轴的机械加工工序卡片
轴的机械加工工艺卡片

轴的机械加工工艺卡片
轴的机械加工工艺卡片包括以下内容:
1. 加工工序:轴的机械加工通常包括车削、铣削、钻削和磨削等工序。
根据轴的要求,可以选择单一工序或多个工序进行加工。
2. 材料选择:根据轴的用途和要求,选择合适的材料。
常见的轴材料包括碳钢、合金钢、不锈钢和铜合金等。
3. 工件装夹:将轴固定在机床上,以确保加工时的稳定性和精度。
常用的装夹方式包括三爪卡盘、四爪卡盘和心棘卡盘等。
4. 加工工艺参数:根据轴的要求和机床的性能,确定加工工艺参数,包括进给速度、切削速度和切削深度等。
5. 加工工具选择:根据轴的要求和加工工序,选择合适的刀具。
常见的刀具包括车刀、铣刀、钻头和砂轮等。
6. 加工精度控制:根据轴的精度要求,进行加工过程中的精度控制。
常见的精度要求包括直径公差、圆度和表面粗糙度等。
7. 加工表面处理:根据轴的要求,进行表面处理。
常见的表面处理方式有磷化、
镀铬和抛光等。
8. 检验和修正:对加工后的轴进行检验,根据检验结果进行必要的修正。
常见的检验方法包括测量和性能测试等。
9. 最终整理:对轴进行最终整理,包括去毛刺、清洗和包装等。
以上是轴的机械加工工艺卡片的一般内容,具体的加工工艺会根据不同的轴和加工要求而有所差异。
对于复杂的轴加工,可能需要进行多次的加工和修正,以满足特定的要求。
阶梯轴机械加工工序卡片演示教学
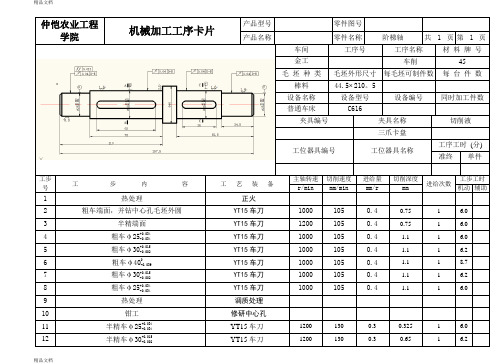
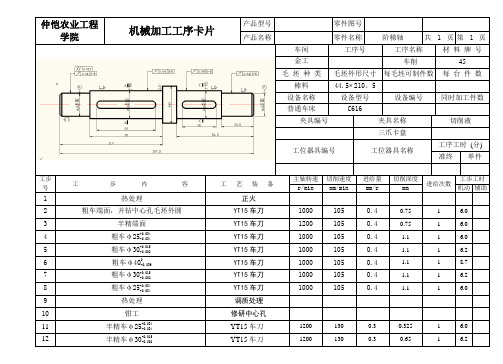
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2精品文档精品文档。
毕业设计输出轴机械加工工序卡片
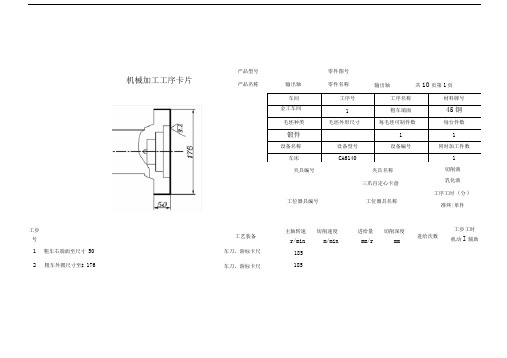
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
(完整版)阶梯轴机械加工工序卡片
仲恺农业工程学院机械加工工序卡片产品型号零件图号产品名称零件名称阶梯轴共 1 页第 1 页车间工序号工序名称材料牌号金工车削45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料44.5 210。
5设备名称设备型号设备编号同时加工件数普通车床C616夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min mm/min mm/r mm 机动辅助1 热处理正火2 粗车端面,并钻中心孔毛坯外圆YT15车刀1000 105 0.4 0.75 1 6.03 半精端面YT15车刀1200 105 0.4 0.75 1 6.04 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.05 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.26 粗车φ400-0.039YT15车刀1000 105 0.4 1.1 1 8.77 粗车φ30+0.015-0.002YT15车刀1000 105 0.4 1.1 1 6.28 粗车φ25+0.034-0.034YT15车刀1000 105 0.4 1.1 1 6.09 热处理调质处理10 钳工修研中心孔11 半精车φ25+0.034-0.034YT15车刀1200 130 0.3 0.325 1 6.012 半精车φ30+0.015-0.002YT15车刀1200 130 0.3 0.65 1 6.2。
机械加工工序卡片工艺过程卡片
1
粗车外圆 mm
车刀
游标卡尺
120
50
1
84s
2
粗车 mm
镗刀
游标卡尺
160
37
1
117s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
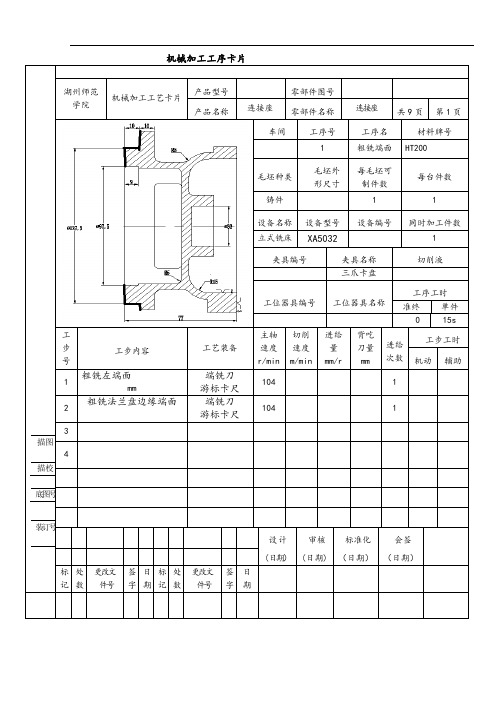
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
1
每台件数
1
备注
工序号
工 名 序 称
工 序 内 容
车间
工段
设 备
工艺装备
工 时
准终
单件
1
粗铣左凸台左端面
粗铣左端面~~mm 粗铣左凸台~
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
2
粗铣右凸台右端面
粗铣右端面~
粗铣右凸台~5mm
XA5032立式铣床
高速钢镶齿端铣刀、游标卡尺、专用夹具
3
粗车外圆
18
1
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
轴工艺卡

机动
辅助
0
装夹
1
铣键槽14*50
X5012立式升降台铣床
800
30.14
0.08
1.1
5
2
铣键槽8*47
X5012立式升降台铣床
800
30.14
0.08
1.0
5
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
11
页
第
10
签字
日期
标记
处数
更改文件号
签字
日期
粗车
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
输出轴
共
11
页
第
2
页
车间
工序号
工序名称
材料牌号
5
粗车
45号钢
