制版系统
简述制版测控条在CTP制版系统中的应用

生 产 中如 果 使 用 的 曝 光 量 不 准 确 ,那 么 小 圆 圈 和 背 景 会
产 生 明 显 的视 觉 差 别 ,通 过 不断 调 节 曝 光 ,就 可 以确 定
AGF 数 字 测 控 条 主 要 分 为 五 个 部 分 ,如 图 ~ 所 示 A
图 六 西 门 子 星 标
线 的 宽 度 比 阴线 大 ;曝 光 过 度 时 ,阳 线 的宽 度 则 比 阴 线
小 ; 曝 光 适 宜 时 ,阳 线 和 阴 线 的宽 度 是 一 样 的 。
4 .网点 阶调 区 的 应 用
网 点 阶 调 区 分 为 两 大 部 分 , 上 半 部 分 与 RI P无 关 下 半 部 分 与 RI P有 关 。
技 术 专 栏 嚣 尊 | 尊嚣 黪 . l誊 错 掰』 瓣 # 拱 搿 学孝 t 嬲转 }嚣 黪 嚣# # 落 磬 搿
印 技 前术
简 迹 制 版 测 控 条
在 CT 制 版 系 统 中 的 应 用 P
文/ 郑李霞 胡媛
近
菜衰 馨
差
同大 小像 素 点 占 有 的 网 点 百 分 比 都 是 5 %。 0
,
2
3
4
七 网 点 阶 调 区
网 点 阶 调 区 分 为 对 称 的 亮 调 和 暗 调 区 以及 5 % 的 中 0
间 调 。上 半 部 分 的加 网 角 度 为 4 。 ,网 点 形 状 为 圆 形 , 5
图 四 细 微 线 区
加 网线 教 会 根 据 分 辨 率 的 不 同而 发 生 相 应 变 化 。例 如 当
UV-CTP制版系统发展动向

( ) 版 机 激 光 头 寿 命 长 ( 3 0 h .价 格 较 低 5制 约 00 ) ( 1 元) 约 万 ,维 护 成本 较 低 。
( ) 备 型 号 较 齐 全 ,可 选 用全 自动 、半 自动 或 6设 手 动 上版 。
展 .目前 , V C P u ~ T 制版 机 已 占全 球C P T 制版 机 总 量 的
随着 制 版 机 光 源 功 率 的提 高 、新 一 代 Dsl 字 加 数
( ) 用 常规 P 版 和 套 药 ,价 格 低 ,综 合 成 本 低 4采 s
于 常 规C P T。
网技 术 的 应 用 , 以及 世 界许 多 知 名 版 材 制造 公 司 不 断
推 出高 感 度 版 材 .UV-CT 技 术 的应 用得 到 了快 速 发 P
出 , 为UV-CTP 来 了 新 的 曙 光 ,采 用 紫 激 光 光 源 带 的 UV—CTP 统 会 很 快 占领 市 场 ,取 得 良好 的 经 济 系 效益 。
节 ,减少图文信息传递损失。
( ) 用方形 网点 ,提 高 分辨 力 ,压 缩 输 出 文件 , 2采 缩短R 处理 时 间和 数据 传递 时 间 , 高 制版 效 率 I P 提
6 %左 右 。
U - T 技术简 介 V CP
1 V CP .U - T 技术特点
( ) 用 数 字 化 制 版 流 程 , 省 去 输 出 胶 片 等 环 1采
2 U - T 技术发展趋势 .V C P
近 年 来 .3 5 m 、3 5 m半 导 体 UV 光 器 的推 6n 7n 激
最 早 的 紫 外 光 uV—cTP,CTCP 版 机 出 现 在 制 du a 9 E J 展后 ,P rp soo .b s sr t口 so rp l 5 f 9 6 4 uu -Ek ft ay Pi 币 E k— n
国产横机CAD制版系统的研发

认真真做好 、 做细 、 做精 , 使一种产品达到十全十美 , 用 户满 意 。其 次是 要 有 自己 的研 发 能 力 , 实行 机 械 制造 与使 用 工艺 紧 密结 合 , 建立官、 产、 学、 研、 用 的
联盟 , 发挥各 自的优势 , 力量相 互补 充 , 形 成合力 , 实 现“ 共 赢” 。第 三要认 清 当今 实行 的是社会 主义 市场 经济体 制 , 单一 的产 品 、 个 体 的组 织 形 式 很难 适 应 ,
纺织机械
2 0 1 3年第 2期
・ 研究与应用 ・ 7
2 现 状
国产 电脑 横 机 由于 起 步 晚 , 产 品相 应 的从 仿 制
开始 , 主流 的制版 系统 也基 本 以 p i c a s s o系统 为模 仿
恒强公 司从 2 0 0 8 年开始着手开发电脑横机 的
C A D 制版系 统 , 从 无 到有 , 从 跟 踪 到创 新 , 虽 然也 是
要 高 的问题 。纺织 工业 发展至今 , 领 域很 广 , 深 度很
