铸件粗糙度及粗糙度计算
铸件抛丸后的表面粗糙度值

铸件抛丸后的表面粗糙度值
摘要:
1.铸件抛丸后的表面粗糙度值的重要性
2.铸件抛丸工艺介绍
3.表面粗糙度值的测量方法
4.影响表面粗糙度值的因素
5.提高表面粗糙度值的方法
正文:
一、铸件抛丸后的表面粗糙度值的重要性
铸件抛丸后的表面粗糙度值是评价铸件质量的重要指标,它直接影响到铸件的性能和使用寿命。
表面粗糙度值越小,铸件的抗磨损性能和抗疲劳性能就越好,使用寿命也会相应延长。
因此,在铸件生产过程中,对表面粗糙度值的控制至关重要。
二、铸件抛丸工艺介绍
铸件抛丸工艺是一种常用的表面处理方法,其主要目的是通过抛射钢丸或砂粒,清除铸件表面的砂粒、氧化皮和其它杂质,从而提高铸件的表面质量。
抛丸工艺具有操作简便、效果显著等优点,在铸件生产中得到了广泛应用。
三、表面粗糙度值的测量方法
表面粗糙度值的测量通常采用比较法,即通过与标准粗糙度样板进行比较,来确定铸件表面粗糙度值。
常用的测量工具有比较显微镜、轮廓仪等。
测量时,需要在铸件表面上选取若干个测量点,然后计算出这些点的表面粗糙度
值的平均值,作为铸件的表面粗糙度值。
四、影响表面粗糙度值的因素
铸件抛丸后的表面粗糙度值受多种因素影响,主要包括:
1.抛丸工艺参数:抛丸速度、抛丸量、抛丸时间等;
2.铸件材料:不同材料的抗磨损性能和抗疲劳性能不同,对表面粗糙度值的要求也不同;
3.铸件结构:铸件的形状、尺寸和厚度等因素,都会影响抛丸效果,从而影响表面粗糙度值;
4.铸件表面状态:铸件表面的氧化皮、砂粒等杂质,会影响抛丸效果,进而影响表面粗糙度值。
铸件外观检查一般标准
一.适用范围:1.灰铸铁和球墨铸铁件;2.客户有专门要求的以客户要求为准。
二.细 则:1.表面粗糙度:(1)表面粗糙度的凸凹高度差:壁厚10mm 以下要小于0.3mm;壁厚10mm以上要小于0.5mm。
局部超标可以打磨,打磨后再抛丸。
(2)表面粗糙度越细越好,但里面和外面,平面和垂直面要均匀。
可选用典型产品作为比照样板。
2.错箱和涨箱:(1)铸件分型面最大尺寸100mm以内,错箱要小于1mm;100至600mm错箱要小于2mm;600mm以上错箱要小于3.5mm。
(2)如果产品在本厂加工,而且错箱超差能够通过加工修正的,可以通过加工重新修正,但这些产品要分开管理。
(3)非加工面的涨箱,如果能够通过打磨或简单加工去除的,可以修理,但修理后要再抛丸。
(4)加工面出现的涨箱(指在本厂加工的加工面),只要能够去除并不影响其它尺寸,可以算合格毛坯。
3.飞边毛刺:飞边毛刺打磨残留量在0.5mm以下即可。
4.变形、翘曲:底座、盖板类的变形挠度允许量:自由状态放置在平台上,其最大变形量要保证在总长度的0.5%以下,比如600mm长可以3mm以下。
作成第 1 页/共 2 页批准5.气孔、渣眼、砂眼类:(1)加工面不允许有此类缺陷。
在本厂加工的产品,加工面孔眼不超过加工量,可以通过加工去除。
(2)非加工面的孔眼可以修补(铁基修补胶)、焊补,但必须符合以下范围:深度小于该部壁厚的三分之一、长或宽小于该部壁厚;数量5处以下。
需要电镀、热镀、粉体涂漆、电泳涂漆的不在此列。
6.表面皱纹:皱纹深度小于0.5mm,长度小于四倍壁厚,可以通过打磨方法处理。
7.冷隔、浇不足:冷隔(汤境)浇不足为废品,不能修补。
8.多肉:掉砂多肉通过铲磨不能恢复原形状的为废品。
9.缺肉:掉砂碰伤浇口根部缺肉,参考孔眼类的修补范围。
10.打磨修补:(1)打磨后残留量保证在0.5mm以下,不允许过度打磨。
(2)局部打磨过度的限度:深1mm长度不超过该部壁厚。
倒角、倒圆、粗糙度问题

倒角:一般地说,所有的零件的棱边都要倒角,没有倒角的地方都必须特别注明,例如冲裁模具的刃口。
倒角的作用主要是为了便于装配和保护装配面以及防止边划伤人。
在零件图中一般的倒角不需特别画出倒角,只需注明“锐边去毛刺”或“锐边倒钝”处理。
但以下情况倒角在零件图中需要画出倒角图形。
1、要和其他零件配合(注意是指表面配合,不是端面配合,端面配合不算,哪怕装配图中没画出和哪个零件配合但实际用途中要和其他零件配合也包括在内——如轴承孔,肯定要用于和轴配合)的轴、孔要倒。
反之,只是一个单纯的轴、孔的地方不用画倒角。
2、螺纹轴、螺纹孔都要倒。
螺纹通孔的两端都要倒。
加工螺纹轴之前要先加工好倒角和退刀槽等才能加工螺纹。
而攻丝之前要钻孔,钻孔的时候就要倒好角,倒了角才好攻丝。
3、平面边不用画倒角。
