船舶建造12
船舶各主要分项施工安全环保措施

船舶各主要分项施工安全环保措施船舶施工是一个涉及多个工种、多个工序的复杂过程。
为了确保施工过程中的安全和环境保护,需要在每个分项施工中采取专门的安全环保措施。
本文将从不同的分项施工入手,介绍船舶各主要分项施工的安全环保措施。
船体结构施工船体结构施工是船舶建造的核心工作之一,包括船体骨架、外壳等结构部分施工。
在船体结构施工中,主要的安全环保措施如下:1.安全防护设施。
在施工现场设置围挡、防护栏杆等安全设施,确保工人在高处作业时不会从高处坠落,同时防止材料和物品滑落伤人。
2.使用安全的工具和材料。
工人需要仅使用质量合格的工具,材料和物品,以确保施工过程中不会因为工具材料的品质问题导致意外事故。
3.合理安排施工员工。
施工现场应设置专人负责管理,确保员工按照安全规定操作,避免一些场面失控的状况。
在搬运大件零件时,需要使用专业的设备和工具,确保施工员工的人身安全。
4.环保措施。
在船体结构施工中,会产生大量粉尘、噪音等环境污染,因此需要对施工现场进行包围性管理,使用垃圾箱定时清理垃圾,减少环境的影响。
船上设备安装在船舶建造过程中,还需要在船体上安装各种设备,这一过程需要注意以下安全环保措施:1.序贯安装。
设备需要按照先后顺序安装,并按照图纸规定安装各部件,确保安装流程规范,并且严格按照制造商或设计方所规定的工作中心、缝距、汇合部的要求安装设备(例如安装焊缝的位置等)。
2.段差安装。
在设备安装过程中,可以将设备分段安装,保证在第一段设备测量校正正确的情况下进行下一段的安装,避免因为设备安装不准确带来的一些安全事故问题。
3.质检过程。
安装好设备后,需要进行必要的质量检验和测试。
在进行检验过程中,应使用专业的工具和设备,并严格遵循检测标准。
只有检测合格的设备才能正式使用。
4.环保措施。
时刻保持施工现场的卫生,避免产生废弃物,保持良好的环境和秩序。
船厂水工程施工对于大型船舶建造,产生大量的废水和废物,水工程施工涉及了生活废水、船上废水、厂区污水等等方面,需要注意的安全环保措施如下:1.能耗管理。
船舶建造流程概述
本人简要说明一下船舶建造流程,水平有限,如有疏漏之处,请谅解并予以指正。
文章中的图片部分来自网络,感谢各位提供图片的网友,例如猫版、梅干、好孩子、AMAN等等,如有侵权请告知。
来自纪录片截图仅用于说明所用,由于拍摄时间的问题,不代表该船厂目前的技术水平,如有侵权,请告知。
还有部分图片来自于相关企业的官网,如有侵权,请告知。
船舶建造流程任何一种产品都有其自身的生产模式,比如汽车的流水线生产,飞机的脉动式生产线,然而船舶生产具有其独特的特点:生产的批量为小到中等,零部件的加工过程相似但几何形状和尺寸不同,这就决定其生产模式的特殊性。
所谓现代造船模式,就是以统筹优化理论为指导,应用成组技术原理,以中间产品为导向,按区域组织生产,壳、舾、涂作业在空间上分道、时间上有序,实现设计、生产、管理一体化,均衡、连续地总装造船。
现代造船模式发源于二战中的美国,20世纪70年代成型于日本,并于80年代被美国总结,形成了现代造船模式。
我国于90年代初期引进了该项理论,开始在各个船厂进行实践,不过直到今天,各个船厂依然在转变造船模式,有资格说自己实现了现代造船模式的船厂少之又少,在各项指标上与日韩依然有差距。
在说船舶的建造流程之前先简要的说一下船舶设计流程。
船舶设计工作分为三个阶段——初步设计、详细设计、生产设计。
初步设计:是解决“造什么船”的第一个阶段。
初步设计是对船舶总体性能和主要技术指标、动力装置、各种系统进行设计,并通过理论计算和必要的实验来确定船舶的主要参数、结构形式和主要设备选型等重大技术问题。
一般有三种情况要求设计部门进行初步设计。
1船舶技术任务书:相关部门下达的指令性任务,说明船舶的用途、航区、吨位航速等设计要求。
2意向书及技术附件,指在船舶市场中船东提出的订货意向,不受法律约束。
它通常表明船东对船舶的各项要求和询问造价。
3造船合同及附件,在经过投标和商务技术洽谈后决定签订合同。
因此,在初步设计阶段,可根据具体情况可插入方案设计、报价设计和合同设计。
船舶设计与建造.ppt

尾部立体分段
(6) 船台总装
船舶(船坞)总装主要指的是船体总装,即在船体结构 经过预装配形成的分段或总段之后在船台(船坞)完成整个 船体装配(也有下水之后再吊装上建的)的工艺阶段。船台 总装也可称之为大合拢、搭载,它对保证船舶建造质量,缩 短船舶建造周期有着很大的影响。 船台(坞)建造方法。由于产品对象和船厂的生产条件 各不相同,船台建造方式也多种多样,一些常用的建造 方法有总段建造法、塔式建造法、岛式建造法、串 联建造法。
船舶设计与建造工艺
控制理论与控制工程 赵显 2014.4.8
引言
任何一种产品都有其自身的生产模式,比如汽车的流水线 生产,飞机的脉动生产线,然而船舶生产具有其独特的特点: 生产的批量为小到中等,零部件的加工过程相似但几何形状和 尺寸不同,这就决定其生产模式的特殊性。 所谓现代造船模式,就是以统筹优化理论为指导,应用成 组技术原理,以中间产品为导向,按区域组织生产,壳、舾、 涂作业在空间上分道、时间上有序,实现设计、生产、 管理一体化,均衡、连续地总装造船。
装焊车间内的平面分段流水线
ቤተ መጻሕፍቲ ባይዱ
部件拼装
部件拼装
平面分段流水线上的焊接机器人
(5) 分段制造
船体分段(section)指的是由零部件组装而成的船体 局部结构。船体分段的类型有: (1)平面分段。平面板列上装有骨材的单面平面板架, 如舱壁分段、舱口围壁分段、平台甲板分段、平行中体处的 舷侧分段等。 (2)曲面分段。曲面板列上装有骨材的单面曲面板架 ,如单层底分段、甲板分段(指有曲面梁拱的)、舷侧分 段等。 (3)半立体分段。两层或两层以上板架所组成的 非封闭分段或者是单层板架带有一列与其成交角的 板架所组成的分段。例如,带舱壁的甲板分段, 甲板室分段。
船舶建造及修理质量标准IACS(中文)
IACS Rec.47˄47 䆂Ḝ˅㠍㠊 䗴 ⧚䋼䞣㠍㠊 䗴 ⧚䋼䞣A 䚼 㠍 䗴 ⧚䋼䞣B䚼 ⦄ 㠍㠊 ⧚䋼䞣A䚼 㠍 䗴 ⧚䋼䞣1.䗖⫼㣗2. 䗴㠍ϔ㠀㽕∖3.⛞ 㡎䅸3.1 ⛞ 䌘Ḑ3.2 ⛞ 㡎䅸3.3 ӸҎ 䌘Ḑ4.4.1 ӊ4.2 䋳4.3 㸼䴶䋼䞣5.5.1 ⇨5.2 ㄝ⾏5.3 ▔ ⇨6.㒘㺙㽕∖6.1 䖍㒉偼 䖍㙬6.2 㒘㺙6.3 ῑ 㠅6.4 ǃ㙬 ǃ6.5 㸼䴶 催㒓 ⛁⏽6.6 ↉㒘㺙6.7 ⡍⅞ ↉6.86.9 㙟偼䯈 ⱘ 㺙㊒6.10 Ϣ㙟偼ⱘ 㺙㊒7.8.⛞8.1 ⛞㓱 ( ⛞)8.2 㾦 ⛞㓱 ( ⛞)8.3 㾦 ⛞㓱 ( ⛞)8.4 ǃ ⛞ǃ䭓 ⛞8.5 ⛞㓱䯈䎱8.6 㞾 ⛞9. ⧚9.1 ℷ ⧚9.2 ⛞㓱 ⧚( ⛞)9.3 㾦 ⛞㓱 ⧚( ⛞)9.4 㾦 ǃ ⛞㓱 ⧚( ⛞)9.5 ⧚⛞㓱䯈ⱘ䎱⾏9.6 䫭䇃 ⱘ ⧚9.7 ⧚9.8 ⛞㓱㸼䴶 ⧚㗗 ⤂˖1. IACS“ 䋻㠍㠍ԧ㒧 Ẕ偠ǃ䆘Ԅ ⧚ ӊ”2. TSCF“ ⊍㠍㒧 Ẕ 㓈 ”3. TSCF“⊍㠍㒧 Ẕ ǃ⢊ 䆘Ԅ ”4. IACS UR w7“㠍ԧ Ẅ⫼䬏䩶ӊ”5. IACS UR W8“㠍ԧ Ẅ⫼䫌䩶ӊ”6. IACS UR W11“ 䗮 催 㠍ԧ㒧 䩶”7. IACS UR W13“䩶 䩶䆌⫼ 䋳 ”8. IACS UR W14“ 㛑ⱘ䩶 䩶”9. IACS UR w l 7“ 䗮 催 㠍ԧ㒧 䩶⛞ 䅸 ”10. IACS UR Z10.1“⊍㠍㠍ԧẔ偠” Z10.2“ 䋻㠍㠍ԧẔ偠”䰘 I11. IACS 䆂12“⛁䔻 ǃ 䩶㸼䴶䋼䞣㽕∖ ”12. IACS 䆂20“㠍ԧ⛞㓱Ẕ ”1.㣗1.1 䗴㠍㠊㠍ԧ㒧 ⱘ 䗴䋼䞣 њ㾘 ˈ Ϩ㾘 њϡ⒵䎇 䗴䋼䞣 ⱘ ⧚ DŽ䗮 䗖⫼Ѣ˖㾘㠍 ˗㠍㑻⼒㾘㣗 ⱘ㠍ԧ䚼ӊ˗⫼ 䗮 催 㠍ԧ㒧 䩶 䗴ⱘ㠍ԧ㒧 ˗ӏԩ ϟՓ⫼ 㒣㠍㑻⼒ DŽ䗮 ϡ䗖⫼Ѣ˖⡍⅞㠍 ˈ ⇨ԧ䖤䕧㠍˗㒧 ⫼ϡ䫜䩶 Ҫ⡍⅞㉏ 䩶 䩶㑻 䗴ⱘ㠍㠊DŽ1.2 њ ⱘ 䗴 ⊩ 䋼䞣 䯤 њ䖭ѯ 䗴 ⊩ⱘЏ㽕㒚㡖ˈ䰸䴲 Ё ⹂ⱘ㾘 ˈ Ϟ ⱘ 㡎∈ 䗖⫼ѢӴ㒳㠍ԧЏ㽕 㽕㒧 ⱘ䆒䅵DŽ Ѣⱘ 㠍ԧ㒧 Ј⬠ 催 ҹ䞛⫼ ϹḐⱘ䋼䞣 ˈԚ 㒣㠍㑻⼒ DŽ䆘Ӌ㠍ԧ㒧 ӊⱘ 䰤⢊ ✻ 㗗 ⤂lǃ2 3DŽl.3 Ѣ ϡ ⱘ㒧 㒘㺙 㡎ˈ ⬅㠍㑻⼒ḍ 䌘Ḑ䅸 ˋ 䅸 ⱘ 㒣䅸 DŽ1.4 ≵ 㠍㠊 䗴 㠍㑻⼒䅸 ⱘ ϟˈЎ㠍㠊 䗴 կ DŽ1.5 Փ⫼ ˈ㒘㺙ǃ ㄝ㉏Ԑ䋼䞣⡍ Ў Н DŽ 䋼䞣 ˈ㠍 䞛 䖯 㡎DŽҙҙձ䴴䞛 㸹 䋼䞣 ⱘ ⊩ ϡ㛑 ⱘDŽ2. 