齿轮零件说明书
传动齿轮轴的加工工艺设计说明书

摘要齿轮轴零件的主要作用是支撑回转零件、实现回转运动并传递转矩和动力。
齿轮轴具备传动效率高、结构紧凑和使用寿命长等一系列优点,是通用机械特别是工程机械传动中的重要零件之一。
齿轮轴加工材料、热处理方式、机械加工工艺过程的优化,将对提高齿轮轴的加工质量及寿命有着重要借鉴意义。
本设计首先分析了齿轮轴零件的作用和零件的材料,之后把加工传动齿轮轴所用的材料和生产类型确定下来。
然后确定毛坯的种类,绘制铸件零件图。
接下来设计零件的加工工艺性,包括零件表面的加工方法及热处理方法等。
最后进行工艺规程设计,选定加工所用的机床,刀具,夹具等。
齿轮轴零件的机械综合性能要求较高,一般选择锻件作为毛坯。
合理安排工艺路线,划分加工阶段对保证零件加工质量至关重要.关键词: 齿轮轴;工艺分析;工艺规程设计AbstractThe main function of the gear shaft is to support rotating parts, achieve rotary mo tion and transfer torque and power. Gear shaft has a series of advantages, such as high transmission efficiency, compact structure, long service life and so on. It is one of the important parts in the general machinery, particularly the engineering machinery tran smission. The optimization of the gear shaft’s machining materials, thermal treatmen t method and machining process will have great significance on the machining quality of the gear shaft and the service life.The first design of the gear shaft parts and parts of the material, then fix the processing gear shaft of the materials used and the type of production. And then determine the blank type, drawing casting parts diagram. The processing of the next design of parts, including the components surface processing method and heat treatment method. Finally, technological process design ,selection of the machine tool, cutting tool, fixture etc…Comprehensive mechanical performance requirements higher gear shaft parts, as general forging blank. Reasonable arrangements for the process, dividing the processing stage is very important to ensure the machining quality of parts.Keywords gear shaft; process analysis; process planning design目录摘要 (I)ABSTRACT (II)第1章绪论............................................................................................................. - 1 -第2章零件的分析 (2)2.1零件的作用 (2)2.1.1零件的作用 (2)2.1.2零件的结构特点及技术要求 (2)2.2零件材料分析 (3)2.3确定生产类型 (3)2.4毛坯的确定 (4)2.5绘制铸件零件图 (4)2.6本章小节 (5)第3章加工工艺过程分析 (5)3.1加工工艺过程的组成 (6)3.2定位基准的选择原则 (6)3.2.1基准的概念 (6)3.2.2 定位基准的选择 (7)3.2.3 定位基准的确定 (8)3.3零件表面加工方法的选择 (10)3.4加工工序安排 (10)3.5热处理工序的安排 (11)3.6工序的划分 (11)3.7加工余量及工序尺寸的确定 (12)3.7.1 加工余量的概念 (12)3.7.2 加工余量的确定方法 (12)3.8本章小结 (13)第4章选择加工设备及工艺设备 (14)4.1各机床的作用 (14)4.1.1车床的作用 (14)4.1.2铣床的作用 (15)4.1.3 磨床的作用 (16)4.1.4 零件加工中各机床的确定 (17)4.2刀具的选择 (17)4.2.1 刀具材料的确定 (17)4.2.2 刀具的分类 (17)4.2.3 常用车刀刀具的用途 (18)4.2.4 铣刀 (19)4.2.5 磨削 (20)4.2.6 加工零件刀具的确定 (20)4.3夹具的确定 (20)4.3.1 夹具的组成及作用 (20)4.3.2 夹具的分类 (21)4.3.3 选择夹具 (22)4.4量具的选择 (22)4.5本章小结 (23)第5章齿轮轴的工艺卡拟定 (24)5.1工艺卡的拟定 (24)5.2问题的提出 (28)5.3本章小结 (29)总结 (30)参考文献 (31)致谢 (32)第1章绪论本文设计的主要是齿轮轴的加工工艺,通过总结零件的的加工,提高所加工工件的质量,完善产品,满足要求,提高经济效益和劳动生产率。
单级圆柱齿轮减速器说明书
目录一、工作要求 (1)二、原动机选择 (2)三、传动比分配 (3)四、各轴转速和转矩计算 (4)五、传动零件设计计算 (5)1.带传动的设计及校核 (5)2.变速箱齿轮设计及校核 (6)3.链传动设计及校核 (7)4.最终实际传动比 (8)六、轴的设计计算及校核 (9)1.计算轴的最小直径 (9)2.轴的结构设计 (9)3.确定输入轴的各段直径和长度 (16)七、轴承的选择及计算 (17)八、键的选择和计算 (18)九、联轴器的选择 (19)十、减数器的润滑方式和密封类型的选择 (19)十一、参考资料 (19)一、工作要求运输带传递的有效圆周力F=4000N,输送速度V=0.75m/s,运输带滚筒直径D=300mm。
原动机为电动机,齿轮单向传动,有轻微冲击,工作时间为10年,每年300天计,单班8小时工作。
总体设计示意图所下:根据以上参数及要求设计其中的单级齿轮减速器。