哪怕是要和其他接触配合的平面的边也不用画出倒角。
倒圆:一般情况下所有轴肩处都要倒圆。
有截面突变的地方一般是圆角防止应力集中。
铸件的变截面处要求圆角,主要是为了浇注流通性。
另外注意螺纹轴、螺纹孔的倒角、倒圆值与一般的不同,要根据M值来查公式确定。
注意:倒角、倒圆(包括螺纹的)值一般按照表给定的值倒,但如果根据表得来的值实际倒出来发现不好看,大小不适宜,则根据情况调整倒的值大小(特殊情况甚至可以不倒)。
粗糙度:标注分三种:1、有配合要求的(会标示出来,如Ø20H9、Ø18h9)轴、孔的表面和端面(螺纹轴、螺纹孔不算)。
2、与其他零件有接触,但没有标示出配合要求。
3、没有与其他零件接触。
有配合要求的:根据下表查询对应粗糙度值。
有接触但没有配合要求的:根据实际情况取合适值。
没有接触的:自由面的Rα一般都根据实际情况取较大值。
知识点:零件表面粗糙度等级可根据各个表面的工作要求及精度等级来确定,可以参考同类零件的粗糙度要求确定,表面粗糙度等级时可根据下面几点决定:(1)一般情况下,零件的接触表面比非接触表面的粗糙度要求高。
铸件粗糙度及粗糙度计算学习资料
铸件粗糙度及粗糙度计算铸件表面粗糙度铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra 值(单位为μm)进行分级,分级应符合表1~1的规定。
对照GB/T6060.1——1997《表面粗糙度比较样块—铸造表面》的规定进行比较和评比;其评比方法按GB∕T15056——1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注“其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
注:×为采取特殊措施方能达到的铸件铸造表面粗糙度; ※表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)粗糙度的计算表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方 *1000/(刀尖R乘8)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
铝合金压铸件的标准
铝合金压铸件1 范围本标准规定了铝合金压铸件(以下简称压铸件)的材质、尺寸公差、角度公差、形位公差、工艺性要求和表面质量。
本标准适用于照相机、光学仪器等产品的铝合金压铸件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 6414—1999 铸件尺寸公差与机械加工余量GB/T 11334—1989 圆锥公差JIS H 5302—1990 压铸铝合金3 压铸铝合金3.1 压铸铝合金选用JIS H 5302—1990中的ADC10。
3.2 ADC10的化学成分表1给出。
其中铜的含量控制在不大于2.8 %。
a )抗拉强度σb :245 MPa;b )伸长率δ5 :2 %;c )布氏硬度HBS(5/250/30):80。
4 铸件尺寸公差4.1 压铸件尺寸公差的代号、等级及数值压铸件尺寸公差的代号为CT。
尺寸公差等级选用GB/T6414—1999中的CT3 ~ CT8。
一般(未注)公差尺寸的公差等级基本规定为:照相机零件按CT6,其他产品零件按CT7。
尺寸公差数值表2给出。
4.2 壁厚尺寸公差壁厚尺寸公差一般比该压铸件的一般公差粗一级。
例如:一般公差规定为CT7,壁厚公差则为CT8。
当平均壁厚不大于1.2 mm时,壁厚尺寸公差则与一般公差同级,必要时,壁厚尺寸公差比一般公差精一级。
4.3 公差带的位置尺寸公差带应相对于基本尺寸对称分布,即尺寸公差的一半为正值,另一半取负值。
当有特殊要求时,也可采用非对称设置,此时应在图样上注明或在技术文件中规定。
对于有斜度要求的部位,其尺寸公差应沿斜面对称分布。
受分型面及型芯的影响而引起的固定增量和错型值,已包含在尺寸公差数值之内。
当需进一步限制错型值时,则应在图样上注明其允许的最大错型值。
碳素钢铸件标准

目次1.范围 (1)2.规范性引用文件 (1)3.牌号 (2)4.技术要求 (2)5试验方法 (8)6检验规则 (11)7检验文件 (12)8标志、包装、运输和贮存 (13)8.1每个铸件应在非加工面上(不影响配合的面)做下列标志或其中一部分。