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
碳钢
设备名称
设备型号
设备编号
同时加工件数
CA6140
夹具编号
夹具名称
切削液
01
工位器具编号
工位器具名称
工序工时(分)
设备编号
同时加工件数
夹具编号
夹具名称
切削液
04
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
齿轮轴机械加工工艺过程卡片

单位
零件名称
齿轮轴
材料
批量
45号钢
500万件/年
工作平台
工序号
工序名称
工序内容
00
下料
铸件成型
铸铁平台
10
热处理
正火处理
铸铁平台
20
粗车
夹一端车,另一端及端面(见平面即可),车外圆,直径与长度均留加工余量5mm
车平台
倒头装夹,车另一端端面及余下外径各部,直径与长度均留加工余量5mm,保证总长尺寸为315mm
钻平台
90
钳
去毛刺
钳工平台
100
检查
检查零件是否达到设计所要尺寸
110
入库
涂上防诱油
工艺员
审核
会签
50
磨
以两中心孔定位装夹工件。粗、精磨各部及圆角R2至图样要求尺寸
磨床
倒头,以两中心孔定位装夹工件。粗、精磨余下外圆及圆角R5至图样要求尺寸
60
划线
划圆弧槽,划Φ16mm孔中心线。
钳工平台
70
铣
以两φ60K6mm轴颈定位装夹工件。铣18N9mm 键槽至图样尺寸及精度要求
铣平台
80
滚齿
以φ65r6mm轴颈定位装夹工作。滚齿。
30
热
调质处理28—32HRC
铸铁平台
40
车
夹一端,车端面,保证总长尺寸312.5mm,钻中心孔B6.3
车平台
倒头装夹,车端面,保证总长尺寸310mm,钻中心孔B6.3
以两中心孔定位装夹工件,精车右端各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45°
倒头,以两中心孔定位装夹工件,精车余下各部尺寸,其直径方向留磨量0.6mm,倒角2.3×45°
轴承座工序卡

公司机械加工工序卡片产品型号零(部)件图号共 12页产品名称零(部)件名称轴承座第 1 页车间工序号工序名称材料牌号金工 3 铣底平面HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X 52K 1夹具编号夹具名称切削液端面专用夹具工位器具编号工位器具名称工序工时准终单件0.15工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣底平面专用夹具装夹,三面刃圆盘铣刀248 92.3 0.142 12 精铣底平面装用同上300 117.75 0.08 1 1排图排校底图号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 4 钻φ9,φ13孔HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.14工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ9 专用夹具装夹,直柄麻花钻630 19 1 0.2 1 0.092 锪φ13 专用夹具装夹,硬质合金带导柱直柄平底锪钻630 19 1 0.2 1 0.05排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 5 铣主视图上平面及轴承孔左右侧面42mmHT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式机床X61 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.3工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣专用夹具装夹硬质合金铣刀255 100 0.098 2 12 精铣装夹同上300 117.75 0.08 1.0 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工 6 刨退刀槽HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数牛头刨床B635 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.03工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 刨退刀槽专用夹具装夹自制宽度为1mm的硬质合金刀600 0.94 1.5 2.0 12排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工7 铣四侧面HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1设备名称设备型号设备编号同时加工件数卧式机床X61 X61 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件1工步号工步内容工艺设备主轴转速(r/min)切削速度(mm/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 粗铣轴承孔两侧边专用夹具装夹硬质合金刀255 100 0.098 2.0 1 0.352 精铣轴承孔两侧边装用同上300 117.75 0.08 1.0 1 0.35排图 3 粗铣轴承孔前后边装用同上255 100 0.098 2.0 1 