二、原动机选择工作机功率W FVP w 30001000==工作机转速min /746.4760r dV n w ==π各传动部件效率η带=0.95; η轴承=0.985; η齿轮=0.97; η链=0.96; η滚筒=0.96; η联轴器=0.99; η总=0.8243电动机功率W P P Wo 7.37333=⋅⋅⋅⋅⋅=滚筒联轴器链齿轮轴承带ηηηηηη 选择电动机型号为Y132M1-6,具体参数:额定功率P o =4kW ;满载转速n o =960r/min 。
三、传动比分配各级传动比i带=2.27i齿轮=3.45i链=2.567 总传动比i 总=i带i齿轮i链=20.11工作机实际转速n w=n oi总=47.75r/min转速误差n w−n w0n w0=1.36×10−4<5%满足允许的误差要求。
四、各轴转速和转矩计算各轴功率 W P 7.37330=3493.8W 01=⋅⋅=带轴承ηηP P 3338.2W 12=⋅⋅=齿轮轴承ηηP P3256.6W 23=⋅⋅=链轴承ηηP P3000W 3w =⋅⋅=滚筒联轴器ηηP P各轴转速确定m in/960o r n =min/91.42201r i n n ==带min/122.5812r i n n ==齿轮min /47.752w 3r i n n n ===链根据nPT 9550=计算各轴的转矩mm N n P T ⋅⨯==4001071.39550mm N n P T ⋅⨯==41111089.79550mm N n P T ⋅⨯==52221060.29550mm N n P T ⋅⨯==53331031.69550mm N n P T www ⋅⨯==51000.69550五、传动零件设计计算1.带传动的设计及校核1.1 计算功率 工况系数K A =1(表13-8)P c =K A P o =3.73kW1.2 选取普通V 带根据P c 和n o 根据表13-15可用A 型带,小带轮直径为112mm ~140mm ,考虑带速,现取d 1=130mmd 2=i 带0∙d 1∙(1−ε)≈300mm1.3 实际传动比i 带=d 2d 1=2.31.4 带速s m nd v /53.660000=⋅⋅=π符合要求。
杭州齿轮箱400型号说明书

杭州齿轮箱400型号说明书一、产品概述ZLYJ系列减速机是为塑料、橡胶单螺杆挤出机配套设计的专用齿轮传动装置。
产品设计参照JB/T8853-2001《圆柱齿轮减速机》规定的各项技术规范。
齿轮与轴类零件采用高强度合金钢制造。
齿轮经渗碳、淬火、高精度磨齿工艺加工,齿形精度为6级(GB10095),齿面硬度HRC58-62。
在空心输出轴前端配置有大规格的推力轴承,承受工作时螺杆的推力。
整机具有体积小、承载能力高、传动平稳、噪声低、传动效率高等特点。
二、使用条件1.高速轴转速不大于1500转/分。
2.工作环境温度-10℃-50℃,湿度≤85%。
3.可以正反向运转。
4.无腐蚀性、爆炸性气体或者蒸汽,通风良好的场所。
三、应用应用范围广,例如适用于生产:1. 橡胶传送带。
2. 汽车轮胎。
3. 塑料薄膜/薄板,例如,包装膜、手提袋、户外防水布等。
4. 包装材料。
5. 隔热板(聚苯乙烯)。
6. 各种塑料器皿。
四、注意事项1.减速机使用前应认真阅读适用说明书或者产品样本。
2.润滑油的粘度应符合减速机铭牌所示数据。
3.当减速机输入轴与电动机通过带轮、齿轮、链轮联接传动时会引起输入转速与输入扭矩的变化,并产生附加径向载荷,会导致减速机的选型或要求的变化。
4.在环境温度较低情况下运行时,应在启动前对润滑油预热,或者选用低温润滑油。
5.当减速机配置轴端润滑泵时应确定旋转方向,默认旋转方向为:面对推力包顺时针旋转即按右旋螺杆配置。
如是左旋螺杆,订货时应说明。
五、产品选型1.确定公称传动比i例:输入转速n1=1500rpm;输出转速n2=152rpm计算需求传动比:is=n1/n2=1500/152=9.868根据计算传动比is=9.868选用公称传动比i=102.选取减速机的型号根据输入功率P(或者输出扭矩T)选取减速机的型号,选取条件P1>P(T2>T) 例:输入功率P=45kW查表一:选择ZLYJ200。
额定功率P1=60kW,P1>P,符合要求。
机械工艺夹具毕业设计77齿轮架零件的机械加工工说明书
毕业设计设计题目:齿轮架零件的机械加工工艺规程及专用夹具设计机械设计及自动化专业学生姓名:起讫日期:指导老师:目录一设计目的及要求 (1)二设计任务 (1)三对零件工作图的分析 (2)四选择毛坯 (3)五确定表面加工方案 (4)六选择定位基准 (6)七拟订加工工艺路线 (6)八确定加工余量 (8)九选择工艺装备 (9)十夹具设计要求 (11)十一夹紧力的计算 (11)十二夹具零件的选择 (12)十三选择切削用量及切削力 (14)十四确定工时定额 (15)十五小结 (15)十六参考书 (17)一设计目的及要求1、目的:机械制造技术基础是以机械制造工艺技术设备为主要内容的技术科学,是机械类专业的一门主要课程,具有很强的实践性。
因此在完成了理论教学和实践教学后,还需要对学生进行机械零件加工工艺设计的实际训练,使学生通过工艺设计获得综合运用所学过的全部相关课程(如机械制造技术基础,互换性及技术测量,金属学与热处理学)进行零件工艺及结构设计的基本能力,能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟订夹具设计方案,完成夹具结构设计,初步具备设计出高效、省力、经济合理并能保证加工质量的专用夹具的能力,培养学生熟悉并运用有关手册、标准、图表等技术资料的能力,进一步培养学生识图、制图、运算和编写技术文件等基本技能。
2、要求:○1掌握编制机械加工工艺规程的方法,能正确解决中等复杂程度零件在加工中的工艺问题。
○2根据已学的知识,提高结构设计的能力,通过设计夹具的训练,根据被加工零件要求,设计出能保证加工技术要求,经济、高效的工艺装备。
○3认真复习设计有关的知识,并查阅有关的资料,手册让学生会使用与机械加工工艺和工装设计有关的手册及图纸资料。
二设计任务:设计题目:设计齿轮架零件的机械加工工艺规程及专用夹具设计。
生产纲领:一般为500-5000件(中批)具体设计工作内容:1、抄绘,分析零件的工作图,图幅为A3。
弗兰德 齿轮箱 说明书 中文版5010 ZH
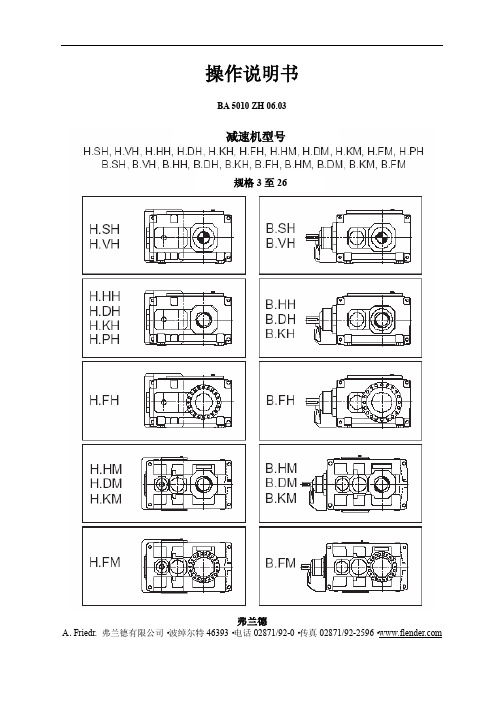