(13)附录 (14)碳素钢铸件通用技术条件1.范围本标准规定了碳素钢铸件的牌号、要求、试验方法、检验规则、检验文件、标志、包装、运输和贮存。
本标准适用于产品的图样及技术文件中无特殊要求的低碳钢铸件,凡产品图样或技术文件中无特殊要求时,均应符合本标准的规定。
本标准适用于产品的设计、生产和验收,外协铸件签订技术协议时参照使用。
2.规范性引用文件下列文件对于本文件的应用是必不可少的。
凡注日期的引用文件,仅所注日期的版本适用于本文件。
凡不注日期的引用文件,其最新版本(包括所有修改单)适用于本文件。
GB/T223 钢铁及合金的化学分析方法GB/T228 金属材料室温拉伸试验方法GB/T229-2007 金属材料夏比摆锤冲击试验方法GB/T231.1 金属布氏硬度试验第一部分:试验方法GB/T4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T5677 铸钢件射线照相及底片等级分类方法GB/T6060.1-1997 表面粗糙度比较样块铸造表面GB/T6397 金属拉伸试验试样GB/T6414-1999 铸件尺寸公差与机械加工余量GB/T7233 铸钢件超声探伤及质量评级方法GB/T8170 数值修约规则与极限数值的表示和判定GB/T8493-1987 一般工程用铸造碳钢金相GB/T9443-2007 铸钢件渗透检测GB/T9444-2007 铸钢件磁粉检测GB/T11352-1989 一般工程用铸造碳钢件GB/T15056 铸造表面粗糙度评定方法3.牌号碳素钢铸件的牌号为:ZG230-450;ZG270-500;ZG310-570。
4.技术要求4.1机械性能4.1.1碳素钢铸件的热处理,除在图样和有关技术文件中注明者外,均应进行正火或退火处理,经正火或退火后的机械性能功能应符合表4-1的规定。
压铸锌合金表面粗糙度

压铸锌合金表面粗糙度
压铸锌合金表面粗糙度是指压铸件表面纹理的细密程度。
在压铸过程中,由于材料的流淌、模具表面的粗糙度、浇口的设计等因素的影响,压铸件表面会产生一定的粗糙度。
粗糙度对压铸件的性能和外观都有一定的影响。
在某些情况下,过高的粗糙度可能会影响零件的耐磨性和抗腐蚀性。
例如,当压铸件用于需要高耐磨性的场合时,粗糙度过高可能会导致早期磨损和寿命缩短。
此外,粗糙度也会影响压铸件的外观质量,过高的粗糙度会使得零件表面显得不平整和不光滑。
为了控制压铸锌合金的表面粗糙度,可以采取一些措施。
首先,选择合适的模具材料和表面处理方法可以降低模具表面的粗糙度,从而减少压铸件表面的粗糙度。
其次,合理设计浇口和流道可以减少材料流淌时的摩擦和涡流,从而减少表面粗糙度的产生。
此外,控制压铸温度和压力等工艺参数也可以对表面粗糙度进行优化。
总之,控制压铸锌合金表面粗糙度对于提高压铸件的性能和外观质量具有重要意义。
在实际生产中,需要根据零件的具体要求和工艺条件等因素综合考虑,制定合理的生产工艺和质量控制措施,以达到所需的表面粗糙度要求。
铸件抛丸后的表面粗糙度值

铸件抛丸后的表面粗糙度值铸件抛丸后的表面粗糙度值一直是工程领域中一个重要的技术指标。
铸件经过抛丸处理后,可以有效地去除铸造缺陷和残留应力,改善表面质量。
本文将介绍铸件抛丸后表面粗糙度值的评价标准及其影响因素。
一、表面粗糙度值的评价标准表面粗糙度值是衡量铸件抛丸后表面质量的主要指标。
通常使用的评价标准有Ra、Rz、Rmax等。
1. Ra值是表面粗糙度的平均值,指表面轮廓线与其平均线之间的平均垂直距离。
常见的测量方法是使用粗糙度仪对铸件表面进行扫描,得出Ra值。
Ra值越小,表面质量越好。
2. Rz值是表面粗糙度的十点平均距离,指表面轮廓线上最高点与最低点之间的垂直距离。
测量方法与Ra值相似,只是计算方法不同。
3. Rmax值是表面粗糙度的最大高低度,即表面轮廓线上峰值与谷值之间的垂直距离。
以上三种评价标准综合考虑了表面粗糙度的不同特征,可以更全面地描述铸件抛丸后的表面质量。
二、影响铸件抛丸后表面粗糙度值的因素铸件抛丸后的表面粗糙度值受多种因素的影响,主要包括抛丸介质、抛丸时间、抛丸强度和抛丸角度等。
1. 抛丸介质:抛丸介质的选择直接影响了表面质量和粗糙度值。
常见的抛丸介质有钢丸、铝丸和玻璃珠等。
不同的抛丸介质在与铸件表面碰撞的过程中,对表面的冲击力和切削力不同,因此会产生不同的粗糙度效果。
2. 抛丸时间:抛丸时间是指铸件在抛丸机中暴露在抛丸介质下的时间。
