风扫煤磨系统改造(于文财 张怀伟)
通风系统改造在矿井机械化升级改造中的成功应用(在煤炭科技发表)
通风系统改造在矿井机械化升级改造中的成功应用XXX XXX摘要:本文介绍了通风系统改造在小煤矿机械化升级改造中的具体应用。
通过利用原通风系统设备、巷道条件,结合方案比较,为机械化升级改造确定出最佳通风系统方案。
关键词:通风系统改造机械化升级应用山西省寿阳县天泰煤业有限责任公司井田面积13.156平方公里,可采煤层三层,分别为8#、9#、15#,可采储量8000多万吨。
2008年以前,矿井年产量一直在15万吨左右徘徊,产能小,通风阻力大。
1、原通风系统概况改造前通风系统为中央并列式,主斜井断面7.89m2,作为进风井,副斜井断面为10.07m2,担负全矿井回风。
主要通风机为两台BDK65-N018 2×132KW对旋轴流式风机,总进风量2256m3/min,总回风量为2370m3/min,负压1250Pa,矿井等积孔为1.32m2。
2006年,《天泰煤业有限责任公司45万吨/年机械化升级改造矿井初步设计》确定施工新主斜井井筒,井筒断面10.2m2。
井筒全长650米,作为运输兼进风井,重点解决机械化升级改造后,通风能力不足问题。
新主斜井施工到130米处时见流砂层,因施工工艺、现场管理不当等因素,导致巷道垮落、严重变形,常规支护工艺难以通过,被迫停工。
改造前的通风系统示意图(如图1)所示:2、通风系统改造方案2.1 方案论证2.1.1 方案提出通风系统改造方案经比较论证有三个: 方案一:利用原有的一对斜井开拓开采,不再增加井筒。
两个井筒一个进风一个回风。
方案二:将停工的新主斜井整修后继续施工到设计井底位置,增加一个进风井。
三个井筒两个进风一个回风。
方案三:利用原有的巷道,在合适位置新打立风井,作为专用回风井。
三个井筒两进风一回风。
2.1.2 经济比较方案一:不增加投入,利用原有巷道,经济上最佳。
方案二:需重新注浆加固塌落顶板,整修可靠后,继续施工断面10.2m 2斜井520米。
其中注浆加固费用50万元左右,井巷工程费用460万元左右,总费用510万元左右。
RP903磨煤机风环改造

运行时每 台锅炉最大磨煤量为 11 / ,与锅炉最 8 th 大负荷燃煤量 196 / 3 . th相 比多出 4 . th 14 / 。一期
锅炉设 计煤种 低位发 热量为 2 4 . J k ,在其 24 12k/ g
预期 目的。
33 1 减少石 子煤 排放量 ..
他条件 不变 的情 况 下 ,可 以燃 用低 位发 热量 为 1 0 . J k 3 82 k/ g的煤 ,提高了燃用低热值劣质煤 7 的能力 ,在 当前煤 碳市 场供应 紧 张的情 况下 ,燃 用
C U 的运行 。 P
泵。调试完毕后的除盐水泵必须立刻投入运行,以 保证水箱的供水。在改造期间,运行人员必须注意
观察除盐水箱的液位 以防止水箱液位过低影响机组
供水。
4 2 运行方面 .
改造按先公用系统 ,后一系列的顺序进行。运 行 人员 先将 3个 系列都 再生 一遍 ,这 样在 公用 系统 改造时就不用再生 ,公用系统改造完成后就进行系
减少 石子煤 排 放量 ,保证 最大 出力 ,是 目前 必须 解
系统,利用经三分仓空气预热器加热的一次风进行 系统干燥和煤粉输送。5 R 9 3 台 P 0 中速磨煤机分别
对应摆动式直流燃烧器 的 5 层一次风喷 口,10 0% 负荷下 ,4 台磨煤机运行,1 台备用。 R 9 3 中速磨煤机采用浅碗 型磨盘 和锥 型 P0 型 磨辊 ,液力加载装置。3 个磨辊相隔 10安装于磨 2。
机 风环 处风速过低是 问题 产生的主要 原 因,针对该原 因提 出 了将磨煤机风环 由静态改 为旋转 。技 改后
磨煤机石子煤排量大幅度 减少,取得 了良好的效果 ,对 R P型磨煤机 的技术 改造具有一 定的借 鉴作 用。
Φ2.2m×4.4m风扫煤磨系统的技术改造
维修费 用高 ,存在火灾 隐患等 问题 。 ( )原 有煤 粉仓 容积 小 ,煤磨 启 停频 繁 ,煤 粉 3 仓 前的 输送设 备 多 ,流程 复杂 ,阻力大 ,系 统 电耗 高 。人 窑和 入炉 煤粉 采用 单管 螺旋 喂料 机 ,又无 计 量设 备 ,容易 漏煤 ,造 成供 煤 不均 ,影 响 了窑系 统 的热工制度稳 定。 2改造前后 的工艺流程和设备配置情况 针对原煤 磨系统 的缺 陷 ,本着节 约投资 的原则 , 能利用 的设备尽量利 用 ,采取 了以下技术改造方 案 : ()烘干 热 源 由篦式 冷 却机 中部 抽取 ,气 体温 1