䗴㠍ϔ㠀㽕∖2.1 䗮 Ẕ偠 ձ✻㠍㑻⼒㾘㣗 㠍㑻⼒偠㠍 ⱘⲥⴷϟ䖯㸠DŽ2.2 Ў Ѣ ˈ㠍 䆕 䗖 ⱘ㛮 ǃ✻ 䗮亢DŽ⛞ Ϯ 㛑䙓亢ǃ䲾ǃ䲼ⱘ 䖯㸠DŽ2.3 㠍ԧ㒧 ⱘ⛞ ⬅ 䌘Ḑⱘ⛞ ӏˈ 䞛⫼⬅㠍㑻⼒䅸 ǃ ⱘ⛞ 㡎 ⛞ ˈ䆺㾕3DŽ⛞ Ϯ 䗴㗙ⱘⲥⴷϟ䖯㸠DŽ3.⛞ 㡎 Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.1.1 ⛞ ḍ 㠍㑻⼒䅸 ⱘ 䅸 ⱘ ǃ 䰙 ˖EN287ǃIS09606ǃASME IX䚼 ǃANSIˋWS D1.1䖯㸠䌘Ḑ䅸 ˈ䰸ℸП ⱘ Ҫ Ѹ㠍㑻⼒ DŽѢ 乍Ⳃ ⬭⛞ ⱘ䌘Ḑ䅸 䆄 ˈ 㽕∖ կ ⱘ䅸 䆩偠䆕кDŽ3.1.2 Ңџ Ẅ⛞ 㞾 ⛞ⱘ⛞ 㽕 ⛞ ⱘ⛞㓱䖒 䋼䞣㽕∖ˈ䗮 ϡ 䖯㸠䅸 䆩偠.Ԛ 䆎 ԩ⛞ 㒣䎇 ⱘ㒘㺙ǃ⛞ ⱘ 䆁ˈ䆒 䆁䆄 䆩偠㒧 ⛞ ⱘϾҎḜ 䆄 Ё ˈҹկ㠍㑻⼒㽕∖ 䯙DŽ3.2 ⛞ 㡎䆘⛞ 㡎 㒣㠍㑻⼒ 㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˖ EN288ǃIS09956ǃASMEIX䚼 ǃANSIˋAWS D1.1䖯㸠䆘 ⹂䅸⒵䎇㽕∖DŽ䰸ℸП ⱘ Ҫ Ѹ㠍㑻⼒ DŽ ⱘ⛞ 㡎 ḍ ⛞ 䆘 䆄 ⱘDŽ䇈 кЁ ˖⛞ 㡎䖛ǃ⛞ ㉏ ǃ⛞㓱 ǃ ǃ⛞ ⊩ ⛞ ԡ㕂DŽ3.3 ӸҎ 䌘Ḑ3.3.1 Ңџ䆘Ӌ ⱘ 䗴㠍㠊⛞㓱䋼䞣ⱘ ӸҎ ˈ ヺ ⒵䎇㠍㑻⼒㾘㣗 䅸 ⱘ ǃ 䰙 ⱘ䌘Ḑ㽕∖DŽ⛞ 䆄 䌘Ḑ䆕кҹկ偠㠍 Ẕ DŽ4.4.1 㒧 ⫼⫼Ѣ㒧 䚼 ⱘ ( ⛞ ) ḍ 䗴 㒌㽕∖ IACSⳌ ⱘ㒳ϔ㽕∖ 㠍㑻⼒ⱘ DŽ䰘 䆂 ҹϟ ЁDŽՓ⫼ⱘ ( ǃ䩶㑻) 㠍㑻⼒䅸 ⱘ ⫳ѻ 䗴DŽ4.2 䋳ѢㄝѢ5mm⫼Ѣ㠍ԧ㒧 ⱘ 䗮 催 䩶 ǃ 䩶ⱘ 䆌 䋳 Ў0.3mmDŽ ⌟ ԡ㕂 䎱 䖍㓬㟇 10mmⱘӏ ԡ㕂DŽ⬅Ѣ㔎䱋 ⍜䰸㔎䱋㗠䖯㸠 ⺼䗴 㸼䴶 䚼ⱘ 㭘ˈ 㽕ヺ 4.3“㸼䴶⢊ ”ⱘ㽕∖ ⬹ϡ䅵DŽ4.3 㸼䴶⢊4.3.1 Н䕏 㔎䱋˖ ǃ Ҏ⇻ Ⲃǃ ⮩ǃ䔻⮩ǃ Ӹǃ≳ῑㄝDŽ㔎䱋˖㺖㒍ǃ ǃ ⷖǃễ㾦 ϡ䍙䖛㸼l㾘 Ϩ㔎䱋䴶⿃ϡ䍙䖛 䴶⿃5ˁⱘ䕏 㔎䱋DŽ㔎䱋⏅ ˖Ңѻ ⱘ㸼䴶⌟䞣㔎䱋ⱘ⏅ DŽ4.3.2 ϡ 㔎䱋ϡ䍙䖛㸼1㾘 ⱘ䕏 㔎䱋 ϡ DŽ4.3.3 㔎䱋ⱘ ⧚Ѣ㔎䱋ϡㅵ 䞣 䞛⫼ ⺼ ⛞ ⱘ ⊩䖯㸠 ⧚ˈ Ѣ⏅ ϡ䍙䖛4.2 䋳 㾘 ⱘ㔎䱋 Ͼ㸼䴶䖯㸠 ⺼ ⧚DŽѢ䞛⫼⛞ ⺼ ⧚ⱘ㔎䱋ˈ Н 㭘䍙䖛0.3mm ˈ ⺼ ⧚䴶⿃ϡ 䍙䖛 䴶⿃ⱘ2ˁDŽ4.3.4 ⺼ ⧚Ѣ⏅ ↨4.2 㾘 ⱘ ˈ Н 㭘ϡ 䍙䖛7ˁ 3mmˈѠ㗙 㗙DŽ↣ϔ ⣀ ⺼ ϡ 䍙䖛0.25m2DŽ⺼ 䰸㔎䱋ˈ 䞛⫼⺕㉝ Ӹ ⏫䗣 Ӹⱘ ⊩偠䆕㔎䱋 ⍜䰸DŽ ⺼ ⒥䖛 DŽ4.3.5 ⛞ ⧚Ѣϡ㛑⍜䰸ⱘ 䚼㔎䱋ˈ 䞛⫼⇨ ˋ ⺼䱣 䖯㸠㸹⛞ⱘ ⊩ ⧚ˈ ⛞ 䞛⫼㠍㑻⼒䅸 ⱘ 㡎DŽӏԩ⣀ゟ⛞ ⱘ䴶⿃ϡ 䍙䖛0.125m2DŽ⛞ ↡ ⱘ 㭘ϡ 䍙䖛 Н ⱘ80ˁDŽ㸹⛞ Ў 䘧⛞ˈ㸹⛞ ⺼ ⒥䖛 Ϣ↡ 㸼䴶唤 DŽ 䗮䖛䍙 ⊶ǃ⺕㉝ ⏫䗣 Ӹㄝ ⊩偠䆕㔎䱋 㹿 ⍜䰸DŽ4.3.6 Ҫ㔎䱋4.3.6.1100%15%5%2% 㸼䴶⿃N+0.1 0.2 0.43 t<8mmN 0.2 0.3 014N.0.1 0.2 0.4N-0.2 0.1 0.2 0.4N-0.3 0.0 0.2 0.4 8 t<25mmN+0.2 0.3 0.5N+0.1 0.3 0.4 0.5N 0.3 0.5N.0.1 0.2 0_3 0.5N.0.2 0.1 0.3 0.5N.0.3 0.0 0-3 0.5 25 t<40mmN+O.3 0.4 0.6N+0.2 0.4 0.5 0.6N+0.1 0.4 0.6N 0.3 0.4 0.6N.0.1 0.2 0-4 0.6N.0.2 0.1 0.4 0.6N.0.3 0.0 0.4 0.6N+0.5 0.5 0.840 t<80mmN+0.4 0.5 0.7 0.8N+0.3 0.5 0.6 0.8N+0.2 0.5 0.8N+0.1 0.4 0.5 0.8N 0.3 0.5 0.8N.0.1 0.2 0.5 0.8N.0.2 0.1 0.5 0.8N.0.3 0.0 0.5 0.8 80 t<150mmN+0.6 0.6 0.9N+0.5 0.6 0.8 0.9N+0 4 0.6 0.7 0.9N+0.3 0.6 0.9N+0.2 0.5 0.6 0.9N+0.1 0-4 0.6 0.9N 0.3 0.6 0.9N.0.1 0.2 0.6 0.9N.0.2 0.1 0.6 0.9N.0.3 0.0 0.6 0.9 N- Н㸼1 䆌ϡќ ⧚ⱘ䕏 㔎䱋䰤䩶 ⷨお ⱘ ˈϹ䞡ⱘ 䞛⫼ 䚼 ⱘ ⊩䖯㸠 ⧚. 䆌䞛⫼ ⊩ ⧚ⱘ ϟ˖㠍 ⬆ Ѹ T 䖲 ⫼ Ў1600mm ˗㠍 ǃ ⬆ ҪЏ㽕 ӊ⫼ Ў800mm ˗ Ҫ ӊ⫼ Ў300mm.䚼 䰤䴶⿃ 䞛⫼䫆䰸 ˋ ⺼䱣 ⛞㸹ⱘ ⊩ ⧚ˈ㾕 a. 䚼 䰤䴶⿃ 䴴䖥䩶 㸼䴶 ˈ b ⼎ ⧚.㾘 㾕4.3.5.4.3.6.2⛞ 亲ҹϟ䩶 ⱘ⛞ 亲 䞛⫼ ⺼ⱘ ⊩ ⍜䰸˖㠍 ˗䴆 ⬆ ˗ 䋻㠅˗⎵∈㠅 佂∈㠅˗⍺⒥⊍ǃ⎆ ⊍㠅 㠅DŽ5. 5.1⇨䖍㓬ⱘ䇃 (u)ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 (R)(㾕 )⒵䎇 ϟ㽕∖˖Ẅ⇨ ˖⇨ ˖㞾⬅ッ(䴲⛞ ッ) ӊ˖䰤 䰤 a İ20mm u=0.6mm u=1.2mm u=1.5mm u=1.5mmR=1001.tm R=100mR=150m R=300mҪa>20mm u=0.75mm u=1.5mm u=1.5mm u=1.5mmR=100gm R=150m R=300m R=500m⇨ ˖⛞㓱䖍㓬䰤ӊu=1.5mm u=1.5mmR=400μm R=800μm*Ҫu=1.5mm u=1.5mmR=800μm R=1500μm*⬅ ⶽ䗴 ⱘ䴲䫟 Ӹ⮩ϡ Ѣ3mmˈ Ѣ3mm ⫼ ⺼ⱘ ⊩⍜䰸 DŽ*˖䰸䴲⛞ 㡎㽕∖ ⱘ䇃 DŽ5.2 ㄝ⾏䖍㓬ⱘ䇃 (u)ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 (R) ⒵䎇ҹϟ㽕∖˖Ẅㄝ⾏䰤a.İ20mm u=1.0mm u=1.5mmR=100m R=150μma>20mm u=0.75mm u=1.5mmR=100m R=150mㄝ⾏ ⱘ䇃 㒣Ⳍ 㠍㑻⼒ DŽ5.3 ▔䖍㓬ⱘ䇃 ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 ⱘ 㣗 㽕∖ 㒣Ⳍ 㠍㑻⼒ⱘ DŽ6. ㊒6.1 䖍㒉 ӊ 䖍㙬 (㾕㸼6.1)˗6.2 㒘 (㾕㸼6.2)˗6.3 ῑ 㠅 (㾕㸼3.3)˗6.4 ǃ㙬 (㾕㸼6.4)˗6.5 㸼䴶 㒓 ⛁⏽ (㾕㸼6.5)˗6.6 ↉㺙䜡(㾕㸼6.6)˗6.7 ⡍⅞ 㺙䜡(㾕㸼6.7)˗6.8 (㾕㸼6.8 6.9)˗6.9 㙟偼䯈 ⱘ (㾕㸼6.10)˗6.10 㙟偼ⱘ ⱘ (㾕㸼6.11)DŽ7.䗴㠍㠍ԧ㒧 ӊ ⱘ䋼䞣 㾕㸼7.1ǃ7.2 7.3DŽ Ѣ ϟ䳔⡍⅞⊼ ⱘ ˈ㠍㑻⼒ ϹḐⱘ 䗴 㽕∖ˈ՟ ˖催 䲚Ё ˗Ѣѻ⫳⮆ ⱘ ˗䆒䅵 ↉䖲 ˗催 䩶 DŽ8.䆺㒚⛞ 㽕∖8.1 ⛞㓱 121 (㾕㸼8.1ǃ8.2)˗8.2 㾦 ⛞⛞㓱 (㾕㸼8.3ǃ8.4)˗8.3 ǃ㾦 ⛞⛞㓱 ⢊(㾕㸼8.5)˗8.4 ⛞ǃ ⛞ 䭓 ⛞(㾕㸼8.6)˗8.5 ⛞㓱䯈䎱(㾕㸼8.7)˗8.6 㞾 ⛞(㾕㸼8.8).9. ⧚9.1 䫭 ⧚ˈ㾕㸼9.1㟇9.3˖9.2 ⛞㓱 ⧚ˈ㾕㸼9.4ǃ9.5˖9.3 㾦 ⛞㓱 121 ⧚ˈ㾕㸼9.6㟇9.8˖9.4 ǃ㾦 ⛞㓱 ⧚ˈ㾕㸼9.9˗9.5 ⧚⛞㓱䯈䎱ˈ㾕㸼9.10˖9.6 䫭䇃 ⧚ˈ㾕㸼9.11˖9.7 ⧚ˈ㾕㸼9.12˗9.8 ⛞㓱㸼䴶 ⧚ˈ㾕㸼9.13.