抛丸时间的长短直接影响了表面的处理效果和粗糙度值。
通常情况下,抛丸时间越长,铸件表面质量越好,但是过长的抛丸时间也会导致能耗和设备磨损的增加。
3. 抛丸强度:抛丸强度是指抛丸机中的抛丸力量。
抛丸强度的大小直接影响了抛丸后的表面质量和粗糙度值。
强度过大会导致表面磨损过度,而强度过小则无法达到预期的抛丸效果。
4. 抛丸角度:抛丸角度是指抛丸介质与铸件表面相对运动的角度。
角度的选择决定了抛丸冲击力的方向和大小。
合适的抛丸角度能够均匀地冲击铸件表面,提高抛丸效果和表面质量。
铸件 粗糙度 标准
铸件粗糙度标准
一、铸造方法
铸件的粗糙度取决于所使用的铸造方法。
不同的铸造方法,如砂型铸造、金属型铸造、压力铸造等,会产生不同的表面粗糙度。
砂型铸造通常会获得较高的粗糙度,而金属型铸造和压力铸造则能获得较低的粗糙度。
二、表面处理
铸件表面处理是影响粗糙度的另一个重要因素。
热处理、喷丸处理、磨削等表面处理方法都会对粗糙度产生影响。
例如,喷丸处理可以改善铸件表面粗糙度,而磨削则能显著降低粗糙度。
三、粗糙度参数
粗糙度参数是衡量铸件表面粗糙度的标准。
常用的粗糙度参数包括Ra (算术平均偏差)、Rz(轮廓的最大高度)和Ry(波纹度的最大高度)等。
铸造工程师需要根据产品要求选择合适的粗糙度参数。
四、测量方法
铸件粗糙度的测量方法包括接触测量和非接触测量。
接触测量如触针测量,非接触测量如激光扫描和计算机视觉法等。
选择合适的测量方法有助于准确评估铸件表面粗糙度。
五、铸造工艺
铸造工艺对铸件粗糙度有显著影响。
浇注温度、冷却速度、模具表面处理等工艺因素都会影响铸件表面粗糙度。
优化铸造工艺可以提高铸件表面质量,降低粗糙度。
六、材料因素
铸件材料也会影响其表面粗糙度。
例如,高熔点材料往往会产生较低的粗糙度,因为其流动性较差。
相反,低熔点材料会产生较高的粗糙度,因为其流动性较好。
七、尺寸因素
铸件尺寸的大小也会对其表面粗糙度产生影响。
一般来说,大尺寸铸件的表面粗糙度较低,而小尺寸铸件的表面粗糙度较高。
这主要是因为大尺寸铸件在冷却过程中会产生更均匀的温度分布,从而降低表面粗糙度。
抛丸后表面粗糙度标准

抛丸后表面粗糙度标准抛丸是一种利用高速弹丸喷射的力量,对工件表面进行冲击和磨削以达到清理和强化表面质量的目的的一种工艺方法。
抛丸后表面粗糙度的标准因不同的应用和行业而异,以下是一些常见的抛丸后表面粗糙度标准及其意义:1.铸件行业:在铸件行业中,抛丸后表面粗糙度通常要求在Ra 3.2-12.5之间。
Ra值越低,表面越光滑,抗腐蚀能力越强,同时也有利于后续加工和涂装。
如果Ra值过高,则会导致表面粗糙不平,影响美观度和使用性能。
2.钢材行业:在钢材行业中,抛丸后表面粗糙度通常要求在Ra 12.5-25之间。
Ra值越高,表明表面越粗糙,防腐蚀性能越好。
对于需要焊接的钢材,抛丸处理可以提高焊接质量并防止焊接裂纹。
3.铝合金行业:铝合金材料具有较高的塑性和抗腐蚀性能,因此在铝合金行业中,抛丸后表面粗糙度通常要求在Ra 6.3-12.5之间。
较低的Ra值可以获得更光滑的表面,提高铝合金的耐腐蚀性能和美观度。
4.钛合金行业:钛合金具有高强度、耐腐蚀和耐高温等特性,因此在航空、化工等领域得到广泛应用。
在钛合金行业中,抛丸后表面粗糙度通常要求在Ra 0.8-1.6之间。
较低的Ra值可以获得更光滑的表面,提高钛合金的耐腐蚀性能和疲劳强度。
5.其他行业:在一些特殊行业中,如航空、航天、汽车等,对抛丸后表面粗糙度的要求更加严格。
例如,航空器零部件的表面粗糙度通常要求在Ra 0.4以下。
较低的Ra值可以减少空气阻力和提高飞行性能。
总之,抛丸后表面粗糙度的标准因应用和行业而异,需要根据具体的情况进行调整。
合适的表面粗糙度可以提高工件的抗腐蚀性能、美观度和使用性能。
同时,抛丸工艺方法的参数设置也对表面粗糙度有着重要的影响,需要进行优化和调整以达到最佳效果。
在实际生产中,可以通过调整抛丸机的喷射速度、弹丸大小和抛射角度等参数来控制表面粗糙度。
另外,抛丸后的清洗和防护也是至关重要的环节,可以采取一些措施如吹干、涂防锈剂等来防止工件生锈和腐蚀。
01-铸件外观质量检验标准
编制审核批准变更经历批准日期
制成
△1
△2
文件号HHMC/ZCBZ-003 △3
铸件外观质量检验标准
一目的
为使铸造产品品质得到有效控制,同时使检验人员在进行检验作业时有据可循,特制定此标准.
二适用范围
本标准适用于本公司铸件外观质量控制.