摘 要 J D GH 公司采用煤磨动态选粉机替代粗粉分离器 ,将煤磨电收尘器就地改造为高浓度防爆型气箱脉冲 袋收尘器 ,从而将老式风扫煤磨系统改造为剥型风扫磨系统,满足 了窑产量提高对煤粉需求的增加 ,提高了其对 煤质变化的适应性 ,并且产量和运输率的提高 ,大大 降低了成本 ,稳定了质量 ,提高了效益。车间环境大为改善 , 符合清洁生产的要求 。该项技术改造使企业获得 了很好 的经济效益和环境效益。 关键词 煤磨 动态选粉机 粗粉分离器 电收尘器 袋收尘器 改造
文献标识码 :B
文章编号 :10 —4320)4 ) 一3 0 8 7( 8 l( 0 0 0 0 -(
022 X . m风 扫煤 磨系统 的技 术改造 4 . m 4
薄 立新 甘肃 省建材科研设计院 (300 702 )
谭 红川 四川工 程职业技术学院 (100 6 80 )
( )拆 除原 有 单管 螺旋 喂料 机 ,更 换为 煤粉 稳 5 流转 子秤 ,同 时更换部 分 煤粉 输送 管道 ,以稳定 煤 粉 的喂料和计量 ,保证 窑系统热工制度 的稳定。
通过 以上 改造 后 ,系统 能力 可达 到8t (%细 h 5 /
HP1003型磨煤机叶轮装置及侧机体改造在火力发电厂中的应用

HP1003型磨煤机叶轮装置及侧机体改造在火力发电厂中的应用发表时间:2017-08-08T19:31:00.350Z 来源:《电力设备》2017年第10期作者:李新华[导读] 摘要:福建大唐国际宁德发电有限责任公司一期工程为2×600MW机组,二期工程为2×660MW机组,每台机组配置6台直吹式HP1003型中速磨煤机,用于磨制合格煤粉供锅炉燃烧使用。
(福建大唐国际宁德发电有限责任公司福建宁德 355006)摘要:福建大唐国际宁德发电有限责任公司一期工程为2×600MW机组,二期工程为2×660MW机组,每台机组配置6台直吹式HP1003型中速磨煤机,用于磨制合格煤粉供锅炉燃烧使用。
因实际燃烧煤种偏离设计煤种,同时磨煤机原始设计对煤种变化适应性较差,在磨制高挥发份煤种时,易发生制粉系统爆燃现象,严重影响设备安全稳定运行;磨煤机运行中石子煤排放率偏大,影响电厂的节能增效。
通过对磨煤机叶轮装置及侧机体改造,杜绝了制粉系统爆燃现象,降低了石子排放率,同时提高了磨煤机出力。
宁德电厂磨煤机改造值得同行业借鉴。
关键词:磨煤机;叶轮装置及侧机体;防爆燃;石子煤排放率;磨煤机出力福建大唐国际宁德发电有限责任公司位于福建省宁德市辖福安市湾坞镇白马港东岸海滩,电厂一期工程装机容量为2×600MW。
二期工程装机容量为2×660MW,装机总容量2520MW。
分别于2006年和2009年建成投产。
电厂一、二期工程每台机组配置6台直吹式HP1003型中速磨煤机,用于磨制合格煤粉供锅炉燃烧使用。
磨煤机改造目的是:使该型磨煤机能稳定磨制塔优煤、神华煤、同煤市场煤、印尼煤、印尼褐煤等各种煤种单烧以及掺烧煤种,提高磨煤机出力,减小磨碗压差、减少石子煤排量,掺烧或单烧褐煤等高挥发份煤种时磨煤机不发生爆燃现象。
1、磨煤机设备简介1.1 HP磨煤机工作原理原煤从磨煤机中央落煤管落到磨环上,旋转磨环借助于离心力将原煤运动至碾磨滚道上,通过磨碗进行碾磨。
磨煤机一次风通流装置改造
磨煤机一次风通流装置改造张刚;钱培东【摘要】针对内蒙古某电厂石子煤排渣量较大,渣中有不同程度的带煤现象,提出了对磨煤机的一次风通流装置进行改造的方案,通过进行磨煤机一次风室改造、“机翼”型叶轮改造及磨煤机一级分离器、叶轮调节罩改造,提高叶轮入口静压,提高一次风的使用效率,减少了磨煤机石子煤量的排放,使磨煤机在正常运行时的石子煤排放率控制在厂家设计的要求以内.【期刊名称】《内蒙古科技与经济》【年(卷),期】2016(000)010【总页数】2页(P70,84)【关键词】磨煤机;石子煤量;一次风室;叶轮【作者】张刚;钱培东【作者单位】华电电力科学研究院,内蒙古呼和浩特010020;北方联合电力有限责任公司达拉特发电厂,内蒙古鄂尔多斯143000【正文语种】中文【中图分类】TK223内蒙古某电厂机组配套上海锅炉厂有限公司生产的SG-1018/18.55-M864型、亚临界、一次中间再热、自然循环、单炉膛、四角切圆燃烧、Π型布置、固态排渣煤粉炉,配备磨煤机为上海重型机器厂HP863中速磨。
自投产以来石子煤排渣量较大,渣中有不同程度的带煤现象,磨碗上下压差高,影响电厂经济效益、文明生产。
石子煤排放过多对电厂的经济和安全运行是不利的[1]。
石子煤排量过多同时会引起石子煤中夹带的煤粉增加,降低磨煤机出力,制粉经济性变差,还会增加石子煤排放运输成本。
另外,如果石子煤排放过多并堆积挤压,由于磨入口混合风温很高,长时间将会导致结焦,引起石子煤在一次风室排放不畅,风道流通面积变小,一次风量不足、出力下降、风环处风速变小,继而又增加了石子煤排量,如此恶性循环,最终可能引发设备故障。
但如果石子煤排量较小或几乎没有排放,表明硬度大的煤中杂质也被磨细送入炉膛,这些杂质的热值一般较低,不利于炉腔火焰的燃烧稳定,且增加了磨煤机的制粉电耗、加剧了磨内的磨损情况,缩短检修周期[2]。
因此,对磨煤机进行改造,降低石子煤的排放对电厂的安全生产非常重要。
风扫煤磨磨内技术改造
风扫煤磨磨内技术改造作者:潘国文黄少琴严国龙来源:《企业科技与发展》2020年第10期【摘要】文章简述了风扫煤磨的存在问题和改造原因,并针对性地采取改造方案,主要通过对烘干仓、扬料仓、挡风板、活化环、级配等的改造,对改造前后系统的变化、改造后的生产效果及积累的生产经验进行了阐述。
风扫煤磨磨内技术改造达到了提高煤磨台时产量和降低煤粉细度的目标。
【关键词】煤磨磨内改造;活化环;扬料板【中图分类号】TQ172.6 【文献标识码】A 【文章编号】1674-0688(2020)10-0094-030 前言广西鱼峰水泥股份有限公司的3 200 t/d水泥熟料生产线,煤磨系统为1台φ3.2 m×4.5+2.8 m风扫式煤磨,煤磨系统是20世纪80年代后期从丹麦F.L.Smidth引进的Tirax Coal Grinding Plant,配置为由φ2.3 m粗粉分离器和电收尘器组成的煤粉制备系统。
该煤磨系统经过电改袋等的技术改造,但磨机本体未进行大的改造,存在烘干能力、粉磨能力差等问题。
系统煤粉细度R0.08近5年来都在10%以上,平均为13%,这与原设计参数基本一致,但这样的煤粉会造成燃烧不完全的现象,特别是在分解炉内不完全燃烧,煤粉进入窑内燃烧,容易造成窑尾结圈和烟室结皮等问题。
烘干差、细度粗是制约回转窑稳定、高质量运转的重要原因。
因此,为了给回转窑创造有利的煅烧条件,通过调研并根据磨机内部的实际情况,广西鱼峰水泥股份有限公司进行技术改造,以达到提高煤磨产量、降低煤粉细度的目的。
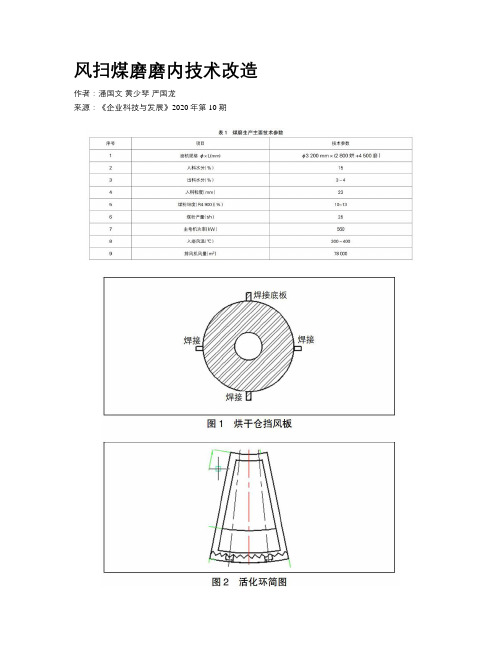
1 生产基本情况1.1 煤磨生产主要技术参数煤磨生产主要技术参数见表1。
1.2 存在问题(1)烘干能力差,出磨煤粉水分大,影响煅烧。
(2)粉磨能力差,产量低,出磨煤粉细度大,影响回转窑的煅烧。
2 问题原因分析2.1 烘干能力差的原因风扫磨的烘干能力与通风能力、热风温度等有关,广西鱼峰水泥股份有限公司的煤磨排风机风量充足,收尘器和风道未出现磨损等漏风現象,基本可以排除通风问题;入磨热风温度为300~400 ℃,热风充足,可以排除;该煤磨烘干仓长约2.8 m,按正常情况,长度应该足够,如果原煤水分在15%左右,煤磨的烘干能力明显不足,出磨煤粉水分大于3%,只能降低台时生产;在雨季的时候原煤水分特别大(>15%),烘干能力更差。
风扫煤磨系统改造

浓度 ( 标况 ) 10 g 从 O m / 降至 3 m / m 0 g 。因此 , m 此次
加粉磨仓的长度 ; 采取措施防止研磨体进入烘干仓 , 保护烘干仓扬料板从 而提高烘干效率 ; 采用专 门设 计 的双层隔仓板 , 平衡两个粉磨仓的料位 ; 采用活化 衬板提高细磨仓粉磨效率 ; 改进研磨体级配 ; 更换现
有磨机卸料装置以提高出料能力和研磨体填充率 。
范围内, 不应让风温超过 9 ℃。 O 此外 , 在煤磨系统的调试过程中还 出现了磨头 煤粉 自 、 燃 选粉机回粉管道翻板阀锁风不严等问题 都得到了相应的处理。 一 () 3 参数制定 。经过一段时 间的调试 摸索 、 分
( 编辑 : 刘翠荣 )收修改稿 日期 :0 1 O — 1 ( 21一 12 )
其堆积窄隙率就越大 , 那在相同水灰 比和相 同减水 剂掺量时的浆体流动性就越差 , 水泥与外加剂适应 性 差 ; 泥 的颗 粒 分 布越 宽 , 匀性 系数 越小 时 , 水 均 情 况正 好相 反 , 水泥 与外 加剂 相容 性越好 。
放慢篦速 , 并将喷煤管位置向外拉一点 , 以提高煤粉 的燃烧 率 。调 整后 , 入磨 风温 很快 升高 , 目前 需 要开 冷 风 阀 才 能保 证 入 磨 温 度 在 30 2 ℃左 右 , 足 了生 满
2 0 r /20 l 60 m 2 0 f a i m粗粉分离器和 2 0 ml 80 i旋风 产 需要 。 l 收尘器 , 以提高分级效率 、 提高磨机产量 , 有效控制 () 2 系统旁路管道 的应用 。本煤磨系统设 置了 煤粉细度 (%~O , 1 1%)从而改善煤粉质量 , 稳定热工 旁路管道 , 通过旁路管道上的阀门控制 , 可以对进入 制度。 选粉机的含尘气体温度 、 浓度进行调整 。其控 制原 () 2 煤磨磨 内改造 。缩短烘干仓约 1 相应增 则是 : m, 应使运转时 出磨气体温度保持在 8 左右 的 5
带电收尘器的风扫煤磨系统的改造
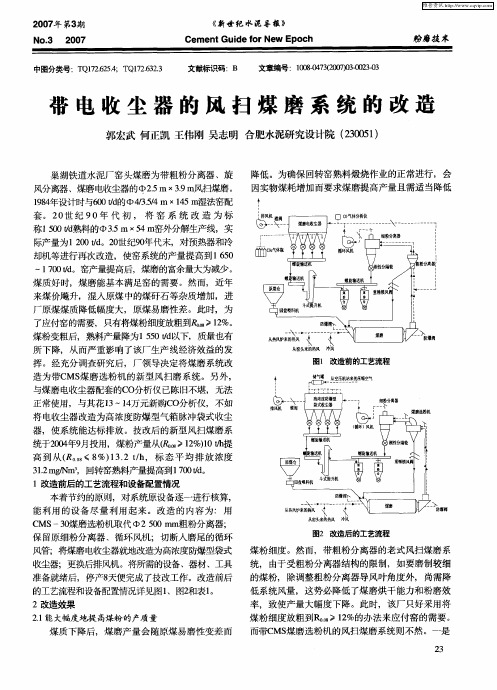
低系统风量,这势必降低 了煤磨烘干能力和粉磨效 率,致使产量大幅度下降。此时,该厂只好采用将 煤粉 细度 放粗 到R 。≥1%的办法 来 应付 窑 的需要 。 o 2 而带c 煤磨选粉机的风扫煤磨系统则不然。一是 Ms
