Jutze AOI使用手册
Jutze-AOI算法实例及注意事项
Jutze AOI算法实例及注意事项文中对部分关键参数做了限制要求,同时对算法应用原理做了演示。
文中黑体部分为算法使用中需要重点注意的事项。
为适应生产要求,目前程序中使用到的算法较多,且都频繁使用。
如下:◆Ocv-bin◆Scale◆Distance-L/Distance-W◆L-band-search/W-band-search◆Contours-find◆Image-match◆Connex◆Lead-box◆Rect-search◆Range◆Defect-finder◆Get-distance◆Pattern-box下面我们将对这些算法在现有程序中的重要使用实例,和设置参数时有哪些注意点做阐述。
Ocv-bin该工具主要用于检测元件极反,错件,损件,或定位坐标。
在检测元件极反、错件时需要尤其谨慎小心。
首先要知道的两点:每种物料的极反、错件所取得字符是固定不变的;并且各种物料所取错料字符,不会重复。
极反和错件检测的所有合并窗口文字内容是一致的其次所取模板的质量也尤其重要,以下集中模板都不满足要求的:模板中包含异物模板字体被分割线切割模板文字残缺不全模板文字太过单一取模板窗口太大,包含其他不需要文字好的模板应该文字清晰,且易于人工识别;每个字符占一个模板格子;字符不能被分格切割,必须保证每个字符的完整性,原因在于模板对比时,每个分格是独立对比测试的。
判定参数方面,除部分特殊物料,所有判定参数下限不得低于65.固定参数判定参数0201ESD物料55以上其他物料65以上ScaleScale是一个使用广泛,最基本的测试算法。
算法使用Scale算法只有在正常贴装和不良间, 检测处颜色亮度差异巨大或存在稳定界限时,才可使用。
当此差异太小时,不推荐使用此算法。
抽色在抽取亮度和颜色是可按以下方法操作。
先找到元件本体,检测点底部亮度颜色的临界值此时可以选择两个临界值的中间值作为本体的抽色参数,这样可以确保这个值时安全的。
AOI使用说明书

VCTA-A380操作手册Version 1.0深圳市振华兴科技有限公司 ZHEN HUA XING TECHNOLOGY (SHENZHEN) CO.,LTD目录前言 (5)使用的注意事项 (6)安全上的要点 (7)第一章测试原理及机械结构 (8)1.1AOI的简介 (8)1.1.1 什么是AOI (8)1.1.2AOI的实施目标 (8)1.1.3AOI的放置位置 (8)1.2测试原理: (8)1.2.1光学原理 (9)1.2.2统计学习原理 (9)1.2.3图像比对原理 (10)第二章设备安装及保养 (11)2.1 调整水平 (11)2.2 摄像头参数设置 (11)2.2.1 基本参数 (11)2.2.2 调试步骤 (12)第三章 设备的操作 (15)3.1电源的接通和切断 (15)3.1.1 电源的接通及主程序的启动 (15)3.1.2电源的切断 (15)3.2PCB板的取放方法 (17)3.2.1 放板方法 (17)3.2.2 取板方法 (18)4.1 调整PCB的固定治具 (19)4.2 操作模式的切换 (19)4.2.1模式之间的相互关系 (19)4.2.2 模式间的切换 (19)4.2.3更改编辑密码 (19)4.3 界面功能介绍 (20)4.4 X/Y平台的移动 (20)4.5 新建一个程序 (20)4.6 创建 PCB缩略图 (21)4.7 设置MARK点 (22)4.8 制作程序检测框 (23)4.8.1 手工画框 (23)4.8.2 多角度元件标准的制作 (30)4.8.3 CAD数据导入编辑程序 (31)4.9 镜头优化 (33)4.10 调试程序 (34)4.11 调试技巧 (35)4.12 正常测试 (36)4.13 错误图片的查看 (36)4.14 元件标准的修改 (37)4.14.1 误差倍数的调整 (37)4.14.2 标准的替换 (40)4.14.3 当前标准转换公用标准 (42)4.15 元件的编组 (43)4.16.1 缩略图窗口 (45)4.16.2 元件数据窗口 (47)4.16.3 测试结果窗口 (48)4.16.4 状态检测窗口 (48)4.17 拼板的复制与粘贴及屏蔽测试 (49)4.17.1 平行对称的拼板复制 (49)4.17.2 180度关系对称板的数据复制与粘贴 (50)4.17.3 屏蔽测试 (51)4.18 双面板测试 (52)第五章 系统参数设置 (55)5.1 切换测试模式, (55)5.2 限位及加载位置的设置 (55)5.2.1 软件限位 (55)5.2.3 机械测试范围的测试 (57)5.3 相机高度的调节 (58)5.4 光源亮度检测 (58)5.5 摄像头标定 (59)5.6其他设置 (60)附页:部分检测缺陷图例 (60)前言感谢您选用了VCTA VCTA-A380 自动光学检测设备(Automatic Optical Inspection,简称AOI)。
JUTZE AOI 元器件参数标准

8.翘脚的AOI测试图及参数讲解
NG种类:翘 脚
照明光源: 默认为BGR24
1.算法: Scale
.X1.X2.Y1,Y2指的是元件 的搜索筐范围以及离元件
中心的距离
预处理方 3.亮度:180-255 法:一般
默认 Nouse
5.调用向 量:Vector3
6.搜索范围:一般 范围在电阻两个 电极前端的红色 方框区域大小就
测试作用
1.面积搜索不做检查
2.用焊盘的颜色和图片来定位焊盘中心
3.用元件的本体颜色和图片定位元件本 体中心 4.用元件本体的颜色来区分是否有无元 件 5.用元件上的字符来区分相似元件是否 错件 6.用元件表面亮度的差值来区分元件有 无破损 7.用元件的字符或特殊部位的图片来区 分元件的极性 8.取元件焊接处的蓝色的百分比来区分 元件是否少锡 9.取元件焊接处的白色的百分比来区分 元件是否翘脚 10.取元件焊接处的红色的百分比来区分 元件是否漏铜 11.利用锡膏穿越检查筐的差异来区分是 否连锡 12.利用引脚间特殊定位来测试每个引脚 的各种不良
jutze元器件的参数电子元器件国家标准小米2s标准版参数标准齿轮参数表红米note标准版参数小米2标准版参数汽车诊断参数标准参数估计的优良标准标准齿轮参数
JUTZE 元器件参数标准
作成 决裁
检讨
承认
作成日期:2012.08.30 东莞尔来德通讯有限公司
1
目录(1)
一. 元件NG种类以及相应的算法标准---------------------------(1--5) 二. 电阻类的各项参数标准-----------------------------------(6-14) 三. 电容类的各项参数标准-----------------------------------(15-24) 四. 电感类的各项参数标准-----------------------------------(25-33)