操作说明书BA 5010 ZH 06.03减速机型号规格3至26A.Friedr. 弗兰德有限公司·波绰尔特46393·电话02871/92-0·传真02871/92-2596·目录1. 技术数据 4 1.1 通用技术数据 4 1.1.1 重量 5 1.1.2 测量减速机表面的噪声水平 6 1.1.2.1 配备了风扇的伞齿轮-斜齿轮减速机(B…)的测量表面噪声水平 6 1.1.2.2 无风扇的伞齿轮-斜齿轮减速机(B…)的测量表面噪声水平7 1.1.2.3 配备了风扇的斜齿轮减速机(H…)的测量表面噪声水平81.1.2.4 无风扇的斜齿轮减速机(H…)的测量表面噪声水平92. 通用说明10 2.1 前言102.2 版权103. 安全说明` 10 3.1 合理使用10 3.2 用户的责任11 3.3环境保护11 3.4 特殊危险123.5 在本说明书中所使用的警告标识和符号124. 搬运和储存12 4.1 供货范围12 4.2 搬运12 4.3减速机的储存144.4 标准防锈措施145. 技术说明15 5.1 综合说明15 5.2 输出轴的设计方案16 5.3 箱体16 5.4 有齿零件18 5.5 润滑18 5.4.1 浸油润滑18 5.5.2 通过附加供油装置实现的压力润滑19 5.6 轴承19 5.7 轴封20 5.7.1 径向轴封环20 5.7.2 迷宫密封20 5.7.3 塔康耐特密封20 5.8 止回机构22 5.9 冷却23 5.9.1 风扇23 5.9.2 冷却螺旋管24 5.9.3 安装在减速机上的空气冷却润滑油装置25 5.9.4 安装在减速机上的水冷却润滑油装置26 5.10 加热元件27 5.11 测量润滑油的温度28 5.12 油面监测系统28 5.13 轴承监测系统29 5.14 速度发送器296.1 关于安装的综合信息30 6.2 在基座上安装减速机30 6.2.1 基础30 6.2.2 有关安装工作的说明31 6.2.2.1 对中表面和对中螺纹32 6.2.2 在基础支架上的安装32 6.2.2.3在混凝土地基上用地脚螺栓或者地基块安装减速机33 6.2.2.4用锚定螺栓在混凝土地基上安装减速机34 6.3 联轴器36 6.4 配备了空心轴和平键的用轴安装的减速机的组装38 6.4.1 准备工作38 6.4.2 组装38 6.4.2.1 安装39 6.4.2.2 轴向固定装置39 6.4.3. 拆卸40 6.5 配备了空心轴和符合DIN 5480标准的内花键的用轴安装的减速机42 6.5.1 准备工作42 6.5.2 组装42 6.5.2.1 安装43 6.5.2.2 轴向定位装置43 6.5.3 拆卸44 6.6 配备了空心轴和收缩盘的用轴安装的减速机46 6.6.1 组装46 6.6.1.1 安装46 6.6.1.2 轴向定位装置47 6.6.2 型号HSD的收缩盘47 6.6.2.1 收缩盘的组装47 6.5.2.2 拆卸收缩盘48 6.6.2.3 清理收缩盘并涂抹润滑脂49 6.6.3 拆卸49 6.7 配备了法兰轴的用轴安装的减速机51 6.8 配备了实体法兰盘的用轴安装的减速机52 6.9 安装减速机箱体的扭力臂53 6.9.1 安装扭力臂53 6.10 减速机摆动座的安装支撑54 6.10.1 安装支撑54 6.11 配备了冷却螺旋管的减速机55 6.12 安装了附件的减速机55 6.13 配备了润滑油空气冷却装置的减速机55 6.14 配备了水冷却润滑油的减速机55 6.15 配备了加热装置的减速机55 6.16 配备了油温测量装置的减速机55 6.17 配备了油面高度监测装置的减速机55 6.18 配备了转速发送器的减速机55 6.19 最后的工作557.1 起动之前的准备工作56 7.1.1 排放保护剂56 7.1.2 添加润滑油57 7.1.2.1 润滑油的数量58 7.2 起动59 7.2.1 油面59 7.2.2 配备了冷却螺旋管或者外部润滑油冷却系统或者供油系统的减速机59 7.2.3 配备了止回装置的减速机59 7.2.4 检查步骤59 7.3 退出工作59 7.3.1 在长期保存中内部保护剂60 7.3.1.1 用齿轮油进行内部保护60 7.3.1.2 用特种保护剂进行内部保护60 7.3.1.3 内部保护的步骤60 7.3.2 外部保护617.3.2.1 外部保护步骤618.操作619.故障、原因和措施61 9.1 有关故障的通用信息619.2 可能发生的故障6210.维修64 10.1 有关维修的通用说明64 10.2 关于维修工作的说明65 10.2.1 检验润滑油中的水分65 10.2.2 更换润滑油65 10.2.3 清理通气阀65 10.2.4 塔康耐特密封要添加润滑脂65 10.2.5 清理风扇和减速机66 10.2.6 检查冷却螺旋管66 10.2.7 检查润滑油空气冷却器66 10.2.8 检查润滑油水冷装置67 10.2.9 加油67 10.2.10 检查紧固螺栓的紧密程度67 10.3 最后的工作68 10.3.1 对于减速机的总体检查6810.4 润滑油6811.备件和服务设施的地址68 11.1 储存备件6811.2 备件和服务设施地址6912. 制造厂商申明701. 技术数据1.1 通用技术数据在铭牌上示出了最重要的技术数据。
齿轮零件说明书

机械制造工艺学课程设计说明书设计题目设计“齿轮”零件的机械加工工艺规及工艺装备序言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们对所学课程的一次深入的综合性的总复习,也是一次理论联系实践的训练,因此,它在我们三年的大学生活中占有重要的地位。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题,解决问题的能力所限,设计尚有许多不足之处,恳请老师给予指教。
一、零件分析(一)零件的作用齿轮是一种能量传递机构,理论上主动轮的能量等于从动轮的能量。
主要作用:速度变换:由于齿轮运动时严格按照齿数传动,因此从动轮的速度与主动轮有可知的比列关系。
增大(减小)扭矩:扭矩是力与力臂的乘积。
大于主动轮的从动轮更能提供大的扭矩,当然转速会降低(能量守恒)。
(二)零件的工艺分析1、基准的选择对于齿轮加工基准的选择常因齿轮的结构形状不同而有所差异。
(1)带轴齿轮主要采用顶点孔定位:对于空心轴,则在中心内孔钻出后,用两端孔口的斜面定位;孔径大时则采用锥堵。
顶点定位的精度高,且能作到基准重合和统一。
对带孔齿轮在齿面加工时常采用以下两种定位、夹紧方式。
(2)以内孔和端面定位这种定位方式是以工件内孔定位,确定定位位置,再以端面作为轴向定位基准,并对着端面夹紧。
这样可使定位基准、设计基准、装配基准和测量基准重合,定位精度高,适合于批量生产。
但对于夹具的制造精度要求较高。
(3)以外圆和端面定位当工件和加剧心轴的配合间隙较大时,采用千分表校正外圆以确定中心的位置,并以端面进行轴向定位,从另一端面夹紧。
这种定位方式因每个工件都要校正,故生产率低;同时对齿坯的内、外圆同轴要求高,而对夹具精度要求不高,故适用于单件、小批生产。
综上所述,为了减少定位误差,提高齿轮加工精度,在加工时应满足以下要求:1)应选择基准重合、统一的定位方式;2)内孔定位时,配合间隙应近可能减少;3)定位端面与定位孔或外圆应在一次装夹中加工出来,以保证垂直度要求。
齿轮设计计算说明书

齿轮设计计算说明书齿轮设计计算说明书设计背景:齿轮是广泛应用于机械传动系统中的一种重要零件,常用于减速器、变速器、转向器等机械装置中。
在机械设计中,齿轮需要满足一定的强度和耐久性要求,因此需要进行齿轮设计计算。
本说明书将对齿轮设计的相关计算进行详细介绍。