精, 现 在是事 在人 为。研 发 这 些领 域 的纺 织 机械 产 品, 首 先要 真 抓 实 干 , 不 怕 事情 小 、 行 业小 、 产 品小 , 都 要从 一道工 序 、 一个 零 件 、 一 个 部件 、 一 种产 品认
再从 这 些行 业 的技 术 装备 层 面来 看 , 在 这 些行 业中, 有 的 已有 国产技术 装备 , 但还 有不少 短板 需要 我们 去开拓 。我看 过 回收过 的废 旧塑模制 品 经过粉 碎、 清 洗后 , 再进 行 高 温蒸 馏 、 冷 却处 理 , 形 成 油剂 , 残存少 量 的废渣 还 可用 于燃 料 , 这 套工 艺 技 术装 备
报纸制版新“利器”方正报易直接制版系统

e H AB OY E化报业 U A E
报纸制版新 “ 利器"
方正报 易直接制版 系统
随蓁喜 翁篓裹 釜
效率 、制版 质 量 的 提 升 为 印 刷 业 用
户所 广 泛认 可 ,CT 已经 成 为 印 前 P
全 球 主 流 的 报 业 C P设 备 : T
目前 AG A 报 业 CT F P设 备 可 以 支
纸 印厂 报 商混 合 的 业 务模 式 ,方 正 报 易 直接 制 版 系统也 提 供 了良好 的 支 持 , 全 系 列 C P设 备 都 支 持 T
10p 的 加 网 , 如 果 配 合 方 正 畅 流 5 1i
易彩 工 艺 实施构 成 , 实现 了印 前 工
寿命 长 达 8 1 — 0年 ,光 聚 合 紫 激 光 版 材 对 显 影 用化 学药 品 的 消耗 也 比
正报 易 直接 制 版 系统提 供 了灵活 多 样 的 选 择 , 生 产 能 力 从 每 小 时 8 5
张 四 开 到 2 0张 四 开 以上 ,设 备 类 2 型从 半 自动 到 全 自动 。对 于许 多报
对报 业 生产 而 言 , 每
天 的 制 版 量 比 较 大 , 而
制 版 的必 然发 展 方 向 ,越 来越 多 的 报 业 和 商 业 印刷 用 户正 在 不 断 加入
CTP使 用者 的行 列 。作 为一 种 全新
且 业 务量 分 布 不均衡 , 高峰 工作 时段 的 生 产 压 力 非 常 大 , 因此报 业 用
艺 的数 字 化 工作 流程 以及 与 印 刷 工
艺的 配合 。
持 多 家厂 商的 紫激 光 版材 ,此 外 为
报 业 版 中 的新 型 “ 睛 网 点 ”,更 点 能 实现 1 5 i 加 网 印 刷 ,满 足 半 71 的 p 商的 应 用。
[应用]恒强制版系统教材
![[应用]恒强制版系统教材](https://img.taocdn.com/s3/m/eadee4920b4e767f5bcfce1d.png)
[应用]恒强制版系统教材恒强制版系统—右键—打开—文件—新建花板—设置画布大小F2:回到画布原点F3:切换花样—引塔夏F5:上一色F6:下一色F9:切换网络线F10: 扩到最大/缩到最小F11:缩小F12:扩大注意:开始制版时需将画布扩大到能看到模拟组织然后按F2让画布回到原点,每一个版子,必须从原点开点。
工艺单上面,一转等于画布两行。
画笔:在画布任一位置点击一针一行。
直线:在画布里画出一行选定的色码。
填充距行:在画布里画出要求的行数及针数,另一用法当画错时可选定0号色将其区域涂上。
复制工具:1. 选取选择框将框住的区域进行任意地方的挪动。
2. 线行复制将框住的区域进行360度的有规律复制。
3. 阵列复制将框住的区域进行直列或竖列的复制。
4. 多重复制将框住的区域按照自己选择的规律进行复制(做收针时候用的最多) 复制工具用法:一. 左键点击需要的复制工具。
二. 在画布里选择需要的复制的区域点击左键确定。
三. 在区域里继续点左键移动鼠标进行复制。
四. 达到要求后点作键确定注意:当需要取消选择框时,点击键盘ESC键Ctrl+Z撤销前面步骤设置撤销步骤:高级—设置—高级—撤销数量—当前制版系统开始时没有选择机型及画布大小时:高级—设置—高级—禁止选择机器类型上的勾去掉,确定。
文字:在画布里输入文字填充填充需要的区域(用复制工具将需要填充的区域框住然后在点填充工具)填充行:一行一行的进行填充制版的原理每一个版子都是通过色码,色码对应的针法和功能线搭配而成。
色码共有256种,120种色码为制版时常用色码 120—183为使用者巨集(模块)色码共64种,184—255无法使用。
