头孢氨苄胶囊生产工艺规程
头孢氨苄生产工艺流程

提高反应温度:提高反应温度可以提高反应速率,缩短反应时间 优化反应时间:通过实验确定最佳反应时间,提高反应效率 改进反应器设计:改进反应器设计可以提高反应效率,降低能耗 优化原料配比:通过实验确定最佳原料配比,提高产品质量和产量
温度控制:优 化反应温度, 提高反应效率
压力控制:优 化反应压力, 提高反应速率
头孢氨苄原料:头孢氨苄酸、 头孢氨苄钠、头孢氨苄酯等
包装材料:玻璃瓶、塑料瓶、 铝箔等
质量要求:符合国家药品标 准,无毒、无害、无污染
头孢氨苄原料:纯度≥99% 溶剂:无水乙醇,纯度≥99.5% 催化剂:三乙胺,纯度≥99.5%
反应温度:20-30℃ 反应时间:2-3小时 反应压力:常压
原料种类:头孢氨 苄原料包括头孢氨 苄、盐酸、乙醇等
搅拌速度:优 化搅拌速度, 提高反应均匀
性
反应时间:优 化反应时间, 提高反应转化
率
采用高效节能 设备,如高效 电机、变频器
等
优化工艺流程, 减少能源消耗, 提高能源利用
率
采用清洁能源, 如太阳能、风
能等
加强废水、废 气、废渣等污 染物的处理和 回收利用,减
少环境污染
汇报人:
结晶法:通过 控制温度、浓 度等条件,使 头孢氨苄结晶
出来
萃取法:利用 有机溶剂与头 孢氨苄的溶解 度差异,进行
萃取分离
离子交换法: 利用离子交换 树脂对头孢氨 苄的吸附和交 换作用,进行
分离
膜分离法:利 用膜的渗透性 和选择性,对 头孢氨苄进行
分离
色谱法:利用 色谱柱对头孢 氨苄进行分离, 包括气相色谱 法和液相色谱
反应温度: 控制在2030℃
反应时间: 约2-3小时
头孢氨苄的生产工艺流程
头孢氨苄的生产工艺流程1. 简介头孢氨苄是一种广谱抗生素,属于第三代头孢菌素类抗生素。
它具有抗菌谱广、疗效显著、副作用较小等优点,在临床上得到广泛应用。
本文将介绍头孢氨苄的生产工艺流程。
2. 原料准备头孢氨苄的生产工艺流程首先需要准备以下原料:•托拉酮:用作头孢氨苄的主要原料,通过化学反应转化为头孢氨苄。
•溶剂:包括有机溶剂和水,用于溶解和反应。
•辅助原料:如酸、碱等,用于调节反应 pH 值等。
3. 反应步骤头孢氨苄的生产主要包括以下反应步骤:3.1 酯化反应首先,将托拉酮与酸反应,进行酯化反应得到中间产物。
此步骤主要是将托拉酮的分子结构改变,使其具备合成头孢氨苄的基础。
3.2 氨解反应将上一步得到的中间产物与氨反应,进行氨解反应。
这一步骤将托拉酮分子中的酯键断裂,并与氨结合形成氨解产物。
3.3 去酸通过去酸操作,将反应中形成的酸中和掉,得到头孢氨苄。
3.4 结晶和精制头孢氨苄的生产流程中,还需要对反应产物进行结晶和精制处理。
通过结晶操作,可以使得头孢氨苄形成纯净的结晶固体。
然后,通过洗涤、过滤等操作,将结晶产物中的杂质去除,从而获得纯度更高的头孢氨苄。
4. 后续处理头孢氨苄的生产工艺流程中,还包括以下后续处理步骤:4.1 干燥将头孢氨苄经过结晶和精制处理后,需要进行干燥操作,以去除结晶固体中的水分,使其达到所需的含水量。
4.2 成品包装最后,将头孢氨苄进行包装,分装成适当的规格,以满足不同用途的需求。
包装过程需要保证卫生条件和生产标准,确保头孢氨苄的质量和安全性。
5. 结论通过上述的生产工艺流程,头孢氨苄可以得到高纯度的产品,并经过干燥和包装等后续处理,生产出符合标准的头孢氨苄制剂。
这些制剂在医疗领域发挥着重要作用,为人们的健康提供了有效的保障。
注意:以上内容仅仅是一个示例,实际的头孢氨苄生产工艺流程可能因生产厂家和工艺技术等因素有所差异。
头孢氨苄生产工艺流程
头孢氨苄生产工艺流程引言头孢氨苄是一种广谱抗生素,主要用于治疗各种感染症,特别是对革兰氏阴性菌和一些革兰氏阳性菌具有较强的杀菌作用。