设计计算:1.齿轮参数计算:1.1 齿轮模数(m)的计算公式为:m = K * (√(T_s / (Y * σ))) / (n * z)其中,K为修形系数,取值1.25;T_s为传递的扭矩;Y为齿轮面展向材料的弹性模量;σ为齿轮材料抗弯应力;n为齿轮转速(rpm);z为齿轮的齿数。
1.2 中心距(a)的计算公式为:a = ((z1 + z2) * m) / 2其中,z1和z2分别为两个齿轮的齿数。
1.3 齿轮模数(m)取值范围为0.5mm至50mm。
1.4 中心距(a)的设计范围应满足:1.4.1 当m≤3mm时,a≥2.5m。
1.4.2 当m>3mm时,a≥2.2m。
2.齿轮几何参数计算:2.1 齿高(h)的计算公式为:h = 2.25 * m2.2 齿宽(b)的计算公式为:b = 0.85 * m * z2.3 压力角(α)的计算公式为:α = cos^(-1)((a * sin(β)) / ((z1 + z2) / 2))其中,β为齿轮的压力角。
3.齿轮强度计算:3.1 计算传递的扭矩(T_s):T_s = (P * 60) / (2 * π * n)其中,P为传递的功率(kW);n为齿轮转速(rpm)。
3.2 计算齿轮面弯矩(F)的公式为:F = (T_s * K_f) / (d1 * m)其中,K_f为齿轮面弯曲系数;d1为齿轮1的基圆直径。
3.3 计算转矩系数(K_v):K_v = 1.5 * C_v * (b / m)^(0.25)其中,C_v为转矩载荷系数。
3.4 计算齿轮面张力(F_t)的公式为:F_t = (K_v * F) / b3.5 计算齿轮失效应力(σ_f)的公式为:σ_f = (F_t * K_H) / (b * m)其中,K_H为齿轮荷载分布系数。
齿轮加工工艺说明书

第一章 零件的分析1.1零件的工作状态及工作条件汽车行驶时,齿轮始终在重载荷、高转速中工作。
在换挡时,还承受冲击载荷,所以要求齿轮具有较高的耐磨性和抗冲击性。
在齿轮加工中,为保证齿轮能满足以上要求,应对齿轮在滚齿之后采取磨齿,对齿轮的热处理应采用渗碳淬火,在最终加工中还应采取磷化处理以提高齿轮的防腐性能。
第五速齿轮从结构上来分析属于多联齿轮,由结合齿和传动齿组成。
为使润滑用能充分的起到润滑作用,在齿轮钻出3个油孔。
换挡时为减少齿轮的冲击,在齿轮大端加工出四个止口。
1.2零件的技术条件分析齿轮加工分为齿坯和齿轮轮齿加工。
齿轮的加工部位有轮缘、轮辐、轮毂和内孔。
齿坯的加工精度对齿轮的加工、检验和装配精度影响很大,所以其加工精度应满足GB10095-88的要求。
齿轮轮齿的加工部位有齿形和倒角,同时还要进行热处理,以提高承载能力和使用寿命。
热处理后还要进行内孔、内孔端面的磨削加工和齿形的精整加工。
综上所述,零件的技术条件主要分以下两种: 1.零件的表面粗糙度和加工精度如零件图所示:齿面的粗糙度Ra 0.8,加工精度IT5~IT6; 齿轮内孔尺寸ø025.0030+,由于齿轮与第二轴上的轴承有配合要求,故其不仅加工经济公差等级比较高而且其表面粗糙度为Ra 0.4。
一般载货汽车变速器和拖拉机变速箱齿轮的精度一般是6到7级精度,表面粗糙度不大于Ra 3.2. 2.各表面间的位置精度如零件图所示,零件的D 、E 、F 面三处具有形位公差要求;D 面对于定位基面φ029.001.070++的定位基准垂直度为0.015,平面度为0.01;E 面对于内孔的定位基准的垂直度为0.05,端面的平面度为0.01;F 面对于内孔的定位基准的垂直度为0.03;1.3零件的其它技术要求1.未注明倒角1X45○2.应除去加工时产生的毛刺,夹角平滑。
3.强力喷丸处理(磨齿后)。
4.热处理:渗碳淬火表面硬度650~800HV;以大端齿根部为准,渗碳层厚度为0.4~1.0mm;心部硬度513HV。
单级斜齿圆柱齿轮减速器的设计计算说明书

课程设计指导课程名称:机械零件课程设计标题:带式输送机齿轮减速器班级:X班,XXXX,XXXX专业姓氏:XXXX编号:XXXXX讲师:XXXXX评估结果:老师的评语:讲师签名:目录一、设计任务书二。
设计目的三。
运动参数的计算、原动机的选择四。
链传动的设计和计算齿轮传动的设计和计算不及物动词轴的设计与计算低速轴的设计高速轴的设计和检查七。
检查滚动轴承的选择八。
键的选择和检查九。
联轴器的选择和计算XI。
润滑方式、润滑油品牌和密封装置的选择十二。
设计总结十三。
参考文献一.程序1.设计题目:带式输送机齿轮减速器2.传动装置示意图1.马达2。
耦合3。
单级螺旋圆柱形减速器4。
链传动5。
驱动辊6。
移动带3.使用条件1)使用寿命10年,两班倒(每年300天);2)负荷有轻微冲击;3)运输物品和货物;4)传输不可逆。
4.原始条件1)工作机输入功率为3.5KW2)工作机的输入速度为160转/分。
二。
设计目标(1)培养理论联系实际的设计思想,分析解决机械设计、选型、验算的知识。
(2)培养学生的机械设计技能,使其能够独立分析和解决问题。
树立正确的设计思想,重点学习典型齿轮减速器的工作原理和动态计算特点,为以后的实际工作打下基础。
(3)基本设计技能的培训,如查阅设计资料(手册、标准和法规等。
),计算、应用和使用经验数据,进行经验估计和处理数据。
进一步培养学生的CAD制图能力和撰写设计说明书等基本技能。
完成工程技术人员在机械设计方面所必需的设计能力的培训。
3.运动参数的计算和原动机的选择。
一、电机的选择1.运动参数的计算和电机的选择。
(1)查表可知各传动机构的传动效率如下表所示:效率因此,机构的总传动效率由上表计算得出。
总计= 0.992×0.99×0.97×0.96×0.97×0.96 = 0.84计算电机功率电力=3.5/0.84=4.17(千瓦)(2)选择电机a)根据电机转速、电机所需工作功率Pd,考虑传动装置尺寸、重量传动比、价格等因素,根据《机械设计手册》第167页表12-1,电机型号为Y132S1-2,额定功率5.5KW,满载转速2900 r/min。
圆锥圆柱二级齿轮减速器(装配图零件图说明书)CAD图纸.的介绍书

题目:设计输送运输机的驱动装置一、课程设计的目的1、通过机械设计课程设计.综合运用机械设计课程和其它有关选修课程的理论和生产实际知识去分析和解决机械设计问题.并使所学知识得到进一步地巩固、深化和发展。
2、学习机械设计的一般方法。
通过设计培养正确的设计思想和分析问题、解决问题的能力。
3、进行机械设计基本技能的训练.如计算、绘图、查阅设计资料和手册.熟悉标准和规范。
二、已知条件(一)圆锥圆柱齿轮减速器(二)工作机转矩:400N.m.不计工作机效率损失。
螺旋轴转速:85r/min。
(三)动力来源:电压为380V的三相交流电源;电动机输出功率P=4.66kw。
(四)工作情况:三班制;每班工作8小时,五年,每年三十天,螺旋输送机效率为0.92。
(五)工作环境:室内。
三、工作要求1、画减速器装配图一张(A1图纸);2、对传动系统进行结构分析、运动分析并确定电动机型号、工作能力分析;3、对传动系统进行精度分析.合理确定并标注配合与公差;4、设计说明书一份。