色码讲解正常编织色码:1. 前编织(有翻针动作)2. 后编织(有翻针动作)3. 前后编织(有翻针动作)有翻针动作指当1.2.3.号色码在同一针上使用时,横机会自动将当前色码识别成能相互翻针的色码。
8.前编织(无翻针动作)9.后编织(无翻针动作)10.前后编织(无翻针动作)无翻针动作指8.9.10号色码在同一针上使用时相互之间不会自动翻针需要填翻针动作。
简述CTP系统

简述CTP系统CTP系统都有什么各类CTP系统虽然原理不同,但都是由以下部分组成的。
1.CTP制版机:版材的曝光设备。
2.工艺流程、相关软件、各类加网技术以及数码打样系统等辅助设备:对所要印刷的图文文件的软件处理和加网处理;使用工作流程同时控制制版机、数码喷墨打样机等输出设备并传输CIP信息;数码喷墨打样系统,用来打印数码样供客户签样和校对,一般印厂可自行购买。
3.CTP的冲版设备:一般的版材都需要显影清洗处理后才能使用,CTP对冲洗设备比传统晒版方式的要求更高,主要是要求显影缸的容积大,以保障药水的稳定性;另外,对药水的温度控制要求更严格,因为温度和显影液浓度会影响到显影后的网点大小。
4.CTP机自动上版系统和连线过桥装置以及收版装置:这类装置可以提高工作效率,降低工人劳动强度。
对于经济型印厂来说可以省略,也可以根据需要单独购买。
对于大型印厂以及报社等讲求效率的印厂来说,这类自动化装置是必不可少的。
四、考虑选择合适的CTP系统1.从系统的制版质量来考虑:关于热敏、紫激光、C Tc P(U V - C T P、CTdP)的制版网点质量一直是争论的焦点,对于C T P版和P S版本身的制版效果、冲版系统对最终印版的质量影响也是各有评说。
不同工作流程的特点、多种网点技术以及调频网技术的应用,各个厂家也是各有千秋。
对于印厂来说,客观的评价和适当的比较是很有必要的,选择适合自己活件特色的、既不浪费又有扩展性的系统,是大家选择时一定要考虑的。
2.从系统的产能来考虑:根据自己的印刷设备产能来选择制版机的速度。
制版机的速度一般根据型号、配置不同分为:10张/小时左右、20张/小时左右、30张/小时左右以及更高速机型等,机器的速度越快价格就越高。
一般有一两台印刷机的厂子可以选择10~20张/小时的机器,这样的机器每天按照 10个小时计算可以制版90~200张对开印版,相当于20~50版活。
3.从产能的升级预期考虑:从制版速度的提升来看,设备最好具有速度提升的潜力,以备后期印刷机增加时的速度提升;当然从稳定性和保障性的角度考虑,很多厂子在增加印刷机之后,不是升级CTP制版系统,而是增加CTP设备的数量,在增加CTP产能的同时,也进行双机的相互备份。
直接制版系统

功能 的同时 .又 加入 了全 新的 生产 工具 。X F 2 6将
版. 同时还 能提供 从 1。 ~2 4 d i 多种分辨力。由于具 。 0 5 0 p的 有 三点 Fe l X套准系统 .两个系统能够生成幅面在 1 4 m 0m 0 ×6 0 m以下的任意大小的印版 适合 中小型报 纸印刷企 9m 业 及半商业 印刷 企业 。
采用外鼓 结构和高 精度成像头 成像 分为 V F 大幅 L超
L 对 开 不 同 型 号 F
了柯达 独特的方形 光点 (Q A EP T S U RS O )成像头技 术 .光 学分辨 力高达 100 p 无论高 网线加 网还 是调频加 网都 00 d i
: v ln L A ao F有 5 个输 出 速度 不 同的基本型号 .从 1 0
张 /小 时的 L 型号 到 4 张 / E 0
能获 得清晰 、锐利 、稳定 的图像质量 。
富士胶片 L x lV 6 2 u e - a 8 紫激 光 C P系统 T
富士胶片 LxlV 6 2紫激光 C P制版 系统 是一款 ue - eB T
小时 的 XX T型号 。 : ao Av 1n VF 8 L 有 种尺 寸可 供选择 .可
X m和 × 系统都能进行手工装载 .每小时能够生产 8 张 印 s 5
EIC l p o X . 数 码打样软 件 F o r o f F 26 or
Ef 码 打 样 产 品 C l po fX 在 继 承 了 X F数 oo o F 2 6 r r F2 5
S bi a 网技 术 每小 时 可输 出 1 ~4 张 印版 另外 . ui 加 m 0 0
可选 用 自动装版 系 统 .可采 用 : o e 和 A o e X工 Ap g e p ge
柔性版直接制版系统

的硬件或 软件 。内滚筒 数字柔 印直接 制