0.154 精铣轴承孔前后边装用同上300 117.75 008 1.0 1 0.15排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 6页车间工序号工序名称材料牌号金工8 钻,铰Φ8孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.3工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ8孔专用夹具装夹直柄麻花钻500 14 0.36 0.2 1铰φ8孔专用夹具装夹硬质合金铰刀400 11 0.25 0.08 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 7页车间工序号工序名称材料牌号金工9 钻Φ6油孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.1工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ6油孔专用夹具装夹,高速钢麻花钻500 14 0.36 0.2 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第 8页车间工序号工序名称材料牌号金工10 钻Φ4油孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.16工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 钻φ4油孔专用夹具装夹,硬质合金铰刀 500 11.9 0.25 0.04 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零(部)件名称轴承座第9页车间工序号工序名称材料牌号金工11 扩φ30孔HT200 毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm 1 1 设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件0.9工步号工步内容工艺设备主轴转速(r/min)切削速度(m/s)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 扩φ30孔专用夹具装夹,硬质合金锥柄扩孔钻50 4.4 1.6 0.2 1排图排校底图号装订号编制日期审核日期会签日期标记处数更改文件号签字日期标记处数更改文件号签字日期公司机械加工工序卡片产品型号零(部)件图号共 12 页产品名称零(部)件名称轴承座第 10页车间工序号工序名称材料牌号金工12扩钻至φ29. 7粗铰至φ29.93精铰至φ30车φ35至尺寸HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数铸件66×77.2×104mm1 1设备名称设备型号设备编号同时加工件数摇臂钻床卧式车床Z3025CA61251夹具编号夹具名称切削液采用弯板式专用夹具装夹工件工位器具编号工位器具名称工序工时准终单件0.83工步号工步内容工艺设备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量mm进给次数工步工时机动辅助1 扩钻至φ29.7 采用弯板式专用夹具装夹工件,硬质合金钢扩孔钻92 10 1.1 0.2 1粗铰至φ29.93 硬质合金铰刀200 12 1.22 0.105 1 排图精铰至φ30 硬质合金铰刀200 14 0.5 0.035 1 车φ35孔至尺寸硬质合金镗刀1120 80 0.4 3.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期。
轴类零件工艺工序卡片资料
轴类零件工艺工序卡片资料机械加工工艺卡片零件名称:二代变右半轴学生:指导教师:材料牌号:圆钢毛坯种类:Φ48x573mm产品型号:产品名称:二代变右半轴车间工段:未说明零件图号:04-02-01-17每毛坯可制件数:1设备编号:未说明备注:共7页工序号:1工序内容:车端面,钻中心孔;调头,车另一端面,钻中心孔工艺装备:普通车床、三爪卡盘、车床钻头、顶尖、90°偏刀工时/s:207.63工序号:2工序内容:粗车直径为φ43φ、φ37、φ30、外圆柱面;调头,粗车另一端面直径为φ40、φ35、φ30机加工外圆柱面;倒角工艺装备:C620-1通用夹具工时/s:114.34工序号:3工序内容:半精车直径为φ30、φ37外圆柱面,倒角;调头,半精车另一端面直径为φ30、φ35、φ40外圆柱面。
工艺装备:C620-1通用夹具工时/s:71.15工序号:4工序内容:粗磨直径为φ30、φ35、φ40外圆柱面;调头,磨削另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:114.34工序号:5工序内容:精磨直径为φ30、φ35、φ40外圆柱面;调头,精磨另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:68.56工序号:6工序内容:在φ35、φ37、φ40外圆柱面上铣键槽工艺装备:X53T专用夹具工时/s:41工序号:7工序内容:去毛刺,检验工艺装备:未说明工时/s:未说明工序卡片的格式已经规范,但是有些信息不完整,需要补充。
对于每个工序的内容,可以更加详细地描述一下,比如粗加工的直径范围、半精车的倒角大小等等。
