振动摩擦焊接设计
振动摩擦焊接系统设计
线性振动摩擦焊接技术及设备Linear Vibration Friction Welding technology and equipment迟勇摘要:文章介绍了线性振动摩擦焊接技术原理及设备构成。
线性振动摩擦焊接适用于各种热塑性材料连接,是先进的焊接方法。
可焊接大型、形状复杂及装配形状不规则的焊接件。
具有众多优点。
被誉为绿色焊接技术。
关键词:线性振动摩擦焊;原理;设备Abstract:This paper introduces linear vibration friction welding technology and equipment constitute a principle.Linear vibration friction welding to connect all kinds of thermoplastic materials. Is an advanced welding methods. Welding can be large, complex shape and welding assembly irregularly shaped pieces. Has many advantages. Hailed as the green welding technology.Key words: Linear Vibration Friction Welding;Elements;Equipment中图分类号:TP2731、引言线性振动摩擦焊接是基于摩擦焊的原理而新开发的一种焊接技术。
适于精密熔接尺寸较大、形状特殊、难熔材质的产品。
振动摩擦焊不受热塑材料的影响,由于它不使用另外的连接件或结合剂就能将各式各样的热塑性零件按工艺焊接起来,提高了产品的质量,降低了企业的成本、减少了环境污染。
其优质、高效、低耗环保的突出优点,适应了企业大规模自动化生产的需求。
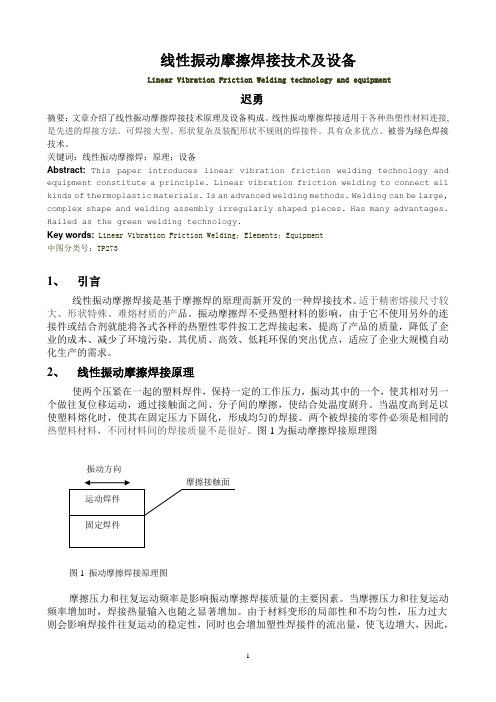
2、线性振动摩擦焊接原理使两个压紧在一起的塑料焊件,保持一定的工作压力,振动其中的一个,使其相对另一个做往复位移运动,通过接触面之间、分子间的摩擦,使结合处温度剧升。
振动摩擦焊接机的工作流程
振动摩擦焊接机的工作流程英文回答:Vibration Friction Welding Machine Working Process.Vibration friction welding (VFW) is a solid-state welding process that utilizes high-frequency vibration and friction to join two metal workpieces. It is commonly used for welding dissimilar metals, thin sections, and materials with high melting points.The VFW process involves several key steps:1. Surface Preparation: The surfaces of the workpieces to be welded are cleaned to remove any contaminants that could hinder the welding process.2. Clamping: The workpieces are clamped together in a fixture to ensure proper alignment and prevent movement during welding.3. Vibration: A high-frequency vibration is applied to one of the workpieces to create friction and heat at thejoint