版机 的 RI P的解 释语 言是 P sS r t otci 语 p 言 ,其工 作任 务 和原 理跟 P s cit ot rp 激 S 光 照排机 一样 。他把应 用程序 送过 来的
中 ,版材 在曝 光过程 中一 直保持 在滚 筒
页面 内容 进行描述 和解 释后 ,形成 点阵
成 。计算机 系统 的作 用在 三大部 件 中处
印直接 制版机 基本 上都 是外 滚筒式 ,只
有小型或 中型 制版机 有内鼓 式 的。数字
于首 位 ,因为它影 响到整 个工作 流程 以
及最 终印版 的质量 。计算机 系统 通常 由
统 的 基 本 相 同 ,主 要 用 来 存 储 柔 性 版
DW F文 件 是 通 过 E p r命 令 生 成 的 ,而 在 A tC 0 0中 x ot u o AD 2 0
缩放 , 可以控制图层、命名视图和嵌入超级链接的显示。 画
作 者单位 :湖 北工业大 学机械 工程 学院包装工程 系
责任 编辑 / 欧定军
是使 用 E lt 性发 布 电子图 形 ( DW F文件) 的 ,Auo po 特 即 t-
外侧 。当滚筒 高速旋 转时 ,曝光 头相对
于滚 筒作横 向移动进 行曝光 。 目前 ,柔
解释 ,产生控 制成像 头 ( 激光 束) 动作 的指令 ,对 印版进行 曝光 ,完 成 印版 的
制作 。供版 系统 的 作用 和 胶 印 C TP系
统 、成 像 系 统 和 供 版 系 统 三 大 部 件 组
材 ,并在 制版 时完成 柔性 版 的输 送 、定 位 和裁切 工作 。数字 柔印 直接 制版机 在 曝 光方式 上分 内滚筒 曝光 和外滚 筒曝 光 两种方 式 。在 内滚 筒数字 柔印 直接 制版 机 中 ,版 材在曝 光过 程 中一直 保持在 滚
恒强制版系统教材
恒强制版系统教材 Revised by Hanlin on 10 January 2021恒强制版系统—右键—打开—文件—新建花板—设置画布大小F2:回到画布原点F3:切换花样—引塔夏F5:上一色F6:下一色F9:切换网络线F10: 扩到最大/缩到最小F11:缩小F12:扩大注意:开始制版时需将画布扩大到能看到模拟组织然后按F2让画布回到原点,每一个版子,必须从原点开点。
工艺单上面,一转等于画布两行。
画笔:在画布任一位置点击一针一行。
直线:在画布里画出一行选定的色码。
填充距行:在画布里画出要求的行数及针数,另一用法当画错时可选定0号色将其区域涂上。
复制工具:1.选取选择框将框住的区域进行任意地方的挪动。
2.线行复制将框住的区域进行360度的有规律复制。
3.阵列复制将框住的区域进行直列或竖列的复制。
4.多重复制将框住的区域按照自己选择的规律进行复制(做收针时候用的最多)复制工具用法:一.左键点击需要的复制工具。
二.在画布里选择需要的复制的区域点击左键确定。
三.在区域里继续点左键移动鼠标进行复制。
四.达到要求后点作键确定注意:当需要取消选择框时,点击键盘ESC键Ctrl+Z撤销前面步骤设置撤销步骤:高级—设置—高级—撤销数量—当前制版系统开始时没有选择机型及画布大小时:高级—设置—高级—禁止选择机器类型上的勾去掉,确定。
文字:在画布里输入文字填充填充需要的区域(用复制工具将需要填充的区域框住然后在点填充工具)填充行:一行一行的进行填充制版的原理每一个版子都是通过色码,色码对应的针法和功能线搭配而成。
色码共有256种,120种色码为制版时常用色码 120—183为使用者巨集(模块)色码共64种,184—255无法使用。
色码讲解正常编织色码:1.前编织(有翻针动作)2.后编织(有翻针动作)3.前后编织(有翻针动作)8.前编织(无翻针动作)9.后编织(无翻针动作)10.前后编织(无翻针动作)吊目色码(元宝色码)4.前吊目5.后吊目6.前编织后吊目7.前吊目后编织14.前后吊目落布色码15. 前落布17. 后落布落布指将当前针数的衣片(线圈)落下16.无选针踢纱嘴指将纱嘴带出编织区域之外。
解析UVCTP制版系统技术特点及发展现状

解析UVCTP制版系统技术特点及发展现状•UV-CTP技术是指利用UV灯或UV激光在传统PS版上进行计算机直接制版的一种CTP技术,也称为CTcP技术。
目前,Punsh Graphix公司的UV-CTP制版机已发展到第五代,成像质量和制版速度明显提高,运行稳定性良好。
据Basyprint公司CTcP直接制版机的中国总代理——上海赛图印刷设备公司销售人员介绍,2006年UV-CTP制版机在全球总装机保有量已达到1500台。