三内容
1.检验项目
铸件表面质量检验标准见表1
2.各项目检验频率及取样方法、检验方法及检验结果处理见表2。
3.检验标准
1)定义
铸件外观质量即指铸件表面状况及其达到用户要求的程度
铸件外观质量包括:铸件的直线度、非加工面的错箱量、铸件表面质量、尺寸公差、重量公差。
2)铸件外观质量要求
➢铸件的直线度
树脂砂铸件外露的非加工表面的直线度误差,在同一铸型平面内任意600mm长度上不大于2mm. 铸件表面质量
a)铸件表面粗糙度
铸件表面粗糙度指铸件表面不光滑和凹凸不平的程度。
铸件表面粗糙度的评定方法按BWZ001-88的规定,以全国铸造标准化技术委员会监制生产的铸造表面粗糙度比较样块为对照标准,对被检铸件的铸造表面用视觉或触觉的方法进行比对。
b)铸件表面及内腔上的粘砂和粘结物应清理干净。
c)对铸件外露的非加工面上的浇冒口及局部凸起、飞边、毛刺,一律要先铲平,后磨平,磨后只。
铸件技术条件-06Cr18Ni11Ti

06Cr18Ni11Ti铸件采购技术条件(原0Cr18Ni10Ti)编制:审核:批准:沈阳鼓风机集团申蓝机械有限公司06Cr18Ni11Ti铸件采购技术条件1 范围本文件规定了军品泵体、泵盖、导叶、叶轮、屏蔽套及密封环用06Cr18Ni11Ti铸件的化学成份,力学性能、制造、取样和检验等要求。
本标准适用于军品泵体、泵盖、导叶、叶轮、屏蔽套及密封环用06Cr18Ni11Ti铸件的采购、制造和验收。
2、规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228.1-2010 金属材料拉伸试验第一部分:室温试验方法GB/T 229-2007 金属材料夏比摆锤冲击试验方法GB/T 4334-2008 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T 4338-2006 金属材料高温拉伸试验方法GB/T 6394-2002 金属平均晶粒度测定法GB/T 10561-2005 钢中非金属夹杂物含量的测定——标准评级图显微检验法GB/T 11170-2008 不锈钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T 13305-2008 不锈钢中α-相面积含量金相测定法ASME-V 无损检验QJ/SH 51.01-1995 着色渗透检验GB2100-80 不锈耐酸钢铸件技术条件GB6060.1-85 表面粗糙度比较样块铸造表面GB6414-86 铸件尺寸公差GB/T11350-89 铸件机械加工余量GB/T11351-89 铸件重量公差JB/T6879-93 离心泵铸件过流部位尺寸公差3化学成分3.1 钢的化学成分应符合表1的规定。
铸造件的表面粗糙度
铸造件表面那点“糙”事儿,咱们得好好聊聊
大伙儿好,今儿咱们来聊聊铸造件表面那点“糙”事儿。
别误会啊,我说的“糙”可不是说它不好,而是指铸造件表面那个特有的粗糙度。
这玩意儿,可是铸造工艺里头的大学问呢!
首先啊,咱们得明白啥是表面粗糙度。
简单来说,就是铸造件表面那些不平整、不光滑的地方。
你用手摸摸看,是不是能感觉到那些细细的纹路、小坑小洼的?那就是表面粗糙度的表现啦。
那么,为啥铸造件会有表面粗糙度呢?这啊,跟它的生产工艺有很大关系。
铸造嘛,就是把熔化的金属倒进模具里,等它冷却凝固后,就成了咱们想要的形状。
但是啊,这个过程中总会有那么点“小插曲”,比如金属流动不均匀、模具表面不够光滑等等,都会导致铸造件表面变得有点“糙”。
不过啊,这表面粗糙度也不是一无是处的。
有时候啊,它还能起到一些积极的作用呢!比如说吧,有些机器零件啊,需要有一定的摩擦系数才能正常工作。
这时候啊,铸造件表面的那点“糙”就派上用场了。
它能增加零件之间的摩擦力,让机器运转得更加平稳。
当然啦,也不是说所有的铸造件都需要表面粗糙度。
有些高精度要求的零件啊,就得想方设法把表面弄得光滑如镜才行。
这时候啊,就得用上一些特殊的工艺方法了,比如打
磨、抛光之类的。
所以啊,咱们在看待铸造件表面粗糙度这个问题时啊,得辩证地看待。
既要认识到它的存在是合理的、有时候还是必要的;也要知道如何根据不同的需求去控制它、改善它。
最后啊我想说一句啊:铸造件表面那点“糙”事儿啊其实也挺有意思的!只要你用心去琢磨它、了解它啊就能发现它背后的奥秘和乐趣啦!。
光洁度对照粗糙度表
0.1
0.2
0.16
▽11
0.04~0.08
0.05
0.1
0.08
▽12
0.02~0.04
0.025
0.05
0.04
▽13
0.01~0.02
0.012
0.025
0.02
▽14
>0.01
0.006
0.012
0.01
Ra:轮廓算术平均偏差值
*.方案1的Ra与旧国标各等级的平均值相近,能保证产品质量,建议用于重要表面.