interface.4. Friction: The vibrating workpiece is pressed against the stationary workpiece, generating friction and further heating the joint area.5. Upset: As the friction and heat increase, the metalat the joint interface becomes softened and deformed. An upset force is applied to forge the two workpieces together.6. Cooling: Once the welding process is complete, the joint is allowed to cool, solidifying the bond between the workpieces.Advantages of VFW:Ability to weld dissimilar metals and thin sections.High strength and fatigue resistance.Minimal heat input, reducing distortion and thermal damage.Energy efficient and environmentally friendly.中文回答:振动摩擦焊接机的工作流程。
艾默生 Branson A-502HJ 振动摩擦焊接设备 数据表

特性与优势
必能信A-5系列振动摩擦焊接设备在参数的灵活配置,设备安全性,焊接数据的方便获取,友好的人机界面等诸多方面树立了更高的行业标准。
以客户为导向的设计提供了丰富的操作和灵活性来解决不同的应用需求。
抗扭力的机架设计,液压驱动升降台系统以及经过市场充分验证的必能性振动头技术确保了焊接质量的稳定性和一致性。
设备由可编程逻辑控制器 (PLC) 进行控制,用户通过触摸屏上图形化的导航菜单能够方便地进行机器的操作。
关键特征
• 更短的焊接周期可实现更高的生产量• 设备开档加大,可容纳不同尺寸的应用
• 全系列内不同型号的产品支持多样化客户需求
产品规格表
TR000317ZHCN-02_12-21
A-5系列振动摩擦焊接设备
塑料振动摩擦焊接
更多信息,请查看:
/Branson
* 尺寸可能因开关、气动输入单元、橡胶件、制造公差和其他选件而有所不同。
本出版物的内容仅供参考。
我们保留随时修改或改进产品设计或规格的权利,恕不另行通知。
请与必能信相关人员确认参数“工作台面到振动头之间的距离”是否适用现有高度较高的模具。
艾默生徽标是艾默生电气公司的商标和服务标志。
该品牌标志是艾默生集团旗下子公司之一的注册商标。
其他所有标志均为其各自所有者的财产。
© 2021 Emerson Electric Co. All rights reserved.
TR000317ZHCN-02_12-21。
振动摩擦焊接
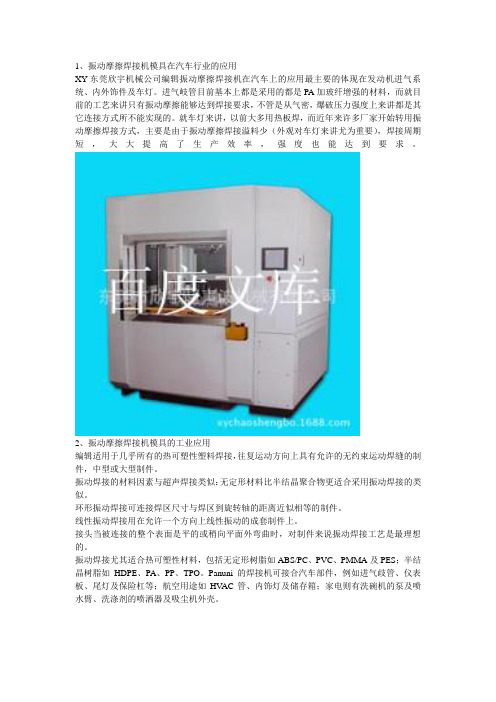
1、振动摩擦焊接机模具在汽车行业的应用XY-东莞欣宇机械公司编辑振动摩擦焊接机在汽车上的应用最主要的体现在发动机进气系统、内外饰件及车灯。
进气岐管目前基本上都是采用的都是PA加玻纤增强的材料,而就目前的工艺来讲只有振动摩擦能够达到焊接要求,不管是从气密,爆破压力强度上来讲都是其它连接方式所不能实现的。
就车灯来讲,以前大多用热板焊,而近年来许多厂家开始转用振动摩擦焊接方式,主要是由于振动摩擦焊接溢料少(外观对车灯来讲尤为重要),焊接周期短,大大提高了生产效率,强度也能达到要求。
2、振动摩擦焊接机模具的工业应用编辑适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接的材料因素与超声焊接类似:无定形材料比半结晶聚合物更适合采用振动焊接的类似。