四、参考资料1、《机械设计》杨恩霞主编哈尔滨工程大学生出版社出版2、《机械设计课程设计指导书》宋宝玉主编高等教育出版社出版3、《机械设计课程设计》唐增宝何永然刘安俊主编华中科技大学出版社出版4、《画图几何及机械制图》(第五版)朱冬梅主编华中理工大学出版社出版目录一、减速器结构分析(一)传动系统的作用(二)传动方案的特点(三)电机和工作机的安装位置二、传动装置的总体设计(一)电动机的选择(二)传动比的设计(三)计算传动装置的运动和动力参数(四)初算轴的直径(五)联轴器的选择(六)齿轮的设计与校核(七)轴的结构设计与校核(八)轴承的校核三、装配图设计(一)装配图的作用(二)减速器装配图的绘制四、零件图设计(一)零件图的作用(二)零件图的内容及绘制五、设计小结一、 减速器结构分析分析传动系统的工作情况1、传动系统的作用:作用:介于机械中原动机与工作机之间.主要将原动机的运动和动力传给工作机.在此起减速作用.并协调二者的转速和转矩。
H系列直角齿轮箱使用说明书--上
目录1.性能参数---------------------------------------------------------------------22.主要结构---------------------------------------------------------------------23.齿轮箱的选用---------------------------------------------------------------34.齿轮箱的安装---------------------------------------------------------------44.1安装前的工作--------------------------------------------------------44.2齿轮箱与工作机的联接--------------------------------------------44.3齿轮箱与原动机的联接--------------------------------------------44.4附件安装--------------------------------------------------------------54.5加入清洁合格的齿轮油--------------------------------------------55.齿轮箱的使用---------------------------------------------------------------56.齿轮箱的维护---------------------------------------------------------------67.关于非标准型齿轮箱的补充说明---------------------------------------7附表表1 单一向下的轴向推力表2 速比表表3 传动部分联接尺寸表4 外形尺寸附图图1 旋转方向图2 外形尺寸齿轮箱装配图(随机提供)H系列直角齿轮箱使用说明书H系列直角齿轮箱卧轴直接与内燃机、卧式电动机、气轮机等原动机联接,减(或增)速后动力由立轴输出。
齿轮说明书

第一章绪论机械制造业是国民经济的的基础和支柱,是向其它各部门提供工具、仪器和各种机械技术的装备部。
一个国家的的机械制造业的发展水平是衡量一个国家经济实力的和科学技术水平的重要标志之一,在科技飞速发展的今天,机械产品和机械制造技术的内涵正在不断的发生变化,工程技术人员不仅要学习和掌握计算机技术等多方面的新知识、新技术、而且要对机械制造和机床夹具等必备的基础理论知识、运用全新的观点重新优化组合。
“工欲善其事,必先利其器。
”工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
轴承座是各种机械设备中常见的部件,它的主要作用是支撑轴承,目前常用轴座已经标准化,通常在机械产品设计时只要选取即可,但在许多场合,因为结构和条件的需要,需要非标轴承座,对于轴承座生产厂家,则是要尽力降低生产成本,提高产品质量。
齿轮是各种机器机械产品中常用的传动件,由于它传动效率高,传动稳定性好,噪音低,定比传动,广泛应用于各种机械设备中,随着机械生产制造技术的发展,齿轮应用越来越广,对齿轮的精度要求越来越高.1 基本概念工艺过程:改变生产对象的的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
生产纲领:企业在计划期内应该生产的产品产量和进度计划。
基准:基准是指用以确定生产对象几何要素间的几何关系所依据的点、线、面。
对一个机械零件而言,基准就是确定该零件上的其它点、线、面所依据的点线、面。
六点定位原理:任何一个自由刚体,在空间都有六个自由度(自由度是完全确定物体在空间几何位置所需要的独立坐标数目),即沿坐标轴的x、y、z 移动和绕此三坐标的转动。
限制了刚体的六个自由度,就确定了刚体的位置。
行星齿轮减速机设计说明书

摘要摆线针轮行星减速器作为重要的机械传动部件具有体积小、重量轻、传动效率高的特点。
本设计在全面考虑多齿啮合、运转平稳、轮齿均载等运动学和动力学的要求下,要实现高承载能力、高传递效率、高可靠性和优良动力学性能等指标,而且要便于制造、装配和检修,设计了具有该合理结构的摆线针轮行星减速器。
本设计建立了合理的动力分析数学模型,对摆线针轮传动中的摆线轮、转臂轴承、柱销及轴进行准确的受力分析,并用MATLAB语言编制计算机程序对其求解。
计算并校核主要件的强度及转臂轴承、各支承轴承的寿命,从分析结果可以看到,各轴承性能指标均符合要求。
利用Inventor软件对摆线针轮减速器各零件建立几何三维模型、摆线针轮减速器虚拟装配及生成工程图。
用本文的方法设计摆线针轮减速器,具有设计快捷、方便等特点.研究结果对提高设计的速度、质量具有重要意义。
关键词:摆线传动摆线轮 InventorAbstractThe cycloid-gear reducer is one of the most important transmission components of the pumping unit by its smaller volume,lighter weight and effective transmission。