Jutze AOI操作手册

JUTZE 操作说明书矩子智能科技有限公司矩子智能科技有限公司MI2000操作手册JUTZE Intelligent Technology Co., Ltd.目录JUTZE 操作说明书 0MI2000操作手册 (1)目录 (2)第一章介绍 (5)1.1关于本手册 (5)1.2安全须知 (5)1.3设备环境要求 (5)1.4责任范围 (6)1.5版权声明 (6)第二章基础知识 (7)2.1 什么是AOI (7)2.2 为什么要用AOI (7)2.3 AOI常用名词 (7)2.4 组成结构 (7)2.5 基本原理 (8)2.5.1 系统构成 (8)2.5.2 锡点特性 (8)2.5.3 红、绿、蓝三色照射 (9)2.5.4 红色照明 (9)2.5.5 绿色照明 (9)2.5.6 蓝色照明 (10)2.5.7 焊锡弧度和画像的关系 (10)2.5.8 实际图像 (10)2.5.9 镜面反射和扩散反射 (11)2.6 使用方案 (11)2.6.1 AOI的合理安排 (11)2.6.2 炉前 (12)2.6.3 炉后 (12)2.6.4 印刷后 (13)第三章设备简介 (14)3.1 机器介绍 (14)3.2 外观介绍 (14)3.2.1 侧视图: (14)3.2.2 后视图: (16)3.2.3 机械部件 (17)第四章操作流程 (18)4.1 开机流程 (18)4.2 关机流程 (18)4.3 搬运基板 (18)4.4 采集基板全图 (19)4.5 自动生产 (19)4.6 维修站操作 (19)4.7 远程调试 (20)第五章软件介绍 (24)5.1 CVImage (24)5.1.1 主菜单区 (24)5.1.2 状态区 (34)5.1.3 基板信息区 (34)5.1.4 临时报表区 (35)5.1.5 主程序画面区 (35)5.1.6 元件分类统计区 (36)5.2 Repairer (36)5.2.1 主菜单区 (37)5.2.2 快捷键 (38)5.2.3 不良位置提示区 (39)5.2.4 不良位置区 (39)5.2.5 不良图片区 (40)5.2.6 操作点击区 (40)5.2.7 键盘操作说明 (40)5.3 PowerSPC (42)5.3.1 增加线别 (42)5.3.2 数据查看 (43)5.3.3 报表输出 (44)5.3.4 条码回查 (45)第六章维护保养 (46)6.1 保养 (46)6.1.1 日常检查 (46)6.1.2 每周检查 (47)6.1.3 每月检查 (47)6.1.4 季度检查 (48)6.1.5 年度检查 (48)6.2 校正及权限管理 (48)6.2.1 为何要校正光源? (48)6.2.2 校验工具 (48)6.2.3 校正方法 (49)6.2.4 权限管控功能....................................................................... 错误!未定义书签。
JUTZE AOI 培训手册
测试不良实例
•
CHIP 元件不良
偏位
撞件
少件
少锡
立件
空焊
翻料
背纹不清
多锡与变形
测试不良实例
•
CHIP 元件不良
虚焊
撞件
虚焊
错件
夹件
虚焊
虚焊
立件
背纹不清
测试不良实例
•
二极管,三极管元件不良
反向
翻料
虚焊
翻料
测试不良实例
•
二极管,三极管元件不良
偏位
少件
破损
虚焊
测试不良实例
•
IC ,排插元件不良
虚焊 错件
测试不良实例
•
IC ,排插元件不良
偏位
引脚弯曲
测试不良实例
•
IC 良实例
•
IC ,排插元件不良
偏位
连锡
测试不良实例
•
Other
虚焊
偏位
破损
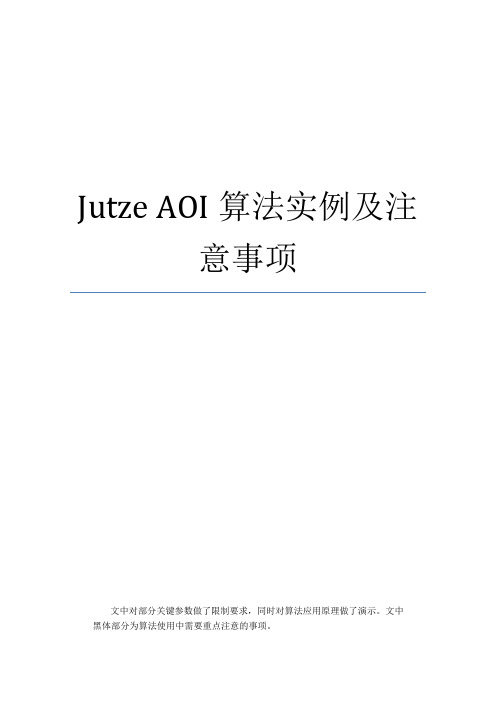
檢查原理(Color High LightColor Light模式)
JUTZE AOI 三原色的原理
JUTZE 的光源设计 通过“红色,绿色, 蓝色”不同角度的光 源照射,反映被造物 体的曲面的变化情况。 从而达到检测元件焊 接弧度的目的。
不同的曲面弧度上,颜色反映了弧度 的变化特性。 “红光” “绿光” “蓝光”的亮度强弱比例,是保证这 一检测原理的关键。
無物料時檢測窗口內 的錫點沒法形成較好 的上錫坡度,根據AOI 的光學原理,此時的 亮度值趨向于255 有物料時檢測窗口內 的錫點有一定的上錫 坡度,根據AOI的光學 原理,此時的亮度值趨 向于0
0
255
JUTZE AOI工作的原理
aoi基本操作手册
AOI基本操作手册----适用于Orion及DragonOrionDragon全自动版本: A日期: 2006年02月目录第一章 AOI入门1.1 何为AOI ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 1.2 AOI用途 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 1.3 AOI基本原理 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1第二章 AOI硬件构成2.1 AOI硬件构成 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 2.2 安全须知 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3第三章进入功能界面3.1 系统启动 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 3.2 主菜单 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5第四章料号选择4.1 料号选择界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 4.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 8第五章板层设定5.1 板层设定界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10 5.