机械手信号连线课件
合集下载
2024版ABB工业机器人信号的配置课件

通信与协同
信号用于实现工业机器人与外部设备之间的通信和协同作业。通过与外部设备交换信号,可 以实现对机器人的远程控制、数据共享和协同操作等功能。
02
CATALOGUE
ABB工业机器人信号系统
硬件组成及功能
控制器
作为信号系统的核心, 负责处理和执行各种信
号指令。
传感器
执行器
通讯模块
用于检测机器人周围环 境,将检测到的信号传
确定信号配置需求
02
根据实际应用场景,确定需要配置的信号类型、数量及功能要
求。
准备相关工具和材料
03
准备好进行信号配置所需的工具,如螺丝刀、剥线钳等,以及
所需的电缆、接头等材料。
硬件配置过程详解
打开机器人控制柜
按照安全规范操作,打开机器人控制柜,准备进行硬件配置。
安装信号板卡
根据信号配置需求,在机器人控制柜内安装相应的信号板卡, 如数字量输入/输出板卡、模拟量输入/输出板卡等。
信号传输方式将更加多样化和高效化
未来工业机器人信号传输方式将更加多样化和高效化,包括无线传输、光纤传输等,能够满足不同场景下的 信号传输需求。
工业机器人应用领域将不断拓展
随着工业机器人技术的不断发展和完善,其应用领域也将不断拓展,包括智能制造、医疗、物流等领域,为 各行各业的发展提供有力支持。
THANKS
感谢观看
实施效果
对比改造前后的效果,包 括生产效率提升、成本节 约、质量改善等方面的数 据。
物流仓储领域应用案例
应用场景
描述物流仓储领域中的具体应用 场景,如货物搬运、分拣、码垛
等。
解决方案
针对应用场景提出使用ABB工业机 器人的解决方案,包括机器人与上 位管理系统的通讯、信号交互等。
信号用于实现工业机器人与外部设备之间的通信和协同作业。通过与外部设备交换信号,可 以实现对机器人的远程控制、数据共享和协同操作等功能。
02
CATALOGUE
ABB工业机器人信号系统
硬件组成及功能
控制器
作为信号系统的核心, 负责处理和执行各种信
号指令。
传感器
执行器
通讯模块
用于检测机器人周围环 境,将检测到的信号传
确定信号配置需求
02
根据实际应用场景,确定需要配置的信号类型、数量及功能要
求。
准备相关工具和材料
03
准备好进行信号配置所需的工具,如螺丝刀、剥线钳等,以及
所需的电缆、接头等材料。
硬件配置过程详解
打开机器人控制柜
按照安全规范操作,打开机器人控制柜,准备进行硬件配置。
安装信号板卡
根据信号配置需求,在机器人控制柜内安装相应的信号板卡, 如数字量输入/输出板卡、模拟量输入/输出板卡等。
信号传输方式将更加多样化和高效化
未来工业机器人信号传输方式将更加多样化和高效化,包括无线传输、光纤传输等,能够满足不同场景下的 信号传输需求。
工业机器人应用领域将不断拓展
随着工业机器人技术的不断发展和完善,其应用领域也将不断拓展,包括智能制造、医疗、物流等领域,为 各行各业的发展提供有力支持。
THANKS
感谢观看
实施效果
对比改造前后的效果,包 括生产效率提升、成本节 约、质量改善等方面的数 据。
物流仓储领域应用案例
应用场景
描述物流仓储领域中的具体应用 场景,如货物搬运、分拣、码垛
等。
解决方案
针对应用场景提出使用ABB工业机 器人的解决方案,包括机器人与上 位管理系统的通讯、信号交互等。
机器人现场编程-川崎机器人IO信号的连接19页PPT

2. 外部马达电源ON 1)使用“外部马达电源 ON”时的连接 短接 1TR 板端子块连接器 X9 的引脚 5-6,开启马达电源至 ON。在连
接器 X9 上的引脚 5和 6 之间连接一个开关或继电器触点。须使用脉冲信号, 不允许一直闭合。
2)不使用“外部马达电源 ON”时的连接 断开 1TR 板端子块连接器 X9 的引脚 5-6,在这两个引脚之间不连任
4. 外部暂停 1)使用“外部保持” 将 1TR 板端子块连接器 X9 的引脚 7-8 上的跳接线去除,按下图连接
外部暂停触点。此触点开路时,机器人将暂停。
2)不使用“外部暂停” 在 1TR 板的端子块连接器 X9 连接器上,将引脚 7-8 跳接。
5. 示教/再现(硬件输出信号) 此信号从 1TR 板端子块连接器 X8 的引脚 9-10 上输出。
三、课程预告
川崎工业机器人I/O信号的应用实例
The End!