㸼6.1 䖍㒉 ӊ 㙬䆺 䰤 ⊼±3±5±3mm±5mm aⱘ↣100mm±10mm±25mm↣10m㸼6.2㒘±1.5mm±3mm aⱘ↣100mmd 3+a/100mm a 5+a/100mm±5mm±8mm Џ㽕 ӊ䯈↣ϔ䯈䎱㸼6.3ῑ 㠅Rı3tmm Փ⫼䗖 㾦 ⛞ ⱘ±3mm±6mm±3mm±6mm±3mm±6mmh:±2..5mm h:±5mmϡϢ Ҫ㠅P: ±6mm P: ±9mmϡϢ Ҫ㠅P:±2mm P:±3mm 㸼6.4 ǃ㙬4mm6mm±D/200mmmax.+5mm±D/150mmmax.7.5mma t/2mm max.8mmqq30TH=15mmD=25mmF=15mm+5mm-5mm+10mm-5mm±5mm 㸼6.5⛁ ∈ԢѢ650ć⛁ ぎ ԢѢ900ćӴ㒳 㡎TMCP⛁ ぎ 䱣 ∈ԢѢ900ć(∈ 䍋 ⏽ԢѢ500ć)TMCP TMCP ⛁ ҙ∈ ぎ ⛁ ҙ∈ ぎԢѢ1000ćԢѢ900ć⊼˖(%)1556CuNi V Mo Cr Mn C Ceq㸼6.6 ↉㺙䜡乍Ⳃ 䰤 ⊼ 㺙䜡䭓ℷ䚼 ӊ䇃 ±2.5mm±10mm±5m5mm±5mm±20mm±10mm10mm㺙䜡䭓ℷ偼䚼 ӊⱘ䇃 ±2.5mm±10mm±10mm5mm±5mm±20mm±15mm10mm⊓ 㒓 䭓⌟䞣ゟԧ ↉㺙䜡ℷ䚼 ӊⱘ䇃Ϟϟ 䯈 ±2.5mm±10mm±5mm5mm±10mm±5mm±5mm±20mm±10mm10mm±20mm±10mm䴶ゟԧ ↉㺙䜡䭓ℷ䚼 ӊ䇃Ϟϟ 䯈䇃 ±2.5mm±10mm±10mm5mm±15mm±7mm±5mm±20mm±15mm10mm±25mm±15mm⊓ 㒓 䭓⌟䞣㸼6.7 ⡍⅞ 㺙䜡乍Ⳃ 䰤 ⊼Ϟϟ㠉䕈䯈䎱±5mm ±10mm䕈↖ 㓬Ϣ 㠅 䎱⾏±5mm ±10mmḚ 㺙䜡ⱘ 5mm 10mm㠉Ϣ䕈Ё 㒓ⱘ䇃 4mm 8mm㠉 6 mm10mmЏ 乊 Ⳉ 5 mm10mmЏ 乊 䭓 ±4 mm 6mm䆺 䰤 ⊼䭓±50mmⳌ 啭偼㒓㾖˄↣100m˅ϸⳌ䚏㠅 䯈ⱘ䎱⾏±15mmԧ㖬䍋±30mmԧ㖬䍋±20mm㠍Ё 䚼 催±15mm乍Ⳃ 䰤 ⊼㒓䯈䭓 ±50↣100m 䗖⫼Ѣ㠍䭓100m ҹϞⱘ㠍㠊DŽЎ⌟䞣 ⫼啭偼Ϣ㠍 䴶䖲 㟇佪 㒓 䎱⾏ҷЎ⌟䞣䕈↖ 㓬ϢЏ 䯈ⱘ䭓±25mm㠍Ё ±15mm䗖⫼ѢϞ⬆ ⌟䞣15m ҹϞⱘ㠍㠊DŽ㠍Ё ⏅±10mm 䗖⫼Ѣ㠍⏅10m ҹϞⱘ㠍㠊㸼6.11 㙟偼ⱘ ⱘ乍Ⳃ䰤⊼㸠䚼±2/1000mm ±3/1000mm佪ǃ 䚼±3ˋ1000mm ±4/1000mm⬆ (ϡ ῾ ⬆ ) 乊±3/1000mm±4/1000mm㠅±4/1000mm±5/1000mm῾ 䯈䎱ⱘ⌟䞣( l =3m)Ҫ±5/1000mm ±6/1000mml =㙟偼䯈䎱˄ l =3mm ˅䆺䰤⊼⛞ⱘⳈ㒓0.15t ˈ ӊa 0.2t ˈ Ҫa 3.0mm㾦⛞ⱘⳈ㒓a) 催 䩶ӊa t 1ˋ3 Ё㒓⌟䞣a 1 (5t 1—3t 2)ˋ6ҹḍ䚼㒓⌟䞣b) Ҫa t 1ˋ2ҹ Ё㒓⌟䞣a (2t 1ϔt 2)ˋ2ҹḍ䚼㒓⌟䞣 t 3 Ѣt 1ˈ ⫼t 3ҷ t 1㾦⛞ⱘⳈ㒓a) 催 䩶 ӊa t 1ˋ3ҹḍЁ㒓⌟䞣b) Ҫa1 t l ˋ2ҹḍ䚼㒓⌟䞣䆺 䰤 ⊼T 㒉 ӊ䴶 ⱘⳈ㒓ӊa=8.0mmT 㒉 ӊ䴶 ⱘⳈ㒓Џ㽕 ӊa 0.15t䴲Џ㽕 ӊ3.0mma 0.20tⱘⳈ㒓d L/50㙬 ˋ 㙟Ϣ 䯈ⱘ䎱⾏a 2.0mm3mm⛞ⱘⳈ㒓a 2.0mm䆺 䰤 ⊼῾ṕϢ㙟偼П䯈ⱘ䯈䱭A 2.0mmԡ㕂d 75 mm䯈䱭s 2.0mm㸼8.1 ⛞ ˄ ⛞˅䆺䰤⊼t 5mm G=3㾕⊼1䖍t ˚5mm G 3mm R 3mm ș=50°-70°㾕⊼1䖍t ˚19mm G 3mm R 3mm ș=50°-70°㾕⊼1䴶V ˄ ˅G 3mm R 3mm ș=50°-70°㾕⊼1䴶V ˄ϡ ⿄˅G 3mm R 3mm 6 h t/3mm ș=50°a=90°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ8.2 ⛞ ˄ ⛞˅䆺䰤⊼G=3—9mm ș=30°-45°㾕⊼1G 3mm ș=50°-70°R 3mm㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ㸼8.3 㾦 ⛞ ˄ ⛞˅䆺䰤⊼T 㾦G 2mm㾕⊼1㾦 㾦Į=50°-70°ȕ=70°-90°G 2mm㾕⊼1∌Й ⱘ 䴶 㾦G 4-6mm ș=30°-45°ϡ ⫼Ѣ ӊ㾕⊼1䖍 T 㾦G 3mm R 3mm ș=50°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ㸼8.4 㾦 ˄ ⛞˅䆺䰤⊼䴶J 㾦G=2.5—4mm r=12-15 mm R=3 mm ș 35°㾕⊼1⿄ 䴶 㾦t ˚19mm G 3 mm R 3 mm ș 50°㾕⊼1ϡ ⿄ 䴶 㾦t ˚19G 3mm R 3mm㾕⊼1⿄ 䴶J 㾦G=2.5—4mm R 3 mm r=12-15 mm ș 35°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ䆺䰤⊼⛞㓱⛞㛮㾦ș 60°h 0.2R催h:6mm⛞ 䖍D=0mm 0.5mm㾦 ⛞㛮S=⛞㛮A=⛞S 0.9S d A 0.9a dѢⷁ⛞㓱䭓Sd:䆒䅵S a d ˖䆒䅵a㾦⛞⛞㾦㾦ș 90°䲚Ё ⮆ 㠍㑻⼒ 㽕∖ ⱘ㾦㾦⛞㓱 䖍D=0mm 0.5mm䆺䰤⊼㾦⛞B=2t 2+25䖍 ⛞㾦⛞㓱b 2t 2+25㠍㑻⼒ ⱘ ԡ㕂⛞t 12mm 12˘t 25mm 60mm 6mm 40°-50°12mm 80mm 0.5tmm 30°tmm1R șG L˚l䭓 ⛞t 12mm t ˚12mm20mm 80mm 2tmm 100mmG l L2l-3lmax.250mm㸼8.7⛞㓱䯈䆺 䰤 ⊼䎼⛞㓱for r 30mmd 5mmϸ ⛞㓱䯈ⱘ䎱⾏d 0mm㾦 ⛞㓱䯈䎱⾏d 10mmѢ⛞㓱䯈䎱⾏d 30mmѢ㠁䚼150mmd 300mm㸼8.8㞾 ⛞䆺 䰤 ⊼ ⛞˄SAW˅0 G 0.8mm G 5mm✻㸼8.1 8.2SAW ✻㠍㑻⼒䅸 ⱘWPS㾕⊼1㸼9.1 䫭 ⱘ ⧚䆺⊼⛞㓱䫭ӊa ˚0.15t 1 a ˚3mm 䇗 ҪA ˚0.2t 1 a ˚3mm㾦⛞㓱䫭a)ӊ 催 䩶t1/3˘a t 1/2-䗮 催10%⛞ a ˚t 1/2- 㟇 50a 㣗 䇗 b)Ҫa ˚t 1/2- 㟇 30a 㣗 䇗t 3 Ѣt 1,⫼t 3ҷ t 1T 㒉 ӊ䴶0.04b ˘a 0.08b Ў8mm ⱘ⺼ 䕀㾦ˈ 䎱⾏L=3a ⱘ㣗 ⒥䖛⏵DŽa ˚0.08b 8mm ˈ L=50a 㣗 䇗 DŽT ǃL 㾦䩶ǃ⧗ 䩶催 䇃3mm ˘a 6mm ⛞㸹˗ a ˚6mm ˈЏ㽕 ӊ L=50a ˈ Ҫ㒧 L=30a 㣗 䇗 DŽ2mm ˘a 5mm ˈ㸹⛞⛞㾦ⱘ䭓 Ϣ䯈䱭䭓 Ⳍ ˈa ˚5mm ˈ ӊ 䞡㸼9.2 ϡ ⧚䆺⧚⊼2mm ˘a 5mm ˈ ⱘ⛞㛮䭓 Ϣ ⱘ䯈䱭䭓 Ⳍ5mm ˘a 10mm ˈ 30~40°ⱘ㾦 ⛞㙬 / 㙟Ϣ 䯈ⱘ䯈䱭a ˚10mm ˈ 䯈䱭㟇50mmb=(2t+25)mm,min.50mm῾ṕϢ㙟偼䯈䯈䱭A ˚2mm, 㜅 䇗㸼9.3ϡ ⧚䆺⧚⊼ԡ㕂d ˘75mm ˈ㝍 Ϣ 䗮ˈ DŽϞϞ2mm ˘S 5mm ˈ Ѣ2mm ⱘ Ϣ⛞㛮䭓Ⳍ ⱘ䯈䱭5mm ˘S 10mm ˈ 䚼 㾦 ⛞䯈䱭S ˚10mm ˈ 䚼 㺙Ϣ 䚼Ⳍ 催 ⱘ20mm b 50mm㸼9.4 ⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ ˄ϡ ˅ Gİ10mm 45e㾦ˈ ⛞G˚10mm ˈ㚠䴶 ˈ㚠䴶ῑˈ ⛞˗ ˈ㚠䴶 ῑˈ⛞˗300mm ⱘ䴶 ⿄䴶⿄ 䴶Vϡ ⿄ 䴶V3mm˘Gİ3t/2˄ 25mm˅ ˈϔջ ϸջ ⛞ˈ 㸹䯈䱭ˈ 䳔㽕 㛑Փ⫼ t/2ⱘ㚠 ˈ Փ⫼㚠 ˈ㚠 ⛞ 䫆䰸ˈ⛞㓱㚠䴶 ῑ ⛞DŽG˚25mm 3t/2 ˈ Ў300mm ⱘ ˈ⛞ ԡDŽ㸼9.5 ⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ 䴶V ˈ ⛞Gİ25m Gİt/2 ˈ ϔ䖍ϸ䖍⛞ ˈ ⺼ ˈ ⛞ˈ⛞ 䫆 ˈ 㚠䴶 ῑ ⛞DŽG˚25mm ˈ 300mmⱘ DŽ䴶 ⛞ˈ 䴶V䴶V ⛞3˘Gİ3t/2˄ 25mm˅ ˈⱘ 䴶 䴶⛞ ⛞ 㸹䯈䱭ˈ䳔㽕Փ⫼ t/2ⱘ DŽ䞛⫼ ˈ⛞ 䫆䰸 ˈ 㚠䴶ῑ ⛞DŽG˚25mm t/2 ˈ 㟇 300mmⱘ ⛞ ԡ㸼9.6 ⛞ ⧚˄ ⛞˅䆺⧚⊼2mm ˘G İ5mm ˈ⛞㛮䭓 㟇㾘㣗㽕∖䭓+˄G-2˅5mm ˘G İ16mm ˈ 30~45e ϡ ˈ ⺼ 䴶 ⛞⛞ DŽT 㾦G ˚16mm G ˚1.5t 㟇 300mm ⱘ⧚t 2İt İt 1G İ2mma=5mm+㾦⛞㓱⛞㛮䭓ϡ ⫼Ѣ㺙䋻 ⳈѢ ⱘ DŽ㸼9.7 㾦 ⛞ ⧚˄ ⛞˅䆺⧚⊼3mm ˘G İ5mm ⛞5mm ˘G İ16mm ϡ ⛞ˈ Փ⫼ ˈ⛞ 䫆䰸ˈ 㚠䴶 ῑ ⛞ DŽ䴶T 㾦G ˚16mm ˈ 㟇 300mm ⱘ DŽ㸼9.8 㾦⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ 䴶J 㾦䴶T 㾦䴶 ⿄ T 㾦䴶ϡ ⿄T 㾦⿄ 䴶J 㾦3mm˘Gİ16mm ˈՓ⫼䱊⫋Ҫ䅸 ⛞ˈ⛞ 䫆䰸ˈ㚠䴶 ῑ ⛞ DŽ˚16mm ˈ 㟇 Ў300ⱘ DŽ㸼9.9 㾦 ⧚˄ ⛞˅䆺⧚⊼㾦⛞㓱⛞㛮䭓㸹⛞ ⛞㛮 ⛞㾦⛞㓱䎒㾦©˚90e ˈ 㽕 ⺼ ⛞ ˈՓП©˘90eDŽ㾦⛞㓱䎒㾦©˚90e ˈ 㽕 ⺼ ⛞ ˈՓП©˘90eDŽ⛞ 䖍㾦⛞㓱 䖍0.5˘D İ1mm, ҙЎ 䚼 䖍ˈ ⺼ ⒥DŽD ˚1mm ˈ 䖍 㸹⛞ ⒵DŽ催 䩶 䙓 ⷁѢ50mm ⱘⷁ⛞㓱DŽ⺼㒍䏃㸠ѢЏ DŽ㸼9.10 ⧚⛞㓱䯈ⱘ䎱⾏䆺 ⧚ ⊼⛞㓱Ϟ㟇 ϔ⛞㓱䯈 ⺼ ⒥㸼9.11䫭䇃 ⱘ ⧚䆺⧚⊼D ˘200mm ⱘ䫭䇃ӊˈ Ⳉ 75mm ˈ 㺙ぱ ⛞ DŽ©=40°-50°G=4-6mm 1/2t İt 1İt 2l =50mmѢ300mm, DŽҪ ӊˈ Ѣ300mm ˈ 䩶 ⛞䩶t 1=t 2 L =50mm,minӊѢ300mm , 䩶D ˚200mm ⱘ䫭䇃Ҫ ӊˈ Ѣ300mm ˈ 䩶 ⛞䩶t 1=t 2 L =50mm,min⛞ 㾦⛞DŽ催 䲚Ё ⮆ ˈ㺙ぱ ˈ 㒣㠍㑻⼒䅸 DŽ㸼9.12 ⧚䆺 ⧚ ⊼ ⧚L=300B=300mmR=5tmm 100mm˄1˅ 佪 ⛞˄2˅ ⛞㓱 䫆䰸ˈ 㟇⛞ 100mmDŽ⧚㒘⛞ 乎˄1˅ė˄2˅ė˄3˅ė˄4˅㝍 ⛞ⱘ ϔ䘧⛞⒵DŽ9.13⛞㓱㸼䴶䆺⧚⊼⛞ 亲1. 㾖 ⱘ亲ˈ⫼ 䫸 亲䫆䰸2. ⷖ 㾖 㟇ⱘ亲a)⫼ 䫸䫆䰸b) ⫼ 䫸ㄝϡ 䫆䰸ⱘ亲 㾦⺼ 䩱㾦⧚䆎Ϟˈ⛞ Ў䴲⺼ 䴶DŽ⛞㓱ϡ㸼䴶ϡ 䍙䖛3mm ˈ ⺼㟇 Ѣ3mm⧚ ḋ䗖⫼Ѣ㾦⛞㓱䍋 ⺼ ⹀B䚼 ⦄ 㠍㠊ⱘ ⧚䋼䞣Ⳃ1. 㣗2. ⧚ ⧚Ҏ ⱘϔ㠀㽕∖3. Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.2 ⛞ 㡎䆘3.3 NDE Ҏ 䌘Ḑ4.4.1 ⱘϔ㠀㽕∖4.2 ㄝ㑻ⱘㄝ5.⛞ ⱘϔ㠀㽕∖5.1 㠍ԧ㒧 䩶⛞ ⱘⳌ5.2 乘⛁ ➹ⱘϔ㠀㽕∖5.3 㠍㠊ⓖ⍂⢊ ∈㒓ҹϟ㠍ԧ ⊩⛞6. ⧚䋼䞣6.1 ⛞ ϔ㠀㽕∖6.2 ⱘ6.3 Ϟ6.4 䚼 ӊˋ ⱘ6.5 䚼 ӊˋ ⱘ ϔ㾦䩶ˋ⧗ 䩶ⱘ䖛⏵6.6 ッ䚼6.7 ⚍㜤㱔ⱘ⛞6.8 㺖㒍ⱘ⛞ ⧚6.9 㸼䴶㺖㒍ⱘ ⺼㗗 ⤂˖1.IACS“ 䋻㠍㠍ԧ㒧 Ẕ偠ǃ䆘Ԅ ⧚ ӊ”2.TSCF“ ⊍㠍㒧 Ẕ 㓈 ”3.TSCF“⊍㠍㒧 Ẕ ⢊ 䆘Ԅ ”4.IACS UR W11“ 䗮 催 㠍ԧ㒧 䩶”5.IACS UR W13“䩶 䩶ⱘ䆌⫼ 䋳 ”6.IACS UR W17“ 䗮 催 㠍ԧ㒧 䩶⛞ 䅸 ”7.IACS UR Z10.1“⊍㠍㠍ԧẔ偠” UR Z10.2“ 䋻㠍㠍ԧẔ偠”㸼ČČ8.IACS UR Z13“㟾㸠Ё ⧚ 㓈 ”9.IACS 㤤 No.12“⛁䔻䩶 䩶㸼䴶䋼䞣㽕∖ ”10. IACS 㤤 No.20“㠍ԧ⛞㓱Ẕ ”1.㣗1.1 䆹 Ў㠍ԧ㒧 ⧚䋼䞣 կ DŽ ⦄ 㠍㠊∌Й ⧚ⱘ㽕∖DŽ䖭ѯ ϔ㠀䗖⫼Ѣ˖ϔ 㾘㠍ϔ㠍㑻⼒㾘㣗䗖⫼ⱘ㠍ԧ䚼ϔ 䗮 催 㠍ԧ㒧 䩶 䗴ⱘ㠍ԧ㒧ӏԩ ϟՓ⫼ 㒣㠍㑻⼒ DŽ䆹 ϔ㠀ϡ䗖⫼Ѣϟ䗄 ⧚˖ϔ⡍⾡㠍㠊ˈ՟ ⇨ԧ㠍ϔ⫼ϡ䫜䩶 Ҫ⾡㉏ ㄝ㑻䩶 ⱘ㒧1.2 њ ⱘ ⧚ ⊩ 䖭ѯ ⧚Ё 䞡㽕䚼 ⱘ ⧚䋼䞣 կњ DŽ䰸 Ё 䇈 ˈҹϟ 㡎∈ Ϟ 䗖⫼Ѣ 㾘䆒䅵ⱘЏ㽕㒧 䴲Џ㽕㒧 DŽ✊㗠ˈ Ѣ㠍ԧⱘЈ⬠ 催 ЎϹḐⱘ ˈ ⾡ϟ 㒣㠍㑻⼒ DŽ䆘Ӌ㠍ԧ㒧 㒧 ӊⱘЈ⬠ ˈ䇋 㾕 㗗 ⤂lǃ2ǃ3DŽ1.3 Ѣ⬅Ѣ ϡ䎇 ԧ䆒䅵ϡ 䍋ⱘ ⱘ ⧚ˈՓП㒧 䖒 ⱘ ˈϡ 㛑 ∌Й ⧚DŽ䖭⾡⢊ ϟˈ䳔㽕 ⱘ 㛑䍙 䆒䅵, Ё ϡ 䖭ḋⱘ 䖯ˈԚ 㗗 㗗 ⤂1ǃ2ǃ3DŽ2.ϔ㠀 ϟˈ 㑻㠍ⱘ㠍ԧ㒧 㽕䖯㸠 ⧚ ˈ ⧚ 㠍㑻⼒偠㠍 ⲥⴷϟ䖯㸠ˈ ⧚ DŽ2.2 ⧚ ✻㠍㑻⼒ⱘ㽕∖ ⱘ㾘 ⬅ ǃ ⧚ 䆕 㛑 䖯㸠㠍ԧ ⧚ 㛑 䆕䋼䞣ⱘҎ 䖯㸠DŽ2.3 ⧚ 㛑 Ѣ ⧚ⱘ ӊϟ䖯㸠ˈ Ѣ 䖒ˈ 㛮 ǃ✻ 䗮亢ⱘ㾘 ˈ⛞ Ϯ 㛑䒆䙓亢䲼䲾ⱘ ӊϟ䖯㸠DŽ2.4 㠍ԧ㒧 ⱘ⛞ ⬅ 䌘Ḑⱘ⛞ ˈ ✻䅸 ⱘ㒣ㅒ ⱘ⛞ 䖯㸠ˈ Փ⫼⬅㠍㑻⼒䅸 ⱘ⛞ ˈ㾕3㡖DŽ⛞ ⧚ ⱘⲥⴷϟ䖯㸠DŽ2.5 㢹 㟾㸠Ё㽕䖯㸠 㛑 㠍㑻ⱘ㠍ԧ ⧚ˈ ⧚ ⧚ⱘ 䯈 ⧚ ˈ ⧚㣗 ⧚乎 ˈ Ѹ㠍㑻⼒偠㠍 DŽ㾕 㗗 ⤂8DŽ3.Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.1.1 ⛞ 㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˈ EN287ˈIS09606ˈASME IX㡖ˈANSIˋAWS D1.1㗗ḌDŽ Ҫ Ѹ㠍㑻⼒䆘 DŽ ⧚ ⛞ 䌘Ḑ䆄 ˈϨ㛑 㽕∖ կ ⱘ䅸 䆩偠䆕кDŽ3.1.2 Փ⫼ Ẅ䖯㸠 㞾 ⛞ ⱘ Ҏ ˈ 䖭ѯ Ҏ ⛞⛞㓱㛑䖒 㽕∖ⱘ䋼䞣ˈϔ㠀ϡ䳔㽕㒣䖛䅸 䆩偠DŽ✊㗠ˈ Ҏ 䆒 㺙 䴶ⱘ䎇 䆁ˈ 䆁䆄 ѻ 䆩偠㒧 ⬭ ↣Ͼ Ҏ ⱘḜ 䆄 ЁˈϨ 䳔㽕 կ㠍㑻⼒Ẕ .3.2 ⛞ 䆘⛞ ✻㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˈ EN288ǃ IS09956ǃASMEIX 㡖ǃANSIˋAWSDl.1䖯㸠䆘 . Ҫ Ѹ㠍㑻⼒䆘 .⛞ ⛞ 䆘 䆄 Ў ӊˈ 䇈 к ⛞ 䖛ǃ⛞ ǃ⛞㓱 ǃ El ǃ⛞ ⛞ ԡ㕂DŽ3.3 NDE Ҏ ⱘ䌘Ḑ3.3.1 Ңџ䆘Ӌ ⱘ⛞㓱 ⧚䋼䞣ⱘ ӸҎ ˈ ヺ ⒵䎇㠍㑻⼒㾘㣗 䅸 ⱘ ǃ 䰙 ⱘ䌘Ḑ㽕∖DŽ Ҏ ⱘ䆄 䆕к կ偠㠍 Ẕ DŽ4.4.1 ⱘϔ㠀㽕∖4.1.1 ⧚ Փ⫼ ⱘ㽕∖ϔ㠀Ϣ㠍㑻⼒㾘㣗Ё 䗴㠍ⱘ 㽕∖Ⳍ ˈ( 㗗 ⤂5)DŽ4.1.2 ⱘ ϔ㠀 Ϣ 䅸 ⱘㄝ㑻Ⳍ DŽЎ 䗝 Ḝˈ㠍㑻⼒г ヺ 䅸 ⱘ 䰙 ⱘ ㄝ㑻ˈԚ䖭ѯ Ϣ ⫼ ㄝ㑻㽕∖ㄝ 㒣㠍㑻⼒ DŽ4.2㡖Ёⱘϔ㠀㽕∖ 䗖⫼Ѣ䆘Ԅ䩶 ㄝ㑻ⱘㄝ DŽ4.1.3 䰸䴲㒣㠍㑻⼒⡍ ˈ ϡ ҹԢ 䩶㕂 催 䩶DŽ4.1.4 䗮 催 㠍㒧 䩶 ⬅㠍㑻⼒䅸 ⱘ ✻կ䋻㉏ ㄝ㑻⫳ѻDŽ4.1.5 ⧚Ё Փ⫼ⱘ ⬅㠍㑻⼒ ✻㾘㣗Ё 䗴㠍ⱘ 㽕∖䖯㸠 䆕DŽ ⡍⅞⢊ ϟ ϔ㠀䰤Ѣ 䞣ⱘ ˈ ҹḍ Ҫ ⱘ偠䆕 ⡍ ⱘ ќҹ DŽ䖭⾡ ḍ ↣ 㒣㠍㑻⼒ DŽ4.2 ㄝ㑻ⱘㄝ4.2.1 ㄝ㑻ㄝ 䆘 㟇 ϟ䗄 䴶ⱘ ˖ϔ⛁ ⧚ˋѸ䋻⢊ϔϔ Ẅ 㛑ϔ4.2.2 㸼4.1ⱘϔ㠀㽕∖䗖⫼Ѣ䆘 50mmҹ ˈㄝ㑻 E40ⱘ 䗮 催 㠍ԧ㒧 䩶ⱘㄝ DŽ4.2.3 㸼4.2Ё㒭 њϔѯ䅸 ㄝ Ѣ㠍㑻⼒㾘㣗Ё㾘 ⱘ㠍ԧ㒧 䩶ㄝ㑻ⱘ䩶 ㄝ㑻䗝 DŽ5.