本文将介绍头孢氨苄的生产工艺流程。
原料准备头孢氨苄的生产主要包括原料准备、发酵过程、提取和纯化过程。
首先,我们需要准备以下原料: - 氨苄原料 - 环氧乙烷 - 丙酮 - pH调节剂 - 发酵培养基发酵过程1.首先,将氨苄原料加入发酵罐中,加入适量的发酵培养基,并调节pH值。
2.将发酵罐放入恒温恒湿的发酵室中,控制温度和湿度,提供适宜的生长环境。
3.加入合适的菌种,比如头孢氨苄产生菌株。
4.进行发酵过程,控制气体的流速和发酵罐的搅拌速度,促进细菌的生长和代谢。
5.监测发酵过程中的关键参数,比如pH值、温度和溶氧量,及时调整发酵条件。
6.发酵结束后,采集发酵液作为下一步提取和纯化的原料。
提取和纯化过程1.将发酵液经过压滤或离心分离,分离得到菌体和发酵液。
2.对菌体进行溶细胞处理,使其释放出头孢氨苄。
溶细胞处理的步骤如下:–加入适量的溶细胞剂,如环氧乙烷,破坏菌体结构。
–进行搅拌和离心,将菌体和溶细胞液分离。
–分离得到的溶细胞液中含有头孢氨苄。
3.将溶细胞液进行过滤、浓缩和洗涤,去除杂质。
4.采用适当的色谱技术对溶液进行纯化,去除其中的杂质和次生代谢产物。
5.对纯化得到的头孢氨苄进行对流干燥,得到干燥的粉末成品。
质量控制在头孢氨苄生产过程中,质量控制是非常重要的。
主要的质量控制点包括: - 原料的质量控制,包括氨苄原料和发酵培养基的检验。
- 发酵过程的监控,包括菌株的选取和发酵条件的控制。
- 提取和纯化过程的监控,包括溶细胞处理和纯化步骤的控制。
- 成品的质量控制,包括物理性质和化学性质的检验。
结论头孢氨苄的生产工艺流程主要包括原料准备、发酵过程、提取和纯化过程。
通过严格的质量控制,可以获得高质量的头孢氨苄产品。
这一生产工艺流程在医药工业中得到广泛应用,为治疗各种感染症提供了重要的药物。
(整理)头孢氨苄胶囊工艺验证方案与报告1

工艺验证方案浙江东日药业有限公司目录1验证方案的起草与审批1.1 验证方案的起草1.2 验证方案的审批2 概述3 验证人员4 时间进度表5 验证目的6 工艺流程图7 有关的文件7.1 工艺规程7.2 标准操作程序7.3 质量标准8 验证内容8.1 制粒工序8.1.1 干混过程8.1.2 制粒过程8.2 干燥工序8.3 整粒工序8.4 总混工序8.5 填充抛光工序8.6 铝塑工序9成品检验报告1 验证方案的起草与审批1.1 验证方案的起草1.2 验证方案的审批2概述头孢氨苄胶囊为本公司头孢类胶囊剂车间的专有品种,根据工艺验证验证周期,为了保证产品质量,对本品的生产工艺进行再验证。
本次验证是在厂房、设备、公用设施的验证合格的基础上对现行头孢氨苄胶囊(20万粒)生产工艺过程的验证,计划在三批产品的生产过程中实施。
3 验证人员工艺验证小组人员组成:4 时间进度表年月日至年月日完成工艺验证5 验证目的通过对头孢氨苄胶囊(20万粒)生产过程中存在的可能影响产品质量的各种工艺因素进行再验证,证实在正常条件下,本品工艺处于控制状态,且能够稳定地生产出符合质量标准要求的产品。
6 生产工艺流程及处方 6.1生产工艺流程6.2处方(每20万粒计):7 有关文件7.1工艺规程:头孢氨苄胶囊生产工艺规程 TS-GY-1016-007.2 标准操作规程:称量、制粒、干燥、整粒、总混、填充、抛光、铝塑包装等标准操作规程。
7.3 质量标准:头孢氨苄胶囊原辅材料、包装材料、中间产品、成品的质量标准。
8 验证内容8.1制粒工序8.1.1 干混过程8.1.1.1 验证场所:制粒间(A3JE-007)。
8.1.1.2 设备:LGH-100高速混合制粒机(A3SB-007)。
8.1.1.3 验证目的:确定头孢氨苄、淀粉投入高速混合制粒机内混合3分钟后,主药含量以头孢氨苄计应均匀(RSD≤3%)。