谢谢
图所示连接安全围栏的开关触点。
2)不使用“安全围栏输入”时的连接 将1TR 板的端子块连接器 X8 的引脚 1-2,3-4跳线。
(3)外部触发开关输入(仅在示教模式下有效) 1)使用“外部触发开关输入”(使用2 个安全回路)
2)不使用“外部触发开关输入” 将 1TR 板端子块连接器 X8 的引脚 5-6 和 7-8 跳接。
一、I/O信号的连接
川崎RS10L工业机器人的硬件专用信号连接
到E20控制器的1TR 板的端子块上(X7、
X8、X9连接器)。
川崎RS10L工业机器人的通用信号(包括软 件专用信号)连接到E20的由控制器中的
1TW 板处的连接器上(CN2、CN4连
接头)。
E20控制器内部结构
一、I/O信号的连接-硬件专用信号的连接
机械手信号连线
富强鑫双色机
40A/40B=开模完 35A/35B=安全门 34A/34B=关模完 X09=关模 X20=开模 X27=机械手使用 X46/47循环启动
机械手信号连线
日本东洋
0/15=开模完 3/18=安全门 4/19=关模完 4/14=关模 6/16=开模 8/18=循环启动
机械手信号连线
TMC
机械手信号连线
LG(1)
X007=安全门 3 X014=开模 X015=关模 X016=顶针 X017=周期 Y213=开模完 14 Y214=全自动
机械手信号连线
LG(2)
X014=安全门 3
X025=闭模完 3
X030=开模
X040=关模
X042=顶针
X043=循环启动
Y107=全自动 20
X57=循 环启动
X40=完 全门
Y21=锁 模
Y77=开
机械手信号连线
申达
B06=关模终 B11=安全门 B22=循环启动 C1=关模 C3=开模 23A/23B=开模完
机械手信号连线
日钢
15/16= 安全 门
09/10= 开模 完
05/06= 闭模 完
机械手信号连线
SI Sunny 振强
Y120=开模完 26V Y122=安全门 26V Y123=全自动 X216=关模锁住 X217=开模锁住 X218=托模锁住 X219=完成信号 注:X216/217反相(有开模完此接点要通) X219正相(有开模完机械此手信接号连线点要断)
机械手信号连线
台意德
X00=安全门 X03=锁模完 X23=机械手合模 X24=机械手顶针 Y40=关模 Y46=开模 Y54=开模完
《PLC控制技术》教学课件任务09机械手

10、机械手放松后上升,上升指示灯YV3点亮,下限位开 关SQ1打上,机械手上升到位后,上限位开关SQ2打上。
21
11、机械手上升到位后左移指示灯YV5点亮,右限位开关 SQ3打向左。
12、机械手左移到位后,左限位开关SQ4打向左,机械手 完成一个动作周期。
22
机械手
23
五、扩展训练:自控成型机 (一)工作情景描述 产品的生产、加工过程中,原料的塑形是其中的重要环节,
6、夹紧工件后,机械手上升,上升指示灯YV3点亮,将下 限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。
20
7、右移指示灯YV4点亮,机械手开始右移,左限位开关 SQ4打向右。
8、机械手右移到位后,右限位开关SQ3打向右,下降指示 灯YV1点亮,机械手下降,上限位开关SQ2打下。