环形振动焊接可连接焊区尺寸与焊区到旋转轴的距离近似相等的制件。
线性振动焊接用在允许一个方向上线性振动的成套制件上。
接头当被连接的整个表面是平的或稍向平面外弯曲时,对制件来说振动焊接工艺是最理想的。
振动焊接尤其适合热可塑性材料,包括无定形树脂如ABS/PC、PVC、PMMA及PES;半结晶树脂如HDPE、PA、PP、TPO。
Panuni的焊接机可接合汽车部件,例如进气歧管、仪表板、尾灯及保险杠等;航空用途如HV AC管、内饰灯及储存箱;家电则有洗碗机的泵及喷水臂、洗涤剂的喷洒器及吸尘机外壳。
3、振动摩擦焊接机模具功能特点编辑1.轨迹式摩擦熔接,能有效控制相对加工物在紧密的模具内作圆形轨迹的焊接加工,相较于线性摩擦原理,在圆形加工物上无法充分焊接圆周任一角落。
高刚性机身结构与整体封装的外罩,配合吸音隔离噪音组装,能有效抑制加工时的抖动与高噪音分贝。
精密线性滑轨的加工模具,使得加工成品上下错模减少,达到验收值。
不须高价位的加工模具,省去模具质量与配重的技术门坎。
针对如PP、尼龙、塑钢等添加玻纤材质能有效焊接。
摩擦振动现象编辑摩擦振动也称粘滑运动,在工程上是常见的现象。
振动摩擦焊接原理和焊缝设计

振动摩擦焊接原理和焊缝设计振动摩擦焊接原理和焊缝设计在工程行业中,焊接技术一直扮演着至关重要的角色。
而振动摩擦焊接作为一种新型的实体连接方法,其独特的原理和焊缝设计对于工件的连接质量和稳定性有着非常重要的影响。
本文将深入探讨振动摩擦焊接的原理和焊缝设计,为您解开这一领域的神秘面纱。
1. 振动摩擦焊接原理振动摩擦焊接是一种利用工件间的相对振动产生摩擦热,从而实现焊接的方法。
其原理主要包括以下几个方面:1)振动作用:振动能够增加工件表面之间的接触面积,加大摩擦热的产生,有利于焊接接触材料的塑性流动和金属结合。
2)摩擦加热:振动作用下,工件表面之间的摩擦热能够使材料温度升高,形成塑性状况,为焊接提供了条件。
3)塑性流动:在摩擦加热的作用下,工件表面的材料开始发生塑性流动,使得金属颗粒之间产生了结合。
通过上述原理的作用,振动摩擦焊接可以实现高效的焊接连接,具有焊接速度快、连接强度高、无污染等优点。
2. 振动摩擦焊接焊缝设计在进行振动摩擦焊接时,焊缝设计是至关重要的一环。
一个合理的焊缝设计可以有效提高焊接连接的质量和稳定性,下面将介绍几个焊缝设计的要点:1)焊缝形状:焊缝形状应该根据工件的具体形状和要求来设计,一般可为直线型、波浪型或其他。
2)焊缝尺寸:焊缝的尺寸应该符合工件的要求,一般来说焊缝宽度越窄,工件的热影响区越小,连接越稳定。
3)焊缝位置:焊缝的位置要根据工件的力学特性和要求来设计,一般情况下应该位于工件的适当位置,以保证焊接的均匀性和稳定性。
3. 个人观点和理解在我看来,振动摩擦焊接作为一种新型的实体连接方法,在机械工程等领域有着广阔的应用前景。
其高效、稳定的焊接效果,给工件的连接质量和稳定性带来了革命性的提升。
合理的焊缝设计可以进一步提高焊接连接的质量,从而更好地发挥振动摩擦焊接的优势。
总结回顾通过本文的介绍,我们对振动摩擦焊接的原理和焊缝设计有了更加深入的了解。
振动摩擦焊接通过振动作用、摩擦加热和塑性流动实现了工件的高效连接,而合理的焊缝设计则进一步提高了焊接连接的质量和稳定性。
搅拌摩擦焊焊接工装设计
搅拌摩擦焊(Friction Stir Welding,FSW)是一种先进的固态焊接工艺,它需要特殊的工装以实现焊接过程中的稳定性和准确性。
以下是设计搅拌摩擦焊焊接工装时需要考虑的一些关键因素:
1. 材料选择:工装需要选用高强度、耐磨损的材料,以承受焊接过程中的高温和高压力。
通常选择合金钢、铝合金或者陶瓷材料。
2. 结构设计:工装的结构设计应当考虑焊接工艺的特点,确保焊接过程中提供足够的支撑和稳定性,防止材料变形或者振动。
3. 冷却系统:由于焊接过程中会产生大量的热量,工装需要设计冷却系统以有效散热,确保焊接区域温度在可控范围内。
4. 力学设计:工装需要经过力学计算和仿真分析,以确保在焊接过程中能够承受来自焊接力和反作用力的各种载荷。