8.1.1.4 验证方法:操作按标准程序进行,在设定的混合时间后按对角线法取样(五份样品),进行含量测定,填写记录。
头孢氨苄胶囊(0.125)工艺规程(1)教案资料

头孢氨苄胶囊(0.125)工艺规程(1)1. 药品名称、规格、批准文号、剂型1.1 药品名称通用名称:头孢氨苄胶囊英文名称:Cefalexin Capsules汉语拼音:Toubao’anbian Jiaonang1.2规格按C16H17N3O4S 计算 0.125g1.3批准文号国药准字H230208421.4剂型胶囊剂2. 产品概述2.1药理毒理2.1.1药理头孢氨苄属第一代头孢菌素,抗菌谱与头孢噻吩相仿,但其抗菌活性较后者为差。
除肠球菌属、甲氧西林耐药葡萄球菌外,肺炎链球菌、溶血性链球菌、产或不产青霉素酶葡萄球菌的大部分菌株对本品敏感。
本品对奈瑟菌属有较好抗菌作用,但流感嗜血杆菌对本品的敏感性较差;本品对部分大肠埃希菌、奇异变形杆菌、沙门菌和志贺菌有一定抗菌作用。
其余肠杆菌科细菌、不动杆菌、铜绿假单胞菌、脆弱拟杆菌均对本品呈现耐药。
梭杆菌属和韦容球菌一般对本品敏感,厌氧革兰阳性球菌对本品中度敏感。
2.1.2毒理头孢氨苄的小鼠口服半数致死剂量为2600mg/kg。
2.2药代动力学本品吸收良好,空腹口服本品500mg 后1小时达高峰血药浓度(Cmax),平均为18mg/L。
餐后服药延缓吸收并降低血药峰浓度,但吸收量不减。
本品的吸收在幼儿乳糜泻和小肠憩室患者可增加,在克隆病和肺囊性纤维化患者可延缓和减少。
老年人胃肠道吸收虽无减少,但血药浓度维持较年轻人为久。
本品的血消除半衰期(t1/2β)为0.6~1.0小时,加服丙磺舒可提高血药浓度,t1/2β可延长至1.8小时;肾衰竭时t1/2β可延长至5~30小时;新生儿t1/2β为6.3小时。
本品吸收后广泛分布于各组织体液中,每6小时口服500mg后痰液中平均浓度为0.32mg/L,脓性痰液中浓度较高。
脓液药物浓度与血药浓度基本相等,关节腔渗出液中药物浓度为血药浓度的50%。
本品可透过胎盘进入胎儿血循环,产妇羊水;乳妇口服500mg后乳汁浓度为5mg/L。
第七章 头孢氨苄的生产工艺
重排物
7-ADCA酯PTS盐 头孢氨苄
亚胺醚 7-ADCA酯
2021/8/6
43
2021/8/6
16
头孢氨苄理化性质
❖ 白色或乳黄色结晶性粉末,微臭; ❖ 水中微溶,在乙醇、氯仿或乙醚中不溶; ❖ 在固态及干燥状态下比较稳定,遇热、强
酸、强碱和紫外线均易分解; ❖ pH3.5~5.5,其水溶液在pH8.5以下较稳
定,但在pH9以上则迅速被破坏。
2021/8/6
17
7.2 酶酰化和苯甘氨酸无水酰 化工艺
酯化液
吡啶
青霉素G钾
2021/8/6
27
2、氧化
青霉烷酸三氯乙酯
MeCOOOH +H2O2 <20℃,2h
2021/8/6
S-氧化物
28
工艺
过氧乙酸和双氧水
酯化液
0℃滴加
反应罐
<20℃, 2h
S-氧化物
2021/8/6
29
3、开环重排
“S-C”断键
分子内亲核加成
次磺酸衍生物
2021/8/6
30
头孢氨苄
2021/8/6
41
酰化物
工艺
甲酸
锌粉
反应罐
低于50℃ 30min
冷却 浓缩 过滤 加水
氨水
乙腈
乙醇精制
结晶
头孢氨苄
2021/8/6
42
生产工艺流程
重
醚
酯氧 化化
排 氯化 成酰 水
扩 化水盐化 解
环
解
结晶过滤干燥
氯亚胺物
结晶过滤干燥
过滤结晶离心
原料
结晶过滤干燥
S-氧化物
头孢氨苄的合成工艺原理
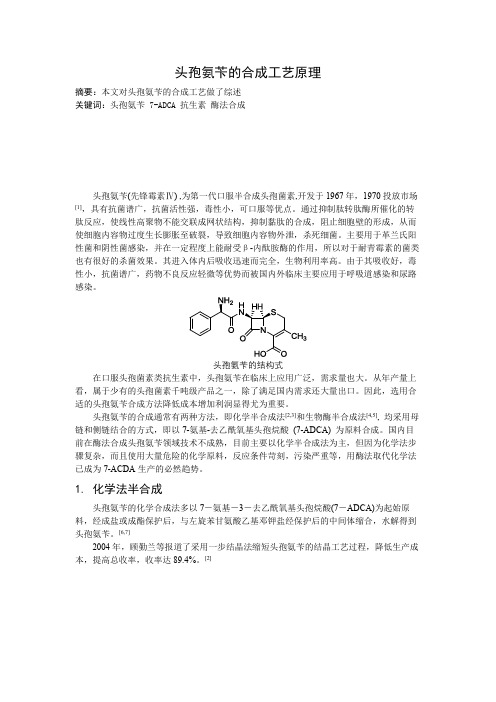
