 水平(P<0.05或P<0.01),低剂量组则主要降低血清LDL-C水平(P<0.05).降血脂效应呈现出一定的剂量相关性.结论黄连素合用二甲双胍可有效改善高脂血症的脂质代谢紊乱.【总页数】4页(P228-231)【作者】马毅;曹军平;徐丽;李霞;李冬梅;孙慧萍【作者单位】武警总医院磁共振科,北京100039;武警总医院消毒供应科,北京100039;武警总医院药剂科,北京100039;武警总医院药剂科,北京100039;武警总医院药剂科,北京100039;武警总医院药剂科,北京100039【正文语种】中文【中图分类】Q95-33【相关文献】1.大黄与姜黄配伍对实验性高脂血症小鼠降血脂作用研究 [J], 杨耀光2.消脂平片对实验性高脂血症大鼠降血脂作用及机制的研究 [J], 任海祥;苏华;周晓东3.葛根素联合二甲双胍对实验性高脂血症的降血脂效应 [J], 刘艳茹;于晓云;李晓晓;张博爱4.盐酸小檗碱联合辛伐他汀对实验性高脂血症的降血脂作用研究 [J], 翟蓓5.海带对实验性高脂血症大鼠降血脂作用及其机制 [J], 于竹芹;刘宗宝;龚少兰;董立政因版权原因,仅展示原文概要,查看原文内容请购买。
工业炉窑大气污染治理方案出炉
工业炉窑大气污染治理方案出炉摘要:科技发展迅速的同时工业建设的发展也日新月异。
进入21世纪以来,我国在工业领域发展迅猛,取得了举世瞩目的发展成就,为我国的经济建设打下了坚实的工业基础。
但与此同时,工业设备发展的滞后性也随之显现,尤其是当前我国环境污染问题形势严峻,对于环境保护和治理也达到了前所未有的高度。
我国是一个发展大国,对于能源的需求已经十分紧迫,而工业炉窑的高能耗、高污染的现实也理所当然的成为了当前关注和治理的重点。
因此,对于工业炉窑的环境治理研究也成为了当前亟待解决的现实问题。
关键词:工业炉窑;大气污染治理;方案出炉引言工业炉窑主要是工业炉与工业窑的统称,两者的应用范围有所不同,前者主要是指加热或熔化金属的装置,且较广泛地应用于冶金与机械系统,而后者与工业炉相反,主要是用于加热或熔化非金属的装置,被广泛应用于硅酸盐工业系统。
据调查发现,我国的工业窑炉中燃料炉所占比重最大,且工业炉主要是以煤等固体燃料为主,燃煤工业炉所占比重约为70%,虽然燃油与燃气炉窑近年来呈现逐渐上涨的趋势,但其上涨趋势相比燃煤工业炉仍然较小,因此可预测我国的以煤为主能源结构在近期内不会发生太大变化,这样的不平衡结构不利于工业炉窑的节能实施。
目前也已经有不少企业开始探究工业炉窑的节能技术,通过优化设计、改进设备提高利用率并降低能耗、充分利用现代新科学新技术以达到节能减排的目的。
1概述《方案》提出了工业炉窑大气污染综合治理的重点任务。
加大产业结构调整力度,一方面要严格建设项目环境准入。
新建涉工业炉窑的建设项目,原则上要入园区,配套建设高效环保治理设施。
重点区域严格控制涉工业炉窑建设项目,严禁新增焦化、电解铝等产能;原则上禁止新建燃料类煤气发生炉(园区现有企业统一建设的清洁煤制气中心除外)。
另一方面,要加快淘汰落后产能和不达标工业炉窑,分行业清理《产业结构调整指导目录》淘汰类工业炉窑。
对热效率低下、敞开未封闭,装备简易落后以及无治理设施等严重污染环境的工业炉窑,依法责令关闭。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氧气底吹炼铜技术Oxygen Bottom BlowingOxygen Bottom Blowing Copper Smelting Technology (SKS)中国恩菲工程技术有限公司China ENFI Engineering Corporation氧气底吹炼铜技术现代炼铜技术Oxygen Bottom Blowing Copper Smelting Technology MODERN SMELTING TECHNOLOGYMODERN SMELTING TECHNOLOGY★诺兰达/特尼恩特炼铜法Noranda/Teniente Smelting Process★奥斯麦特/艾萨炼铜法Ausmelt/ISA Smelting Process★闪速炼铜法Flash Smelting Process★三菱炼铜法Mitsubishi Process★氧气底吹炼铜法SKS Smelting ProcessSKS S lti P★瓦纽科夫/金峰/白银炼铜法Vanukov /Jinfeng/Baiyin Smelting ProcessVanukov/Jinfeng/Baiyin Smelting Process氧气底吹炼铜技术Oxygen Bottom Blowing Copper Smelting Technology 现代炼铜技术MODERN SMELTING TECHNOLOGY 诺兰达/特尼恩特炼铜法(Noranda/Teniente Smelting Process)MODERN SMELTING TECHNOLOGYTENIENTE FURNACE NORANDA FURNACETENIENTE FURNACEMODERN SMELTING TECHNOLOGY诺兰达/特尼恩特炼铜法(Noranda/Teniente Smelting Process)MODERN SMELTING TECHNOLOGY1、诺兰达工艺起源于上个世纪50年代、推广至美国、中国、澳大利亚和智利。
Noranda process originated in the last century 50‘s, applied in the United States,China, Australia and Chile.2、特尼恩特工艺在智利、秘鲁、墨西哥、泰国、赞比亚等国得到推广,有十多台炉子在运行。
T i t t h l li d i Chil P M i Th il d Z bi d th t i d h Teniente technology was applied in Chile, Peru, Mexico, Thailand, Zambia and other countries, and has more than ten furnaces in operation.3、诺兰达/特尼恩特工艺具有很强的熔炼强度,对原料适应性也很强。
Noranda / Teniente technology have very strong smelting strength, with very strong adaptability of raw materials.4、诺兰达/特尼恩特工艺采用的富氧浓度较低,需要捅风眼操作,炉寿较低。
Noranda / Teniente technology use low oxygen enrichment, need shading tuyere operation, and have shorter furnace life.MODERN SMELTING TECHNOLOGY 奥斯麦特/艾萨炼铜法(Ausmelt/Isa Smelting Process)MODERN SMELTING TECHNOLOGYMODERN SMELTING TECHNOLOGY奥斯麦特/艾萨炼铜法(Ausmelt/Isa Smelting Process)MODERN SMELTING TECHNOLOGY1、原料的适应性很强。