9、机械手下降到位后,下限位开关SQ1打下,夹紧指示灯 YV2熄灭,机械手放松。
是1、2、3、4。
9
二、脉冲上升沿、下降沿 上图脉冲沿的4个状态 过程1为断开状态。 过程2为接通的瞬间——由断开到接通的瞬间。 过程3为接通状态。 过程4为断开的瞬间——由接通到断开的瞬间。
10
二、脉冲上升沿、下降沿 在下图所示的程序中,当输入I0.0接通时,Q0.0在当前扫
描周期内的过程2接通一次,而Q0.1则在当前扫描周期内的过 程4接通一次。
13
三、移位寄存器指令 (1)N为正时,在使能输入EN的上升沿时,寄存器中的各
位由低位向高位移一位,DATA输入的二进制数从最低位移入, 最高位被移到溢出位。
(2)N为负时,从最高位移入,最低位移出。DATA和 S_BIT为BOOL变量。
利用移位寄存器指令,可将来自寄存器外部的二进制位信 号(DATA)按照规定的方向逐步移入寄存器内。
21
11、机械手上升到位后左移指示灯YV5点亮,右限位开关 SQ3打向左。
12、机械手左移到位后,左限位开关SQ4打向左,机械手 完成一个动作周期。
22
机械手
23
五、扩展训练:自控成型机 (一)工作情景描述 产品的生产、加工过程中,原料的塑形是其中的重要环节,
6、夹紧工件后,机械手上升,上升指示灯YV3点亮,将下 限位开关SQ1打上,机械手上升到位后,上限位开关SQ2打上。
20
7、右移指示灯YV4点亮,机械手开始右移,左限位开关 SQ4打向右。
8、机械手右移到位后,右限位开关SQ3打向右,下降指示 灯YV1点亮,机械手下降,上限位开关SQ2打下。
9、机械手下降到位后,下限位开关SQ1打下,夹紧指示灯 YV2熄灭,机械手放松。
是1、2、3、4。
9
二、脉冲上升沿、下降沿 上图脉冲沿的4个状态 过程1为断开状态。 过程2为接通的瞬间——由断开到接通的瞬间。 过程3为接通状态。 过程4为断开的瞬间——由接通到断开的瞬间。
10
二、脉冲上升沿、下降沿 在下图所示的程序中,当输入I0.0接通时,Q0.0在当前扫
描周期内的过程2接通一次,而Q0.1则在当前扫描周期内的过 程4接通一次。
13
三、移位寄存器指令 (1)N为正时,在使能输入EN的上升沿时,寄存器中的各
位由低位向高位移一位,DATA输入的二进制数从最低位移入, 最高位被移到溢出位。
(2)N为负时,从最高位移入,最低位移出。DATA和 S_BIT为BOOL变量。
利用移位寄存器指令,可将来自寄存器外部的二进制位信 号(DATA)按照规定的方向逐步移入寄存器内。
《机械手信号连线》课件
02
机械手信号连线原理
信号传输原理
01
信号传输方式
机械手信号连线主要采用有线 传输方式,通过电缆将信号从
控制器传输到机械手。
02
信号类型
常见的机械手信号包括控制信 号、反馈信号和传感器信号等 ,用于控制机械手的运动轨迹
和状态监测。
03
信号传输速率
为了保证信号的实时性和准确 性,需要选择合适的传输速率 ,以满足机械手控制的需求。
问题二
机械手信号连线出现故障,导致生产线停机。
问题三
机械手信号连线与控制系统不兼容。
解决方案
采用屏蔽电缆,优化信号传输线路,避免电磁干扰。
解决方案
定期检查机械手信号连线,及时发现并修复故障。
解决方案
选用符合控制系统要求的机械手信号连线,或对控制系 统进行升级改造。
优化建议和改进方案
建议一