头孢氨苄的合成工艺原理摘要:本文对头孢氨苄的合成工艺做了综述关键词:头孢氨苄 7-ADCA 抗生素酶法合成头孢氨苄(先锋霉素Ⅳ) ,为第一代口服半合成头孢菌素,开发于1967年,1970投放市场[1],具有抗菌谱广,抗菌活性强,毒性小,可口服等优点。
通过抑制肽转肽酶所催化的转肽反应,使线性高聚物不能交联成网状结构,抑制黏肽的合成,阻止细胞壁的形成,从而使细胞内容物过度生长膨胀至破裂,导致细胞内容物外泄,杀死细菌。
主要用于革兰氏阳性菌和阴性菌感染,并在一定程度上能耐受β-内酞胺酶的作用,所以对于耐青霉素的菌类也有很好的杀菌效果。
其进入体内后吸收迅速而完全,生物利用率高。
由于其吸收好,毒性小,抗菌谱广,药物不良反应轻微等优势而被国内外临床主要应用于呼吸道感染和尿路感染。
头孢氨苄的结构式在口服头孢菌素类抗生素中,头孢氨苄在临床上应用广泛,需求量也大。
从年产量上看,属于少有的头孢菌素千吨级产品之一,除了满足国内需求还大量出口。
因此,选用合适的头孢氨苄合成方法降低成本增加利润显得尤为重要。
头孢氨苄的合成通常有两种方法,即化学半合成法[2,3]和生物酶半合成法[4,5], 均采用母链和侧链结合的方式,即以7-氨基-去乙酰氧基头孢烷酸(7-ADCA) 为原料合成。
国内目前在酶法合成头孢氨苄领域技术不成熟,目前主要以化学半合成法为主,但因为化学法步骤复杂,而且使用大量危险的化学原料,反应条件苛刻,污染严重等,用酶法取代化学法已成为7-ACDA生产的必然趋势。
1.化学法半合成头孢氨苄的化学合成法多以7-氨基-3-去乙酰氧基头孢烷酸(7-ADCA)为起始原料,经成盐或成酯保护后,与左旋苯甘氨酸乙基邓钾盐经保护后的中间体缩合,水解得到头孢氨苄。
[6,7]2004年,顾勤兰等报道了采用一步结晶法缩短头孢氨苄的结晶工艺过程,降低生产成本,提高总收率,收率达89.4%。
[2]2016年,李文杰等使用了左旋苯酐氨酸邓钾盐,将其与特务酰氯反应成混酐后,再与经保护的7-ADCA进行缩合、水解、结晶,在适宜条件下可得到收率高、纯度好的头孢氨苄晶体,收率达91%。
头孢氨苄的生产工艺流程

头孢氨苄的生产工艺流程1. 原料准备:头孢氨苄的生产原料主要包括苯乙醇、硝苯乙酰氯、水合肼、醛酸、α-氨基苄醇等。
2. 发酵:首先,通过发酵的方式,利用头孢菌素生产菌株生产头孢氨苄的原料。
发酵过程中需要严格控制培养基的成分和发酵条件,以确保产物的纯度和产率。
3. 合成:利用原料中的苯乙醇和硝苯乙酰氯合成头孢氨苄的母核结构。
随后,通过一系列的反应将母核结构进行化学修饰,添加不同的官能团,生成头孢氨苄的具体结构。
4. 结晶和提纯:得到头孢氨苄后,需要经过结晶和提纯工艺,去除杂质和不纯物,得到高纯度的头孢氨苄。
5. 包装和贮存:最后,将头孢氨苄进行包装和贮存,以确保产品的质量和稳定性。
整个头孢氨苄的生产工艺流程涉及多个反应步骤,需要进行严格的操作控制和质量检验,以确保产品的质量和纯度。
同时,为了减少对环境的影响,生产过程中也需要符合相关的环保标准。
头孢氨苄是一种非常重要的抗生素,因为其广谱的抗菌特性,被医生广泛应用于治疗多种细菌感染。
头孢氨苄的生产过程是一个非常复杂的过程,需要严格的操作控制和质量检验,以确保产品的质量和纯度。
在头孢氨苄的生产工艺中,发酵是其中一个非常关键的步骤。
通过发酵的方式,利用头孢菌素生产菌株生产头孢氨苄的原料。
发酵的过程中,需要严格控制培养基的成分和发酵条件,以确保产物的纯度和产率。
同时,为了保证生产的安全和质量,也要对发酵过程进行严格的监测和控制,确保微生物的生长和代谢过程的正常进行。
以下是头孢氨苄生产工艺流程的详细描述:1. 发酵:在头孢氨苄的生产中,首先需要获得头孢菌素的生产菌株。
这些生产菌株需要被培养在特定的培养基上,以促进头孢菌素的产生。
在培养基中,需要添加适量的营养成分,如糖、蛋白质、维生素等,以满足微生物的生长和代谢需求。