同时,可以加上一些工艺参数,比如切削速度、切削深度等等,以便更好地控制加工质量。
机械加工工序卡片产品型号:机械加工工序卡片产品名称:未知零件图号:未知零件名称:未知车间:未知车床:普通车床毛坯种类:圆钢设备名称:普通车床夹具编号:未知工位器具编号:未知工序号:2毛坯外型尺寸:Φ35x160mm 设备型号:C620-1夹具名称:三抓卡盘工位器具名称:未知切削深度:2.5mm准终进给次数:1次每毛坯可制件数:1件设备编号:第2页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:粗车φ43外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:90s工步号:2工步内容:粗车φ37外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:21.7s工步号:3工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:22.7s工步号:4工步内容:调头,粗车φ40外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:36.3s工步号:5工步内容:粗车φ35外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:30s工步号:6工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:7.14s工步号:7工步内容:倒角工艺装备:三爪卡盘、顶尖、45°偏刀机动辅动:未知工序号:3毛坯外型尺寸:Φ48x573mm 设备型号:C620-1工序名称:半精加工每毛坯可制件数:1件设备编号:第3页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:未知工艺装备:未知机动辅动:未知工步号:2工步内容:未知工艺装备:未知机动辅动:未知工步号:3工步内容:未知工艺装备:未知机动辅动:未知工步号:4工步内容:未知工艺装备:未知机动辅动:未知工步内容:1.半精车φ37外圆面2.半精车φ30外圆面3.调头,半精车φ40外圆面4.半精车φ35外圆面5.半精车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀工步工时/s:1.172.18.253.36.34.24.55.18.25工序号:04-02-01-17工序名:半精车外圆设备名称:车床毛坯种类:圆钢设备型号:X53T材料牌号:无每台件数:1同时加工件数:1切削液:有工步工时:机动夹具名称:三爪卡盘工位器具名称:顶尖、90°偏刀走刀长度:无主轴转速:2-4m/min进给量:0.0111-0.0152mm/s准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.粗磨φ30外圆面2.粗磨φ35外圆面3.调头,粗磨φ40外圆面4.粗磨φ30外圆面5.粗磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17 工序名:粗磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.精磨φ30外圆面2.精磨φ35外圆面3.调头,精磨φ40外圆面4.精磨φ30外圆面5.精磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17工序名:精磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 小幅度改写:1.对于半精车外圆的五个工步,使用了三爪卡盘、顶尖和90°偏刀作为工艺装备,工步工时分别为17、18.25、36.3、24.5和18.25秒。
输出轴机械加工工艺过程卡片
更改文件号
日期
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
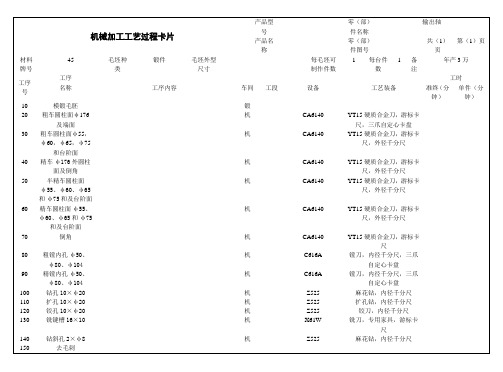
30
粗车圆柱面φ55,φ60,φ65,φ75和台阶面
机
CA6140
YT15硬质合金刀,游标卡尺,外径千分尺
40
精车φ176外圆柱面及倒角
机
CA6140
YT15硬质合金刀,游标卡尺,外径千分尺
50
半精车圆柱面φ55、φ60、φ65和φ75和及台阶面
机
CA6140
YT15硬质合金刀,游标卡尺,外径千分尺
60
精车圆柱面φ55、φ60、φ65和φ75和及台阶面
机
CA6140
YT15硬质合金刀,游标卡尺,外径千分尺
70
倒角
机
CA6140
YT15硬质合金刀,游标卡尺
80
粗镗内孔φ50、φ80、φ104
机
C616A
镗刀,内径千分尺,三爪自定心卡盘
90
精镗内孔φ50、φ80、φ104
机
C616A
镗刀,内径千分尺,三爪自定心卡盘
机械加工工艺过程卡片
产品型号
零(部)件名称
输出轴
产品名称
零(部)件图号
共(1)页
第(1)页
材料牌号
45
毛坯种类
锻件
毛坯外型尺寸
每毛坯可制作件数
1
每台件数
1
备注
年产3万
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终(分钟)
单件(分钟)
10
模锻毛胚
锻
20
粗车圆柱面φ176及端面
轴套机械加工工艺卡片模板