▽5
微见加工痕迹
▽6
看不见加工痕迹
▽7
光面
可辨加工痕迹的方向
研磨、金刚石车刀的精车、精绞、冷拉、拉刀加工、抛光等
▽8
微辨加工痕迹的方向
▽9
不可辨加工痕迹的方向
▽10
最光面
暗光泽面
精磨、研磨、抛光、超精磨、镜面磨削等
▽11
亮光泽面
▽12
镜状光泽面
▽13
雾状镜面
▽14
镜面
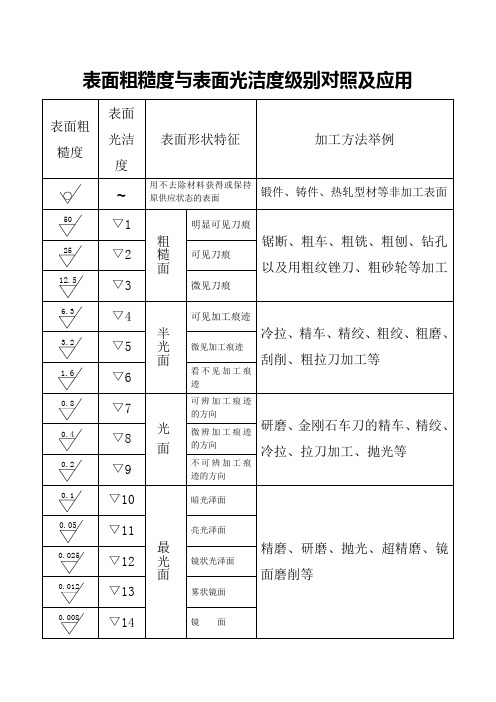
表面光洁度与表面粗糙度对照表
光洁度(旧国标)
**.方案2的Ra比旧国标的各等级上限大25%,其经济性较好,建议用于不太重要的表面.
***.方案3的Ra与旧国标各等级上限一致,当提高产品的制造精度有困难,而降低又不能保证功能时采用.
粗糙度
级别
Ra(μm)
▽1
40~80
50
100
80
▽2
20~40
25
50
40
▽3
10~20
12.5
25
20
▽4
5~10
6.3
12.5
EQY-108-2011 熔模精密铸件技术条件盖章

≤0.035 ≤0.035
—
正火
F+P
≥6 级
340
550 15 150-200
ZGD410-700
高强高韧 钢
ZGD650-830 ZGD840-1030
—
≤0.035 ≤0.035
—
ZGD930-1100
正火
F+P
≥6 级
410
调质
650
调质
S
840
1-4 级
调质
930
700 16 830 11 1030 10
品。 中等强度和韧 性,用于牵引支 架、支撑支架等
承载结构件 具有较高的强 度、耐磨性及一 定韧性。用于发 动机和压缩机 等支架类产品。
5
Q/EQY—108—2011
表 6 球墨铸铁的金相组织
牌号 QT400-15
球化等级 1~3
珠光体含量(%) ≤20
碳化物+磷共晶(%) ≤3
QT450-10
1~3
HB
调质
S
1-4 级
480
690 16
—
— 淬+回 M
—
——
—
正火
F+P
≥6 级
450
760 13 207-269
≤1.0
正火
F+P
≥6 级
460
800 12 220-289
微合金非 调质钢
碳素钢
ZG35MnV ZG40MnV ZG270-500
ZG310-570
0.30-0.38 0.35-0.43 0.32-0.40
3、用户对金相组织有特殊要求时,按用户要求执行。
“综合法”评定铸件质量等级
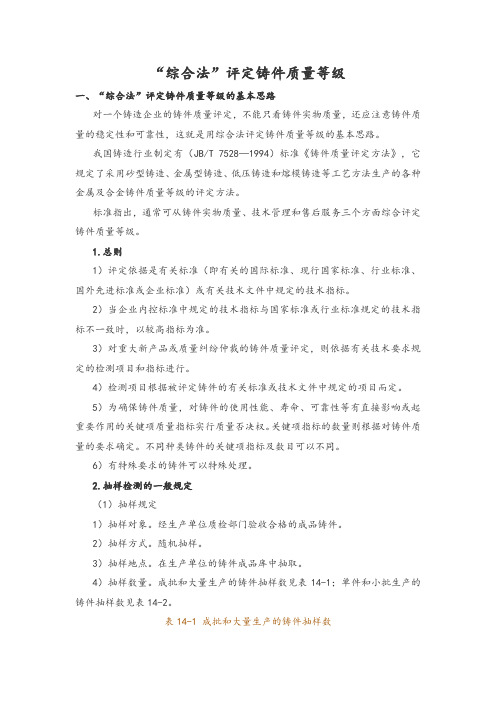
“综合法”评定铸件质量等级一、“综合法”评定铸件质量等级的基本思路对一个铸造企业的铸件质量评定,不能只看铸件实物质量,还应注意铸件质量的稳定性和可靠性,这就是用综合法评定铸件质量等级的基本思路。
我国铸造行业制定有(JB/T 7528—1994)标准《铸件质量评定方法》,它规定了采用砂型铸造、金属型铸造、低压铸造和熔模铸造等工艺方法生产的各种金属及合金铸件质量等级的评定方法。
标准指出,通常可从铸件实物质量、技术管理和售后服务三个方面综合评定铸件质量等级。
1.总则1)评定依据是有关标准(即有关的国际标准、现行国家标准、行业标准、国外先进标准或企业标准)或有关技术文件中规定的技术指标。
2)当企业内控标准中规定的技术指标与国家标准或行业标准规定的技术指标不一致时,以较高指标为准。
3)对重大新产品或质量纠纷仲裁的铸件质量评定,则依据有关技术要求规定的检测项目和指标进行。
4)检测项目根据被评定铸件的有关标准或技术文件中规定的项目而定。
5)为确保铸件质量,对铸件的使用性能、寿命、可靠性等有直接影响或起重要作用的关键项质量指标实行质量否决权。
关键项指标的数量则根据对铸件质量的要求确定。
不同种类铸件的关键项指标及数目可以不同。
6)有特殊要求的铸件可以特殊处理。
2.抽样检测的一般规定(1)抽样规定1)抽样对象。
经生产单位质检部门验收合格的成品铸件。
2)抽样方式。
随机抽样。
3)抽样地点。
在生产单位的铸件成品库中抽取。
4)抽样数量。
成批和大量生产的铸件抽样数见表14-1;单件和小批生产的铸件抽样数见表14-2。
表14-1 成批和大量生产的铸件抽样数表14-2 单件和小批生产的铸件抽样数5)抽样基数。
抽样基数见表14-3。
表14-3 抽样基数(2)检测项目、条件及方法铸件质量检测项目包括铸件实物质量、技术管理和售后服务三部分。
铸件实物质量主要分为外部质量和内部质量。
外部质量包括:表面粗糙度、尺寸公差、重量公差、表面缺陷及清理状态;内部质量包括:力学性能、化学成分、金相组织、内部缺陷及耐压试验。
铸件粗糙度及粗糙度计算

铸件表面粗糙度铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra值(单位为um)进行分级,分级应符合表1~1的规定。