2. 微生物发酵:随后,将培养好的生产菌株接种到发酵罐中,进行大规模的微生物发酵。
发酵的条件包括温度、pH、通氧量、搅拌速度等都需要严格控制,在这些条件下,头孢氨苄的前体会在微生物体内被合成。
头孢氨苄的制备工艺
头孢氨苄的制备工艺
头孢氨苄的制备工艺主要包括以下几个步骤:
1. 铵型β-内酰胺酶的预处理:将铵型β-内酰胺酶通过实验室培养的方法进行预处理,使其适应于头孢氨苄的生产条件。
2. 发酵:将预处理后的铵型β-内酰胺酶接种到含有适宜营养物质的发酵基质中,控制发酵条件,包括温度、pH值、氧气供应等,使其进行发酵。
3. 酸化:在发酵后,将发酵液酸化,使铵型β-内酰胺酶转化为头孢氨苄。
4. 脱色:将酸化后的混合物进行脱色处理,去除杂质和不纯物质,使产物净化。
5. 分离纯化:对脱色后的产物进行过滤、浓缩、结晶等步骤,分离纯化出头孢氨苄。
6. 干燥:将分离纯化后的头孢氨苄进行干燥处理,得到最终产品。
需要注意的是,以上只是头孢氨苄的一种制备工艺,具体的制备流程和条件可能会根据不同的生产厂商和实际情况有所差异。
有关头孢氨苄的制备工艺,建议查阅相关的专业文献和技术资料进行参考。
头孢氨苄生产工艺流程
头孢氨苄生产工艺流程头孢氨苄是一种广谱抗生素,属于头孢菌素类药物。
以下是头孢氨苄的生产工艺流程:1.原材料准备:-毛细菌(例如头孢菌株或重组菌株):头孢氨苄通常由真菌属头孢菌株或重组菌株产生。
这些菌株需要进行筛选和培养以获得高产量和高质量的头孢氨苄。
-碳氮源:包括葡萄糖、淀粉、玉米粉等。
-酵母粉:作为培养基的辅助营养成分。
-矿物质盐:提供微量元素,如硫酸铁、硫酸锌等。
-发酵培养基:用于头孢菌株培养。
2.发酵培养:-头孢菌株培养:将头孢菌株接种到预先制备好的发酵培养基中,经过适当的培养条件(如温度、搅拌速度、通气速率等)进行大规模培养。
-培养过程中,要注意监测和控制一些关键参数,如溶氧、pH值和温度等,以确保头孢菌株的生长和代谢过程。
3.收获和提取:-培养液收获:经过一定的培养时间后,头孢菌株在培养基中生长至最佳状态。
此时,可以通过离心等工艺将培养液与头孢菌株分离。
-细胞破碎:将收获的菌体经过洗涤等处理,然后通过机械方法或酶解方法将菌体破碎,使细胞内容物(包括头孢氨苄)与细胞壁分离。
4.提取和纯化:-提取头孢氨苄:将细胞破碎液经过分液、溶剂萃取等过程,将头孢氨苄提取到有机相中。
-净化头孢氨苄:通过蒸馏、萃取、吸附等工艺将有机相中的头孢氨苄进行进一步纯化和分离。
这些步骤可以去除杂质和其他成分,使最终产品达到药用标准。
5.产品制备:-结晶:将纯化的头孢氨苄通过结晶工艺进行结晶,使产品形成晶体。
-干燥:将结晶的头孢氨苄经过干燥处理,去除过多的水分,以防止产品质量受到影响。
-粉碎和包装:对干燥的头孢氨苄进行粉碎和包装,生成最终的头孢氨苄粉剂,以便于使用和销售。
总结:头孢氨苄的生产工艺主要包括原材料准备、发酵培养、收获和提取、提取和纯化,以及产品制备等步骤。
通过适当的控制和处理,可以获得高质量和高产量的头孢氨苄产品。
以上内容仅为简要概述,实际生产工艺中还需要进行更详细的步骤和条件控制。
头孢氨苄胶囊工艺规程样本
1. 药品名称、规格、批准文号、剂型1.1 药品名称通用名称: 头孢氨苄胶囊英文名称: Cefalexin Capsules汉语拼音: Toubao’anbian Jiaonang 1.2规格按C16H17N3O4S 计算 0.125g1.3批准文号国药准字H230208421.4剂型胶囊剂2. 产品概述2.1药理毒理2.1.1药理头孢氨苄属第一代头孢菌素, 抗菌谱与头孢噻吩相仿, 但其抗菌活性较后者为差。
除肠球菌属、甲氧西林耐药葡萄球菌外, 肺炎链球菌、溶血性链球菌、产或不产青霉素酶葡萄球菌的大部分菌株对本品敏感。