⛞ ⱘϔ㠀㽕∖5.1 ⛞ Ϣ㠍ԧ㒧 䩶ⱘⳌ5.1.1 ϡ ㄝ㑻ⱘ㠍ԧ㒧 䩶 IACS UR W17(㾕 㗗 ⤂5)䗝 ⛞ DŽ5.2 乘⛁ ➹ⱘϔ㠀㽕∖5.2.1 ḍ ⱘ ˈ⛞ 䖛 ˈ ⱘ㑺 䳔㽕乘⛁DŽ5.2.2 ⦃ ⏽ ԢѢ0ć ˈ乘⛁⏽ 㟇 Ў5ćˈ ⢊ ϟ⛞ 䆕 ➹DŽ5.2.3 㸼5.1Ё㒭 催 䩶 Ԣ乘⛁⏽ ⱘ 䆂DŽ Ѣ㞾 ⛞ ⫼䕗催 ⛁⏽ ˈ՟ ˈ ⛞ˈ⏽ ҹ䰡Ԣ50ćDŽ 䖨 ⛞ ⛞㓱 ⧚ˈ 㾘 25ćDŽ5.3 㠍㠊ⓖ⍂ ∈㒓ҹϟ㠍ԧ ⱘ ⊩⛞5.3.1 䗮䩶 㾘 ⱘ ϡ䍙䖛355MPaⱘ催 䩶Ϟ⛞ Ϩ 䰤Ѣ 䚼 ⧚ ˈ 䆌 ⓖ⍂㠍㠊∈㒓ҹϟ㠍ԧ 䖯㸠⛞ DŽ⍝ Ҫ催 䩶ⱘ⛞ 㣗 ⧚ⱘ䰆∈ ќҹ⡍ 㗗㰥ˈ ⹂ ⛞ ⱘ㠍㑻⼒ DŽ5.3.2 㠍ԧ䰆∈ Ϟ⛞ ˈ Փ⫼Ԣ⇶⬉⛞ Ԣ⇶⛞ 㡎DŽ⫼Ѣ 䞥 ⛞ⱘԢ⇶⛞ 䆕 Ԣ DŽ5.3.3 Ў 䆕 ➹ 䰡Ԣ 䗳⥛ˈ㒧 ⛞ ⫼ ♃ ㉏Ԑ 乘⛁ˈ㟇 䖒 5ć ⛞ 㡎Ё㾘 ⱘ⏽ DŽ乍Ⳃ㽕∖䇈-C˗ㄝѢ ԢѢ-P S˖ㄝѢ ԢѢ-Mn˗ 㑺Ⳍ Ԛϡ䍙䖛1.6ˁ-㒚 ㉦ ㋴˗ ḋ 䞣-㜅⇻ 㡎CuǃNiǃCrǃMoㄝ ㋴ⱘϡ䍙䖛0.8ˁẄ 㛑- ˖ㄝѢ 催Ѣ- ˗ㄝѢ 催Ѣ-Ԍ䭓⥛˗ㄝѢ 催Ѣ- ˗ Ⳍ 䕗Ԣⱘ⏽ ϟㄝѢ 催Ѣˈ 䗖⫼䰙 ϡ 䍙䖛㠍㑻⼒㾘㣗Ԣ㽕∖80 Nˋmm2Ѹ䋻 ӊⳌ ⛁ ⧚ձ 催⛁䔻⢊ (AR)䔻⢊ (CR)ℷ☿⢊ ˄N)(TM)1)⏀☿ ☿(QT)1)1)TM QT䩶ϡ䗖⫼Ѣ⛁Ⳍ ϹḐ 䆌 䋳 ˖˖0.3mm˖ḍ 䅸 ⱘ ⹂㸼4.1䆘 䗮 催 㠍ԧ㒧 䩶ㄝ㑻ㄝ ⱘ 㣗 Ԣ㽕∖㸼 4.2Ϣ㠍㑻⼒㾘㣗 䗮 催 㠍ԧ㒧 䩶ㄝ㑻Ⳍ↨䕗ⱘ䩶 ㄝ㑻䆂 Ԣ乘⛁⏽ (ć)⺇ 䞣1)t comb<50mm50mm<t comb<70mm2)t comb>70 2) Ceq<0.39---Ceq<0.41---Ceq<0.43- 50 100Ceq.<0.45 50 100 125·Ceq<0.47 100 125 150Ceq.<0.50 125 150 175㸼5.1乘⛁⏽⊼1)Ceq=C+ (Cr4-MO+V)ˋ5+(Ni+Cu)ˋ15(ˁ)2)㒘 tcomb=t1+t2+t3+t4ˈ ⼎6. ⧚䋼䞣6.1⛞ ,ϔ㠀㽕∖6.1 ㉫㊭乍Ⳃ 䰤 ⊼ ㄝ㑻ㄝѢ 催Ѣ 䩶 ㄝ㑻㾕4㡖⛞ IACS UR.W17( 㗗 ⤂6)ḍ ㄝ ⱘ 䰙 䅸ˋ㉫㊭ 㾕⊼㾷 6.1 d<1.5mm ⺼ ⒥乘⛁㾕㸼5.1䩶 ⏽ ϡԢѢ5ć。
船舶建造工艺教案2-1
求肋骨弯度第二部分:课堂教学内容第二节:求空间某线线段实长的方法1、空间构件展开条件(5分钟)2、空间构件展开的三要素(60分钟)(1)投影线求实长作图法:以理论肋距(L)作为一个rt边,投影长(K)作为另一个rt边,斜边(L’)即为实长。
计算法:(1)纵向曲线在一个肋距内的空间几何关系(2)跨越数档肋距的曲线实长的求法在肋骨型线图上,用样条录下投影线与各肋骨线交点1′、2′、3′、4′;以肋距L作肋骨站线;将样条伸直,将上面的1′~4′各点转划到相应的肋骨线上得1、2、3、4点;将1~4点连成光顺曲线,即为空间曲线实长线。
(2)肋骨弯度1)定义:展开图上肋骨曲线与过其弦线的法面展开线(呈直线)间的最大拱度(s)。
2)条件:将船体表面近似视为可展曲面(圆柱面)3)S的确定4)确定S的注意点5)肋骨弯度的几何概念将船体外板近似地视作圆柱面。
平行中体部分:圆柱面的母线垂直于肋骨剖面,圆柱外板的法面与肋骨剖面平行(或重合),其展开图上肋骨线呈直线。
在首、尾部分:圆柱外板的母线与肋骨剖面不垂直,外板法面与肋骨剖面斜交,展开图上的肋骨呈曲线状。
(3)确定准线(1)做准线的原因:构件多为四边形,已知四边形边长不能作出位移四边形增加约束条件做准线确定四边形在平面上的相对位置保证四边形的唯一性(2)对准线的要求:做法便捷、贯穿整个构件、保证展开精度(3)常用准线:测地线、旋转线、垂直线第三部分:本节课引入素质教育(5分钟)船体构件展开是船舶建造工艺过程中比较核心的步骤,因此要确保展开构件(3)扭曲状舷线纵垳的展开这类构件的特点是其肋骨剖线是相互不平行的直线,实际上是一种不可展开的螺旋曲面。
因此,不可能有在肋骨型线图和展开图上均为直线的准线存在。
故通常采用分段作垂直准线并分段展开的方法近似地展开。
1、垂直准线法展开纵向构件习题练习(30分钟)6、十字线法展开船体外板(30分钟)(1)实质:垂直准线法。
准线在型线图上的投影为直线,展开也是直线,因此存在误差。
船舶修造知识点总结图解

船舶修造知识点总结图解一、船舶结构船舶的结构由船体和船舶设备组成,船体主要包括船体骨架和外壳结构,船舶设备包括动力设备、辅助设备和配套设备。
1. 船舶的分类根据用途和功能,船舶可以分为货船、客船、工程船和军舰等不同类型。
2. 船体结构船体结构是船舶的骨架,主要包括船体骨架和外壳结构。
船体骨架由船体纵向骨架和船体横向骨架组成,外壳结构由船体甲板和船体舱室组成。
3. 船舶设备船舶设备包括动力设备、辅助设备和配套设备。
动力设备主要包括主机、推进器和舵机等,辅助设备主要包括发电机、压缩机和脱水机等,配套设备主要包括船舶通信设备、航行设备和防污设备等。
4. 船舶建造材料船舶建造材料有钢、铝合金、复合材料等,其中钢材是最常用的船体材料,铝合金和复合材料逐渐在船舶建造中得到应用。
5. 船舶建造工艺船舶建造工艺包括坯料加工、船体组装和设备安装。
坯料加工主要包括钢板预制和零部件加工,船体组装主要包括船体骨架组装和外壳组装,设备安装主要包括设备安装和设备调试。
6. 船舶检验认证船舶建造过程中需要进行船级社的检验认证,确保船舶建造符合国际和国内的相关标准和规范。
二、船舶安全船舶安全是船舶修造的核心问题,包括结构安全、设备安全和航行安全等多个方面。
1. 结构安全船舶结构安全主要包括船体结构的强度和稳性。
船体结构的强度包括船体的纵向和横向强度,船体的稳性包括船舶的稳态和运动稳性。
2. 设备安全船舶设备安全主要包括船舶动力设备的可靠性和辅助设备的完备性。
船舶动力设备的可靠性包括主机的功率和推进器的效率,辅助设备的完备性包括船舶的供电系统和压气系统。
3. 航行安全航行安全主要包括船舶的导航安全和气象安全。
船舶的导航安全包括航行设备和通信设备的可靠性,气象安全包括船舶在不同气象条件下的适航性。
三、船舶维护船舶维护是延长船舶使用寿命、保障船舶运营安全的重要措施,主要包括船舶的日常维护、定期维护和特别维护。
1. 船舶日常维护船舶的日常维护主要包括船舶清洁、润滑和防腐等工作。
船舶建造工艺课件--12_板材成形加工
轴辊纵向槽是否保持平行 • 用样板检查钢板弯制的曲度,以便调节上轴辊
的升降 • 直至弯曲成形与样板型线相符合为止
弯板机弯制锥形钢板
• 锥形板两端曲率不同,在钢板上事先画出的 素线是不平行的
• 弯制锥形板要保持其素线与上轴辊平行才能 准确的弯制成形
• 通用压模弯板一般只能弯曲一个方向的 曲度(如横向曲度)
• 其他方向的曲度(如纵向曲度)可用水火 弯板法弯制
• 使用短压模能弯制各种曲度的钢板
压模使用的注意(1)
• 用压模压制板材前,要先进行空载试压, 以检查上、下压模的对位情况及压模安 装的牢固程度
• 对于较长的板材,需分成数段加压,且 相邻两加压段应重叠30~50mm
节的轴承内
四辊弯板机的弯板方式
• 将要弯曲的钢板夹在轴辊1和2之间 • 通过对轴辊3和4作升降调节,将钢板弯
制成构件所要求的弯曲程度
可做矫平用的四辊弯板机
• 在三辊弯板 机的上辊旁 增加一根可 上下调节的 矫平辊
• 当矫平辊在上轴辊旁的正常位置时,弯 板机用来矫平钢板
• 当矫平辊调节到下轴旁边时,则可用来 弯板
• 加热线的位置直接关系到板材能否正 确成形
加热线位置的影响
• 对一块板在不同的位置上进行线状加热, 成形形状会完全不同
• 确定加热线位置是水火弯板的关键
• 加热线位置取决于构件的形状
• 展开时哪部分伸长,加工时应收缩回去
• 帆形板和鞍形板都是用水火弯板法弯出 纵向曲度,但加热线位置不同
帆形板和鞍形板加热线位置图示
• 还有一种在框式液压机基础上研制成 的可移动压头压力机,压头和工件台 能根据要求进行横移和回转
一种船舶分段建造的指导方法与流程

一种船舶分段建造的指导方法与流程摘要船舶的分段建造是船舶制造的重要工艺环节,对船体的质量和良好的结构起着关键作用。
本文提出了一种船舶分段建造的指导方法与流程,旨在帮助船舶制造企业提高生产效率、降低成本、提高产品质量。
本方法以实践为基础,结合了船舶制造工程的经验和技术,通过详细的流程和步骤,将船舶分段建造过程分解为若干个可控的任务,以提高建造过程的组织性和系统性,实现分段建造的高效率和高质量。