采用高可靠性、耐用的机 械手信号连线,提高生产 线的稳定性和可靠性。
机械手信号连线的应用场景
在自动化生产线中,机械手信号连线用于连接机械手控 制器和执行机构,实现自动化操作。
在机器人应用中,机械手信号连线用于连接机器人的控 制器和传感器,实现机器人的感知和控制功能。
在航空航天领域,机械手信号连线用于连接机械手控制 器和执行机构,实现空间物体的抓取和释放。
机械手信号连线的重要性
03
机械手信号连线实例
实际应用案例
01
02
03
案例一
某汽车制造企业生产线上 的机械手信号连线,实现 自动化生产。
案例二
某食品加工企业生产线上 的机械手信号连线,提高 生产效率和产品质量。
案例三
某电子制造企业生产线上 的机械手信号连线,实现 高精度装配。
机械手信号连线
精选课件
19
海太
X000= 安全
门
X003= 锁模
完
X403=
机械
手连
精选课件
20
日本住友
A12/B12=关模
A13/B13=开模
A14/B14=顶针
A15/B15=循环启动
A1/B1=闭模完
A3/B3=全自动
A4/B4=开模完
A5/B5=安全门
精选课件
21
亿利达
X56=可 顶针
X57=循 环启动
X40=完 全门
Y21=锁 模
Y77=开
精选课件
22
申达
B06=关模终 B11=安全门 B22=循环启动 C1=关模 C3=开模 23A/23B=开模完
精选课件
23
日钢
15/16= 安全
门
09/10= 开模
完
05/06=
闭模
完
精选课件
24
SI Sunny 振强
Y120=开模完 26V
Y122=安全门 26V
精选课件
9
LG(1)
X007=安全门 3 X014=开模 X015=关模 X016=顶针 X017=周期 Y213=开模完 14 Y214=全自动
精选课件
10
LG(2)
X014=安全门 3
X025=闭模完 3
X030=开模
X040=关模
X042=顶针
X043=循环启动
Y107=全自动 20
Y123=开模完 20
注:20=110V
精选课=安全门 24V 069=可取出 24V 070=用机械手(不用机械手时,此接点要通) 071=取出中 072=可以顶针 073=取出完成 038=开锁模
R3机械手互锁信号对接V1.4
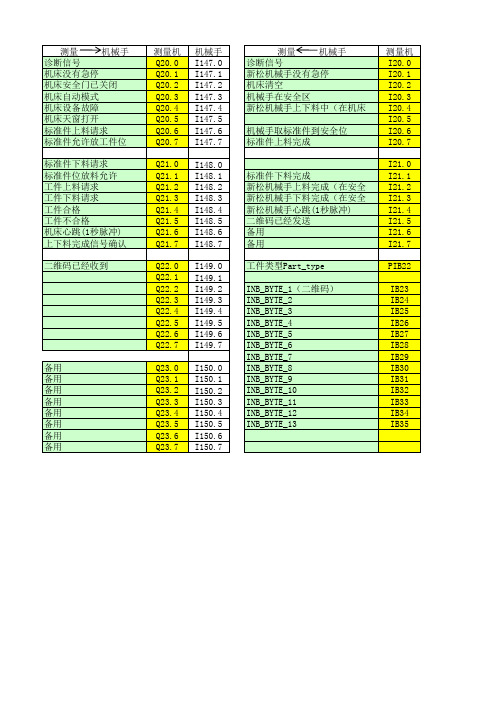
I148.0 I148.1 I148.2 I148.3 I148.4 I148.5 I148.6 I148.7
Q22.0 Q22.1 Q22.2 Q22.3 Q22.4 Q22.5 Q22.6 Q22.7
I149.0 I149.1 I149.2 I149.3 I149.4 I149.5 I149.6 I149.7
机械手 Q147.0 Q147.1 Q147.2 Q147.3 Q147.4 Q147.5 Q147.6 Q147.7
Q148.0 Q148.1 Q148.2 Q148.3 Q148.4 Q148.5 Q148.6 Q148.7
PQB149
QB150 QB151 QB152 QB153 QB154 QB155 QB156 QB157 QB158 QB159 QB160 QB161 QB162
Q23.0 Q23.1 Q23.2 Q23.3 Q23.4 Q23.5 Q23.6 Q23.7