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 10第六章对位6.1 对位操作界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19 6.2 操作步骤(以半自动对位方式说明)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 19第七章扫描7.1 扫描界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 23 7.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 23第八章验证8.1 验证界面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 26 8.2 操作步骤⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 26 8.3 其它参数及按钮功能介绍⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 27第九章自动循环9.1 自动循环界面 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 28第一章 AOI入门§1.1 何为AOIAOI(A utomatic O ptic I nspection,自动光学检测),以下简称我们的自动光学检测机。
Jutze-AOI算法实例及注意事项
Jutze AOI算法实例及注意事项文中对部分关键参数做了限制要求,同时对算法应用原理做了演示。
文中黑体部分为算法使用中需要重点注意的事项。
为适应生产要求,目前程序中使用到的算法较多,且都频繁使用。
如下:◆Ocv-bin◆Scale◆Distance-L/Distance-W◆L-band-search/W-band-search◆Contours-find◆Image-match◆Connex◆Lead-box◆Rect-search◆Range◆Defect-finder◆Get-distance◆Pattern-box下面我们将对这些算法在现有程序中的重要使用实例,和设置参数时有哪些注意点做阐述。
Ocv-bin该工具主要用于检测元件极反,错件,损件,或定位坐标。
在检测元件极反、错件时需要尤其谨慎小心。
首先要知道的两点:每种物料的极反、错件所取得字符是固定不变的;并且各种物料所取错料字符,不会重复。
极反和错件检测的所有合并窗口文字内容是一致的其次所取模板的质量也尤其重要,以下集中模板都不满足要求的:模板中包含异物模板字体被分割线切割模板文字残缺不全模板文字太过单一取模板窗口太大,包含其他不需要文字好的模板应该文字清晰,且易于人工识别;每个字符占一个模板格子;字符不能被分格切割,必须保证每个字符的完整性,原因在于模板对比时,每个分格是独立对比测试的。
判定参数方面,除部分特殊物料,所有判定参数下限不得低于65.固定参数判定参数0201ESD物料55以上其他物料65以上ScaleScale是一个使用广泛,最基本的测试算法。
算法使用Scale算法只有在正常贴装和不良间, 检测处颜色亮度差异巨大或存在稳定界限时,才可使用。
当此差异太小时,不推荐使用此算法。
抽色在抽取亮度和颜色是可按以下方法操作。
先找到元件本体,检测点底部亮度颜色的临界值此时可以选择两个临界值的中间值作为本体的抽色参数,这样可以确保这个值时安全的。
AOI系统操作手册

切换时,启用或停止台面的真空吸附功能(键盘上的空格键可实现同样的功 能)
Video Focus↑ (向上调焦)
沿Z轴方向向上移动摄像头,调节摄像头焦距
Video Focus↓ (向下调焦)
沿Z轴方向向下移动摄像头,调节摄像头焦距
Defect <(DEFCT BACK) 验证时,按下此键将移动到前一个缺点的位置(如果此时屏幕上显示的是第
源)。当操作状况可能对人员、设备、或层板造成损伤时,可按下此开关,以避免形成严重的伤害。
二、安全盖板 当碰触到盖板时,会关闭运动马达的电源,并出现提示信息,要求“清空台面”,在确认安全的情
形下,点击确认钮可恢复操作。
三、光栅 如开启光栅保护功能,当有外物(如人手或翘起的层板)遮掉光线时,会切断马达电源,并出现提示
4.4 对位界面基本操作 …………………………………………………………………………………… 32
4.5 扫描界面基本操作 …………………………………………………………………………………… 35
4.6 验证界面基本操作 …………………………………………………………………………………… 37
4.7 自动循环界面基本操作 ……………………………………………………………………………… 39
信息,清除阻碍后,点击“OK(确认)”可恢复正常操作。
第二章 AOI系统硬件构成
2.1 AOI硬件构成 …………………………………………………………………………………………… 4 2.2 Sirius硬件构成 ……………………………………………………………………………………… 6 2.3 安全须知 ……………………………………………………………………………………………… 7
Camtek Shenzhen 深圳市高新区高新南环道/科技南路威新软件园2号楼1楼南翼 Tel:+86-755-26716649 Fax:+86-755-26716I系统操作手册
矩子Jutze AOI程式误报调试讲解

程式誤報調試检查原理图示常见故障排除(1)Mark Error弹出Mark Error错误信息,进入Mark编辑窗口查看i)进板位置是否到位Ctrl+L再次搜寻基板ii)本体是否有缺陷修补或是重新制作Markiii)本体亮度和彩度是否差异过大重新设定抽取窗口内的亮度和彩度(2)Safe Sensor Error两侧安全传感器被触发Servo ON---Start---归零--- R(3)Air Pressure Error查看气压压力表是否在0.4Mpa以上(4)Speed Motor Carry Delayi)查看(Entrance Slowdown Stopper Exit )Sensor 灵敏度ii)查看皮带张紧度(5)Servo Motor ErrorX/Y轴伺服马达超出极限(6)软件故障i)程式保存路径不支持中文ii)系统错误iii)操作错误算法参数说明Scale计算参数:a) 亮度上限:设定最高亮度值(0~173)b) 亮度下限:设定最低亮度值(0~173)c) 红色上限:设定红色最大值(0~173)d) 红色下限:设定红色最小值(0~173)e) 绿色上限:设定绿色最大值(0~173)f) 绿色下限:设定绿色最小值(0~173)g) 蓝色上限:设定蓝色最大值(0~173)h) 蓝色下限:设定蓝色最小值(0~173)判定参数:a) 百分比上限:设定百分比最大值(0~100)b) 百分比下限:设定百分比最小值(0~100)计算方法:计算检查窗口内部符合亮度和颜色设定范围内的像素的百分比。