23
煤质 下 降后,煤 磨产 量 会 随原 煤易 磨性变 差 而
1改造前后 的工艺流程和设备配置情况 本着 节约 的原则 ,对 系统原设 备逐一进行 核算 , 能利 用 的设 备 尽 量 利 用 起 来 。 改造 的 内容 为 : 用
C 一0 MS 3煤磨选粉机取代①2 0 l粗粉分离器; 0r 5 in r 图2 改造 后 的 工艺 流程 保 留原细粉分离器 、循环风机;切断人磨尾的循环 风管;将煤磨 电收尘器就地改造为高浓度 防爆型袋 式 煤粉细度 。然而,带粗粉分离器 的老式风扫煤磨系 收尘器;更换后排风机 。 将所需的设备、器材、工具 统,由于受粗粉分离器结构的限制,如要磨制较细 准备就绪后,停产8 天便完成了技改工作 。改造前后 的煤粉 ,除调整粗粉分离器导风叶角度外, 尚需降 的工艺流程和设备配置 隋 况详见图1 2 、图 和表1 。 2改造效果
统于20 年9 04 月投 用,煤粉产量从(o 2 1 h n ≥1%)0t提 / 高 到 从 ( 。≤8 1 . /, 标 态 平 均 排 放 浓度 R。 %) 32th
3.mg 1 2  ̄m3 回转窑熟料产量提高到1 0 t 。 , 0/ 7 d
图1 改造前的工艺流程
r (
拦 竖 腾 气 一 空
M 7—2 9— 1  ̄ 1 5 1 2. D,2 0 95 o~3 0 m. 35 o
中3o 40 .k 0 × 0 .1 W 6
煤磨热风改造技术方案3篇
煤磨热风改造技术方案3篇煤磨热风改造技术方案1煤磨操作规程一、开车前的检查1、检查各个联接部位是否松动,壳体、地脚、机座是否完好。
2、检查润滑装置的密封状况有无漏油状况,有无灰尘进入,油质、油位是否正常。
3、确认仪表完好,反馈信号正常,如有特殊通知电仪工处理。
4、检查设备的密封状况,有无漏料、漏风现象,检修门、检查孔是否封严。
5、检查各阀板完好,阀门动作是否迅速而灵敏,阀门位置是否正确。
6、检查油站循环水管路是否完好畅通,无渗漏,压力正常。
7、确认各稀油站油箱和滤网的完好性,油位正常,油过滤器通畅,油管路无漏油,油温正常,确认袋收尘提升缸压力达到规定值。
8、确认入煤磨溜子、原煤仓、煤磨绞刀内无积煤,不影响煤粉输送。
二、运转中的巡检项目1、确认定量给料机皮带张紧适度,有无破损跑偏状况,是否可以正常工作,托辊有无损坏和卡死现象。
2、检查各个联接部位是否松动,螺丝是否脱落。
3、确保油站循环水管路完好畅通,无渗漏,压力正常,检查稀油站的油位、温度、压力和流量是否正常,油泵工作是否牢靠,油路是否畅通、是否有渗漏。
4、煤磨磨内是否存在异音,振动是否正常。
5、检查各部位物料活动状况,准时处理堵料、冒料,保证物料畅通。
6、检查系统管道有无漏风、堵塞状况。
7、确认仪表完好,反馈信号正常,如有特殊通知电仪工处理。
8、检查排渣口排渣量不要漫过排渣箱口,留意渣中有无磨内的零件掉下。
如有零件掉下,应立刻告知煤磨操作员进行处理。
9、定期排放煤粉仓空气环吹内的积水,保证煤粉仓下煤的稳定。
10、正常运行中,操作员应重点监视喂煤量、主电机电流、磨机进出口温度、差压、选粉机电流和转数、热风档板、冷风档板、主排风机档板开度等参数,发觉问题要准时分析和果决处理,使这些参数把握在合适的范围内,确保系统完全、稳定、优质、高效运行。
11、严禁频繁启动磨机,连续两次以上启动磨机,必需取得电气技术人员同意方。
三、停机后的检查项目1、检查煤磨磨辊、磨盘、刮板的磨损状况。
4号机组磨煤机风量测点防堵吹扫装置改造
技术改造项目可行性研究报告建设单位:浙江大唐乌沙山发电有限责任公司项目名称:4号机组磨煤机风量测点防堵吹扫装置改造批准:审定:审核:编制:陈灿兵2018年05月09日技术改造项目可行性研究报告一、前言:(一)项目名称;4号机组磨煤机风量测点防堵吹扫装置改造(二)项目性质;基层技改(三)可研编制人;陈灿兵(四)项目负责部门;设备工程部热控室(五)项目负责人;陈灿兵二、项目提出的背景及改造的必要性:(一)承担可行性研究的单位;浙江大唐乌沙山发电公司设备工程部(二)项目提出的背景;大唐乌沙山发电有限责任公司在4×600MW机组建设中,锅炉采用中速碗式磨煤机、冷一次风机、正压直吹式制粉系统。
它由原煤斗、给煤机、磨煤机、煤粉管道、一次风机和密封风机等组成。
由于空预器漏风,我厂热一次风含尘量较大,在锅炉制粉系统运行过程中,磨煤机的磨碗差压、出口风粉混合压力,入口一次风流量及出入口风压等测点经常发生堵塞等现象,致使参数监测失去意义,在很大程度上影响着运行人员对磨煤机运行工况的正确判断。
而磨煤机入口风量测点出现堵塞将直接影响着制粉系统的冷热风挡板的自动投入,入口风量的不断跳变直接会对锅炉总风量造成较大的扰动,对运行人员的操作造成不利影响。