In order to realize four targets which include high transmission efficiency, high reliability and the excellent dynamics performance and guarantee credible lubricate ability, receive high efficiency of transmission, and make it easy for manufacture,assembly and inspection, we thought over all the requests in the round and design the rational structure cycloid—gear reducer.In this design,we built the exact force analysis mathematical model of the cycloid—gear reducer, analyzed the forces born by the cycloid —gear, the bearings and the shaft, and produce the Matlab language software analyze of the forces analysis. We analyzed the forces of parts in the cycloid-gear reducer and calculated the intensity and the life of parts。
轮毂齿轮零件工艺规程说明书
轮毂齿轮零件工艺规程说明书
一、工艺流程:
1. 材料采购:根据标准选用适当的材料采购。
2. 材料分析:对采购来的材料进行化学成分分析和金相组织检测。
3. 材料切割:使用切割机根据图纸将材料进行切割。
4. 粗加工:加工车间对轮毂和齿轮的零件进行粗加工(铣削、钻孔、车削等)。
5. 热处理:对粗加工后的零件进行热处理,通常为淬火和回火处理。
6. 精加工:对经过热处理后的零件进行精加工(滚刀加工、修磨等)。
7. 清洗:对精加工后的零件进行清洗,以去除表面油渍和污垢等。
8. 组装:将零件按照图纸要求进行组装,加装轴承、密封装置和螺栓等。
9. 检验:对组装后的轮毂齿轮进行检验,包括外观检查、尺寸测量和性能测试等。
10. 包装:对通过检验的轮毂齿轮进行包装,通常为塑料袋、木箱或纸箱包装。
二、工艺要点:
1. 按照标准选用适当的材料,确保轮毂齿轮的使用寿命和性能。
2. 在粗加工和精加工过程中,要注意加工的速度和刀具的使用情况,避免过快或过慢造成质量问题。
3. 在进行热处理时,要注意加热温度、保温时间和冷却速度等参数的控制,确保零件的硬度和韧性等性能指标符合要求。
4. 在组装过程中,要注意各部件的配合精度和加装顺序,确保轮毂齿轮的整体精度和性能。
5. 检验过程中,要注意检查各项指标是否符合要求,并进行完整的记录和报告。
6. 包装要符合要求,并进行标识和记录。
二级圆柱齿轮减速器说明书
是
一设计任务书
二传动系统的方案设计
三电动机的选择
1.电动机的容量选择
2.电动机的转速选择
四传动比的分配
五传动系统的运动和动力参数计算
六加速器传动零件的设计计算
1.高速级斜齿圆柱齿轮的传动设计计算
2.低速级直齿圆柱齿轮的传动设计计算七轴的设计
1.绘制轴的布置简图和初定跨距
2.高速轴的设计
3.中间轴的设计
4.低速轴的设计
八滚动轴承的选择
1.高速轴上滚动轴承的选择
2.轴上滚动轴承的选择
3. 速轴上滚动轴承的选择
九键连接和联轴器的选择
1.高速轴上键连接和联轴器的选择
2.中间轴上键连接的选择
3低速轴上键连接和联轴器的选择十减速器箱体及附件的设计
1.箱体
2.减速器附件
十一设计小结及参考文献
R = 1112
/d F F a r =426.9N
(4)低速轴(3轴)的设计图中。
机械设计课程设计_一级圆柱齿轮减速器说明书
机械设计课程设计_一级圆柱齿轮减速器说明书机械设计课程设计_一级圆柱齿轮减速器说明书1.引言1.1 目的本文档旨在详细介绍一级圆柱齿轮减速器的设计和制造过程,以及该减速器的使用、维护和保养方法。
1.2 范围本说明书适用于一级圆柱齿轮减速器的设计、制造和使用。
2.设计要求2.1 功能需求该减速器需具备以下功能:●实现输入和输出轴的转速比设定值;●承受一定的负载;●具有良好的噪音和振动控制性能;●具备长时间稳定运行的能力。
2.2 技术要求●减速比为10.1;●输出扭矩在100 Nm范围内;●设备工作寿命不低于5000小时。
3.设计过程3.1 传动方案选择在设计一级圆柱齿轮减速器之前,首先需要确定传动方案。
根据减速比和输出扭矩的要求,选择合适的齿轮组合,并进行传动计算。
3.2 齿轮参数计算根据选定的传动方案,计算齿轮的模数、齿数、分度圆直径和压力角等参数,并绘制齿轮图。
3.3 结构设计在确定齿轮参数后,进行减速器的结构设计。
包括选取适当的轴材料、型号和尺寸,设计轴的支撑结构、定位结构和固定结构等。
3.4 零部件制造利用数控机床等设备进行齿轮、轴和其他零部件的制造。
注意保证制造精度和表面质量,符合设计要求。
3.5 组装和调试将制造好的零部件进行组装,并进行减速器的调试。
确保各零部件的配合良好,并测试减速器的性能和工作稳定性。
4.使用、维护和保养方法4.1 使用方法●在使用前,先检查减速器各部位是否损坏或松动;●保持减速器干燥清洁,避免灰尘和异物进入;●定期检查润滑油的情况,及时更换或加注润滑油。
4.2 维护方法●定期检查减速器的齿轮和轴承,发现异常及时处理;●定期清洁减速器表面和内部,避免积尘和腐蚀。
4.3 保养方法●按照要求定期更换润滑油,并清理润滑系统;●定期进行润滑脂的加注和更换。
附件:1.一级圆柱齿轮减速器设计图纸2.减速器零部件清单3.减速器装配工艺流程图法律名词及注释:1.模数:齿轮的模数是齿轮齿形和传动比的基本参数,是指模数圆上单位齿数的齿宽。
一级圆柱齿轮减速器说明书

一级圆柱齿轮减速器说明书一级圆柱齿轮减速器说明书1.引言1.1 文档目的本文档旨在提供一级圆柱齿轮减速器的详细说明,包括产品特点、技术参数、安装方法、维护保养等内容,以便用户正确使用和维护该产品。
1.2 读者对象本说明书适用于一级圆柱齿轮减速器的使用者、维护人员、工程师等相关人员。
2.产品概述2.1 产品描述一级圆柱齿轮减速器是一种常用的机械传动装置,主要用于实现大、小齿轮之间的转速变化,从而实现动力传递和减速效果。
2.2 产品特点- 制造材料优质,具有良好的耐磨性和耐久性;- 结构紧凑,安装方便;- 传动效率高,噪音低;- 齿轮配对精确,传动平稳可靠。
3.技术参数3.1 额定输入功率:[填写具体数值] kW3.2 输入转速:[填写具体数值] rpm3.3 输出转速:[填写具体数值] rpm3.4 输出扭矩:[填写具体数值] Nm3.5 传动比:[填写具体数值]4.安装方法4.1 安全注意事项- 在安装过程中,务必戴好安全帽、手套等防护用品;- 在进行电气接线时,确保电源已断开;- 请根据使用环境和设备要求,选择合适的安装位置。
4.2 安装步骤1.准备工作,包括所需工具、安装地点清理等;2.将减速器置于安装位置,并与相应设备进行连接;3.按照相关标准要求进行安装,并注意固定螺栓的紧固力度;4.检查安装质量,确保减速器与设备的连接稳定可靠。
5.维护保养5.1 日常检查- 定期检查减速器的润滑油是否充足,根据使用情况及时更换;- 检查齿轮传动部分的磨损情况,如有问题及时修复或更换零部件;- 清洁减速器表面的污物和尘土,保持外观整洁。
5.2 故障排除- 减速器运行时产生异常振动,应立即停机检查;- 减速器发出异常噪音,应检查齿轮啮合情况或可能产生摩擦的部位;6.附件本文档附带以下附件:- 产品结构图- 安装示意图- 常见问题和解答7.法律名词及注释- 齿轮:用来传动动力和转速的机械零件,由齿数、模数等参数来描述。