随着制版机光源功率的提高、新一代DSI2数字加网技术的应用,以及世界许多知名版材制造公司不断推出高感度版材,UV-CTP技术的应用得到了快速发展,目前,UV-CTP制版机已占全球CTP制版机总量的6%左右。
UV-CTP技术简介1、UV-CTP技术特点(1)采用数字化制版流程,省去输出胶片等环节,减少图文信息传递损失。
(2)采用方形网点,提高分辨力,压缩输出文件,缩短RIP处理时间和数据传递时间,提高制版效率。
(3)可在明室下进行制版操作(黄光安全灯)。
(4)采用常规PS版和套药,价格低,综合成本低于常规CTP。
(5)制版机激光头寿命长(约3000h),价格较低(约1万元),维护成本较低。
(6)设备型号较齐全,可选用全自动、半自动或手动上版。
2、UV-CTP技术发展趋势近年来,365nm、375nm半导体UV激光器的推出,为UV-CTP带来了新的曙光,采用紫激光光源的UV-CTP系统会很快占领市场,取得良好的经济效益.未来的UV-CTP技术将呈现以下优势:(1)制版速度更快;(2)精度更高;(3)同传统版材的兼容性更好。
可以预测,伴随着半导体UV激光器技术的发展和版材的高感化进程,UV-CTP将是紫激光CTP和UV-CTP二者优势结合的产物。
UV-CTP制版设备UV-CTP制版机按所采用的光源可分为紫外光UV-CTP和紫外激光UV-CTP两类。
前者如Punch Graphix推出的UV-Setter系列制版机,后者如Luscher(洛森公司)推出的XPose UV-Setter系列制版机。
浅谈引进CTP制版系统的意义

1P rint World2012 . 4CTP话题CTP近些年的发展状况一直备受公司的关注,特别是最近云南两三年CTP在国内的装机量迅猛增加,年装机的增长率都在50%以上,从报业、杂志行业印刷迅速扩展到社会包装印刷行业和特种印刷行业,种种数据表明CTP已经进入了一个相对成熟期。
公司于2010年底引进了方正雕龙9600(富士V8)CTP,并于2011年初安装调试完成后投入了技术中心新产品开发的打样和分公司部分产品的生产之中,其高速的制版效率已经在最近繁忙的新产品打样中发挥了重要的作用。
CTP对于印刷行业来说并不是一个新鲜事物,但对于侨通来说却是首次引进该种设备,对于CTP也许公司并非所有的人都对其有着较多的了解。
本人在2010年全程参与了公司CTP制版系统的引进工作,因此觉得有必要浅谈一下公司引进该系统的意义。
1 CTP的简介及发展状况CTP(Computer-to-plate)即计算机直接制版技术,是目前印前领域发展最快、影响最大的新技术之一。
由于CTP制版系统的优越功能,其在印刷行业的广泛应用已是一种发展趋势。
目前,在美国、西欧、日本等发达国家,CTP系统的应用已经占全部印刷制版工艺的50%以上,有的达到60~70%,而在我国,CTP制版系统近年来也已进入了较快的发展阶段,这预示着我国CTP技术有着广阔的发展前景。
CTP技术对于传统印刷业的冲击无人可以小视,“印刷”二字已经无法再准确描述这个日新月异产业的基本特征了。
那么,CTP技术有哪些特点和独特优势呢?在印刷领域中,CTP技术从性质上可以分为两大类:一类是在印版上直接成像;另一类是在承印物上直接成像。
第一类技术的特点是将计算机系统中的数字页面直接转换成为各色印版,然后再通过传统的压力过程将印版上的图文信息转移到承印物上形成印刷品。
在这个过程中印版成为连接数字页面和印刷品的中间媒介;第二类技术的特点是将计算系统中的数字页面直接转换成彩色样张或印刷品,不再使用像印版那样的中间媒介。
袜机制版系统说明书
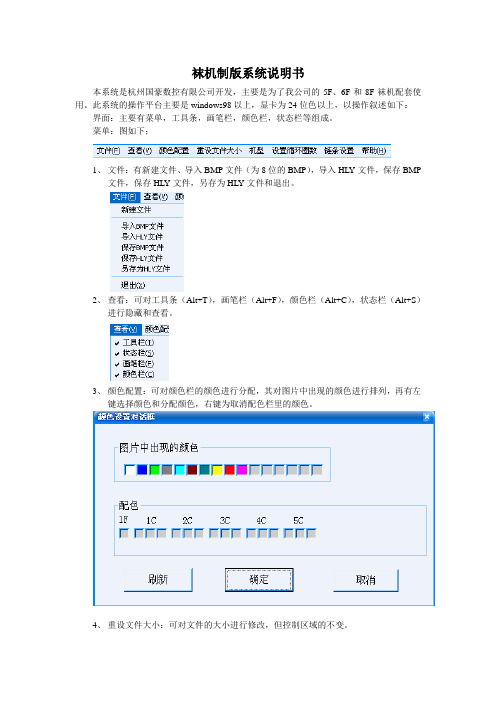
袜机制版系统说明书本系统是杭州国豪数控有限公司开发,主要是为了我公司的5F、6F和8F袜机配套使用。
此系统的操作平台主要是windows98以上,显卡为24位色以上,以操作叙述如下:界面:主要有菜单,工具条,画笔栏,颜色栏,状态栏等组成。
菜单:图如下;1、文件:有新建文件、导入BMP文件(为8位的BMP),导入HL Y文件,保存BMP文件,保存HL Y文件,另存为HL Y文件和退出。
2、查看:可对工具条(Alt+T),画笔栏(Alt+F),颜色栏(Alt+C),状态栏(Alt+S)进行隐藏和查看。
3、颜色配置:可对颜色栏的颜色进行分配,其对图片中出现的颜色进行排列,再有左键选择颜色和分配颜色,右键为取消配色栏里的颜色。