百分比的结果符合判定参数范围时,判定结果为OK。
反之,判定结果为NG。
Mean计算参数:无判定参数:a) 上限:亮度最大值(0~255)b) 下限:亮度最小值(0~255)计算方法:计算检查窗口内部像素亮度的平均值。
结果符合判定参数的范围时,判定结果为OK。
反之,判定结果为NG。
Max计算参数:a) X邻域:设定X方向做均值运算的像素个数b) Y邻域:设定Y方向做均值运算的像素个数判定参数:a) 上限:亮度最大值(0~255)b) 下限:亮度最小值(0~255)计算方法:先X邻域和Y邻域做均值运算后,再计算检查窗口内部像素亮度最大值。
JUTZE AOI编程规则
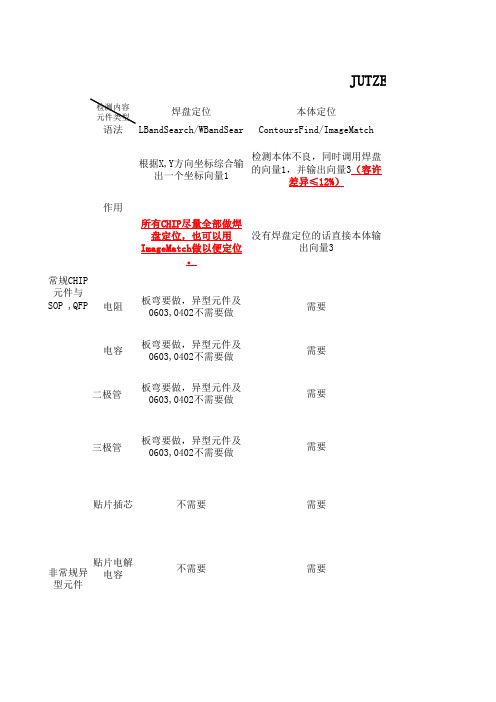
二极管三极管不需要根据X,Y方向坐标综合输出一个坐标向量1所有CHIP尽量全部做焊盘定位,也可以用ImageMatch做以便定位。
检测本体不良,同时调用焊盘的向量1,并输出向量3(容许差异≤12%)焊盘定位本体定位LBandSearch/WBandSear ContoursFind/ImageMatch 作用没有焊盘定位的话直接本体输出向量3需要板弯要做,异型元件及0603,0402不需要做需要板弯要做,异型元件及0603,0402不需要做需要需要电阻需要需要电容板弯要做,异型元件及0603,0402不需要做板弯要做,异型元件及0603,0402不需要做贴片插芯贴片电解电容JUTZE(常规CHIP元件与SOP ,QFP 非常规异型元件不需要不需要需要以注意事项:所有抽色结果多要进行反向模拟,确认是否能存在差异性。
MARK制作型元件异型元件Scale ScaleOCV/OCVBIN 需要需要需要需要需要需要需要需要需要需要需要需要少锡检测错件检测虚焊检测丝印检测,颜色抽蓝绿色,将丝印MARK颜色抽出后进行横纵分割。
向量调用本体输出的向量3OCVBIN字符区分至少3/3,下限可以放低至50%需要需要不需要需要检测焊盘虚焊,颜色抽蓝色部分,向量调用本体输出的向量3(亮度:下限0,上限165~185。
颜色参数:红色55~70,蓝色下限:35~60)检测焊盘少锡,颜色抽黄色部分,向量调用本体输出的向量3(亮度:下限0,上限225。
颜色参数:红色55~70)ZE(矩子) AOI编制规则及控制范围规范指导书需要需要需要需要RK制作最好不要用ImageMatch,范围在75%以上。
空焊盘抽PCB板颜色,一般以下为常规元件的标准检测窗口示意图Scale/ImageMatch Scale Connex LedBox对于CHIP无需做检测框,只需本体定位是范围控制在X,Y方向偏移300~400um。
不需要不需要错件检测内将丝印是否允许方向设定为否不需要不需要本体定位X,Y 偏移量设定经验值参考: 0402元件·150~200um 0603· 200~250um 0805·250um, 1206·300um.Scale反逻辑抽取,百分比上限10~15不需要不需要需要需要需要需要需要需要偏移引脚不良短路检测在元件两边或四面边缘做检测框抽出颜色后根据实际情况设定上下限值。
Jutze AOI使用手册

MI2000使用手册目录MI2000使用手册--------------------------------------------------------------------------------- 1第一章1.1外观介绍-------------------------------------------------------------------------- 31.1.1 设备外观介绍---------------------------------------------------------- 31.1.2 操作界面介绍--------------------------------------------------------- 41.2开机流程--------------------------------------------------------------------------- 61.3关机流程--------------------------------------------------------------------------- 71.4 不良类型中英文对照表------------------------------------------------------- 81.5 不良类型从属关系介绍------------------------------------------------------- 91.6 不良图片说明------------------------------------------------------------------- 101.7维修界面使用介绍------------------------------------------------------------- 131.8 转产流程-------------------------------------------------------------------------- 12第二章2.1 快捷键介绍----------------------------------------------------------------------- 132.2 故障及解决方案------------------------------------------------------------ ---- 14第一章 外观介绍1.1.1 设备外观介绍1) 风扇2) 主电源开关 开机:第二扳动;关机:倒数第二扳动 3) 紧急按钮 按顺时针旋转红色纽,伺服驱动器上电4) 停止按钮 开始按钮:左右可设置单独启动或同步按压启动设备 5) 伺服指示灯 伺服指示灯亮:代表设备可操作;指示灯:灭(归零) 6) 启动按钮 指示灯常亮:设备工作中;灯灭/闪烁:等待指令 7) 空气传感器 开机第一扳动开关:ON ,关机最后扳动:OFF 8)信号指示灯 设备状态(8)信号指示(1)风扇通过网络将维修工作站D:\Repair映射为设备端的Z盘设备端和维修工作站工作设定方法1.1.2操作界面介绍CVImage 检查程序主界面机器状态生产信息 统计栏基板基本 信息栏PoweRepair 维修主界面菜单栏,快捷工具栏基板基本 