为此,决定利用机组检修机会对其进行改造。
(三)项目进行的必要性;锅炉制粉系统的稳定运行是经济燃烧的基础,也是机组协调控制系统中风烟自动最根本的自动调节。
磨入口一次风量采用多喉径文丘里风量测量装置。
由于锅炉设计原因,一次风量测量装置所处的位置没有足够的直管段,且磨入口一次风含尘量大,管道内流场很不均匀,投运以来,测量元件陆续出现堵塞现象,测点的测量准确性得不到保证,对磨煤机的安全稳定运行产生很大威胁,在很大程度上影响着运行人员对磨煤机运行工况的正确判断。
而磨煤机入口风量测点出现堵塞将直接影响着制粉系统的冷热风挡板的自动投入,入口风量的不断跳变直接会对锅炉总风量造成较大的扰动,锅炉主保护,磨煤机的保护存在误动作风险,磨煤机自动无法投入,对运行人员的操作造成不利影响,无法满足运行要求。
一次风速反吹扫装置改造方案
一次风速反吹扫装置改造方案华润电力湖南有限公司项目名称:China Resources Power Hunan Co.,Ltd.技术改造措施、方案磨煤机一次风量/一次风速加装反吹扫装置改造方案批准:审核:会审:初审:编制:孔春龙2021年 10月 9 日一、改造项目:磨煤机一次风量/一次风速加装反吹扫装置改造二、改造前设备现状:自设备投运以来,发现磨煤机一次风量测量不准确、一次风速取样管频繁堵塞,经检查发现煤灰湿是造成一次风速取样表管堵塞的主要原因,而表管堵死后再处理就需要重新配表管。
三、改造原因:由于风量、风速的测量不准确,给运行人员分析设备运行情况带来不便,而取样管的堵塞也给检修人员带来很多不便,为了测量的准确性、减少检修的劳动强度,计划将磨煤机风量及风速加装反吹扫装置。
四、改造技术措施:1、方案一:采用补偿式风压测量防堵吹扫装置 1.1 更换靠背管取样装置 1.2安装补偿式风压测量补偿柜1.3引入压缩空气,每个柜入口处加坏阀装置隔绝 1.4 新增风压测量补偿柜至靠背管的取样管 2、方案二:采用定时或手动吹扫方式2.1 一次风速装置定时反吹扫2.1.1在每个取样管中加入三通电磁阀,且密封好2.1.2新增两个自动吹扫控制柜(西门子LOGO控制器、继电器等)2.1.3从锅炉电源盘引入电源至吹扫控制柜 2.2风量测量装置手动吹扫2.2.1将压缩空气管路引至风量测量变送器柜2.2.2风量取样管加三通,三通至变送器加球阀,三通至压缩空气加球阀五、主要设备及材料清单 5.1 材料表(一台机组):方案一:序号 1 2 3 4 5 名称取样管其它型号规格(图号)碳钢DN14 取样管固定相关零件数量单位 48+24 套 800 48 米个备注吹扫装置 BFC-02 耐磨材料方案二:序号 1 2 3 4 5 55.2 费用估算:方案一: 40万 *2 台方案二: 14万*2台6、计划开工日期及工期要求:计划在#1、2机组小修或大修时开工,工期为10天。
300MW机组磨煤机齿轮喷淋油系统改造
300MW机组磨煤机齿轮喷淋油系统改造摘要详细介绍了SVEDALA公司双进双出磨煤机喷淋油系统工作原理,并以大唐湖南耒阳电厂实际运行故障为例,提出解决办法,通过小改小革降低齿轮喷淋油量,实现花小钱创大效益。
关键词SVEDALA 双进双出磨煤机齿轮喷淋中图分类号TN914 文献标识码 A 文章编号1673-9671-(2012)071-0159-010 引言大唐耒阳发电厂二期工程安装2台300MW燃煤发电机组。
锅炉为亚临界参数,单炉膛,自然循环,平衡通风汽包炉,一次中间再热,固态排渣,露天戴帽布置。
磨煤机为美国SVEDALA公司双进双出磨煤机,采用进口沥青基油脂作为润滑,磨煤机喷淋油系统使用的是威特魔力的单线制喷洒系统。
1 问题的产生、原因及分析1.1 问题的产生大唐湖南耒阳电厂300MW机组磨煤机自投产以来就存在喷淋油量大,喷淋系统故障多的问题,经过统计,#3机组每台磨煤机平均每月3桶油,#4机组每台磨煤机平均3.5桶油(61Kg每桶,价格为81.4元/Kg),按#3机组来计算,每台磨平均每天用油量达到6Kg,每年按每台磨机运行6000小时计算,两台机组年消耗油量为12000Kg,折合人民币97.68万元。
并且由于喷淋油系统故障率高,检修人员维护量大,齿轮也存在一定损伤。
1.2 原因及分析问题产生后,我们对磨煤机齿轮喷淋系统进行了大量调查研究,发现存在以下几个主要问题:磨煤机喷淋油系统使用的是威特魔力的单线制喷洒系统,该系统存在一个致命的缺陷,就是系统憋压。
如图1所示,正常喷淋系统启动后,电磁阀1和电磁阀2同时开启,压缩空气分成两路,一路直接送至喷嘴用于吹扫,而另外一路进入油泵,同时将喷淋油加压至油管路,最后到达油分配器开始喷油,这时计数器开始计数,计数8次以后,电磁阀2关闭,由于从电磁阀2至油分配器的油管路有7-8米,油管道充满了油,加之油本身的弹性,又没有泄压装置,造成了油泵停止后,油分配器仍能继续喷油,只有到油压比较小才停止。