4、重设文件大小:可对文件的大小进行修改,但控制区域的不变。
5、机型:可更改为5F,6F和8F机型,更改后颜色栏会出现相应的变化。
6、循环圈数设置:7、链条设置:工具条:如下图;1、打开图标(打开BMP文件):打开BMP文件以前要新建文件,不然是无法打开BMP文件的。
2、保存图标(保存为HL Y文件):弹出对话框要你选择保存的路径。
3、剪切(Ctrl+Z):当画图区里有选择区域时候按这个,可剪切选择区域里有图片。
4、复制(Ctrl+C):当画图区里有选择区域时候按这个,可复制选择区域里有图片。
5、粘贴(Ctrl+V):当以剪切或复制的时候按这个,可粘贴出原来选择区域里的图片。
6、撤销(Ctrl+Z):返回上一步。
7、重复(Ctrl+Y):重做下一步。
画笔栏:如下图;1、花型橡皮擦:只擦除花型图形;如下图:黑为橡筋,红为花型;2、橡筋橡皮擦:只擦除橡筋图形;如下图:黑为橡筋,红为花型;3、橡皮擦:擦除橡筋和花型图形;如下图:黑为橡筋,红为花型;4、填充:选中以后对画图区操作,对闭合区域内进行颜色填充,如下图:对红色区域内进行蓝色的颜色填充;5、画笔:对画图区画点,线;图如下:6、取色:选中以后对画图区打操作,取得当前点的颜色;7、直线:对画图区画直线;图如下:8、S曲线:对画图区画S曲线;9、放大:画图板可以进行放大,有4、6、8倍;连续点击;10、缩小:如上;11、矩形:对画图区画矩形;12、矩块:对画图区画矩块;13、圆形:对画图区画圆形;14、圆块:对画图区画圆块;15、选择框:对画图区进行区域选择,其后才可以进行翻转,复制等操作;16、透明:对选择框子内的图片进行透明设置;17、1:1模子:对画图区画1:1模子;图如下:18、2:1模子:对画图区画2:1模子;图如下:19、3:1模子:对画图区画3:1模子;图如下:20、1:1网格:对画图区画1:1网格;图如下:21、2:1网格:对画图区画1:1网格;图如下:22、左右翻转:对选择区域进行左右翻转;图如下:23、上下翻转:对选择区域进行上下翻转;图如下:24、90度翻转:对选择区域进行90度翻转;图如下:25、文字:对画图区添加文字;单击出来一个添加文字对话框,图如下:在里面添加你要的文字,点字体出来如下对话框,可修改字体的大小,都确定后会在画图区的左上角出现如下图所示:再拖动选择框,移到你想要的位置。
CTP制版,DTP桌面出版系统

Computer to Print相当于由计算机控制的激光束将图文信息直接输出到“印版”上,即可开机印刷。
(4)Computer to Proof: 从计算机直接得到样张,即数字打样。
在印刷Computer to Plate: 从计算机直接到印版,也即人们经常说的“脱机直接制版”。
它最早是由照相直接制版发展而来的。所有制版设备都是采用计算机控制的激光扫描成像,然后通过显影、定影等工序成印版。这一技术使文字、图像转变成数字,免去了胶片这一中间媒介,减少了中间过程的质量损失和材料消耗。
桌面出版 (Desktop Publishing,简称DTP) 。一般意义上的桌面出版是指通过计算机系统进行文字编辑、版面设计和图形图像处理,并完成符合出版要求的设计排版工作。
CTP,Computer To Plate 的简称,中文翻译为计算机直接制版,是指经过计算机将图文直接输出到印刷版材上的工艺过程,主要是指脱机直接制版工艺过程。在传统的制版工艺中,印版的制作要经过激光照排输出胶片和人工拼版、晒版两个工艺过程。CTP技术是将数字页面直接转化成印版,不再存在任何中介环节或中介物理媒体(如胶片)供确认、修改或拼版。CTP技术实际上是印刷产业技术数字化发展的一个必然结果,CTP已不再是一个孤立的设备或器材,而是一个完整的系统工程,需要一个完整的数字化环境、配套的输出设备和版材,以及全新的管理理念,这样才能发挥其所具有的潜能和优势。
从技术方面可分为:热敏技术(普通激光成像)、紫激光技术、UV光源技术;
从自动化程度方面可分为:手动单机、半自动型、全自动型和混合型(CTF-computer to film和CTP-computer to plate)。
CTP系统VS传统制版系统

版 材幅面 为6 0 m 5 8 m,印刷幅 面为6 0 m 7 m x m 2 5mx
470 mm
,
海德堡速霸S 1 2 H 0 的版材幅面为 1 3 m x 0 0m
8 0 m,印刷幅面 1 0 m 7 m 。该 企业拥 有 0m 2 m x 1 m O 0
辨
印
:
.