I150.0 I150.1 I150.2 I150.3 I150.4 I150.5 I150.6 I150.7
测量 机械手 诊断信号 新松机械手没有急停 机床清空 机械手在安全区 新松机械手上下料中(在机床
测量机 Q20.0 Q20.1 Q20.2 Q20.3 Q20.4 Q20.5 Q20.6 Q20.7
机械手 I147.0 I147.1 I147.2 I147.3 I147.4 I147.5 I147.6 I147.7
Q21.0 Q21.1 Q21.2 Q21.3 Q21.4 Q21.5 Q21.6 Q21.7
测量 机械手 诊断信号 机床没有急停 机床安全门已关闭 机床自动模式 机床设备故障 机床天窗打开 标准件上料请求 标准件允许放工件位
R1机械手互锁信号对接V1.0

Q1.0 Q1.1 Q1.2 Q1.3 Q1.4 Q1.5 Q1.6 Q1.7
I108.0 I108.1 I108.2 I108.3 I108.4 I108.5 I108.6 I108.7
Q2.0 Q2.1 Q2.2 Q2.3 Q2.4 Q2.5 Q2.6 Q2.7
I109.0 I109.1 I109.2 I109.3 I109.4 I109.5 I109.6 I109.7
OP10卧加给机械手(DP:16)
诊断信号 机床没有急停 机床安全门已关闭 机床联机自动模式 机床设备故障 机床天窗打开 机床心跳(1秒脉冲) 机床预下料请求
工位1上料请求 工位2上料请求 工位1下料请求 工位2下料请求 工位1有料 工位2有料 确认收到无料信号 备用
备用 备用 备用 备用 备用 备用 备用 备用
备用 备用 备用 备用 备用 备用 备用 备用
备用 备用 备用 备用 备用 备用 备用 备用
卧加
I106.0 I106.1 I106.2 I106.3 I106.4 I106.5 I106.6 I106.7
机械手
Q0.0 Q0.1 Q0.2 Q0.3 Q0.4 Q0.5 Q0.6 Q0.7
I107.0 I107.1 I107.2 I107.3 I107.4 I107.5 I107.6 I107.7
备用 备用 备用 备用 备用 备用 备用 备用
卧加
Q98.0 Q98.1 Q98.2 Q98.3 Q98.4 Q98.5 Q98.6 Q98.7
机械手
I0.0 I0.1 I0.2 I0.3 I0.4 I0.5 I0.6 I0.7
Q99.0 Q99.1 Q99.2 Q99.3 Q99.4 Q99.5 Q99.6 Q99.7
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
LG(2)
X014=安全门 3
X025=闭模完 3
X030=开模
X040=关模
X042=顶针
X043=循环启动
Y107=全自动 20
Y123=开模完 20
注:20=110V
11
震雄(1)
100=安全门 24V 069=可取出 24V 070=用机械手(不用机械手时,此接点要通) 071=取出中 072=可以顶针 073=取出完成 038=开锁模
12
震雄(2)
00=安全门 401 21=循环启动
18=机械手连线 105=开模
19=成品
108=关模
20=顶针
123=开模完
注:19/21必须通断一次才能做全自动,18在 不用机械手时必须常通.