一种改造的煤磨液压站加压系统[实用新型专利]
![一种改造的煤磨液压站加压系统[实用新型专利]](https://img.taocdn.com/s3/m/22bd85fca0c7aa00b52acfc789eb172ded6399a7.png)
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号 (45)授权公告日 (21)申请号 201821156737.2(22)申请日 2018.07.20(73)专利权人 邓州中联水泥有限公司地址 474150 河南省南阳市邓州市杏山开发区(72)发明人 张飞 石海飞 (51)Int.Cl.F15B 21/00(2006.01)F15B 1/02(2006.01)B02C 23/00(2006.01)(54)实用新型名称一种改造的煤磨液压站加压系统(57)摘要本实用新型公开了一种改造的煤磨液压站加压系统,包括控制箱、操作按钮、显示屏、油箱壳体、放油管,所述控制箱上设置有所述操作按钮,所述操作按钮的上方设置有所述显示屏,所述油箱壳体的前端设置有所述放油管,所述放油管的一侧设置有观察窗,所述油箱壳体的顶端设置有管路,所述管路的另一端设置有液压泵,所述液压泵的下端设置有安装支撑板,所述液压泵的后端设置有电机,所述液压泵的另一侧设置有第一压力表。
有益效果在于:通过该装置,延长了油泵的使用寿命,节约了电能资源,通过电磁溢流阀开关的设置使装置能够自动进行泄压,调压,提高装置运行的可靠性和安全性,该装置自动化程度高,安全等级高,便于进行操作,实用性强。
权利要求书1页 说明书4页 附图3页CN 208702838 U 2019.04.05C N 208702838U1.一种改造的煤磨液压站加压系统,包括控制箱(1)、操作按钮(2)、显示屏(3)、油箱壳体(4)、放油管(5),其特征在于:所述控制箱(1)上设置有所述操作按钮(2),所述操作按钮(2)的上方设置有所述显示屏(3),所述油箱壳体(4)的前端设置有所述放油管(5),所述放油管(5)的一侧设置有观察窗(6),所述油箱壳体(4)的顶端设置有管路(7),所述管路(7)的另一端设置有液压泵(8),所述液压泵(8)的下端设置有安装支撑板(15),所述液压泵(8)的后端设置有电机(9),所述液压泵(8)的另一侧设置有第一压力表(10),所述第一压力表(10)的一侧设置有单向阀(11),所述单向阀(11)的前方设置有加油盖(13),所述单向阀(11)的另一侧设置有第二压力表(14),所述单向阀(11)的后方设置有节流阀(19),所述节流阀(19)的后方设置有支架(18),所述支架(18)上端设置有蓄能器(12),所述蓄能器(12)的后方设置有电磁溢流阀(16),所述电磁溢流阀(16)的后方一侧设置有电磁溢流阀开关(17),所述控制箱(1)与所述显示屏(3)、所述操作按钮(2)、所述电机(9)、所述第一压力表(10)、所述第二压力表(14),所述电磁溢流阀开关(17)通过导线连接,所述电磁溢流阀开关(17)与所述电磁溢流阀(16)通过导线连接。
一种煤磨头、尾煤粉仓除尘系统[实用新型专利]
![一种煤磨头、尾煤粉仓除尘系统[实用新型专利]](https://img.taocdn.com/s3/m/52bd1748b0717fd5370cdc29.png)
专利名称:一种煤磨头、尾煤粉仓除尘系统专利类型:实用新型专利
发明人:曹双,刘俊君,杨中彬,张华平
申请号:CN201620985925.0
申请日:20160830
公开号:CN206094932U
公开日:
20170412
专利内容由知识产权出版社提供
摘要:一种煤磨头、尾煤粉仓除尘系统包括煤磨头煤粉仓装置、煤磨尾煤粉仓装置:煤磨头煤粉仓装置包括头煤仓,及设在头煤仓下端的第一转子称,第一转子称下端与头煤转运仓连通,头煤仓直管、头煤仓风机分别与头煤转运仓连通,头煤仓直管与收尘袋连通;煤磨尾煤粉仓装置包括尾煤仓、及设在尾煤仓下端的第二转子称,第二转子称下端与尾煤转运仓连通,尾煤仓管道、尾煤仓风机分别与尾煤转运仓连通,出尾煤仓管道与收尘袋连通;头煤仓直管与所述出尾煤仓管道相互不连通。
本实用新型的优点在于不仅从根本上解决了头尾煤管道串风问题,而且还大大降低了熟料煤耗,稳定了窑况,使得熟料煅烧品质大为改善。
申请人:葛洲坝当阳水泥有限公司
地址:444103 湖北省宜昌市当阳市玉泉办事处三桥村
国籍:CN
代理机构:宜昌市三峡专利事务所
代理人:成钢
更多信息请下载全文后查看。
FM285.450风扇磨煤机煤粉回收器的研制
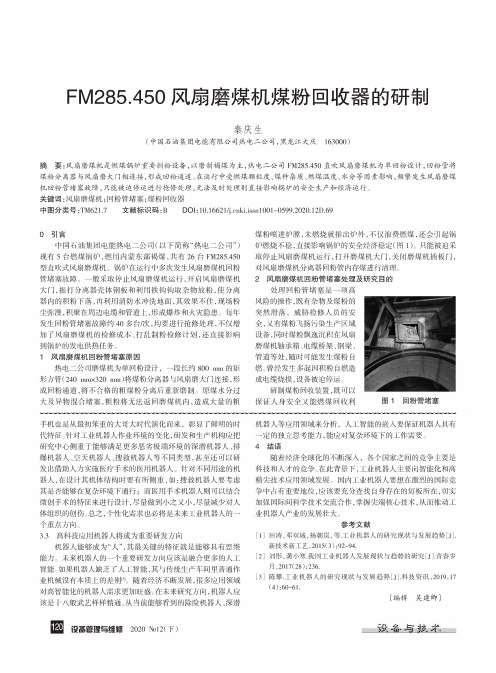
FM285.450风扇磨煤机煤粉回收器的研制秦庆生(中国石油集团电能有限公司热电二公司,黑龙江大庆163000)摘 要:风扇磨煤机是燃煤锅炉重要制粉设备,以磨制褐煤为主,热电二公司FM285.450直吹风扇磨煤机为单回粉设计,回粉管将煤粉分离器与风扇磨大门相连接,形成回粉通道。