■■ _■_ ■■ ■ _
CP T 系统V 传统制版 系统 S
文/ 孟祥钊
作为一种新 型印前 图文信 息处理技术 C 系 T P
统 比传 统 激 光 照 排 在 工 艺 流 程 上 到 底 有 何 优 势 呢 7 在 实际 生 产 过 程 中 得 出 结 论 :C P T 系统 可 以 明 显 提 高 产 品 质 量 、缩 短 生 产 周 期 、节 约 资 金 ; 同时 C P T 制 版 系 统 能 实 现 远 程 传 版 进 行 按 需 印 刷 C 制 T P
后 出现 脏 点 问 题 :消 除传 统 制版 过 程 中 的 若 干原 材
这 样会
出现 光 的衍 射现 象 ,从 而导致 印版 图文信 息 的损
失 。在 晒 版 时 , 由于 软 片 要 与 P 版 密 附 在 一 起 S
料及设备等影 响印刷 质量的不利 因素。如光点强度
2 1 .1 今 日印刷 0 O1
S N 4 或者 同类型 胶 印机 和T 台海 德堡速 霸 0L A 5 2 2
S l 2 型 或 者 同类 型 胶 印 机 ,其 中5 N 4 5 MO机 0 A 2 的 L
③ R 后的数据可存储 在硬 盘上 ,方便快速 复 P I 制 P 版和卫 星远程传 版 对有 多个 印刷厂的单 位 S 更为适 宜。从 资料存储方面讲也可 以是百分之百的
精选计算机直接制版技术系统讲解
第二节 计算机直接制版系统
一、CTP的基本工作原理 二 计算机直接制版系统构成 三、CTP设备分类 四、CTP系统的要求 五、设备主要供应商
一、CTP的基本工作原理
2. 热交联版材 由热敏涂层和亲水版基构成 。 热敏涂层一般由(碱)水溶性成膜树脂(如,酚醛树脂)、热敏交联剂和红外染料构成;亲水版基可以使用与传统PS版完全一样的铝版பைடு நூலகம்。
热转移版材和热致相变化版材都属于成像后不再需要化学后处理就可以印刷的无后处理直接版材(Processless CTPlate),而且在激光扫描成像过程中也不会产生烧蚀碎片和汽雾等废弃物 。
(2)多束激光系统 一些公司的产品也采用是平台式结构,在保持快速自动上版和卸版技术的同时,加大了所能处理的印版尺寸。Bcrco 公司的产品使用了4-6个激光头,每一条激光扫描线是由3-5 束激光构成的。使用时将这些激光束用光学和数字式的方式结合在一起,生成一条激光线,大大提高了成像速度和成像面积。
CTP的工作原理图
二、计算机直接制版系统结构
计算机直接制版(CTP)一般由三个部分组成:计算机、成像系统和印刷版材。
计算机 成像系统 印版
三、CTP设备分类
CTP直接制版机一般分成内鼓式,外鼓式,平台式三大类。 (一) 内鼓式直接制版机 内鼓式成像是把滚筒作为承托印版的鼓,印版被固定在滚筒内轮廓的某个固定位置上。曝光时,声光调节器根据计算机图像信息的明暗特征,对激光器光源所产生的连续的激光束进行明暗变化的调制。调制后的激光束并不是直接照射在印刷版上,而是先照射到一组旋转镜上。随着镜子的旋转,激光束就被垂直折射到滚筒上。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
想要了解睿能更多相关产品信息 欢迎访问我们的网站 /
目录
软件概述 .................................................................... 6 运行环境 .................................................................... 6 安装和启动 .................................................................. 7
第三点
终点双击, 折线闭合
按住”SHIFT”键时,画正方形
:矩形(填充) :椭圆
按住”SHIFT”键时,画正方形 光标横纵坐标与椭圆是切线关系
按”SHIFT”键,画圆,光标横纵坐标与 圆是切线关系
:椭圆(填充)
:菱形
高度
宽度
:菱形:填充 :边框
横坐标方 向增量为 2
当前色码
:插行\针
:水平填充,在水平直线方向将 0 号色填充成当前色码
如果将睿能电子有限公司所提供的产品用于生命维持和/或生命安全应用,一切风险由买方自负。买方同意在由此引 发任何一切伤害、索赔、诉讼或费用时,会维护和保障睿能电子有限公司免于承担法律责任,并加以赔偿。
© 2011, Raynen Electronics CO.,LTD 版权所有.
商 标 Raynen 的 名 称 和 徽 标 组 合 、
水平填充 水平填充
:垂直填充,在垂直直线方向将 0 号色填充成当前色码
垂直填充 垂直填充
:圈选
圈选区
:线性复制
原图
圈选区
鼠标拖 曳线性 复制
:多重复制
原图
圈选区
鼠标点击将图 放置任意位置
:平面复制
原图
圈选区
鼠标拖曳 平面复制
第二次 复制
第一次 复制
制版软件说明书
[本软件适用福建睿能有限公司全自动电脑横机]
2011-3-8 睿能电子有限公司 研发部
版权声明
本文件中所述的器件应用信息及其他类似内容仅为您提供便利,它们可能由更新之信息所替代,睿能电子有限公司 保留对此文件修改之权利且不另行通知,请自行确定所使用之相关技术文件及规格为最新之版本。若因贵公司使用本公 司之文件或产品,而涉及第三人之专利或著作权等知识产权之应用及配合时,应由贵公司负责取得同意及授权,本公司 仅单纯销售产品,上述同意及授权,非属本公司应为保证之责任。
双击安装软件 选择安装语言(中英文选择)
安装路径
创建桌面快捷方式,建议勾选 创建桌面左下角工具栏快速启动方式
(显示了安装信息) 安装路径 开始菜单目录名称 附加工作:创建桌面快捷方式
勾选表示马上启动打板软件 若不勾选,可以从桌面图标启
安装制版工具
双击制版工具安装文件
自动识别打板软件安装路径:
运行环境
l 操作系统:WINXP、WIN2000、VISTA、WIN7简体中文版。 l CPU:ntel Pentium 500MHz 或 AMD Anthon 500 MHz 以上。 l 内存:256Mb或以上内存 l 显示器:17英寸以上(推荐分辨率为1024x768或更高)
安装和启动
安装制版软件
- UWD 记录使用者信之前可以查看花样中任何一行是否完整、准确,并可做出修改(详情请参考“制
版工具”章节)。 F 上机
上机即将上机文件导入 U 盘,系统将自动识别 U 盘中导入的花样文件,需导入到 U 盘的文件有:CNT\PAT\YAR\PRM,且名称需与文件名相同。
工具栏
:新建花样
画布尺寸框 最小范围:32*32
:打开花样 :保存花样
保存花样将产生以下同名文件 BMP、INA、JQT、JPT、OPT、UWD、YSY、 PXP :绘图区复制键 :绘图区剪切键 :绘图区撤销键,下拉三角符号可列出历史步骤 :绘图区回复键,下拉三角符号可列出历史撤销记录
:绘图区粘贴 :指示区(功能条区域)复制 :指示区(功能条区域)剪切
后板动作 纱嘴 前板动作
纱嘴初始位置,菜单—>查看—>纱嘴初始位置
工具箱
绘图工具
操作工具
指示区擦除
:取色 点击后,光标处于取色状态,取色后调色盘上当前色码将变成所取色码值