机械设计一级斜齿圆柱齿轮减速器说明书
机械设计(论文)说明书题目:一级斜齿圆柱齿轮减速器系别: XXX系专业:学生姓名:学号:指导教师:职称:二零一二年五月一日目录第一部分课程设计任务书-------------------------------3 第二部分传动装置总体设计方案-------------------------3 第三部分电动机的选择--------------------------------4 第四部分计算传动装置的运动和动力参数-----------------7 第五部分齿轮的设计----------------------------------8 第六部分传动轴承和传动轴及联轴器的设计---------------17 第七部分键连接的选择及校核计算-----------------------20 第八部分减速器及其附件的设计-------------------------22 第九部分润滑与密封----------------------------------24 设计小结--------------------------------------------25 参考文献--------------------------------------------25第一部分课程设计任务书一、设计课题:设计一用于带式运输机上的一级圆柱齿轮减速器.运输机连续单向运转,载荷变化不大,空载起动,卷筒效率为0.96(包括其支承轴承效率的损失),减速器小批量生产,使用期限8年(300天/年),2班制工作,运输容许速度误差为5%,车间有三相交流,电压380/220V。
二. 设计要求:1.减速器装配图一张(A1或A0)。
2.CAD绘制轴、齿轮零件图各一张(A3或A2)。
3.设计说明书一份。
三. 设计步骤:1. 传动装置总体设计方案2. 电动机的选择3. 确定传动装置的总传动比和分配传动比4. 计算传动装置的运动和动力参数5. 设计V带和带轮6. 齿轮的设计7. 滚动轴承和传动轴的设计8. 键联接设计9. 箱体结构设计10. 润滑密封设计11. 联轴器设计第二部分传动装置总体设计方案1.组成:传动装置由电机、减速器、工作机组成。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造工艺学课程设计说明书设计题目设计“齿轮”零件的机械加工工艺规及工艺装备序言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们对所学课程的一次深入的综合性的总复习,也是一次理论联系实践的训练,因此,它在我们三年的大学生活中占有重要的地位。
就我个人而言,我希望通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题,解决问题的能力所限,设计尚有许多不足之处,恳请老师给予指教。
一、零件分析(一)零件的作用齿轮是一种能量传递机构,理论上主动轮的能量等于从动轮的能量。
主要作用:速度变换:由于齿轮运动时严格按照齿数传动,因此从动轮的速度与主动轮有可知的比列关系。
增大(减小)扭矩:扭矩是力与力臂的乘积。
大于主动轮的从动轮更能提供大的扭矩,当然转速会降低(能量守恒)。
(二)零件的工艺分析1、基准的选择对于齿轮加工基准的选择常因齿轮的结构形状不同而有所差异。
(1)带轴齿轮主要采用顶点孔定位:对于空心轴,则在中心内孔钻出后,用两端孔口的斜面定位;孔径大时则采用锥堵。
顶点定位的精度高,且能作到基准重合和统一。
对带孔齿轮在齿面加工时常采用以下两种定位、夹紧方式。
(2)以内孔和端面定位这种定位方式是以工件内孔定位,确定定位位置,再以端面作为轴向定位基准,并对着端面夹紧。
这样可使定位基准、设计基准、装配基准和测量基准重合,定位精度高,适合于批量生产。
但对于夹具的制造精度要求较高。
(3)以外圆和端面定位当工件和加剧心轴的配合间隙较大时,采用千分表校正外圆以确定中心的位置,并以端面进行轴向定位,从另一端面夹紧。
这种定位方式因每个工件都要校正,故生产率低;同时对齿坯的内、外圆同轴要求高,而对夹具精度要求不高,故适用于单件、小批生产。
综上所述,为了减少定位误差,提高齿轮加工精度,在加工时应满足以下要求:1)应选择基准重合、统一的定位方式;2)内孔定位时,配合间隙应近可能减少;3)定位端面与定位孔或外圆应在一次装夹中加工出来,以保证垂直度要求。
2、零件的技术条件主要分以下两种:1)零件的表面粗糙度和加工精度齿面的粗糙度Ra 1.6,左端面、Φ20外圆表面及内孔Φ10mm的粗糙度为Ra3.2,加工精度IT7~IT8;2)各表面间的位置精度如零件图所示左端面对于定位基面Φ20的定位基准垂直度为0.03。
齿轮的齿顶圆对于定位基准面Φ20的定位基准圆跳动为0.02。
3)定形尺寸要求0mm齿轮最大圆满足Φ32.5h11,宽度满足15−0.24内孔尺寸满足Φ10H70mm工件长度满足50−0.283、齿轮加工工艺过程大致可以划分如下几个阶段:(1)齿轮毛坯的形成:锻件、棒料或铸件;(2)粗加工:切除较多的余量;(3)半精加工:车、滚、插齿;(4)精加工:精修基准、精加工齿形二、工艺规程的设计(一)毛坯的确定从轴的受力分析可知,它受扭转——弯曲复合作用力,由于其承受中等载荷,工作又较平稳,冲击力很小,所以可采用优质结构钢的45号钢,坯料用热轧圆钢。
为了改善组织,提高力学性能,坯料要经过正火热处理。
由于热轧钢是从炼钢厂直接出来的,所以尺寸是固定的。
轴的精度要求不高,精车就可以达到要求。
在车外圆采用粗车——精车的加工工艺。
(二)制定工艺路线制定工艺路线的出发点,应当是使零件的几何形状,尺寸精度及位置精度等技术要求能得到合理的保证。
生产纲领已确定为大批生产的情况下,可以采用万能机床配以专用工夹具,并尽量使工序集中来提高生产效率。
除此之外还应当考虑经济效果,以便使生产成本净量下降。
(三)重点工序的说明本零件的加工表面有个外圆、端面、孔、齿轮等,材料为45钢,以公差等级和粗糙度选择加工工艺。
外圆加工工序:粗车→精车因为毛坯选用的是热轧钢,Φ20mm的外圆未标注公差尺寸,根据GB 1800-79规定其公差等级为IT8。
钻孔工序:钻孔→扩孔→铰孔Φ10mm的孔,未标注公差等级,公差等级按IT7,表面粗糙度为Ra3.2um,需要先钻孔再扩孔,钻孔为通孔。
(四)工艺路线的制定工序一: 以Φ35外圆为粗基准,粗车、精车毛坯的端面工序二:粗车外圆至Φ32.9mm工序三:精车外圆至Φ32.5mm工序四:粗车外圆至Φ20.4mm工序五:精车外圆至Φ20mm工序六:加工倒角工序七:切断工序八:粗车,精车端面使齿轮宽为15mm,倒角2X45°工序九:钻孔Φ8mm工序十:扩孔至Φ9.6mm工序十一:铰孔至Φ10mm,深度为通孔工序十二:齿轮加工(五)加工余量的确定工艺路线拟定以后,应该定每道工序的加工余量、工序尺寸及其公差。