信息栏真实图MI2000操作流程(开机)MI2000关机操作流程质量类型---------中英文对照表英文中文备注>模块类型<Area区域BodySearch 本体查找缺件,偏移LeadSearch 引脚查找虚焊,连焊,翘脚PadSearch 焊盘查找BoardSearch 基板查找英文中文英文中文>单点类型<Missing 缺件Shift 偏移Reverse 极性TombStone 立碑InsfSolder 虚焊Bridge 连焊(短路)UpSideDown 翻贴LIftLead 翘脚OverGlue 溢胶 Broken 损件WrongComp 错件BendingLead 脚弯BadFillet 异物不良类型从属关系说明定性不良种类:漏件;错件(极性);损件;空焊;短路;立碑;翻贴;异物;翘脚定量不良种类:偏移;少锡;冷焊;假焊Jutze™ Rev:1.0不良类型图片说明Jutze™ Rev:1.0MI2000转产操作流程1,按键盘E(在Powerepair维修界面,并确认START按钮指示灯由亮变灭)显示器界面由Powerepair自动切换到CVImage界面2,文件---打开程序(快捷工具栏打开程序)---选择程序后---确定3,调整轨道宽度(松开左侧固定螺丝后,调整到合适位置后从新锁定)4,调整PCB前后方向的长度(松开固定螺丝,以右侧PCBA固定在斜坡位置为基准)5,按键盘R----正常检查模式----确定(确认START按钮闪烁)-----按Start6,N/A快捷键介绍1,R =运行---自动(CVImage检查程序界面下起作用)2,E=运行---停止(CVImage/PoweRepair界面均可以使用)3,N/A5,操作员权限:帐户及密码故障及解决方案1,Mark Error对策:首先确认故障信息1)确认PCB送板方向是否正确位置到位----NG,按正确方向再次放置2)PCB放置方向正确---确认Mark点位置是否被污染或是严重氧化3)以上类容均OK----确认程序Mark库是否需要调整2,设备无法操作对策:首先确认故障信息1)确认伺服指示灯是否亮----NG,确认紧急停止按钮是否被压下—Yes 按顺时针旋转红色纽松开紧急停(等待2-3秒)----归零2)伺服灯常亮---查看系统是否有报错3,Over Limit Sensor Error对策:首先确认故障信息1)检查PCB 轨道长宽的定位是否正常(Y向过于超出)4,系统报错(发送/不发送)对策:记录当前信息注解:SMT QCS----Surface 表面Q----Quality 品质 M---Mounted 安装 C----Control 控制 T----Technology 技术AOI英文的全称A---Automatic 自动O---Optical 视觉I----Inspection 检查。
JUZEAOI简易操作培训资料详细

制造技术科——AOI光学检测仪
七.机器设备协助保养
机器日常保养主要针对机器外壳,机器内部及主机外壳等部位。 注:机器内部镜头、感应器周围无需操作人员保养,当班技术员将 每周进行保养。如图:
制造技术科——AOI光学检测仪
八.关机
机器设备的正常开关机既可以稳定机器性能又可以延长机器使用寿命 关机顺序: 关闭测软件——关闭电脑——关机电源(如下图)
制造技术科——AOI光学检测仪
5.代用料:
因一些元件有替代料在测试时也会给AOI测试人员带来困扰。代用料的弊端:MARK个 数不统一、字迹粗细不同、MARK字迹颜色不同、极性元件极性标示不同等。 重点
制造技术科——AOI光学检测仪
6.AOI拍摄原理介绍
重点
制造技术科——AOI光学检测仪
7.锡膏制程虚焊:
制造技术科——AOI光学检测仪
目录
1.机器设备开机运行及快捷键使用 2.测试程序的选择 3.Repair数据查看及不良判定确认 4.AOI常见报错及处理方法 5.AOI基本原理介绍 6.不良图片分析及误判识别 7.设备结构及保养协助 8.关机及结束语
制造技术科——AOI光学检测仪
一.开机
1.打开机器外面的红色电源开关,并同时打开机器内部电脑主机的开关等待机器正 常开启。 。如图:
制造技术科——AOI光学检测仪 3.基板载入错误报警:机器在正常运行中由于出口处存在PCB板或感应装置被感 应到出现错误报警。 解决方案:用鼠标点击所弹出窗口的“确定”字符消除错误报警,按“O”键使 机器复位归零即可。
制造技术科——AOI光学检测仪 4.维修站电脑图像全屏:在生产过程无意中碰触键盘的其他键位或鼠标导致缩略 图画面全屏覆盖。 解决方案:用鼠标快速点击画面,将会还原标准图示显示(如下图)。
AOI操作指导书

制程别发行版本发行日期页数AOI A011/1 编制: 审核: 核准: 适用范围
使用设备AOI测试仪AOI,电脑
1. 全过程需做好防静电保护;
1.将AOI测试仪背面的红色开关档切换到"ON",用钥匙打开AOI正面下方的柜子,可以看到电脑主机,启动电脑。
2.双击AOI.exe,在弹出窗口中输入用户名以及密码,依次选择界面左上角的“文件”“打开项目”,选择所对应机种的程序。
3.调节轨道宽度,使PCB能放入后不会移动。
作业说明Operation Instruction
作业步骤:
4.将线路板放在AOI测试轨道上(注意方向不可反),固定,同时按下左右两个绿色TEST按钮,进行自动测试,并产生报告,测试良品摆放在测试完成区;
注意事项:
2. 确保被测试板平整放置于轨道后才能开始测试;
5.良品转入下一工站,若有不良,将不良板标记和记录,并放置到不良放置区; 不良产品返工或维修完成后,需重新进行AOI测试,测试通过方可下一步生产,否则废弃,每日记录数据。
3.若是遇到程序不良,或者自己不了解的问题,应立即停止操作,并尽快通知生产主管或者技术人员。
作 业 指 导 书Standard Operation Procedure 文号名称
AOI操作指导书图一:开机图三:调节程序
图四:测试
图二:放置线路板。
第一天培训内容:JUTZE AOI部件认识与功能介绍
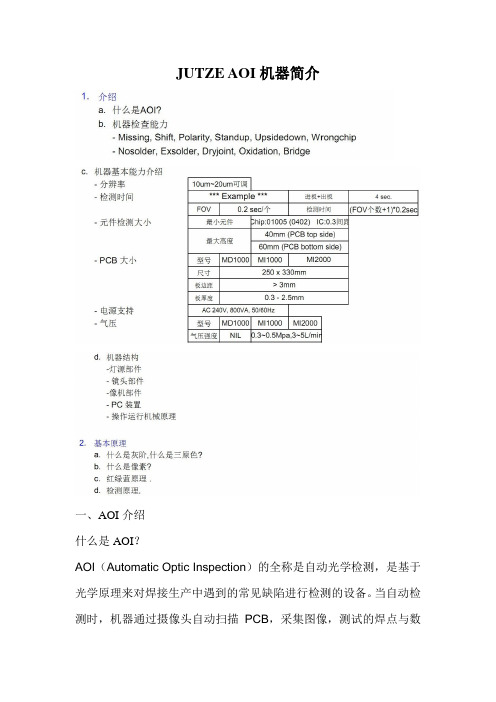
JUTZE AOI机器简介一、AOI介绍什么是AOI?AOI(Automatic Optic Inspection)的全称是自动光学检测,是基于光学原理来对焊接生产中遇到的常见缺陷进行检测的设备。
当自动检测时,机器通过摄像头自动扫描PCB,采集图像,测试的焊点与数据库中的合格的参数进行比较,经过图像处理,检查出PCB上缺陷,并通过显示器或自动标志把缺陷显示/标示出来,供维修人员修整。
二、机器能力介绍1.分辨率分辨率主要是通过相机与TABLE的垂直距离调整的,每一个分辨率都有一个固定高度,JUTZE AOI的分辨率范围是10um~20um可调。