当前色码
:画点
:画直线
:画弧线
起始点
:折线(闭合)
第二点
设置直线模式 隔0空0 隔2空1
弧线高度 终点
第N点
第一点 (起点)
:矩形
件
编译
- BMP 记录编织信息,包括前后编织色码信息,本系统支持 256 色位图 - INA 提花颜色信息文件,颜色块不能大于 16 - JPT - JQD 记录提花组织图信息 - OPT 记录每行功能线信息,如度目、速度、摇床等 - 001 CNT\PAT\YAR\PRM 四个上机文件的压缩文件 - CNT 经过编译后花样的动作文件,横机将根据 CNT 文件完成编织等动作,上机时需 导入。 - PAT 经过编译后可被程序调用的花样拆分图,上机时需导入 - PRM 花样循环信息(即节约设置),上机时需导入 - SET 花样展开文件 - YAR 记录纱嘴信息,如纱嘴对应颜色、纱嘴停放点等
:指示区撤销键,下拉三角符号可列出历史步骤 :指示区回复键,下拉三角符号可列出历史撤销记录 :花样图层内容复制到引塔夏图层 :花样图层内容复制到提花层 :引塔夏图层内容复制到花样层 :引塔夏图层内容复制到提花层 :提花图层内容复制到花样层 :提花图层内容复制到引塔夏层 :同时显示引塔夏图层 :同时显示提花图层 :调用成型(详情参考“成型“章节)
起底组织 ..................................................................... 75 起底板 .......................................................................79 案例 ....................................................................... 84 成型 .........................................................................84 简易小图制作 ................................................................. 86 使用者巨集 ................................................................... 88 提花 .........................................................................91 嵌花 ........................................................................100
启动
制版系统 u 在桌面图标上双击鼠标左键 u 单击图标鼠标右键,选择“打开”。 u 点击开始—程序—睿能横机制版系统
制版工具
u 在桌面图标上双击 u 编译后可直接打开该花样浏览器。
主界面
4
1 2
5 8
1、 菜单 2、 工具栏 3、 作图工具箱
4、 标尺 5、 图层提示 6、 指示区(功能条)
3 6
7
9
7、 导航窗口 8、 调色盘 9、 状态栏
使用流程
F 绘图设计 绘制设计花样,可方便的使用画图工具进行制版花样的设计,画图工具如下
F 功能设置 对绘制的花样根据上机情况等进行功能配置,如度目、速度、纱嘴、编织配置等
F 保存编译 花样绘制完成后,保存时将保存以下 7 个同名文件,编译后自动生成 13 个同名文
责任声明
睿能电子有限公司所提供之信息相信为正确且可靠之信息,但并不保证文件中绝无错误。确保应用符合技术规范, 是您自身应负的责任。睿能电子有限公司对这些信息不作任何明示或暗示、书面或口头、法定或其他形式的声明或担保, 包括但不限于针对其使用情况、质量、性能、适销性或特定用途的适用性的声明或担保。睿能电子有限公司对因这些信 息及使用这些信息而引起的后果不承担任何责任。
:编译 编译时候需保存编译结果文件,结果文件为 CNT、PAT、PRM、YAR 文件。
F 机型选择: F 系统选择
l 普通:不支持嵌花与一行 V 领模 式,编辑结果没有 YAR 文件
l 增强:支持嵌花与一行 V 领模式, 编译结果带有 YAR 文件
l 直选针:适合直选针机型
F 踢纱 踢的针数
:在安全针数以内,纱嘴冲突时,自动回
软件概述
睿能制版软件是为 KMC 系列电脑横编织机所设计打版系统,使你能在更快更舒服环境 中进行设计,它易学易懂,能通过选择选项制作大型的或者复杂的设计并减少大量的劳动 时间。
睿能制版软件采用标准的“窗口”画图文件,你能利用其直观的作图工具,使作图更加自 由和流畅,可以利用数码相机照片及扫描仪扫描图片,简单的完成复杂的设计。
安装制版软件 .................................................................. 7 安装制版工具 ................................................................. 11 启动 .........................................................................13 主界面 .......................................................................14 使用流程 ................................................................... 15 工具栏 ..................................................................... 18 编译 .........................................................................20 CNT 查看器 ...................................................................22 工具箱 ..................................................................... 23 功能线 ..................................................................... 40 简易成型 ................................................................... 48 成型设置 ..................................................................... 53 领子 .........................................................................65