在运行中受燃煤颗粒度、煤种杂质、燃煤温度、水分等因素影响,频繁发生风扇磨煤机回粉管堵塞故障,只能被迫停运进行抢修处理,无法及时处理则直接影响锅炉的安全生产和经济运行。
关键词'风扇磨煤机;回粉管堵塞;煤粉回收器中图分类号:TM621.7 文献标识码:B DOI :10.16621/5i.issn1001-0599.2020.12D.690引言中国石油集团电能热电二公司(以下简称“热电二公司”)现有5台燃煤锅炉,燃用内蒙东部褐煤,共有26台FM285.450 型直吹式风扇磨煤机。
锅炉在运行中多次发生风扇磨煤机回粉 管堵塞故障。
一般采取停止风扇磨煤机运行,开启风扇磨煤机大门,振打分离器壳体钢板和利用铁钩钩取杂物放粉,使分离 器内的积粉下落,再利用消防水冲洗地面,其效果不佳,现场粉 尘弥漫,积聚在周边电缆和管道上,形成爆炸和火灾隐患。
每年发生回粉管堵塞故障约4。
多台/次,均要进行抢修处理,不仅增 加了风扇磨煤机的检修成本、打乱制粉检修计划,还直接影响 到锅炉的发电供热任务。
1风扇磨煤机回粉管堵塞原因热电二公司磨煤机为单回粉设计,一段长约800 mm 的矩形方管(240 mm "320 mm )将煤粉分离器与风扇磨大门连接,形 成回粉通道,将不合格的粗煤粉分离后重新磨制。
原煤水分过 大及异物混合堵塞,粗粉将无法返回磨煤机内,造成大量的粗 手机也是从最初笨重的大哥大时代演化而来,彰显了鲜明的时代特征。
针对工业机器人作业环境的变化,研发和生产机构应把研究中心侧重于能够满足更多恶劣极端环境的深潜机器人、排 爆机器人、空天机器人、搜救机器人等不同类型,甚至还可以研 发出借助人力实施医疗手术的医用机器人。
北翼进风井提升系统改造及应用
北翼进风井提升系统改造及应用张鹏洲【摘要】寺家庄公司北翼进风井安装一套永久提升系统.介绍了该系统改造需要的设备,从提升机、井筒装备、井架、配电室和梯子间等方面说明了系统改造安装要求.此次改造大大降低了事故发生率,提高了安全系数.【期刊名称】《机械管理开发》【年(卷),期】2017(032)005【总页数】2页(P80-81)【关键词】提升机;井口;井筒;改造【作者】张鹏洲【作者单位】阳煤寺家庄煤业有限责任公司,山西昔阳045300【正文语种】中文【中图分类】TD531.1 提升机及其配套设施系统改造需安装1台JKMD-2.8×4(Ⅲ)型落地式多绳摩擦提升机,主要包括主轴1套、天轮2套、ZKTD型直流电动机(900 kW)1台、制动系统1套(包括液压盘式制动器16个,支架4组)、液压站2台、车槽装置1套、冷却风机1套、自动卷帘过滤器1套、井上防过卷缓冲托罐装置、井下防过放缓冲装置、悬挂提升钢丝绳和平衡尾绳以及加装防护设施等。
1.2 提升机房配电室及井筒设备(见表1—表5)井口设备和井筒装备有单斜撑式钢结构井架及其防雷照明设施。
1.5 t矿车600轨距单层双车多绳罐笼2个。
井筒装备井筒内标准罐道172根,非标罐道16根;过卷过放缓冲装置1套;提升容器及钢丝绳1套;梯子间一套(梯子间制作祥见其技术要求);制作并安装望板1套、固定淋雨棚1套、井下套架1套、四角稳罐装置16根。
2.1 提升机制动闸瓦与制动盘的接触面积,不得小于闸瓦面积的60%。
主轴装置安装调整后制动盘端面全跳不得大于0.5mm。
液压站与制动器之间的管路连接按管路系统图布置。
现场安装后,如绳槽不满足下列要求时应用车槽装置进行车削,各绳槽底径差不得大于0.5mm,绳槽底径径向跳动不得大于2mm。
2.2 井筒装备罐道安装时应采用托架固定方式,其余构件采用焊缝连接或螺栓连接。
托架层间距为6m。
托架用钢板焊接而成,采用树脂锚杆固定于井壁上。
我矿通风系统技术改造的几点作法
我矿通风系统技术改造的几点作法
岳才华
【期刊名称】《煤炭工程师》
【年(卷),期】1997(000)003
【摘要】文章介绍了窑街矿务避一矿,在通风系统改造中的具体作法及经验体会。
【总页数】3页(P36-38)
【作者】岳才华
【作者单位】窑街矿务局一矿
【正文语种】中文
【中图分类】TD724
【相关文献】
1.高坑矿优化通风系统的作法 [J], 王峰
2.长城一矿通风系统技术改造 [J], 陈俊魁
3.红岭矿18线南西翼通风系统技术改造 [J], 夏功泽; 李永新; 王永; 许阔; 孙青浩; 韩晓丽
4.俄矿通风系统技术改造途径 [J], 李大怀
5.五圩矿通风系统技术改造的实践 [J], 石乃敏
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
风扫煤磨系统改造
于文财张怀伟杨延通
(鲁南中联水泥有限公司,山东滕州 277531)
0 前言