附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r )背吃刀量/mm 走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.45。
轴加工工艺过程卡片

签 字
日 期
车床
车夹具,量具,车刀
9
车
调头,精车余下五个台阶至图纸尺寸
车床
车夹具,量具,车刀
10
钳
划两个键槽的加工线
划针
11
铣
铣两个键槽至图纸尺寸
铣床
铣夹具,量具,铣刀
12
磨
磨轴底端部分至图纸尺寸,表面粗糙度
磨床
磨夹具,量具,砂轮
编 制(日 期)
审 核(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
锯床
锯床夹具,量具,锯条
2
车
三爪卡盘夹持工件,车端面见平,钻中心孔,用尾架顶尖顶住
粗车Φ62mm,Φ50mm,Φ46mm,Φ42mm,Φ36mm五个台阶,直径留余量2mm,长度加工至图纸尺寸
车床
车夹具,量具,车刀
3
车
调头,三爪卡盘夹持工件另一端,车端面,保证总长468mm,车端面部分凹台至图纸尺寸
钻中心孔,用尾架顶尖顶住,粗车Φ60mm,Φ72mm,Φ62mm三个台阶,直径留余量2mm,长度加工至图纸尺寸
机械加工工艺过程卡片
产品型号
零件图号
产品名称
流水线剔除装置
零件名称
轴
共
1
页
第
1
页
材 料 牌 号
Q235-A
毛 坯 种 类
圆钢
毛坯外形尺寸
Φ75mm x 475mm
每毛坯件数
1
每 台 件 数
1
备 注
工
序
号
工 名
序 称
工 序 内 容
车
轴类零件工艺设计工序卡片
机械加工工艺过程卡片机械加工工序卡片夹具名称夹具编号切削液三抓卡盘工位器具工序工时工位器具编号单准终主轴转切削速切削深进给工步工进速度量度工步号备艺工内容装工步r/min mm mm/r m/min 辅机 1 下料760 2 三爪卡盘、顶尖、90°偏刀车轴端面1 9.8 114 0.5 1.5转中心孔 3 三爪卡盘、车床钻头760 °偏刀4 三爪卡盘、顶尖、90114 0.5 1 1.5 9.8 车轴另一端面三爪卡盘、车床钻头转中心孔机械加工工序卡片三抓卡盘工序工时工位器具名称工位器具编号单件准终切削速主轴转切削深进给量/s 工步工时进给次速工步号度度备装工艺工步内容mm/r m/min r/min mm 动机动辅 1 三爪卡盘、顶尖、90 °偏刀1 2.5 0.5 760 114 90 外圆面粗车φ43 粗车φ3721.7 90三爪卡盘、顶尖、0.5 760 3 1 102 2 °偏刀外圆面22.7 3.5 3 117 966 0.4 1 90三爪卡盘、顶尖、外圆面粗车φ30 °偏刀1 三爪卡盘、顶尖、外圆面966 0.5 130 1 40 36.3 4 90°偏刀粗车φ调头,966 0.5 粗车φ5 35 30 90三爪卡盘、顶尖、2.5 外圆面126.7 1 °偏刀三爪卡盘、顶尖、外圆面粗车φ302.5111.661 7.14909660.4°偏刀7 倒角三爪卡盘、顶尖、45°偏刀机械加工工序卡片三抓卡盘工序工时工位器具名称工位器具编号单件准终切削深主轴转切削速进给量/s 工步工时进给次度度工步号速备装工工步内容艺mm/rmm r/min m/min 动机动辅三爪卡盘、顶尖、900.4 17 1200 °偏刀146 外圆面1 半精车φ37 1 0.750.4 1200 °偏刀120 三爪卡盘、顶尖、2 外圆面半精车φ30 900.65 1 18.25966 36.3 126.7 外圆面调头,半精车φ40 °偏刀1 0.75 3 三爪卡盘、顶尖、900.5 24.5 °偏刀三爪卡盘、顶尖、900.75 1 外圆面半精车φ35 0.4 1200 138.6 4 18.25 °偏刀0.65 三爪卡盘、顶尖、1 90 1200 120 0.4 外圆面半精车φ30 1机械加工工序卡片工序工时工位器具名称工位器具编号准终纵向进主轴转走刀长向横进给工步工时进给度工步号速给量备装工步内容艺工量进/(mm/s) m/min min 辅动机给量粗磨φ303.9 外圆面1 1 2 40 平形砂轮0.0152 1530 平形砂轮352 粗磨φ外圆面0.0111 4 187 1 153 平形砂轮40调头,粗磨φ外圆面12.3 0.0111 1 76 2 154 平形砂轮3.9 0.0111 15 1 2 40 30粗磨φ外圆面21 平形砂轮0.01113715 1 粗磨φ90 4 5 外圆面机械加工工序卡片工序工时工位器具名称工位器具编号准终单件纵向主轴转走刀长向进横进给工步工时进给工步号量速给度装备工容工步内艺量进m/min /(mm/s) min 辅机动给量平形砂轮40 5.4 1 外圆面精磨φ301 15 0.0152 230 2 平形砂轮外圆面精磨φ351 0.0111 4 15 18713 外圆面调头,精磨φ40 0.0111 1 2 15 3 平形砂轮76外圆面精磨φ4 0.0111 302 15 1 5.4 40 平形砂轮外圆面5 精磨φ0.0111374 15 1 90 14.7 平形砂轮机械加工工序卡片专用夹具工序工时工位器具名称工位器具编号准终单件主轴切削深速进给量工步工时进给工步号度度艺工步工内容装备mm/rm/min mm 机辅0.5 2 90 2.5 15 1 外圆面铣φ35 专用夹具13 0.5 外圆面铣φ2 402.5 专用夹具60 2外圆面37精磨φ3 2.5 专用夹具13 2 0.5 90机械加工工序卡片工序工时工位器具名称工位器具编号单件准终切削深切削速主轴转进给量工步工时进给速工步号度度备艺容装工步工内mm/rmmm/min r/min 机辅钳工去毛刺1检验2进步。