13
震雄(3)
00=安全门 32=机械手连线中 33=成品 34=顶针 35=循环启动 67=开锁模 86=开模完
16
力劲(3)
Y108=关模 Y109 =开模 Y123 =完全门 X120=开模完 X216=允许关模 X=允许顶出 X=取出完成(循环启动)
17
博创
I02=完全门 I12=可锁模 I13=可顶针 I14=循环启动 Y02=锁模 Y08=开模 Y21=开模完
18
伊之密
X1-01=安全门 24V X3-09=开模 X1-13=机械手连锁 X4-24=锁模终止 24V X1-14=机械手顶针 X4-25=开模终止 24V X1-15=机械手取出完成 X3-03=锁模 X4-26=全自动
19
海太
X000=安全门 X003=锁模完 X403=机械手连锁 X404=机械手顶针 Y030=关模 Y036=开模 Y434=开模完
20
日本住友
A12/B12=关模 A13/B13=开模 A14/B14=顶针 A15/B15=循环启动 A1/B1=闭模完 A3/B3=全自动 A4/B4=开模完 A5/B5=安全门
机械手信号连线
1
海天
C1(C2)=关模 C3(C4)=开模 B7=关模完 24V B21=安全门 24V B23=循环启动 38A/38B=开模完
2
全力发
146=取出机关模控制 143=顶针退 142=复动开始 141=顶针进 243=安全门 242=关模完 240=开模完
3
台意德
X00=安全门 X03=锁模完 X23=机械手合模 X24=机械手顶针 Y40=关模 Y46=开模 Y54=开模完
26
德马格
3=闭模 24V 4=顶针 24V 5=开模完 0V 8/9=安全门(如果这个点没用,用23/24代替)
27
震德
OUT2=开模 OUT8 =关模 OUT18 =吹风(开模完) IN2=安全门 IN12 =机械手连锁(循环启动) IN13 =可顶针 IN14=取出完成
28
8
Hale Waihona Puke 台中精机001/001A=关模 002/002A=开模 012/012A=顶进 013/013A=顶退 032=允许机械手动作 0V 104=安全门 129=允许关模动作 24V
9
LG(1)
X007=安全门 3 X014=开模 X015=关模 X016=顶针 X017=周期 Y213=开模完 14 Y214=全自动
14
力劲(弘讯电脑)
OUT01 =关模 OUT03 =开模 OUT16 =开模完 IN 11=完全门 IN 22=循环启动
15
力劲(2)
X09=安全门
X19=机械手完成信号
X11=关模完
Y08=关模
X16=机械手关模锁住 Y09=开模
X17=机械手开模锁住 Y20=开模完
X18=机械手托模锁住 Y22=全自动
24
SI Sunny 振强
Y120=开模完 26V
Y122=安全门 26V
Y123=全自动
X216=关模锁住
X217=开模锁住
X218=托模锁住
X219=完成信号
注:X216/217反相(有开模完此接点要通)
X219正相(有开模完此接点要断)
25
东华
X000=完全门 X023=循环启动 Y000=锁模 Y006=开模 Y014=开模完
21
亿利达
X56=可顶针 X57=循环启动 X40=完全门 Y21=锁模 Y77=开模完
22
申达
B06=关模终 B11=安全门 B22=循环启动 C1=关模 C3=开模 23A/23B=开模完
23
日钢
15/16=安全门 09/10=开模完 05/06=闭模完 17/18=开模 21/22=关模 20/14=循环启动
0/15=开模完 3/18=安全门 4/19=关模完 4/14=关模 6/16=开模 8/18=循环启动
7
TMC
301=允许合模 302=允许顶进 303=允许顶退 306=机械手不使用 351=安全门 352=全自动 353=合模完
196=开模完 101=安全门 156=合模阀 159=开模阀 176=顶进阀 177=顶退阀
4
日本川口
63=顶针
65=循环启动 206=开模
1=0V
214=关模
258=安全门
297=闭模完 298=全自动
3=24V
299=开模完
5
富强鑫双色机
40A/40B=开模完 35A/35B=安全门 34A/34B=关模完 X09=关模 X20=开模 X27=机械手使用 X46/47循环启动
6
日本东洋
LG(2)
X014=安全门 3
X025=闭模完 3
X030=开模
X040=关模
X042=顶针
X043=循环启动
Y107=全自动 20
Y123=开模完 20
注:20=110V
11
震雄(1)
100=安全门 24V 069=可取出 24V 070=用机械手(不用机械手时,此接点要通) 071=取出中 072=可以顶针 073=取出完成 038=开锁模
12
震雄(2)
00=安全门 401 21=循环启动
18=机械手连线 105=开模
19=成品
108=关模
20=顶针
123=开模完
注:19/21必须通断一次才能做全自动,18在 不用机械手时必须常通.