工序尺寸是工件加工过程中,各个工序应保证的加工尺寸,工序尺寸允许的变动范围就是工序尺寸公差。
工序尺寸的确定与工序的加工余量有密切关系。
零件图上的尺寸和公差就是最终工序的尺寸和公差。
可以用“倒推”的办法,将此尺寸加上此工序的余量,就是上一工序的工序尺寸。
如图可知,最大直径为Φ32.5mm,其公差为IT8,由于坯料石热轧圆钢,其直径便不能随意拟定一个尺寸,必须根据型材规格表选取合适的直径。
查表2-74,选用坯料直径Φ35mm。
总的加工余量为35-32.5=2.5mm.考虑到粗、精加工分阶段进行,在粗车时应切去大部分余量,故取粗车的加工余量为 2.8mm,那么精车的加工余量为总得加工余量减去粗车的加工余量,即2.5-2.1=0.4mm。
三、各工序切削用量的选择及工时的计算工序一: 以Φ35外圆为粗基准,粗车、精车毛坯的端面(1)加工条件工件材料:热轧钢(45)机床:CA6140型卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金可转位车刀(2)确定背吃刀量p a :根据下料尺寸,粗车分一次走刀。
粗车时,取p a =1.3mm 。
查表,f=0.6~0.7mm/r ,取f=0.6mm/r 。
查表,切削速度的计算公式为:v Y v p m v k fX a T C V v =c ; Kv= K 料VKkvK 前vK 皮vK 刀vK 方v 因为 p a >f ,取刀具的主偏角Kr=45°,Kr'=0°查表,Cv=292, Xv=0.15, Yv=0.3, m=0.18, t=2700, K 料V=735/b σ, Kkv=1.0, K 前v =1.05, K 皮v =1.0, K 刀v =1.0, K 方v=1.9 查表1-1,b σ >=588Mpa ,取b σ =660Mpa 。
所以,9.10.10.105.10.17356606.015.03.12700292c 3.018.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=V =15.6(m/min )(3)确定机床主轴转速d Vcπ1000ns ==141.8(r/min)精车端面时分一次走刀。
取p a =0.7mm 。
V c =9.10.10.105.10.17356606.015.07.027002923.018.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯ =29.0(m/min)d Vcπ1000ns ==263.7(r/min)工序二:粗车外圆至Φ32.9mm(1)加工条件工件材料:热轧钢(45)机床:CA6140卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金可转位车刀(2)确定背吃刀量p a :粗车双边余量为2.8mm ,显然p a 为单边余量,p a =2.8/2=1.4mm 。
(3)确定进给量在粗车钢料刀杠尺寸为B ×H=20mm ×30mm,ap ≤ 3 mm 。
查表,工件直径为60mm 时,f=0.6-0.7mm/r ,选择f=0.6mm/r 。
(4)切削速度的计算公式V c =v Y v p m v k fX a T C v ;p a >f ,取刀具的主偏角Kr=45°,Kr'=0°. 查表,Cv=292, Xv=0.15, Yv=0.3, m=0.18, t=2700, K 料V=735/b σ, Kkv=1.0, K 前v =1.05, K 皮v =1.0, K 刀v =1.0,K 方v=1.9V c =9.10.10.105.10.17356606.015.04.127002923.018.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯ =14.5m/mind Vcπ1000ns ==131.8(r/min)工序三:精车外圆至Φ32.5mm(1)加工条件工件材料:热轧钢(45)机床:CA6140卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金可转位车刀(2)确定背吃刀量p a :p a =0.5/2=0.25mm查表,f=0.2-0.3mm/r,取f=0.2mm/r 。
查表,Cv=292, Xv=0.15, Yv=0.3, m=0.18, t=2700, K 料V=735/b σ, Kkv=1.0, K 前v =1.05, K 皮v =1.0, K 刀v =1.0, K 方v=1.9;9.10.10.105.10.17356602.015.025.02700292c3.018.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=V =112.7m/min==d Vcπ1000ns 1024.9(r/min)工序四:粗车外圆至Φ20.4mm(1)加工条件工件材料:热轧钢(45)机床:CA6140卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金可转位车刀 ,尺寸20X30。
(2)确定背吃刀量p a :p a =6.5/2=3.25mm查表,f=0.4-0.5mm/r,取f=0.5mm/r 。
查表,Cv=227, Xv=0.15, Yv=0.35, m=0.2, t=3600, K 料V=735/b σ, Kkv=1.0, K 前v =1.05, K 皮v =1.0, K 刀v =1.0, K 方v=1.9;9.10.10.105.10.17356605.015.025.33600227c 35.02.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=V =4.3m/mind Vcπ1000ns ==29.0(r/min)(3)工时计算49/0.5=98r98/104.9=56s工序五:精车外圆至Φ20mm(1)加工条件工件材料:热轧钢(45)机床:CA6140卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金可转位车刀 ,尺寸20X30。
(2)确定背吃刀量p a :p a =2/2=1mm查表,f=0.2-0.3mm/r,取f=0.3mm/r 。
查表,Cv=227, Xv=0.15, Yv=0.35, m=0.2, t=3600, K 料V=735/b σ, Kkv=1.0, K 前v =1.05, K 皮v =1.0, K 刀v =1.0, K 方v=1.9;V c =9.10.10.105.10.17356603.015.01360022735.02.0⨯⨯⨯⨯⨯⨯⨯⨯⨯⨯=16.5m/minn s =d Vcπ1000=131.5(r/min)工序六:加工倒角倒C2的角共四处,未标注倒角C1工序七:切断(1)加工条件工件材料:热轧钢(45)机床:CA6140卧式车床夹具:三爪自定心卡盘刀具:YT5硬质合金切断刀 ,取刀杆尺寸12X20,刀宽度5mm ,刀头长度35mm 。