轴类零件工艺设计工序卡片

76
2
15
0.0111
1
13
4
精磨φ30外圆面
平形砂轮
40
2
15
0.0111
1
5.4
5
精磨φ37外圆面
平形砂轮
90
4
15
0.0111
1
14.7
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第6页
车间
工序号
工序名称
材料牌号
车床
5
铣键槽
毛坯种类
通用夹具
68.5
6
铣键槽
在φ35、φ37、φ40外圆柱面上铣键槽
机加工
铣床加工
X53T
专用夹具
41
7
检验
去毛刺,检验
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代右半轴
共7页
第2页
车间间
工序号
工序名称
材料牌号
车床
1
车端面
毛坯种类
毛坯外型尺寸
每毛坯可制件数
每台件数
1
21
机械加工工序卡片
机械加工工序卡片
产品型号
零件图号
04-02-01-17
产品名称
零件名称
二代变右半轴
共7页
第5页
车间
工序号
工序名称
材料牌号
车床
5
精磨加工
毛坯种类
毛坯外型尺寸
机械加工工序卡片
CA6140
规 格 牌 号
顶尖、心 轴装夹
具
工 步 号 01
工
步
内
容
主轴转速 切削速度 (r/min) (m/min) 900 138
进给量 切削深度 (mm/r) (mm) 0.1 0.5
进给 次数 1
工 名 称
艺
装
备
规格、代号
精车大外圆至¢94
游标卡尺
责任 签 字 制图 描图 校对 更 改 标记 处数 文 件 号 签 字 日 期 更 改 标记 处数 文 件 号 签 字 日 期 设计 审核 会签 标准化 审定 批准 共 18 张 第 13 张
CA6140
规 格 牌 号
三爪卡 盘
具
工 步 号 01
工
步
内
容
主轴转速 切削速度 (r/min) (m/min) 400 31
进给量 切削深度 (mm/r) (mm) 0.6 1
进给 次数 1
工 名 称
艺
装
备
规格、代号
三爪自定心卡盘夹小端,粗车大端面见平
游标卡尺
责任 签 字 制图 描图 校对 更 改 标记 处数 文 件 号 签 字 日 期 更 改 标记 处数 文 件 号 签 字 日 期 设计 审核 会签 标准化 审定 批准 共 18 张 第4 张
黄飞
1245791118
376
45 钢
材料
机械加工工序卡片
毛 种类 坯 锻件
产品代号
零 部 件 名 称
零 部 件 代 号
工序号
15
法兰盘
外 形 尺 寸 可制件数 硬 度 设 备 称 代 号 名 辅 助 工 名 位 器 具 称 代 号 材 料 称 名 车床 称
轴的机械加工工序卡片
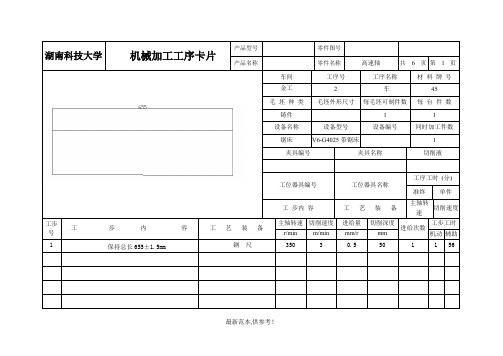
湖南科技大学机械加工工序卡片产品型号零件图号产品名称零件名称高速轴共6页第 1 页车间工序号工序名称材料牌号金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数锯床V6-G4025带锯床 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步内容工艺装备主轴转速切削速度工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 保持总长655±1.5mm 钢尺350 3 0.5 50 1 1 56最新范本,供参考!湖南科技大学机械加工工序卡片产品型号车床零件图号产品名称零件名称高速轴共6页第 2 页车间工序号工序名称材料牌号金工 2 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数专机铣钻专机 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步内容工艺装备主轴转速切削速度工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1同时铣两端面、钻两端中心孔(外圆柱定位),保证总长649专用量具400 8 1.3 2 1 1 0.8最新范本,供参考!湖南科技大学机械加工工序卡片产品型号零件图号产品名称零件名称高速轴共6页第 3 页车间工序号工序名称材料牌号金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数车床CK6140 1夹具编号夹具名称切削液通用三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步内容工艺装备主轴转速切削速度工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钳工划线划针, 游标高度尺2 车∅90外圆, 达尺寸要求, 车∅105外圆, 车退刀槽, 车∅120外圆, 留1mm余量, 车∅125外圆, 留1mm余量, 车∅130外圆, 留1mm余量。
输出轴加工工序卡片

沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第1页车间工序号工序名材料牌号1-1车φ176端面外圆倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车φ176轴端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.7 142 精车φ176轴端面硬质合金车刀游标卡尺217 120 0.4 0.5 1 94.5 14底图号3 粗车φ176外圆并倒角硬质合金车刀游标卡尺125 73 0.8 2.5 1 8 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第2页车间工序号工序名材料牌号1-2车右端孔并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件442工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 车削φ104φ80φ55孔倒角硬质合金车刀游标卡尺210 20 0.35 15 1 300 452 精车φ80孔硬质合金车刀游标卡尺560 138 0.3 1.5 1 840 126 底图号3 加工中心孔高速麻花钻游标卡尺135 150 0.5 3.5 2 5 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第3页车间工序号工序名材料牌号2-1 车左端面外圆并加工孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件650工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗车轴左端面硬质合金车刀游标卡尺200 110 0.66 2 1 93.75 202 加工中心孔硬质合金车刀游标卡尺600 150 0.5 4.5 1 2 0.3 底图号3 粗车轴φ77 硬质合金车刀游标卡尺320 80 0.71 2.5 1 136.5 27.3装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第4页车间工序号工序名材料牌号2-2 精车各轴段并倒角45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床C620 1夹具编号夹具名称切削液三爪夹盘工位器具编号工位器具名称工序工时s单件611.9工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助1 粗车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺320 75 1.2 3.53 92 132 半精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺510 100 0.45 0.93 80 20 6描校 3 精车φ76φ66φ61φ56轴段硬质合金车刀游标卡尺630 120 0.15 0.55 1 20.8 54 倒各轴段上的角硬质合金车刀游标卡尺580 120 0.18 0.55 1 5.1 1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第5页车间工序号工序名材料牌号3 钻2-φ8孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件79工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻2-φ8孔高速钢φ8麻花钻头游标卡尺210 20 0.35 15 1 24 4.8 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第6页车间工序号工序名材料牌号4 钻10-φ20孔45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3025 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件223工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 钻10-φ19.8孔高速钢10-φ19.8麻花钻头游标卡尺210 20 0.35 15 1 300 602 铰10-φ20孔高速钢φ20铰刀塞规560 138 0.3 1.5 1 840 16装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第7页车间工序号工序名材料牌号5 铣键槽45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52K 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件77工步号工步内容刀具量具主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 粗铣键槽高速立铣刀游标卡尺945 89 0.12 5.0 1 62 9.32 精铣键槽高速立铣刀游标卡尺1225 154 0.1 2.0 1 37.6 7装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期沈阳大学机械加工工序卡片产品型号零件图号产品名称零件名称输出轴共8页第8页车间工序号工序名材料牌号6 磨外圆面45#钢毛坯种类毛坯外型尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1420 1夹具编号夹具名称切削液组合夹具工位器具编号工位器具名称工序工时s单件3261工步号工步内容刀具量具主轴转速m/s切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时s描图机动辅助描校 1 磨左端精车后的外圆砂轮游标卡尺923 32 30 0.1 1 2626 394 装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