5. 精度要求:焊接工装需要具备较高的加工精度,以保证焊接过程中的对准和稳定性,特别是对于复杂形状的工件。
6. 操作便捷性:工装设计应当考虑操作人员的使用便捷性,确保焊接过程中能够安全、高效地进行操作。
7. 可调性和适用性:工装设计应当考虑到不同工件的焊接需求,具有一定的可调性和适用性。
总体来说,搅拌摩擦焊焊接工装的设计需要综合考虑材料特性、工艺要求、操作便捷性等多个因素,以确保焊接过程的稳定性、精确性和可靠性。
塑料红外预加热振动摩擦焊接技术研究

h l i g sr n t . t n ia e t t ewe d n te gh I d c t dt a i h CVT wa e k n f l s cwed n c n l g t la n i he c e c . san w i do a t l i gt h o o ywi ce n a d h g f i n y p i e h i Ke wo d : l si we d n ; n a e ; i r t n fito y r s pa t c; l i g i f r d v b ai ci n r o r
Ab t a t Ad a t g so fa e r h ai g v b a i n fit n we dn e h o o y wh c lo wa n wn a la i r t n sr c : v n a e fi r r d p e e t i r to c i l i g t c n l g ih a s sk o s ce n v b a i n n r o o
a p aa c u l fpat lig p rss b tnil p e rn eq ai o lsi wedn at u sa t l y t c a y,d ce s h atc lt miso u igtewedn rc s n ce s e raetep riu aee sin d r ligp o e sa d i rae n h n
塑料振动摩擦焊接宽度和振幅的关系

塑料振动摩擦焊接宽度和振幅的关系塑料振动摩擦焊接是一种常用的塑料连接技术,通过振动和摩擦的作用,将塑料材料加热到一定温度,然后通过一定的压力使塑料材料融合在一起。
在塑料振动摩擦焊接过程中,控制焊接宽度和振幅是非常重要的,这直接影响到焊接质量和效率。
本文将对塑料振动摩擦焊接宽度和振幅之间的关系进行探讨,并提出相关的研究成果和观点。
首先,我们需要了解什么是焊接宽度和振幅。
焊接宽度是指焊接接头的宽度,它反映了焊接区域的大小。
在塑料振动摩擦焊接过程中,焊接宽度的大小直接影响到焊接面积和焊接强度。
而振幅是指振动工具在焊接过程中的振动幅度,它是控制焊接质量的重要参数之一。
针对塑料振动摩擦焊接宽度和振幅之间的关系,已经有许多研究成果。
一些研究表明,焊接宽度和振幅之间存在一定的关联性,通常情况下,焊接宽度随着振幅的增加而增加。
这是因为振幅增加会增加摩擦热量的产生,使塑料材料更容易熔化,从而形成更大的焊接宽度。
然而,过高的振幅也会导致焊接区域过热,影响焊接质量。
因此,控制好振幅的大小非常重要。
除了振幅之外,焊接速度也对焊接宽度有一定影响。
一般来说,焊接速度越快,焊接宽度越小。
这是因为焊接速度快会导致摩擦时间变短,使得塑料材料无法充分熔化,从而形成较小的焊接宽度。
因此,在实际的焊接过程中,需要在振幅和焊接速度之间找到平衡点,以获得最佳的焊接宽度。
此外,塑料材料的种类和厚度也会影响焊接宽度和振幅之间的关系。
不同种类的塑料材料有不同的熔点和熔化性能,因此在进行焊接时需要根据塑料材料的特性进行调整。
另外,塑料材料的厚度也会影响焊接宽度和振幅的选择,一般来说,较薄的塑料材料需要较小的振幅和较快的焊接速度,而较厚的塑料材料则需要较大的振幅和较慢的焊接速度。
在实际的工程应用中,要根据具体的焊接要求和材料特性来选择合适的焊接参数,以获得最佳的焊接效果。
通过对焊接宽度和振幅之间关系的研究,可以更好地控制焊接质量,提高焊接效率,实现更加稳定和可靠的焊接过程。