对照GB/――1997《表面粗糙度比较样块一铸造表面》的规定进行比较和评比;其评比方法按GB/ T1505 1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
粗糙度与光洁度对照表1~2 表1~1铸造表面粗糙度参数值注:劝采取特殊措施方能达到的铸件铸造表面粗糙度探表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照(单位:mm)粗糙度的计算表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)车削表面粗糙度=每转进给的平方*1000/(刀尖R乘8)以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:1 :进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
铸件外观质量验收规程

铸件表面质量验收规程编制:审核:批准目录1、目的 (2)2、适用范围 (3)3、引用标准 (3)4、验收方案及检验频次 (3)5、验收项目及标准 (3)5.1铸件表面缺陷的检验 (3)5.1.1表面缺陷检验一般要求 (3)5.1.2铸件外观质量等级 (4)5.1.3检验方法 (5)5.2 铸件尺寸的检验 (5)5.2.1铸件毛坯尺寸公差 (5)5.2.6铸件尺寸检验的规范 (8)5.2.7铸件尺寸的检验方法 (9)5.3 铸件重量检验 (9)5.4 表面粗糙度检验 (9)5.5 表面清理质量检验 (11)6、其他验收要求 (11)1、目的为加强本公司对外协铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规程。
2、适用范围本规范适用于公司所有采用砂型铸造,黑色和有色合金铸件的外观质量验收,包括表面缺陷、尺寸精度、重量偏差、表面粗糙度的验收。
3、引用标准(1)JB/T 5000.4-2007重型机械通用技术条件第4部分铸铁件(2)JB/T 5000.6-2007重型机械通用技术条件第6部分铸钢件(3)GB6414-1999 铸件尺寸公差与机械加工余量(4)GB/T6060.1-1997 表面粗糙度比较样块。
(5)GB/T15056-1994 铸造表面粗糙度评定方法。
(6) Q/XC5101-2001 铸铁件通用技术条件。
(7) Q/XC512-90 有色合金通用技术条件。
4、验收方案及检验频次4.1表面缺陷项目为全检项,样件首检和批量供货,均要进行逐个检验,检验频次为100%。
4.2关键尺寸实行100%全检,非关键尺寸抽检10%。
4.4重量偏差与表面粗糙度的验收根据具体技术要求执行,无要求时可不做检验。
5、验收项目及标准铸件的表面质量主要包括铸件的表面缺陷、尺寸精度、重量偏差、形状偏差、表面粗糙度和铸件表面清理质量等。
5.1铸件表面缺陷的检验5.1.1表面缺陷检验一般要求(1)铸件非加工表面上的浇冒口应尽可能清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行。
铸件尺寸公差标准

铸件尺寸公差标准
铸件尺寸公差标准是铸件制造工艺中一个重要的技术要求,它反映着铸件的质量水平。
正确的铸件尺寸公差标准可以保证铸件的精度和质量,使其能够满足客户的要求。
铸件尺寸公差标准的确定应根据铸件的类型和用途,以及客户的要求,综合考虑各种因素,确定合理的公差范围。
比如,铸件的形状越复杂,尺寸公差就越大;铸件的质量要求越高,尺寸公差就越小。
在确定铸件尺寸公差标准时,还应考虑铸件的制造工艺。
比如,在普通铸造工艺中,尺寸公差标准一般为±1mm,但在高精度铸造工艺中,尺寸公差标准可以控制在±0.5mm以内。
此外,在确定铸件尺寸公差标准时,还要考虑铸件表面处理工艺。
比如,在铸件表面粗糙度要求较高的情况下,尺寸公差标准应略有放宽,以降低表面粗糙度对尺寸公差的影响。
总之,确定铸件尺寸公差标准是一项复杂的工作,需要综合考虑铸件的类型、用途、客户要求、制造工艺、表面处理工艺等因素,确定合理的公差范围,以保证铸件的质量和精度。
只有正确的铸件尺寸公差标准,才能保证铸件的质量,满足客户的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸件表面粗糙度
铸件表面粗糙度是衡量干净、真实的铸件表面质量的重要指标。
铸件铸造表面粗糙度是按不同铸造合金及其铸造方法、用其表面轮廓算术平均偏差Ra值(单位为μm)进行分级,分级应符合表1~1的规定。