13
震雄(3)
00=安全门 32=机械手连线中 33=成品 34=顶针 35=循环启动 67=开锁模 86=开模完
16
力劲(3)
Y108=关模 Y109 =开模 Y123 =完全门 X120=开模完 X216=允许关模 X=允许顶出 X=取出完成(循环启动)
17
博创
I02=完全门 I12=可锁模 I13=可顶针 I14=循环启动 Y02=锁模 Y08=开模 Y21=开模完
18
伊之密
X1-01=安全门 24V X3-09=开模 X1-13=机械手连锁 X4-24=锁模终止 24V X1-14=机械手顶针 X4-25=开模终止 24V X1-15=机械手取出完成 X3-03=锁模 X4-26=全自动
19
海太
X000=安全门 X003=锁模完 X403=机械手连锁 X404=机械手顶针 Y030=关模 Y036=开模 Y434=开模完
20
日本住友
A12/B12=关模 A13/B13=开模 A14/B14=顶针 A15/B15=循环启动 A1/B1=闭模完 A3/B3=全自动 A4/B4=开模完 A5/B5=安全门
机械手信号连线
1
海天
C1(C2)=关模 C3(C4)=开模 B7=关模完 24V B21=安全门 24V B23=循环启动 38A/38B=开模完
2
全力发
146=取出机关模控制 143=顶针退 142=复动开始 141=顶针进 243=安全门 242=关模完 240=开模完
3
台意德
X00=安全门 X03=锁模完 X23=机械手合模 X24=机械手顶针 Y40=关模 Y46=开模 Y54=开模完
26
德马格
3=闭模 24V 4=顶针 24V 5=开模完 0V 8/9=安全门(如果这个点没用,用23/24代替)
27
震德
OUT2=开模 OUT8 =关模 OUT18 =吹风(开模完) IN2=安全门 IN12 =机械手连锁(循环启动) IN13 =可顶针 IN14=取出完成
28
8
Hale Waihona Puke 台中精机001/001A=关模 002/002A=开模 012/012A=顶进 013/013A=顶退 032=允许机械手动作 0V 104=安全门 129=允许关模动作 24V
9
LG(1)
X007=安全门 3 X014=开模 X015=关模 X016=顶针 X017=周期 Y213=开模完 14 Y214=全自动
14
力劲(弘讯电脑)
OUT01 =关模 OUT03 =开模 OUT16 =开模完 IN 11=完全门 IN 22=循环启动
15
力劲(2)
X09=安全门
X19=机械手完成信号
X11=关模完
Y08=关模
X16=机械手关模锁住 Y09=开模
X17=机械手开模锁住 Y20=开模完
X18=机械手托模锁住 Y22=全自动
24
SI Sunny 振强
Y120=开模完 26V
Y122=安全门 26V
Y123=全自动
X216=关模锁住
X217=开模锁住
X218=托模锁住
X219=完成信号
注:X216/217反相(有开模完此接点要通)
X219正相(有开模完此接点要断)
25
东华
X000=完全门 X023=循环启动 Y000=锁模 Y006=开模 Y014=开模完
21
亿利达
X56=可顶针 X57=循环启动 X40=完全门 Y21=锁模 Y77=开模完
22
申达
B06=关模终 B11=安全门 B22=循环启动 C1=关模 C3=开模 23A/23B=开模完
23
日钢
15/16=安全门 09/10=开模完 05/06=闭模完 17/18=开模 21/22=关模 20/14=循环启动
0/15=开模完 3/18=安全门 4/19=关模完 4/14=关模 6/16=开模 8/18=循环启动
7
TMC
301=允许合模 302=允许顶进 303=允许顶退 306=机械手不使用 351=安全门 352=全自动 353=合模完
196=开模完 101=安全门 156=合模阀 159=开模阀 176=顶进阀 177=顶退阀
4
日本川口
63=顶针
65=循环启动 206=开模
1=0V
214=关模
258=安全门
297=闭模完 298=全自动
3=24V
299=开模完
5
富强鑫双色机
40A/40B=开模完 35A/35B=安全门 34A/34B=关模完 X09=关模 X20=开模 X27=机械手使用 X46/47循环启动
6
日本东洋