(相机离TABLE距离越远,可视范围就越大;反之距离越近可视范围就越小。
)2.图像形成、拼接图像形成图像是有无数个点组成线,再由无数条线组成一个面。
组成的面就是我们所说的图像。
图像拼接首先考虑分辨率调整是否OK(既相机与TABLE是否垂直与垂直距离是否正确),然后查看图片拼接处图像的错位是哪一个角度错误的。
通常会出现8个角度错误,分别是上、下、左、右、左上、左下、右上、右下。
根据图像拼接处亮度的光/暗去分辨图像是向哪个方向偏移,然后再通过相机固定螺丝调整相机角度。
(调整至微小差异后可使用配置选项里伺服选项X、Y间隙补偿进行调整)3.检测时间检测时间的缩短与延长可以通过3个因素改变,分别是:(1)分辨率(2)X、Y加加速(3)传送带速度通过分辨率调整检测时间是最有效的,把分辨率加大后相机的可视范围就增大,可视范围增大代表我们所需拍摄的图像数量减少。
X、Y 加加速是调整相机在移动过程中移动的时间缩短去完成测试所需的速度。
传送带速度是基板运送的速度加快,缩短运送的时间从而对检测时间缩短。
4.可测元件大小目前JUTZE AOI设备的可测元件最小是Chip:01005(0.4mm*0.2mm)。
5.PCB大小JUTZE AOI的PCB可测大小不同型号的设备有不同的最大可测大小,分别是:MI-2000 - 330mm*250mmLI2000/LI2500 - 540mm*460mm最小的可测大小统一是- 50mm*50mm6.电源支持JUTZE AOI电压支持240V 电流支持50/60Hz7.气压气压范围是0.3~0.5Mpa,每分钟所使用的气压是3~5L。
Jutze AOI算法实例及注意事项
Jutze AOI算法实例及注意事项文中对部分关键参数做了限制要求,同时对算法应用原理做了演示。
文中黑体部分为算法使用中需要重点注意的事项。
为适应生产要求,目前程序中使用到的算法较多,且都频繁使用。
如下:◆Ocv-bin◆Scale◆Distance-L/Distance-W◆L-band-search/W-band-search◆Contours-find◆Image-match◆Connex◆Lead-box◆Rect-search◆Range◆Defect-finder◆Get-distance◆Pattern-box下面我们将对这些算法在现有程序中的重要使用实例,和设置参数时有哪些注意点做阐述。
Ocv-bin该工具主要用于检测元件极反,错件,损件,或定位坐标。
在检测元件极反、错件时需要尤其谨慎小心。
首先要知道的两点:每种物料的极反、错件所取得字符是固定不变的;并且各种物料所取错料字符,不会重复。
极反和错件检测的所有合并窗口文字内容是一致的其次所取模板的质量也尤其重要,以下集中模板都不满足要求的:模板中包含异物模板字体被分割线切割模板文字残缺不全模板文字太过单一取模板窗口太大,包含其他不需要文字好的模板应该文字清晰,且易于人工识别;每个字符占一个模板格子;字符不能被分格切割,必须保证每个字符的完整性,原因在于模板对比时,每个分格是独立对比测试的。
判定参数方面,除部分特殊物料,所有判定参数下限不得低于65.固定参数判定参数0201ESD物料55以上其他物料65以上ScaleScale是一个使用广泛,最基本的测试算法。
算法使用Scale算法只有在正常贴装和不良间, 检测处颜色亮度差异巨大或存在稳定界限时,才可使用。
当此差异太小时,不推荐使用此算法。
抽色在抽取亮度和颜色是可按以下方法操作。
先找到元件本体,检测点底部亮度颜色的临界值此时可以选择两个临界值的中间值作为本体的抽色参数,这样可以确保这个值时安全的。
Jutze AOI驱动安装流程详解

MD1000设备驱动安装流程一,启动电脑后将Windows Xp系统安装盘装入DVD光驱,按F12选择DVD启动提示敲任意键进行系统安装,大约用30分钟安装正版Windows Xp。
安装结束后2,调用我的电脑--管理2,对设备管理器中打问号的硬件进行安装驱动DELL电脑主板驱动安装部分3,从DVD光驱中取出Windows Xp系统安装盘,放入DELL电脑驱动安装光盘光盘自动识别进行安装相关驱动提示。
4,点击OK进入下步5,将DELL Resource CD中的驱动解压到C:\dll\Drivers6,安装结束,确认提示信息后,点击完成。
7,完成驱动程序解压后,进入相关部件的一对一程序安装8,系统诊断未安装的驱动并给出提示9,打钩部分需要进行解压并安装,首先安装主板芯片组驱动10,双击Intel Chipset Software进入解压界面11,驱动解压提示信息,点击(Continue)继续12,选择解压路径,系统默认为C:\dll\Drivers13,系统提示Intel Chipset Software组件文对应件夹R227558需要新建14,完成驱动程序解压后,进入芯片组安装程序界面15,点击下一步16,接受条款---是17,安装芯片组需求的系统及安装信息,下一步18,安装结束,选择不重启电脑-----下一步19,用同样的方法将勾选中的驱动安装结束,继续将网络驱动BroadCom 57XX安装完毕,再次确认---我的电脑---管理----设备管理器;打问号的组件剩3个20,从DVD光驱中取出DELL Resource CD安装盘,放入JUTZE AOI驱动安装光盘21,按照次序安装剩余3个问题组件的驱动,鼠标单击DPIO后点鼠标右键更新驱动程序22,选中光盘对应的DPIO模块驱动文件夹—Windows—Driver---PCI---确定23,DPIO安装完毕后,设备管理器中的DPIO问题组件---OK;继续安装Generic 1394 Camera,打开光驱中的Generic 1394 Camera驱动文件夹,双击PGRInstallBase24,选择Imaging Products---Next25,选择Fly Capture SDK---Install26,PGR Fly Capture安装程序解压27,PGR Fly Capture的系统及安装信息相关介绍---Next28,输入用户的相关信息后—Next29,设定PGR Fly Capture安装的路径---Next30,选择PGR Fly Capture的安装类型----Complete---Next31,选择用户驱动的种类---1)---Next32,Next33,Next34,PGR Fly Capture安装结束后---Finish35,切换PGR Fly Capture的驱动方式36,驱动控制界面切换37,1394组件驱动---PGR PRO Driver---Switch38,再次查看设备管理器,问题组件----Generic 1394 disktop Camera---OK39,最后安装Sentinel Hardware Key的驱动40,双击vcredist_x86 41,双击Key Driver42,Next43,选择安装类型—Complete---Next44,InstallJutze™ Rev:1.0 45,完成所有问题组件的驱动安装后,再次确认设备管理器中的状况。