对照GB/T6060.1——1997《表面粗糙度比较样块—铸造表面》的规定进行比较和评比;其评比方法按GB∕T15056——1994《铸造表面粗糙评定方法》进行。
对于重要铸件,当所有铸造表面的粗糙度要求相同时,可在铸件图样或铸造工艺图样的右上角同意标注粗糙度符号。
如果大部分铸造表面度相同时,可将该级粗糙度符号统一标注在图样的右上角,并在符号前加注“其余”两字;余下的部分表面粗糙度,将其符号直接标注在其表面轮廓或尺寸或尺寸延长线上。
铸造表面粗糙度,也可按需方的要求或供需方的协商,将其公称值鉴订在订货合同中。
※表示可以达到的铸件铸造表面粗糙度。
表1~2粗糙度与光洁度对照
(单位:mm)
粗糙度的计算
表面粗糙度现在越来越受到各行业的重视,论坛里也经常问及如何提高表面粗糙度的帖子.今天讲一下关于车削的表面粗糙度.图片上面有车削表面粗糙度的计算方式,只需要将切削参数代入即可计算出可能最高的"表面粗糙度"(以下发言全部以粗糙度低为细,粗糙度高为粗)
车削表面粗糙度=每转进给的平方*1000/(刀尖R乘8)
以上计算方式是理论上的可能达到最坏的的效果,实际上因刀具品质、机床刚性精度、切削液、切削温度、切削速度、材料硬度等等原因,会将粗糙度提高或者降低的,如果你用上面的计算方式计算出来的粗糙度都不能满足想达到的效果,请先更改切削参数。
但进给一般和切深有着密切的关系,一般进给是切深的10%~20%之间,排削的效果是最好的切削深度,因为屑的宽度和厚度最合比例以上公式的各个参数我下面详细一项项解释一下对粗糙度的影响,如有不正请指点:
1:进给——进给越大粗糙度越大,进给越大加工效率越高,刀具磨损越小,所以进给一般最后定,按照需要的粗糙度最后定出进给
2:刀尖R——刀尖R越大,粗糙度越降低,但切削力会不断增大,对机床的刚性要求更高,对材料自身的刚性也要求越高。
建议一般切削钢件6150以下的车床不要使用R0.8以上的刀尖,而硬铝合金不要用R0.4以上的刀尖,否则车出的的真圆度、直线度等等形位公差都没办法保证了,就算能降低粗糙度也是枉然!
3:切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW 的80%作为极限),下一帖再说。
要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。
而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。
但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是最完美的选择上面说得有点乱了,现在先举个例计算一下表面粗糙度:车削45号钢,切削速度150米,切深3mm,进给0.15,R尖R0.4,这是我很常用的中轻切削参数,基本上不是光洁度要求非常之高的工件一刀不分粗精切削直接车出表面,计算表面粗糙度等于0.15*0.15/0.4/8*1000=粗糙度7.0(单位微米)。
如果有要求光洁度要到0.8的话,切削参数变化如下:刀具不变依旧上面0.4的刀片,切削参数进给0.05,切深要视乎刀具的断削槽而定,通常如果进给定了,那切深只会在一个很窄的范围(上面不是说过切深和进给很大关系嘛)——当切深在一定范围之内才会有最良好的排屑效果!当然你不介意拿个沟子一边车一边沟屑的话又另当别论!:lol我大约会按照进给的10倍起定切深,也就是0.5mm,此时0.05*0.05/0.4/8*1000=0.78微米,也就是粗糙度达到0.8了。
至于粗糙度的表示方法:RY是测量出最大粗糙度,RA是算术计法将整个工件的表面粗糙度平均算,而RZ则是取10点再平均算,一般同一工件用RA计算粗糙度应该是最低的,而RY肯定是最大的,如果用RY的计算公式可以达到比RA要求更低的数字,基本上车出来就可以达到标注的RA要求了。
另外理论上
带修光刃的刀具最大可能将粗糙度降低一半,如果上面车出0.8光洁度的工件用带修光刃的刀片粗糙度就最小可能是0.4
以上是书本摘录的理论知识综合个人经验所书,以下再说说一些我个人感觉的理论,这些书本上我没见过的:
1:车床可以达到的最小粗糙度,首要原因是主轴精度,按照最大粗糙度计算的方法,如果你的车床主轴跳动精度是0.002mm,也就是2微米跳动,那理论上是不可能加工出粗糙度会低于0.002毫米粗糙度(RY2.0)的工件,但这是最大可能值,一般平均下来算50%好了,粗糙度1.0的工件可以加工出!再结合RA的算法一般不会得出超过RY值的50%,变成RA0.5,再计算修光刃的作用降低50%,那最终主轴跳动0.002的车床极限是可以加工出RA0.2左右的工件!。