公司两条2300t/d水泥熟料生产线,煤磨系统为两台Φ2.8×5+3m风扫式煤磨,始建于八十年代末期,由于受当时技术条件的限制,仍为传统配置:即由φ2.6m粗粉分离器和φ2.8旋风收尘器和双风机组成的煤粉制备系统。
粗粉分离器分离效率低,系统采用二级收尘。
因原煤水份较高,出磨煤粉细度控制80μm 筛余11-12% 时磨机产量只有14-15t/h,且出磨煤粉水分在3-4%,不能满足烧成系统的用煤量。
为保证烧成系统连续运转,只好将煤粉细度放粗至80μm筛余14-16%,致使煤粉在窑内不能充分燃烧,频繁造成窑系统结皮、结圈等现象,影响窑的产、质量,且煤耗高;同时因设备陈旧老化,设备性能及可靠性差(如粗粉分离器和旋风收尘器效率低),电收尘器收尘效果较差,环境污染严重。
为提高煤磨系统台时产量、降低生产成本、提高装备水平和设备可靠性,公司于2009年利用2#窑系统改造的机会,对2#煤磨系统实施提产节能技术改造。
1 主要改造方案及新工艺特点
1.1改造方案
针对存在的问题,风扫煤磨系统以MDS高效煤磨动态选粉机更换现有粗粉分离器,对系统进行相应的改造,主要内容如下:
(1)采用MDS-850煤磨高效动态选粉机替代现Φ2600/2200粗粉分离器和Φ2800旋风收尘器。
(2)煤磨磨内改造:缩短烘干仓约1m,相应增加粉磨仓的长度;采取措施防止研磨体进入烘干仓,保护烘干仓扬料板从而提高烘干效率;采用专门设计的双层隔仓板,平衡两个粉磨仓的料位;采用活化衬板提高细磨仓粉磨效率;改进研磨体级配及填充率、更换现有磨机卸料装置以提高出料能力。
煤磨外部配套改造主要内容为:采用旁路热风管,解决磨机通风量和高效选粉机通风量不同的矛盾;加强喂料和回料锁风,提高实际入磨风温;采用电容补偿提高功率因数,将主电机的实际使用功率提高到510~530kW。
(3)拆除现有电收尘器,在原位置布置FGM(M)128-7防爆型煤粉袋收尘器,作为选粉系统收尘器,采用袋收尘器、单风机流程,简化系统,通风阻力减小。
(4)拆除原有8台旧螺旋输送机。
新设4台螺旋输送机,这样减少了成品螺旋输送机的个数(由8台减少为4台),流程简化。
(5)拆除原有两台离心通风机,采用新的离心通风机,放置于地面,降低风机基础加固费用。
相应对现收尘系统管道进行改造。
采用MDS高效煤磨动态选粉机替代风扫煤磨系统中的粗粉分离器,可提高分级效率与磨机产量,有效地控制煤粉细度(80μm筛余1—10%),适合于不同煤质煅烧的煤粉制备系统。
采用MDS高效煤磨动态选粉机不仅能提高产量,同时能改善煤粉质量,稳定热工制度。
1.2采用新工艺流程的优点
(1)台时产量提高、系统简化;
(2)输送环节减少,螺旋输送机由原来的8台减少到4台;
(3)排放达到国家标准、现场工作环境改善。
改造后系统工艺流程如图1所示。
图1 改造后系统工艺流程示意图
3 生产调试
3.1入煤磨热风温度低
原因分析:磨机的烘干热源是来自篦冷机废气,在调试期间煤管位置在窑内太多,再者篦冷机篦速快,料床上物料少,使得篦冷机冷却风机将料床吹透,造成入煤磨热风温度低,影响煤磨烘干效果和喂料量。
调整措施: 适当放慢篦速,并将煤管位置向外拉一点,把冷却带后移,提高熟料进入篦冷机的温度。
调整后,入磨风温很快升高,目前需要开冷风阀才能保证入磨温度在320℃左右,满足了生产需要。
3.2 系统旁路管道的实用
本煤磨系统设置了旁路管道,可以通过旁路管道上的阀门控制进入选粉机的含尘气体温度、浓度。
运转时,应使出磨气体温度保持在85℃左右的范围内,不应让风温超过90℃。
3.3 参数制定
系统的调试过程中还出现了磨头煤粉自燃、旋粉机回粉管道翻板阀锁风不严等问题,都得到了相应的处理。
经过一段时间的摸索、总结,在保证煤磨系统安全生产的前提下,制订了以下操作参数:喂料量:20±2t/h,入磨压力:-300±100Pa,入口风温:320±20℃,出磨压力:2800±100 Pa,选粉机转速:720r/min,入袋收尘器压力:3500±100 Pa,出袋收尘器压力:3600±100 Pa,尾排风机转速990r/min。
目前设备运转平稳,喂料量在21 t/h左右。
4 结束语
风扫煤磨改造自2010年8月运行以来,产量达到了20~22t/h,煤粉细度控制80μm筛余6--8%,提高了煤粉质量、燃烧速率及燃烬率。
(1)有效解决了回转窑提产后煤粉供应紧张状况,改善了窑、炉工况,稳定提高熟料质量、台时产量,实现节能减排、改善环境。
(2)煤磨产量提高,系统综合电耗下降约4kWh/t,节电10~15%,。
(3)采用动态选粉机,煤粉细度调节范围宽,可以更好地掌控煤粉在窑、炉内的燃烧时间。
改造后每吨熟料降低0.5kg标准煤。
(4)收尘器改造以FGM(M)128-7防爆型煤粉袋收尘器替代原电收尘,外排气体含尘浓度从100mg/Nm3
降至30mg/Nm3。
[收稿日期:2010-12-03]。