Very strong adaptability of raw materials.2、备料简单:可以直接处理湿料、块料、垃圾等。
Raw material preparation is simple: can directly treat wet material, block material, andb tgarbage etc.3、熔炼强度高,Isa炉单台炉子精矿处理量达到了130万吨/a。
Strong smelting strength Isa furnace concentrate processing capacity has reached to13million 4、工艺控制较为困难,氧枪寿命短。
Strong smelting strength, Isa furnace concentrate processing capacity has reached to 1.3 million t/a.More difficult process control, and oxygen lance life is short.5、2011~2012年未有推广应用。
No application during 2011~2012.MODERN SMELTING TECHNOLOGY 瓦纽科夫(V ANUKOV SMELTING PROCESS )MODERN SMELTING TECHNOLOGYMODERN SMELTING TECHNOLOGYMODERN SMELTING TECHNOLOGY瓦纽科夫(V ANUKOV\JINFENG\BAIYIN SMELTING PROCESS)1、原料的适应性很强。
very strong adaptability of raw materials.2、备料简单:可以直接处理湿料、块料、垃圾等。
Raw material preparation is simple: can directly deal with the wet material, block material, and garbage ect.3、熔炼强度高,熔炼渣含铜较低。
4、炉体结构复杂、炉体散热损失大,需要加煤补热,能耗高。
St t f f i l h t l f f b d i t d t dd thStrong smelting strength, lower copper content in slag.Structure of furnace is complex , heat loss of furnace body is too more, need to add the coal heating, energy consumption is high.MODERN SMELTING TECHNOLOGY 闪速炼铜法(Flash Smelting Process)MODERN SMELTING TECHNOLOGY氧气底吹炼铜技术Oxygen Bottom Blowing Copper Smelting Technology 现代炼铜技术MODERN SMELTING TECHNOLOGY闪速炼铜法(Flash Smelting Process)MODERN SMELTING TECHNOLOGY1、世界上有49座用于炼铜的闪速炉,总产能占50%以上。
There are 49 copper flash furnaces in the world, total capacity accounted for more than 50%.2、闪速炼铜法具有很高的熔炼强度,单系列产能可达40万t/a阳极铜。
Copper flash smelting process has high smelting intensity, with single series of production capacity of up to 400,000 t/a anode copper.3、环保条件好、自动化程度高。
Environmental conditions are good and automation level is high.4、原料适应性差,备料复杂。
Adaptability of raw materials is low material preparation is complexAdaptability of raw materials is low, material preparation is complex.5、投资大。
Large investment.g现代炼铜技术氧气底吹炼铜技术 Oxygen Bottom Blowing Copper Smelting TechnologyMODERN SMELTING TECHNOLOGYFlash Smelting—Flash Converting Process Flow Sheet现代炼铜技术MODERN SMELTING TECHNOLOGY1、环保条件好、自动化程度高。
氧气底吹炼铜技术 Oxygen Bottom Blowing Copper Smelting TechnologyGood environmental conditions and high automation level. 2、工艺流程长。
Long Process flow. 3、冶炼能耗高。
High smelting energy consumption. 4、投资大。
Large investment.现代炼铜技术MODERN SMELTING TECHNOLOGY氧气底吹炼铜技术 Oxygen Bottom Blowing Copper Smelting Technology世界上有7套炼铜三菱炉: 套炼铜三菱炉 There are 7 Mitsubishi furnaces in the world: 日本直岛冶炼厂(Japan) 加拿大梯明斯(Canada) 韩国翁山(Korea) 印尼Gresik(Indonesia) G ik(I d i ) 澳大利亚肯布拉港(Australia) 印度Birla Copper (India)三菱连续炼铜法 MITSUBISHI PROCESS日本小名浜(Japan)现代炼铜技术MODERN SMELTING TECHNOLOGY氧气底吹炼铜技术 Oxygen Bottom Blowing Copper Smelting Technology1、硫的捕集率高 硫的捕集率高99~99.5%; High sulfur capture rate, to 99~99.5% 2、自动化程度高。