湖南科技大学机械加工工序卡片产品型号零件图号
产品名称零件名称高速轴共6页第 1 页车间工序号工序名称材料牌号
金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数锯床V6-G4025带锯床 1
夹具编号夹具名称切削液
工位器具编号工位器具名称
工序工时(分)
准终单件工步内容工艺装备
主轴转
速
切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 保持总长655±1.5mm 钢尺350 3 0.5 50 1 1 56
湖南科技大学机械加工工序卡片产品型号车床零件图号
产品名称零件名称高速轴共6页第 2 页
车间工序号工序名称材料牌号
金工 2 车45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
专机铣钻专机 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转
速
切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1
同时铣两端面、钻两端中心孔(外圆柱定位),
保证总长649
专用量具400 8 1.3 2 1 1 0.8
湖南科技大学机械加工工序卡片产品型号零件图号
产品名称零件名称高速轴共6页第 3 页车间工序号工序名称材料牌号
金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件工步内容工艺装备
主轴转
速
切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车∅90外圆, 达尺寸要求, 车∅105外圆, 车退刀
槽, 车∅120外圆, 留1mm余量, 车∅125外圆, 留
1mm余量, 车∅130外圆, 留1mm余量。
游标卡尺 0-125(0.02)500 13.35 0.35 2 1 0.13
0.76
3 调头车.车退刀槽,车∅120外圆, 车∅135外圆, 留
1mm余量
游标卡尺 0-125(0.02) 500 13.35 0.35 2 1 0.13
0.32
湖南科技大学机械加工工序卡片产品型号零件图号
产品名称零件名称高速轴共6页第 4 页车间工序号工序名称材料牌号
金工 2 车45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
车床CK6140 1
夹具编号夹具名称切削液
通用三爪卡盘
工位器具编号工位器具名称
工序工时(分)
准终单件工步内容工艺装备
主轴转
速
切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钳工划线划针, 游标高度尺
2 车外圆, 车∅90外圆, 留0.1mm磨量, 车∅105外
圆, 留0.1mm磨量, 车∅120外圆, 留0.1mm磨量,
车∅125外圆, 留0.1mm磨量, 车∅130,留0.1mm磨
量达图示要求
游标卡尺 0-125(0.02)650 15.5 3 0.2 1 0.3 0.15
湖南科技大学机械加工工序卡片产品型号零件图号
产品名称零件名称高速轴共6页第 5 页车间工序号工序名称材料牌号
金工 5 铣45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1
设备名称设备型号设备编号同时加工件数
铣床X52K 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称
工序工时(分)
准终单件工步内容工艺装备
主轴转
速
切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 粗铣留0.5mm余量游标卡尺 0-125(0.02)360 6 0.3 3 1 0.55 0.7
2 精铣达图示要求游标卡尺 0-125(0.02)720 12 0.2 0.5 1 0.55 0.3
湖南科技大学机械加工工序卡片产品型号车床零件图号
产品名称零件名称高速轴共6页第 6 页
车间工序号工序名称材料牌号
金工 2 车45
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件 1 1
设备名称设备型号设备编号同时加工件数
磨床M1420 1
夹具编号夹具名称切削液
专用夹具
工位器具编号工位器具名称工序工时(分) 准终单件
工步内容工艺装备主轴转速切削速度
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 磨∅90外圆, 磨∅105外圆,磨∅120外圆磨∅125外圆,
磨∅130外圆,磨∅139达图示尺寸公差达及表面粗糙度
要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.9
2 磨∅135外圆, 磨∅120外圆留0.1mm磨量达图示尺寸公
差达及表面粗糙度要求.
专用量具, 螺旋测微器900 20 0.150 0.1 1 1.2 0.5。