JUTZE AOI系统库应用手册

JUTZE软件库使用说明
1.打开软件选择编写好的程序,另保存到指定文件夹,例如{D:\JUTZE\Lib\SystemLibrary.mdb}
2. 打开软件*工具*菜单栏*选项*设置系统库存放路径,注意:这里指定文件格式(Mdb)
而不是(Lib)如下图:
3.如何将(程序元件库)及(单个元件)更新至系统总元件库。
3-1打开程序后选择*元件库*菜单栏*从当前数据库更新至系统库*,会更新当前程序元件库至系统总库,系统总库包含了程序相同的元件库不会被更新(保存程序后生效),如下图
3-2 选中某个元件,进入编辑界面,同时按*Ctrl*键点击*更新元件库选项*,弹出对话框(保存程序后生效)如下图:
4如何将系统总元件库更新至(程序元件库)及(单个元件)。
4-1 打开程序后选择*元件库*菜单栏*从系统库更新至当前数据库,
会更新当前程序所有元件(谨慎使用),如下图:
4-2选中某个元件,进入编辑界面,同时按*Ctrl*键点击*导入元件库选项,弹出对话框会更新到当前元件,如系统库没有该元件库,会报出(NO IMAGE)如下图:
5.使用系统库注意事项
在机器端调试程序更新库时,之前做以下动作,在软件菜单栏*元件库* 选项菜单点击*读取系统库数据* 原因是系统文件存放在离线编程器,软件不自动读取,需手动读取最新的元件库数据,如下图示;。
AOI使用说明书
VCTA-A380操作手册Version 1.0深圳市振华兴科技有限公司 ZHEN HUA XING TECHNOLOGY (SHENZHEN) CO.,LTD目录前言 (5)使用的注意事项 (6)安全上的要点 (7)第一章测试原理及机械结构 (8)1.1AOI的简介 (8)1.1.1 什么是AOI (8)1.1.2AOI的实施目标 (8)1.1.3AOI的放置位置 (8)1.2测试原理: (8)1.2.1光学原理 (9)1.2.2统计学习原理 (9)1.2.3图像比对原理 (10)第二章设备安装及保养 (11)2.1 调整水平 (11)2.2 摄像头参数设置 (11)2.2.1 基本参数 (11)2.2.2 调试步骤 (12)第三章 设备的操作 (15)3.1电源的接通和切断 (15)3.1.1 电源的接通及主程序的启动 (15)3.1.2电源的切断 (15)3.2PCB板的取放方法 (17)3.2.1 放板方法 (17)3.2.2 取板方法 (18)4.1 调整PCB的固定治具 (19)4.2 操作模式的切换 (19)4.2.1模式之间的相互关系 (19)4.2.2 模式间的切换 (19)4.2.3更改编辑密码 (19)4.3 界面功能介绍 (20)4.4 X/Y平台的移动 (20)4.5 新建一个程序 (20)4.6 创建 PCB缩略图 (21)4.7 设置MARK点 (22)4.8 制作程序检测框 (23)4.8.1 手工画框 (23)4.8.2 多角度元件标准的制作 (30)4.8.3 CAD数据导入编辑程序 (31)4.9 镜头优化 (33)4.10 调试程序 (34)4.11 调试技巧 (35)4.12 正常测试 (36)4.13 错误图片的查看 (36)4.14 元件标准的修改 (37)4.14.1 误差倍数的调整 (37)4.14.2 标准的替换 (40)4.14.3 当前标准转换公用标准 (42)4.15 元件的编组 (43)4.16.1 缩略图窗口 (45)4.16.2 元件数据窗口 (47)4.16.3 测试结果窗口 (48)4.16.4 状态检测窗口 (48)4.17 拼板的复制与粘贴及屏蔽测试 (49)4.17.1 平行对称的拼板复制 (49)4.17.2 180度关系对称板的数据复制与粘贴 (50)4.17.3 屏蔽测试 (51)4.18 双面板测试 (52)第五章 系统参数设置 (55)5.1 切换测试模式, (55)5.2 限位及加载位置的设置 (55)5.2.1 软件限位 (55)5.2.3 机械测试范围的测试 (57)5.3 相机高度的调节 (58)5.4 光源亮度检测 (58)5.5 摄像头标定 (59)5.6其他设置 (60)附页:部分检测缺陷图例 (60)前言感谢您选用了VCTA VCTA-A380 自动光学检测设备(Automatic Optical Inspection,简称AOI)。
Jutze AOI 编程手册

Ver.:1.0
关于本手册 感谢您购买 JUTZE 自动光学检查仪
� 本手册阐述如何正确使用这个机器 , 在使用机器之前请 仔细阅读本手册。
� 本手册内容在未经允许下, 不可复制传播。
� 本手册内容更新时, 可不必通知用户。
� 虽然经过严格核对, 本手册可能仍然存在纰漏。如有此情形, 请联络机器供应商。
Connex
判定参数: a) 上限:窗口内亮度连通的最大值(0-255) b) 下限:窗口内亮度连通的最小值(0-255) 检查结果:结果符合上限和下限之间,判定结果为 OK。反之,判定结果为 NG
LedBox
计算参数:引脚根部、引脚、焊锡、焊盘各赋予一套亮度和颜色 亮度参数(可用鼠标通过直方图来设定) : a) 亮度上限:设定最高亮度值(0~255) b) 亮度下限:设定最低亮度值(0~255) 颜色参数(可用鼠标通过色彩图来设定) : c) 红色上限:设定红色最大值(0~173) d) 红色下限:设定红色最小值(0~173) e) 绿色上限:设定绿色最大值(0~173) f) 绿色下限:设定绿色最小值(0~173) g) 蓝色上限:设定蓝色最大值(0~173) h) 蓝色下限:设定蓝色最小值(0~173)
OCR
计算参数: 亮度参数(可用鼠标通过直方图来设定) : a) 亮度上限(High) :设定最高亮度值(0~255) b) 亮度下限(Low) :设定最低亮度值(0~255) 颜色参数(可用鼠标通过色彩图来设定) : c) 红色上限:设定红色最大值(0~173) d) 红色下限:设定红色最小值(0~173) e) 绿色上限:设定绿色最大值(0~173) f) 绿色下限:设定绿色最小值(0~173) g) 蓝色上限:设定蓝色最大值(0~173) h) 蓝色下限:设定蓝色最小值(0~173) 判定参数: a) 上限:检查窗口内文字个数的最多值 b) 下限:检查窗口内文字个数的最少值 c) 辨识结果:检查窗口内符合亮度和颜色 识别出的文字 d) 标准字符:参考文字 检查结果:结果符合上限和下限之间,判定结果为 OK。反之,判定结果为 NG