本品对奈瑟菌属有较好抗菌作用, 但流感嗜血杆菌对本品的敏感性较差; 本品对部分大肠埃希菌、奇异变形杆菌、沙门菌和志贺菌有一定抗菌作用。
其余肠杆菌科细菌、不动杆菌、铜绿假单胞菌、脆弱拟杆菌均对本品呈现耐药。
梭杆菌属和韦容球菌一般对本品敏感, 厌氧革兰阳性球菌对本品中度敏感。
2.1.2毒理头孢氨苄的小鼠口服半数致死剂量为2600mg/kg。
2.2药代动力学本品吸收良好, 空腹口服本品500mg 后1小时达高峰血药浓度(Cmax), 平均为18mg/L。
餐后服药延缓吸收并降低血药峰浓度, 但吸收量不减。
本品的吸收在幼儿乳糜泻和小肠憩室患者可增加, 在克隆病和肺囊性纤维化患者可延缓和减少。
老年人胃肠道吸收虽无减少,但血药浓度维持较年轻人为久。
本品的血消除半衰期(t1/2)为0.6~1.0小时, 加服丙磺舒可提高血药浓度, t1/2可延长至1.8小时; 肾衰竭时t1/2可延长至5~30小时; 新生儿t1/2为6.3小时。
本品吸收后广泛分布于各组织体液中, 每6小时口服500mg后痰液中平均浓度为0.32mg/L, 脓性痰液中浓度较高。
脓液药物浓度与血药浓度基本相等, 关节腔渗出液中药物浓度为血药浓度的50%。
本品可透过胎盘进入胎儿血循环, 产妇羊水; 乳妇口服500mg后乳汁浓度为5mg/L。
酶法生产头孢氨苄Cephalexin生产工艺
酶法生产头孢氨苄(Cephalexin)生产工艺
1.概况
头孢氨苄(Cephalexin)属于头孢菌素类抗生素,对金黄色葡萄球菌(包括耐青霉素G菌株)、溶血性链球菌、肺炎球菌、大肠杆菌、奇异变形杆菌、克雷白杆菌(肺炎杆菌)、流感嗜血杆菌、卡他球菌等有抗菌作用。
葡萄球菌的部分菌株、粪链球菌、吲哚阳性变形杆菌、肠杆菌属对本品耐药。
本品对绿脓杆菌无抗菌作用。
化学式:C16H17N3O4S
分子量:347.40
产品规格;
含量(HPLC):≥95%
pH: 3.5-5.5
水分:4-8%
国内生产商:山东新华医药集团公司、阿拉宾度同领(大同)药业有限公司、华北制药集团有限责任公司、广州侨光制药厂、浙江海正集团有限公司、石家庄制药集团有限公司等。
2.专利
礼来公司美国专利:USP 3.275.626 (1966), 3.507.861 (1966),都已经过期。
3.技术
提供专有技术及其诀窍,酶法工艺生产1公斤头孢氨苄消耗0.713公斤7- ADCA。
4.合作方式:
技术许可,提供专有工艺,反应釜设计与酶法生产技术诀窍。
年产1000万片头孢氨苄生产车间工艺设计_毕业论文设计

本科生毕业论文(设计)年产1000万片头孢氨苄生产车间工艺设计本科生毕业论文(设计)评语(一)姓名学号专业班级总成绩毕业论文(设计)题目:年产1000万片头孢氨苄生产车间工艺设计答辩委员会评语答辩成绩主任签字:年月日答辩委员会成员签字学部毕业论文(设计)领导小组意见组长签字:年月日学部公章本科生毕业论文(设计)评语(二)姓名学号专业班级毕业论文(设计)题目:年产1000万片头孢氨苄生产车间工艺设计指导教师成绩指导教师评语指导教师签字:年月日本科生毕业论文(设计)评语(三)姓名学号专业班级)毕业论文(设计)题目:年产1000万片头孢氨苄生产车间工艺设计评阅教师成绩评阅教师评语评阅教师签字:年月日本科生毕业论文(设计)任务书姓名高庆功学号064151208 专业班级生物工程(制药方向)毕业论文(设计)题目:年产1000万片头孢氨苄生产车间工艺设计毕业论文(设计)的立题依据头孢氨苄是第一代长效口服头孢类抗生素,广泛应用于用于敏感菌所致的呼吸道感染、泌尿道感染、妇产科感染、皮肤及软组织感染、淋病等疾病的治疗,在体内的作用时间长,稳定性优良,价格适宜,因此在国内外深受医生与患者的好评,该药用量在欧美各国也一直高居头孢菌素类榜首,近年来消费量仍持续上升,成为近年来口服抗生素中发展较快的品种之一。