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MI2000使用手册
目录
MI2000使用手册--------------------------------------------------------------------------------- 1
第一章
1.1外观介绍-------------------------------------------------------------------------- 3
1.1.1 设备外观介绍---------------------------------------------------------- 3
1.1.2 操作界面介绍--------------------------------------------------------- 4
1.2开机流程--------------------------------------------------------------------------- 6
1.3关机流程--------------------------------------------------------------------------- 7
1.4 不良类型中英文对照表------------------------------------------------------- 8
1.5 不良类型从属关系介绍------------------------------------------------------- 9
1.6 不良图片说明------------------------------------------------------------------- 10
1.7维修界面使用介绍------------------------------------------------------------- 13
1.8 转产流程-------------------------------------------------------------------------- 12
第二章
2.1 快捷键介绍----------------------------------------------------------------------- 13
2.2 故障及解决方案------------------------------------------------------------ ---- 14
第一章 外观介绍
1.1.1 设备外观介绍
1) 风扇
2) 主电源开关 开机:第二扳动;关机:倒数第二扳动 3) 紧急按钮 按顺时针旋转红色纽,伺服驱动器上电
4) 停止按钮 开始按钮:左右可设置单独启动或同步按压启动设备 5) 伺服指示灯 伺服指示灯亮:代表设备可操作;指示灯:灭(归零) 6) 启动按钮 指示灯常亮:设备工作中;灯灭/闪烁:等待指令 7) 空气传感器 开机第一扳动开关:ON ,关机最后扳动:OFF 8)
信号指示灯 设备状态
(8)信号指示
(1)风扇
通过网络将维修工作
站D:\Repair映射为设
备端的Z盘
设备端和维修工作站工作设定方法
1.1.2操作界面介绍
CVImage 检查程序主界面
机器状态
生产信息 统计栏
基板基本 信息栏
PoweRepair 维修主界面
菜单栏,快捷工具栏
基板基本 信息栏
真实图
MI2000操作流程(开机)
MI2000关机操作流程
质量类型---------中英文对照表
英文中文备注
>模块类型<
Area区域
BodySearch 本体查找缺件,偏移LeadSearch 引脚查找虚焊,连焊,翘脚PadSearch 焊盘查找
BoardSearch 基板查找
英文中文英文中文
>单点类型<
Missing 缺件Shift 偏移Reverse 极性TombStone 立碑InsfSolder 虚焊Bridge 连焊(短路)UpSideDown 翻贴LIftLead 翘脚OverGlue 溢胶 Broken 损件WrongComp 错件BendingLead 脚弯BadFillet 异物
不良类型从属关系说明
定性不良种类:漏件;错件(极性);损件;空焊;短路;立碑;翻贴;异物;翘脚定量不良种类:偏移;少锡;冷焊;假焊
Jutze™ Rev:1.0
不良类型图片说明
Jutze™ Rev:1.0
MI2000转产操作流程
1,按键盘E(在Powerepair维修界面,并确认START按钮指示灯由亮变灭)显示器界面由Powerepair自动切换到CVImage界面
2,文件---打开程序(快捷工具栏打开程序)---选择程序后---确定
3,调整轨道宽度(松开左侧固定螺丝后,调整到合适位置后从新锁定)
4,调整PCB前后方向的长度(松开固定螺丝,以右侧PCBA固定在斜坡位置为基准)5,按键盘R----正常检查模式----确定(确认START按钮闪烁)-----按Start
6,N/A
快捷键介绍
1,R =运行---自动(CVImage检查程序界面下起作用)2,E=运行---停止(CVImage/PoweRepair界面均可以使用)3,N/A
5,操作员权限:帐户及密码
故障及解决方案
1,Mark Error
对策:首先确认故障信息
1)确认PCB送板方向是否正确位置到位----NG,按正确方向再次放置
2)PCB放置方向正确---确认Mark点位置是否被污染或是严重氧化
3)以上类容均OK----确认程序Mark库是否需要调整
2,设备无法操作
对策:首先确认故障信息
1)确认伺服指示灯是否亮----NG,确认紧急停止按钮是否被压下—Yes 按顺时针旋转红色纽松开紧急停(等待2-3秒)----归零2)伺服灯常亮---查看系统是否有报错
3,Over Limit Sensor Error
对策:首先确认故障信息
1)检查PCB 轨道长宽的定位是否正常(Y向过于超出)
4,系统报错(发送/不发送)
对策:记录当前信息
注解:SMT QC
S----Surface 表面Q----Quality 品质 M---Mounted 安装 C----Control 控制 T----Technology 技术
AOI英文的全称
A---Automatic 自动
O---Optical 视觉
I----Inspection 检查。