主要内容及要求1. 产品工艺和质量标准及质量控制2. 生产规模和生产过程的物料衡算3. 设备选型及厂区布置图、车间布置图和物料流程图进度安排学生签字:指导教师签字:年月日年产1000万片头孢氨苄生产车间工艺设计摘要本设计为年产1000万片头孢氨苄片生产车间工艺设计。
头孢氨苄片是采用头孢羟氨苄为主要原料配以辅料淀粉、硬脂酸镁、滑石粉压制而成。
按照制剂车间工艺设计要求,本文从生产方法、工艺流程、物料衡算、设备工艺设计、主要设备选型、厂址选择、车间组成及设备布置、公用工程用量、两废的处理以及防火安全卫生等方面进行了全面的设计。
头孢氨苄合成工艺
树脂吸附法处理废水青霉素G酯化氧化产生的废水 其生产过程中产生大量的废水(生产1kg头头孢 G酸产生240kg废水),废水中含有多种有机溶剂 和有毒物质,抑止好氧微生物生长,降低废水生 化处理的效率。如果在“三废”处理前,进行有 效预处理,去除其中的溶剂和有毒物质,降低废 水COD,不但可以降低三废处理的成本,还可 COD 回收溶剂、原料等,实现资源循环利用。 废水是指青霉素G经氧化、扩环、重排后所得 的头抱 G酸经结晶、过滤后所剩的母液,来自 某制药公司的头抱G酸生产工段,所含各物质的 相关质量分数为:0.19%,甲苯0. 4%,其它未 知杂质及色素:pH为3.0,COD为80-90g/L
苯甘氨酰氯与7-ADCA缩合路线的生产工 艺以青霉素G为原料,通过扩环重排,裂 解为7-ADCA,再与苯甘氨酸酰氯缩合。以 下详细介绍这条工艺路线 此法主要包括下面四个反应步骤:1)酯 化氧化 ; 2)重排、扩环、氯化醚化、水解、 成盐 ; 3)酰化; 4)水解 下面将分别介绍下 列四个步骤的有关反应。
3.酯化水解: 将得到的7-ADCA酯游离后,再与苯甘氨酰发生酰 化反应,生成头孢酯酰化物。最后在锌粉和甲酸进 行还原性水解,得到头孢氨苄
生产头孢氨苄的操作流程
酯 化 化 排 化 扩 环 氧 重 氯 化 盐 化 醚 成 酰 解 水
水 解
头孢氨苄
合成头孢氨苄工艺流程
“三废”的治理措施
1.废水中含有各类盐分与有机物,经生化 废水中含有各类盐分与有机物, 废水中含有各类盐分与有机物 处理后,无毒排放; 处理后,无毒排放; 2.有毒害性气体通过系列排毒装置引至烟 有毒害性气体通过系列排毒装置引至烟 囱高排; 囱高排; 3.废渣中的有机残渣采取焚烧方式处理, 废渣中的有机残渣采取焚烧方式处理, 废渣中的有机残渣采取焚烧方式处理 无机盐可采取相应的回收方式处理; 无机盐可采取相应的回收方式处理; 4.有机溶剂采用蒸馏塔回收,用于生产过 有机溶剂采用蒸馏塔回收, 有机溶剂采用蒸馏塔回收 残渣进行焚烧处理。 程。残渣进行焚烧处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的:建立头孢氨苄胶囊的生产工艺规程。
范围:头孢氨苄胶囊的生产。
职责:生产管理部经理、质量管理部经理、车间主任、工艺员、班长、操作工、QA。
规程:
1.品名、剂型与处方依据
1.1通用名称:头孢氨苄胶囊
汉语拼音:Toubao anbian Jiaonang
英文名:Cefalexin Capsules
1.2剂型:胶囊剂
1.3处方与处方依据项的说明
1.3.1处方(共制成128.8万粒)
头孢氨苄 175kg
淀粉 61.25kg
羟丙甲纤维素 0.91kg
乙醇(75%) 69.09kg
*二氧化硅 1.19kg
1.3.2 处方依据项说明:
药品的生产批文:国药准字H44020220
批准时间:2002年11月23日
质量标准编号:S-QS/C-001-00
2.生产工艺流程:
←
↓
↓ ←
←
← →
↓ ←
→
←
→
一般生产区 三十万级生产区
3. 生产工艺操作与工艺技术参数中关键的注意事项: 3.1操作过程与生产过程质量控制 3.1.1 配料工序:
● 按SOP-MN/G-001-00原辅料处理岗位标准操作规程要求对主药、淀粉分别进行粉碎过60
钢筛处理,二氧化硅过80目钢筛,放备料间备用。
● 按SOP-MN/G-003-00粘合剂配制岗位标准操作规程制备粘合剂(1.3%羟丙甲纤维素液):
取处方量羟丙甲纤维素,加入75%的乙醇到规定量,浸泡约12-16小时,过胶体磨,即得。
● 将处理好的主药、淀粉准确称量,按SOP-MN/G-004-00湿法制粒岗位标准操作规程,分
9料分别置于湿法混合制粒机的搅拌锅中,按SOP- EQ/G-005-00 HLSG110型湿法混合颗粒机标准操作规程开动搅拌桨和切碎刀运作两分钟后加入适量粘合剂,将软材切割成均匀的湿颗粒(约七分钟)。
● 按SOP-MN/G-005-00干燥岗位标准操作规程,湿颗粒置于热风循环干燥柜,按SOP-
EQ/G-006-00 FL-IIIA 热风循环干燥柜标准操作规程,开启蒸汽阀、风机,箱内温度控
制在60-70℃之间,约为4.5小时。
干燥过程中每两小时翻粉一次,收粒时水份应控制在小于3%范围内。
●按SOP-MN/G-006-00整粒岗位标准操作规程用快速整粒机对干粒整粒。
●按SOP-MN/G-007-00总混岗位标准操作规程要求投入二氧化硅,置于三维混合机中按
SOP- EQ/G-009-00 SYH-600型三维混合机标准操作规程总混10分钟,颗粒倒出装桶,贴上中间产品标签,称量交中间站。
●按SOP-QA-015-00中间产品取样标准操作规程取样进行检验,符合要求后即可进入下一
工序。
3.1.2填充工序:
●按SOP-MN/G-008-00胶囊剂填充岗位标准操作规程要求填充。
●注意环境空气的温、湿度,即室温18~26℃左右,湿度50-60%,严格执行SOP-
EQ/G-014-00 NJP-1200型全自动胶囊填充机标准操作规程,出现偏差及时调整,以使其保持在工艺规定的范围内。
●填充时要先进行试产,注意校正及调整天平仪,待装量及装量差异等符合规定后方可进
行正式生产,按SOP- EQ/G-020-00CYJ-150C型药品抛光机标准操作(维护保养)规程对合格产品抛光。
3.1.3铝塑包装工序:
●操作要求严格执行SOP-MN/G-009-00铝塑包装岗位标准操作规程。
●在铝塑包装机装上铝箔、PVC,待技术参数符合要求后依SOP- EQ/G-016-00 DP-250型
泡罩药品包装机标准操作规程进行压箔。
●操作过程注意检查铝箔片的密封性、批号打印、纹理、有无空泡,缺粒等质量情况。
3.1.4包装工序:
●按SOP-MN/G-016-00固体制剂包装岗位标准操作规程进行包装,其间,执行
SOP-EQ-001-00 SP-200D日期/批号自动打印机标准操作(维护保养)规程;SOP- EQ/G-021-00 400/200F热收缩包装机标准操作(维护保养)规程;SOP-EQ-003-00 BS-N 捆包机标准操作(维护保养)规程处理不同加工状态的产品。
包装规格:
4.物料质量标准
4.1原辅料质量标准
4.2 内外包装材料内控质量标准
5.中间产品、成品的质量标准:
6.质量监控要点:
7.技术安全及劳动保护
7.1主要设备一览表
7.2 技术安全劳动保护及工艺卫生
7.2.2卫生:
7.2.2.2洁净区:
8.消耗定额:
原辅料消耗定额
包装材料消耗定额
9.物料平衡计算:
10.贮存条件:遮光、密封、在凉暗处保存。
11.药品有效期:两年。
12.药用类别:抗生素类药。
13. 附录:产品的标签、说明书、彩盒的样张。