1. 引言船舶制造是一个复杂而庞大的工程项目,涉及材料、工艺、设备等多个方面的技术要求。
分段建造是船舶制造中的重要环节,指的是将整个船体分解为若干部分进行独立建造,然后再进行组装。
良好的分段建造方法和流程能够提高船体质量,减少生产周期,降低制造成本,并且有利于质量管理和后续工序的衔接。
本文提出了一种船舶分段建造的指导方法与流程,通过详细的步骤和流程,对船舶分段建造过程进行了合理的规划和组织。
2. 船舶分段建造的指导方法2.1 分段设计分段设计是船舶分段建造的首要步骤。
制定细致的分段方案,合理划分出各个分段单元,对后续的建造工作具有重要意义。
在分段设计中,需要考虑以下几个要点:•分段尺寸和形状:根据船舶的设计要求和需要,确定每个分段的尺寸和形状。
•分段的结构类型:根据船舶的用途和设计要求,确定每个分段的结构类型,如船首段、中段、船尾段等。
•分段的拆解和组装性:考虑到后续的拆解和组装工作,对分段进行合理设计,使得分段的拆解和组装过程更加顺利。
2.2 材料准备在船舶分段建造过程中,需要准备各种材料,包括船体板材、焊接材料、涂料等。
在材料准备阶段,需要根据船舶分段的设计要求,选择合适的材料,并进行采购和准备工作。
材料准备的主要步骤包括:•材料选择:根据船舶的设计要求,选择适合的材料,包括船体板材、焊接材料、涂料等。
•材料采购:按照船舶分段的设计需求,进行材料采购,保证材料的质量和供应的及时性。
•材料验收:对采购的材料进行验收,确保材料符合设计和质量要求。
船舶建造工艺流程

工艺流程1.1 工艺流程分段大合拢G3、S5图5-1 造船生产工艺流程图 主要工序说明:1、预处理:将外购的钢材通过吊车运至预处理线的输送辊道上,通过辊道送入封闭式预处理线进行抛丸除锈,除锈后通过辊道送入封闭式喷漆室喷防锈漆。
预处理线旁设有1个油漆房,通过管道将油漆吸入调漆罐内,利用搅拌设备对油漆进行调配,再通过气泵将油漆从喷漆室的顶部喷嘴喷到钢板上进行防锈处理,喷涂后自动烘干固化。
预处理工序会产生废钢丸、废油漆桶、废漆渣、抛丸废气和喷涂废气。
2、号料:根据设计需要,通过等离子切割机、火焰切割机等切割设备对外购的钢材进行切割下料。
该工序会产生废钢材,火焰切割会产生烟尘。
3、成型加工:用油压机、肋骨撑弯机等设备把钢板和型材加工成一定的形状。
4、部件焊接:将数个零件安图纸要求组装焊接成一个部件。
5、火工矫正:以天然气为热源,用火焰喷枪对钢材需要矫正的部位进行加热,利用钢材的塑性、热胀冷缩的特性,以外力或内应力作用迫使钢材的反变形,消除钢材的弯曲、翘曲、凹凸不平等缺陷,以达到矫正之目的。
矫正后自然冷却。
6、拼板上船台组装:船体通过船台滑道由纵向重力方式下水。
下水后进行船体舾装和各种机械设备的安装和调试工作。
在船舶试航时要注入压舱水。
有焊接烟尘、废焊条、焊渣、废机油等污染环节。
7、分段舾装焊接:在船体内安装设备、组件,完成整船的组装工作,并对船体进行试航。
该工序会产生焊接烟尘、废焊条、焊渣。
8、抛丸除锈:在专用的船体分段抛丸房内,在全封闭状态下高压空气完成抛丸除锈工作。
钢丸通过输送机进入集丸斗,再通过丸阀(抛丸时,丸阀打开,保证钢丸往复循环使用)进入丸罐,丸罐连有压缩空气管道和带有丸管的喷枪,操作人员身穿抛丸服,手持喷枪,对工件的焊缝进行抛丸,抛丸时,将房门关闭,使抛丸房处于封闭状态,使得抛丸处的平均粗糙度为25-50um(使用粗糙度仪测量平面取平均值),以便于油漆的附着;抛丸后用压缩空气吹清死角钢丸。
船舶建造及修理质量标准IACS(中文)
IACS Rec.47˄47 䆂Ḝ˅㠍㠊 䗴 ⧚䋼䞣㠍㠊 䗴 ⧚䋼䞣A 䚼 㠍 䗴 ⧚䋼䞣B䚼 ⦄ 㠍㠊 ⧚䋼䞣A䚼 㠍 䗴 ⧚䋼䞣1.䗖⫼㣗2. 䗴㠍ϔ㠀㽕∖3.⛞ 㡎䅸3.1 ⛞ 䌘Ḑ3.2 ⛞ 㡎䅸3.3 ӸҎ 䌘Ḑ4.4.1 ӊ4.2 䋳4.3 㸼䴶䋼䞣5.5.1 ⇨5.2 ㄝ⾏5.3 ▔ ⇨6.㒘㺙㽕∖6.1 䖍㒉偼 䖍㙬6.2 㒘㺙6.3 ῑ 㠅6.4 ǃ㙬 ǃ6.5 㸼䴶 催㒓 ⛁⏽6.6 ↉㒘㺙6.7 ⡍⅞ ↉6.86.9 㙟偼䯈 ⱘ 㺙㊒6.10 Ϣ㙟偼ⱘ 㺙㊒7.8.⛞8.1 ⛞㓱 ( ⛞)8.2 㾦 ⛞㓱 ( ⛞)8.3 㾦 ⛞㓱 ( ⛞)8.4 ǃ ⛞ǃ䭓 ⛞8.5 ⛞㓱䯈䎱8.6 㞾 ⛞9. ⧚9.1 ℷ ⧚9.2 ⛞㓱 ⧚( ⛞)9.3 㾦 ⛞㓱 ⧚( ⛞)9.4 㾦 ǃ ⛞㓱 ⧚( ⛞)9.5 ⧚⛞㓱䯈ⱘ䎱⾏9.6 䫭䇃 ⱘ ⧚9.7 ⧚9.8 ⛞㓱㸼䴶 ⧚㗗 ⤂˖1. IACS“ 䋻㠍㠍ԧ㒧 Ẕ偠ǃ䆘Ԅ ⧚ ӊ”2. TSCF“ ⊍㠍㒧 Ẕ 㓈 ”3. TSCF“⊍㠍㒧 Ẕ ǃ⢊ 䆘Ԅ ”4. IACS UR w7“㠍ԧ Ẅ⫼䬏䩶ӊ”5. IACS UR W8“㠍ԧ Ẅ⫼䫌䩶ӊ”6. IACS UR W11“ 䗮 催 㠍ԧ㒧 䩶”7. IACS UR W13“䩶 䩶䆌⫼ 䋳 ”8. IACS UR W14“ 㛑ⱘ䩶 䩶”9. IACS UR w l 7“ 䗮 催 㠍ԧ㒧 䩶⛞ 䅸 ”10. IACS UR Z10.1“⊍㠍㠍ԧẔ偠” Z10.2“ 䋻㠍㠍ԧẔ偠”䰘 I11. IACS 䆂12“⛁䔻 ǃ 䩶㸼䴶䋼䞣㽕∖ ”12. IACS 䆂20“㠍ԧ⛞㓱Ẕ ”1.㣗1.1 䗴㠍㠊㠍ԧ㒧 ⱘ 䗴䋼䞣 њ㾘 ˈ Ϩ㾘 њϡ⒵䎇 䗴䋼䞣 ⱘ ⧚ DŽ䗮 䗖⫼Ѣ˖㾘㠍 ˗㠍㑻⼒㾘㣗 ⱘ㠍ԧ䚼ӊ˗⫼ 䗮 催 㠍ԧ㒧 䩶 䗴ⱘ㠍ԧ㒧 ˗ӏԩ ϟՓ⫼ 㒣㠍㑻⼒ DŽ䗮 ϡ䗖⫼Ѣ˖⡍⅞㠍 ˈ ⇨ԧ䖤䕧㠍˗㒧 ⫼ϡ䫜䩶 Ҫ⡍⅞㉏ 䩶 䩶㑻 䗴ⱘ㠍㠊DŽ1.2 њ ⱘ 䗴 ⊩ 䋼䞣 䯤 њ䖭ѯ 䗴 ⊩ⱘЏ㽕㒚㡖ˈ䰸䴲 Ё ⹂ⱘ㾘 ˈ Ϟ ⱘ 㡎∈ 䗖⫼ѢӴ㒳㠍ԧЏ㽕 㽕㒧 ⱘ䆒䅵DŽ Ѣⱘ 㠍ԧ㒧 Ј⬠ 催 ҹ䞛⫼ ϹḐⱘ䋼䞣 ˈԚ 㒣㠍㑻⼒ DŽ䆘Ӌ㠍ԧ㒧 ӊⱘ 䰤⢊ ✻ 㗗 ⤂lǃ2 3DŽl.3 Ѣ ϡ ⱘ㒧 㒘㺙 㡎ˈ ⬅㠍㑻⼒ḍ 䌘Ḑ䅸 ˋ 䅸 ⱘ 㒣䅸 DŽ1.4 ≵ 㠍㠊 䗴 㠍㑻⼒䅸 ⱘ ϟˈЎ㠍㠊 䗴 կ DŽ1.5 Փ⫼ ˈ㒘㺙ǃ ㄝ㉏Ԑ䋼䞣⡍ Ў Н DŽ 䋼䞣 ˈ㠍 䞛 䖯 㡎DŽҙҙձ䴴䞛 㸹 䋼䞣 ⱘ ⊩ ϡ㛑 ⱘDŽ2. 䗴㠍ϔ㠀㽕∖2.1 䗮 Ẕ偠 ձ✻㠍㑻⼒㾘㣗 㠍㑻⼒偠㠍 ⱘⲥⴷϟ䖯㸠DŽ2.2 Ў Ѣ ˈ㠍 䆕 䗖 ⱘ㛮 ǃ✻ 䗮亢DŽ⛞ Ϯ 㛑䙓亢ǃ䲾ǃ䲼ⱘ 䖯㸠DŽ2.3 㠍ԧ㒧 ⱘ⛞ ⬅ 䌘Ḑⱘ⛞ ӏˈ 䞛⫼⬅㠍㑻⼒䅸 ǃ ⱘ⛞ 㡎 ⛞ ˈ䆺㾕3DŽ⛞ Ϯ 䗴㗙ⱘⲥⴷϟ䖯㸠DŽ3.⛞ 㡎 Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.1.1 ⛞ ḍ 㠍㑻⼒䅸 ⱘ 䅸 ⱘ ǃ 䰙 ˖EN287ǃIS09606ǃASME IX䚼 ǃANSIˋWS D1.1䖯㸠䌘Ḑ䅸 ˈ䰸ℸП ⱘ Ҫ Ѹ㠍㑻⼒ DŽѢ 乍Ⳃ ⬭⛞ ⱘ䌘Ḑ䅸 䆄 ˈ 㽕∖ կ ⱘ䅸 䆩偠䆕кDŽ3.1.2 Ңџ Ẅ⛞ 㞾 ⛞ⱘ⛞ 㽕 ⛞ ⱘ⛞㓱䖒 䋼䞣㽕∖ˈ䗮 ϡ 䖯㸠䅸 䆩偠.Ԛ 䆎 ԩ⛞ 㒣䎇 ⱘ㒘㺙ǃ⛞ ⱘ 䆁ˈ䆒 䆁䆄 䆩偠㒧 ⛞ ⱘϾҎḜ 䆄 Ё ˈҹկ㠍㑻⼒㽕∖ 䯙DŽ3.2 ⛞ 㡎䆘⛞ 㡎 㒣㠍㑻⼒ 㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˖ EN288ǃIS09956ǃASMEIX䚼 ǃANSIˋAWS D1.1䖯㸠䆘 ⹂䅸⒵䎇㽕∖DŽ䰸ℸП ⱘ Ҫ Ѹ㠍㑻⼒ DŽ ⱘ⛞ 㡎 ḍ ⛞ 䆘 䆄 ⱘDŽ䇈 кЁ ˖⛞ 㡎䖛ǃ⛞ ㉏ ǃ⛞㓱 ǃ ǃ⛞ ⊩ ⛞ ԡ㕂DŽ3.3 ӸҎ 䌘Ḑ3.3.1 Ңџ䆘Ӌ ⱘ 䗴㠍㠊⛞㓱䋼䞣ⱘ ӸҎ ˈ ヺ ⒵䎇㠍㑻⼒㾘㣗 䅸 ⱘ ǃ 䰙 ⱘ䌘Ḑ㽕∖DŽ⛞ 䆄 䌘Ḑ䆕кҹկ偠㠍 Ẕ DŽ4.4.1 㒧 ⫼⫼Ѣ㒧 䚼 ⱘ ( ⛞ ) ḍ 䗴 㒌㽕∖ IACSⳌ ⱘ㒳ϔ㽕∖ 㠍㑻⼒ⱘ DŽ䰘 䆂 ҹϟ ЁDŽՓ⫼ⱘ ( ǃ䩶㑻) 㠍㑻⼒䅸 ⱘ ⫳ѻ 䗴DŽ4.2 䋳ѢㄝѢ5mm⫼Ѣ㠍ԧ㒧 ⱘ 䗮 催 䩶 ǃ 䩶ⱘ 䆌 䋳 Ў0.3mmDŽ ⌟ ԡ㕂 䎱 䖍㓬㟇 10mmⱘӏ ԡ㕂DŽ⬅Ѣ㔎䱋 ⍜䰸㔎䱋㗠䖯㸠 ⺼䗴 㸼䴶 䚼ⱘ 㭘ˈ 㽕ヺ 4.3“㸼䴶⢊ ”ⱘ㽕∖ ⬹ϡ䅵DŽ4.3 㸼䴶⢊4.3.1 Н䕏 㔎䱋˖ ǃ Ҏ⇻ Ⲃǃ ⮩ǃ䔻⮩ǃ Ӹǃ≳ῑㄝDŽ㔎䱋˖㺖㒍ǃ ǃ ⷖǃễ㾦 ϡ䍙䖛㸼l㾘 Ϩ㔎䱋䴶⿃ϡ䍙䖛 䴶⿃5ˁⱘ䕏 㔎䱋DŽ㔎䱋⏅ ˖Ңѻ ⱘ㸼䴶⌟䞣㔎䱋ⱘ⏅ DŽ4.3.2 ϡ 㔎䱋ϡ䍙䖛㸼1㾘 ⱘ䕏 㔎䱋 ϡ DŽ4.3.3 㔎䱋ⱘ ⧚Ѣ㔎䱋ϡㅵ 䞣 䞛⫼ ⺼ ⛞ ⱘ ⊩䖯㸠 ⧚ˈ Ѣ⏅ ϡ䍙䖛4.2 䋳 㾘 ⱘ㔎䱋 Ͼ㸼䴶䖯㸠 ⺼ ⧚DŽѢ䞛⫼⛞ ⺼ ⧚ⱘ㔎䱋ˈ Н 㭘䍙䖛0.3mm ˈ ⺼ ⧚䴶⿃ϡ 䍙䖛 䴶⿃ⱘ2ˁDŽ4.3.4 ⺼ ⧚Ѣ⏅ ↨4.2 㾘 ⱘ ˈ Н 㭘ϡ 䍙䖛7ˁ 3mmˈѠ㗙 㗙DŽ↣ϔ ⣀ ⺼ ϡ 䍙䖛0.25m2DŽ⺼ 䰸㔎䱋ˈ 䞛⫼⺕㉝ Ӹ ⏫䗣 Ӹⱘ ⊩偠䆕㔎䱋 ⍜䰸DŽ ⺼ ⒥䖛 DŽ4.3.5 ⛞ ⧚Ѣϡ㛑⍜䰸ⱘ 䚼㔎䱋ˈ 䞛⫼⇨ ˋ ⺼䱣 䖯㸠㸹⛞ⱘ ⊩ ⧚ˈ ⛞ 䞛⫼㠍㑻⼒䅸 ⱘ 㡎DŽӏԩ⣀ゟ⛞ ⱘ䴶⿃ϡ 䍙䖛0.125m2DŽ⛞ ↡ ⱘ 㭘ϡ 䍙䖛 Н ⱘ80ˁDŽ㸹⛞ Ў 䘧⛞ˈ㸹⛞ ⺼ ⒥䖛 Ϣ↡ 㸼䴶唤 DŽ 䗮䖛䍙 ⊶ǃ⺕㉝ ⏫䗣 Ӹㄝ ⊩偠䆕㔎䱋 㹿 ⍜䰸DŽ4.3.6 Ҫ㔎䱋4.3.6.1100%15%5%2% 㸼䴶⿃N+0.1 0.2 0.43 t<8mmN 0.2 0.3 014N.0.1 0.2 0.4N-0.2 0.1 0.2 0.4N-0.3 0.0 0.2 0.4 8 t<25mmN+0.2 0.3 0.5N+0.1 0.3 0.4 0.5N 0.3 0.5N.0.1 0.2 0_3 0.5N.0.2 0.1 0.3 0.5N.0.3 0.0 0-3 0.5 25 t<40mmN+O.3 0.4 0.6N+0.2 0.4 0.5 0.6N+0.1 0.4 0.6N 0.3 0.4 0.6N.0.1 0.2 0-4 0.6N.0.2 0.1 0.4 0.6N.0.3 0.0 0.4 0.6N+0.5 0.5 0.840 t<80mmN+0.4 0.5 0.7 0.8N+0.3 0.5 0.6 0.8N+0.2 0.5 0.8N+0.1 0.4 0.5 0.8N 0.3 0.5 0.8N.0.1 0.2 0.5 0.8N.0.2 0.1 0.5 0.8N.0.3 0.0 0.5 0.8 80 t<150mmN+0.6 0.6 0.9N+0.5 0.6 0.8 0.9N+0 4 0.6 0.7 0.9N+0.3 0.6 0.9N+0.2 0.5 0.6 0.9N+0.1 0-4 0.6 0.9N 0.3 0.6 0.9N.0.1 0.2 0.6 0.9N.0.2 0.1 0.6 0.9N.0.3 0.0 0.6 0.9 N- Н㸼1 䆌ϡќ ⧚ⱘ䕏 㔎䱋䰤䩶 ⷨお ⱘ ˈϹ䞡ⱘ 䞛⫼ 䚼 ⱘ ⊩䖯㸠 ⧚. 䆌䞛⫼ ⊩ ⧚ⱘ ϟ˖㠍 ⬆ Ѹ T 䖲 ⫼ Ў1600mm ˗㠍 ǃ ⬆ ҪЏ㽕 ӊ⫼ Ў800mm ˗ Ҫ ӊ⫼ Ў300mm.䚼 䰤䴶⿃ 䞛⫼䫆䰸 ˋ ⺼䱣 ⛞㸹ⱘ ⊩ ⧚ˈ㾕 a. 䚼 䰤䴶⿃ 䴴䖥䩶 㸼䴶 ˈ b ⼎ ⧚.㾘 㾕4.3.5.4.3.6.2⛞ 亲ҹϟ䩶 ⱘ⛞ 亲 䞛⫼ ⺼ⱘ ⊩ ⍜䰸˖㠍 ˗䴆 ⬆ ˗ 䋻㠅˗⎵∈㠅 佂∈㠅˗⍺⒥⊍ǃ⎆ ⊍㠅 㠅DŽ5. 5.1⇨䖍㓬ⱘ䇃 (u)ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 (R)(㾕 )⒵䎇 ϟ㽕∖˖Ẅ⇨ ˖⇨ ˖㞾⬅ッ(䴲⛞ ッ) ӊ˖䰤 䰤 a İ20mm u=0.6mm u=1.2mm u=1.5mm u=1.5mmR=1001.tm R=100mR=150m R=300mҪa>20mm u=0.75mm u=1.5mm u=1.5mm u=1.5mmR=100gm R=150m R=300m R=500m⇨ ˖⛞㓱䖍㓬䰤ӊu=1.5mm u=1.5mmR=400μm R=800μm*Ҫu=1.5mm u=1.5mmR=800μm R=1500μm*⬅ ⶽ䗴 ⱘ䴲䫟 Ӹ⮩ϡ Ѣ3mmˈ Ѣ3mm ⫼ ⺼ⱘ ⊩⍜䰸 DŽ*˖䰸䴲⛞ 㡎㽕∖ ⱘ䇃 DŽ5.2 ㄝ⾏䖍㓬ⱘ䇃 (u)ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 (R) ⒵䎇ҹϟ㽕∖˖Ẅㄝ⾏䰤a.İ20mm u=1.0mm u=1.5mmR=100m R=150μma>20mm u=0.75mm u=1.5mmR=100m R=150mㄝ⾏ ⱘ䇃 㒣Ⳍ 㠍㑻⼒ DŽ5.3 ▔䖍㓬ⱘ䇃 ǃ Ⳉ䇃 ǃ㉫㊭ 䇃 ⱘ 㣗 㽕∖ 㒣Ⳍ 㠍㑻⼒ⱘ DŽ6. ㊒6.1 䖍㒉 ӊ 䖍㙬 (㾕㸼6.1)˗6.2 㒘 (㾕㸼6.2)˗6.3 ῑ 㠅 (㾕㸼3.3)˗6.4 ǃ㙬 (㾕㸼6.4)˗6.5 㸼䴶 㒓 ⛁⏽ (㾕㸼6.5)˗6.6 ↉㺙䜡(㾕㸼6.6)˗6.7 ⡍⅞ 㺙䜡(㾕㸼6.7)˗6.8 (㾕㸼6.8 6.9)˗6.9 㙟偼䯈 ⱘ (㾕㸼6.10)˗6.10 㙟偼ⱘ ⱘ (㾕㸼6.11)DŽ7.䗴㠍㠍ԧ㒧 ӊ ⱘ䋼䞣 㾕㸼7.1ǃ7.2 7.3DŽ Ѣ ϟ䳔⡍⅞⊼ ⱘ ˈ㠍㑻⼒ ϹḐⱘ 䗴 㽕∖ˈ՟ ˖催 䲚Ё ˗Ѣѻ⫳⮆ ⱘ ˗䆒䅵 ↉䖲 ˗催 䩶 DŽ8.䆺㒚⛞ 㽕∖8.1 ⛞㓱 121 (㾕㸼8.1ǃ8.2)˗8.2 㾦 ⛞⛞㓱 (㾕㸼8.3ǃ8.4)˗8.3 ǃ㾦 ⛞⛞㓱 ⢊(㾕㸼8.5)˗8.4 ⛞ǃ ⛞ 䭓 ⛞(㾕㸼8.6)˗8.5 ⛞㓱䯈䎱(㾕㸼8.7)˗8.6 㞾 ⛞(㾕㸼8.8).9. ⧚9.1 䫭 ⧚ˈ㾕㸼9.1㟇9.3˖9.2 ⛞㓱 ⧚ˈ㾕㸼9.4ǃ9.5˖9.3 㾦 ⛞㓱 121 ⧚ˈ㾕㸼9.6㟇9.8˖9.4 ǃ㾦 ⛞㓱 ⧚ˈ㾕㸼9.9˗9.5 ⧚⛞㓱䯈䎱ˈ㾕㸼9.10˖9.6 䫭䇃 ⧚ˈ㾕㸼9.11˖9.7 ⧚ˈ㾕㸼9.12˗9.8 ⛞㓱㸼䴶 ⧚ˈ㾕㸼9.13.㸼6.1 䖍㒉 ӊ 㙬䆺 䰤 ⊼±3±5±3mm±5mm aⱘ↣100mm±10mm±25mm↣10m㸼6.2㒘±1.5mm±3mm aⱘ↣100mmd 3+a/100mm a 5+a/100mm±5mm±8mm Џ㽕 ӊ䯈↣ϔ䯈䎱㸼6.3ῑ 㠅Rı3tmm Փ⫼䗖 㾦 ⛞ ⱘ±3mm±6mm±3mm±6mm±3mm±6mmh:±2..5mm h:±5mmϡϢ Ҫ㠅P: ±6mm P: ±9mmϡϢ Ҫ㠅P:±2mm P:±3mm 㸼6.4 ǃ㙬4mm6mm±D/200mmmax.+5mm±D/150mmmax.7.5mma t/2mm max.8mmqq30TH=15mmD=25mmF=15mm+5mm-5mm+10mm-5mm±5mm 㸼6.5⛁ ∈ԢѢ650ć⛁ ぎ ԢѢ900ćӴ㒳 㡎TMCP⛁ ぎ 䱣 ∈ԢѢ900ć(∈ 䍋 ⏽ԢѢ500ć)TMCP TMCP ⛁ ҙ∈ ぎ ⛁ ҙ∈ ぎԢѢ1000ćԢѢ900ć⊼˖(%)1556CuNi V Mo Cr Mn C Ceq㸼6.6 ↉㺙䜡乍Ⳃ 䰤 ⊼ 㺙䜡䭓ℷ䚼 ӊ䇃 ±2.5mm±10mm±5m5mm±5mm±20mm±10mm10mm㺙䜡䭓ℷ偼䚼 ӊⱘ䇃 ±2.5mm±10mm±10mm5mm±5mm±20mm±15mm10mm⊓ 㒓 䭓⌟䞣ゟԧ ↉㺙䜡ℷ䚼 ӊⱘ䇃Ϟϟ 䯈 ±2.5mm±10mm±5mm5mm±10mm±5mm±5mm±20mm±10mm10mm±20mm±10mm䴶ゟԧ ↉㺙䜡䭓ℷ䚼 ӊ䇃Ϟϟ 䯈䇃 ±2.5mm±10mm±10mm5mm±15mm±7mm±5mm±20mm±15mm10mm±25mm±15mm⊓ 㒓 䭓⌟䞣㸼6.7 ⡍⅞ 㺙䜡乍Ⳃ 䰤 ⊼Ϟϟ㠉䕈䯈䎱±5mm ±10mm䕈↖ 㓬Ϣ 㠅 䎱⾏±5mm ±10mmḚ 㺙䜡ⱘ 5mm 10mm㠉Ϣ䕈Ё 㒓ⱘ䇃 4mm 8mm㠉 6 mm10mmЏ 乊 Ⳉ 5 mm10mmЏ 乊 䭓 ±4 mm 6mm䆺 䰤 ⊼䭓±50mmⳌ 啭偼㒓㾖˄↣100m˅ϸⳌ䚏㠅 䯈ⱘ䎱⾏±15mmԧ㖬䍋±30mmԧ㖬䍋±20mm㠍Ё 䚼 催±15mm乍Ⳃ 䰤 ⊼㒓䯈䭓 ±50↣100m 䗖⫼Ѣ㠍䭓100m ҹϞⱘ㠍㠊DŽЎ⌟䞣 ⫼啭偼Ϣ㠍 䴶䖲 㟇佪 㒓 䎱⾏ҷЎ⌟䞣䕈↖ 㓬ϢЏ 䯈ⱘ䭓±25mm㠍Ё ±15mm䗖⫼ѢϞ⬆ ⌟䞣15m ҹϞⱘ㠍㠊DŽ㠍Ё ⏅±10mm 䗖⫼Ѣ㠍⏅10m ҹϞⱘ㠍㠊㸼6.11 㙟偼ⱘ ⱘ乍Ⳃ䰤⊼㸠䚼±2/1000mm ±3/1000mm佪ǃ 䚼±3ˋ1000mm ±4/1000mm⬆ (ϡ ῾ ⬆ ) 乊±3/1000mm±4/1000mm㠅±4/1000mm±5/1000mm῾ 䯈䎱ⱘ⌟䞣( l =3m)Ҫ±5/1000mm ±6/1000mml =㙟偼䯈䎱˄ l =3mm ˅䆺䰤⊼⛞ⱘⳈ㒓0.15t ˈ ӊa 0.2t ˈ Ҫa 3.0mm㾦⛞ⱘⳈ㒓a) 催 䩶ӊa t 1ˋ3 Ё㒓⌟䞣a 1 (5t 1—3t 2)ˋ6ҹḍ䚼㒓⌟䞣b) Ҫa t 1ˋ2ҹ Ё㒓⌟䞣a (2t 1ϔt 2)ˋ2ҹḍ䚼㒓⌟䞣 t 3 Ѣt 1ˈ ⫼t 3ҷ t 1㾦⛞ⱘⳈ㒓a) 催 䩶 ӊa t 1ˋ3ҹḍЁ㒓⌟䞣b) Ҫa1 t l ˋ2ҹḍ䚼㒓⌟䞣䆺 䰤 ⊼T 㒉 ӊ䴶 ⱘⳈ㒓ӊa=8.0mmT 㒉 ӊ䴶 ⱘⳈ㒓Џ㽕 ӊa 0.15t䴲Џ㽕 ӊ3.0mma 0.20tⱘⳈ㒓d L/50㙬 ˋ 㙟Ϣ 䯈ⱘ䎱⾏a 2.0mm3mm⛞ⱘⳈ㒓a 2.0mm䆺 䰤 ⊼῾ṕϢ㙟偼П䯈ⱘ䯈䱭A 2.0mmԡ㕂d 75 mm䯈䱭s 2.0mm㸼8.1 ⛞ ˄ ⛞˅䆺䰤⊼t 5mm G=3㾕⊼1䖍t ˚5mm G 3mm R 3mm ș=50°-70°㾕⊼1䖍t ˚19mm G 3mm R 3mm ș=50°-70°㾕⊼1䴶V ˄ ˅G 3mm R 3mm ș=50°-70°㾕⊼1䴶V ˄ϡ ⿄˅G 3mm R 3mm 6 h t/3mm ș=50°a=90°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ8.2 ⛞ ˄ ⛞˅䆺䰤⊼G=3—9mm ș=30°-45°㾕⊼1G 3mm ș=50°-70°R 3mm㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ㸼8.3 㾦 ⛞ ˄ ⛞˅䆺䰤⊼T 㾦G 2mm㾕⊼1㾦 㾦Į=50°-70°ȕ=70°-90°G 2mm㾕⊼1∌Й ⱘ 䴶 㾦G 4-6mm ș=30°-45°ϡ ⫼Ѣ ӊ㾕⊼1䖍 T 㾦G 3mm R 3mm ș=50°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ㸼8.4 㾦 ˄ ⛞˅䆺䰤⊼䴶J 㾦G=2.5—4mm r=12-15 mm R=3 mm ș 35°㾕⊼1⿄ 䴶 㾦t ˚19mm G 3 mm R 3 mm ș 50°㾕⊼1ϡ ⿄ 䴶 㾦t ˚19G 3mm R 3mm㾕⊼1⿄ 䴶J 㾦G=2.5—4mm R 3 mm r=12-15 mm ș 35°㾕⊼1⊼1˖Ⳍ ⱘ⛞ 㡎㒣㠍㑻⼒䅸 ˈѺ 䞛⫼ϡ ⱘ ˗䰸 ⛞ ⱘ⛞ 㡎ˈ㾕3.2 ⛞ 㡎䆘 DŽ䆺䰤⊼⛞㓱⛞㛮㾦ș 60°h 0.2R催h:6mm⛞ 䖍D=0mm 0.5mm㾦 ⛞㛮S=⛞㛮A=⛞S 0.9S d A 0.9a dѢⷁ⛞㓱䭓Sd:䆒䅵S a d ˖䆒䅵a㾦⛞⛞㾦㾦ș 90°䲚Ё ⮆ 㠍㑻⼒ 㽕∖ ⱘ㾦㾦⛞㓱 䖍D=0mm 0.5mm䆺䰤⊼㾦⛞B=2t 2+25䖍 ⛞㾦⛞㓱b 2t 2+25㠍㑻⼒ ⱘ ԡ㕂⛞t 12mm 12˘t 25mm 60mm 6mm 40°-50°12mm 80mm 0.5tmm 30°tmm1R șG L˚l䭓 ⛞t 12mm t ˚12mm20mm 80mm 2tmm 100mmG l L2l-3lmax.250mm㸼8.7⛞㓱䯈䆺 䰤 ⊼䎼⛞㓱for r 30mmd 5mmϸ ⛞㓱䯈ⱘ䎱⾏d 0mm㾦 ⛞㓱䯈䎱⾏d 10mmѢ⛞㓱䯈䎱⾏d 30mmѢ㠁䚼150mmd 300mm㸼8.8㞾 ⛞䆺 䰤 ⊼ ⛞˄SAW˅0 G 0.8mm G 5mm✻㸼8.1 8.2SAW ✻㠍㑻⼒䅸 ⱘWPS㾕⊼1㸼9.1 䫭 ⱘ ⧚䆺⊼⛞㓱䫭ӊa ˚0.15t 1 a ˚3mm 䇗 ҪA ˚0.2t 1 a ˚3mm㾦⛞㓱䫭a)ӊ 催 䩶t1/3˘a t 1/2-䗮 催10%⛞ a ˚t 1/2- 㟇 50a 㣗 䇗 b)Ҫa ˚t 1/2- 㟇 30a 㣗 䇗t 3 Ѣt 1,⫼t 3ҷ t 1T 㒉 ӊ䴶0.04b ˘a 0.08b Ў8mm ⱘ⺼ 䕀㾦ˈ 䎱⾏L=3a ⱘ㣗 ⒥䖛⏵DŽa ˚0.08b 8mm ˈ L=50a 㣗 䇗 DŽT ǃL 㾦䩶ǃ⧗ 䩶催 䇃3mm ˘a 6mm ⛞㸹˗ a ˚6mm ˈЏ㽕 ӊ L=50a ˈ Ҫ㒧 L=30a 㣗 䇗 DŽ2mm ˘a 5mm ˈ㸹⛞⛞㾦ⱘ䭓 Ϣ䯈䱭䭓 Ⳍ ˈa ˚5mm ˈ ӊ 䞡㸼9.2 ϡ ⧚䆺⧚⊼2mm ˘a 5mm ˈ ⱘ⛞㛮䭓 Ϣ ⱘ䯈䱭䭓 Ⳍ5mm ˘a 10mm ˈ 30~40°ⱘ㾦 ⛞㙬 / 㙟Ϣ 䯈ⱘ䯈䱭a ˚10mm ˈ 䯈䱭㟇50mmb=(2t+25)mm,min.50mm῾ṕϢ㙟偼䯈䯈䱭A ˚2mm, 㜅 䇗㸼9.3ϡ ⧚䆺⧚⊼ԡ㕂d ˘75mm ˈ㝍 Ϣ 䗮ˈ DŽϞϞ2mm ˘S 5mm ˈ Ѣ2mm ⱘ Ϣ⛞㛮䭓Ⳍ ⱘ䯈䱭5mm ˘S 10mm ˈ 䚼 㾦 ⛞䯈䱭S ˚10mm ˈ 䚼 㺙Ϣ 䚼Ⳍ 催 ⱘ20mm b 50mm㸼9.4 ⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ ˄ϡ ˅ Gİ10mm 45e㾦ˈ ⛞G˚10mm ˈ㚠䴶 ˈ㚠䴶ῑˈ ⛞˗ ˈ㚠䴶 ῑˈ⛞˗300mm ⱘ䴶 ⿄䴶⿄ 䴶Vϡ ⿄ 䴶V3mm˘Gİ3t/2˄ 25mm˅ ˈϔջ ϸջ ⛞ˈ 㸹䯈䱭ˈ 䳔㽕 㛑Փ⫼ t/2ⱘ㚠 ˈ Փ⫼㚠 ˈ㚠 ⛞ 䫆䰸ˈ⛞㓱㚠䴶 ῑ ⛞DŽG˚25mm 3t/2 ˈ Ў300mm ⱘ ˈ⛞ ԡDŽ㸼9.5 ⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ 䴶V ˈ ⛞Gİ25m Gİt/2 ˈ ϔ䖍ϸ䖍⛞ ˈ ⺼ ˈ ⛞ˈ⛞ 䫆 ˈ 㚠䴶 ῑ ⛞DŽG˚25mm ˈ 300mmⱘ DŽ䴶 ⛞ˈ 䴶V䴶V ⛞3˘Gİ3t/2˄ 25mm˅ ˈⱘ 䴶 䴶⛞ ⛞ 㸹䯈䱭ˈ䳔㽕Փ⫼ t/2ⱘ DŽ䞛⫼ ˈ⛞ 䫆䰸 ˈ 㚠䴶ῑ ⛞DŽG˚25mm t/2 ˈ 㟇 300mmⱘ ⛞ ԡ㸼9.6 ⛞ ⧚˄ ⛞˅䆺⧚⊼2mm ˘G İ5mm ˈ⛞㛮䭓 㟇㾘㣗㽕∖䭓+˄G-2˅5mm ˘G İ16mm ˈ 30~45e ϡ ˈ ⺼ 䴶 ⛞⛞ DŽT 㾦G ˚16mm G ˚1.5t 㟇 300mm ⱘ⧚t 2İt İt 1G İ2mma=5mm+㾦⛞㓱⛞㛮䭓ϡ ⫼Ѣ㺙䋻 ⳈѢ ⱘ DŽ㸼9.7 㾦 ⛞ ⧚˄ ⛞˅䆺⧚⊼3mm ˘G İ5mm ⛞5mm ˘G İ16mm ϡ ⛞ˈ Փ⫼ ˈ⛞ 䫆䰸ˈ 㚠䴶 ῑ ⛞ DŽ䴶T 㾦G ˚16mm ˈ 㟇 300mm ⱘ DŽ㸼9.8 㾦⛞ ⧚˄ ⛞˅䆺 ⧚ ⊼ 䴶J 㾦䴶T 㾦䴶 ⿄ T 㾦䴶ϡ ⿄T 㾦⿄ 䴶J 㾦3mm˘Gİ16mm ˈՓ⫼䱊⫋Ҫ䅸 ⛞ˈ⛞ 䫆䰸ˈ㚠䴶 ῑ ⛞ DŽ˚16mm ˈ 㟇 Ў300ⱘ DŽ㸼9.9 㾦 ⧚˄ ⛞˅䆺⧚⊼㾦⛞㓱⛞㛮䭓㸹⛞ ⛞㛮 ⛞㾦⛞㓱䎒㾦©˚90e ˈ 㽕 ⺼ ⛞ ˈՓП©˘90eDŽ㾦⛞㓱䎒㾦©˚90e ˈ 㽕 ⺼ ⛞ ˈՓП©˘90eDŽ⛞ 䖍㾦⛞㓱 䖍0.5˘D İ1mm, ҙЎ 䚼 䖍ˈ ⺼ ⒥DŽD ˚1mm ˈ 䖍 㸹⛞ ⒵DŽ催 䩶 䙓 ⷁѢ50mm ⱘⷁ⛞㓱DŽ⺼㒍䏃㸠ѢЏ DŽ㸼9.10 ⧚⛞㓱䯈ⱘ䎱⾏䆺 ⧚ ⊼⛞㓱Ϟ㟇 ϔ⛞㓱䯈 ⺼ ⒥㸼9.11䫭䇃 ⱘ ⧚䆺⧚⊼D ˘200mm ⱘ䫭䇃ӊˈ Ⳉ 75mm ˈ 㺙ぱ ⛞ DŽ©=40°-50°G=4-6mm 1/2t İt 1İt 2l =50mmѢ300mm, DŽҪ ӊˈ Ѣ300mm ˈ 䩶 ⛞䩶t 1=t 2 L =50mm,minӊѢ300mm , 䩶D ˚200mm ⱘ䫭䇃Ҫ ӊˈ Ѣ300mm ˈ 䩶 ⛞䩶t 1=t 2 L =50mm,min⛞ 㾦⛞DŽ催 䲚Ё ⮆ ˈ㺙ぱ ˈ 㒣㠍㑻⼒䅸 DŽ㸼9.12 ⧚䆺 ⧚ ⊼ ⧚L=300B=300mmR=5tmm 100mm˄1˅ 佪 ⛞˄2˅ ⛞㓱 䫆䰸ˈ 㟇⛞ 100mmDŽ⧚㒘⛞ 乎˄1˅ė˄2˅ė˄3˅ė˄4˅㝍 ⛞ⱘ ϔ䘧⛞⒵DŽ9.13⛞㓱㸼䴶䆺⧚⊼⛞ 亲1. 㾖 ⱘ亲ˈ⫼ 䫸 亲䫆䰸2. ⷖ 㾖 㟇ⱘ亲a)⫼ 䫸䫆䰸b) ⫼ 䫸ㄝϡ 䫆䰸ⱘ亲 㾦⺼ 䩱㾦⧚䆎Ϟˈ⛞ Ў䴲⺼ 䴶DŽ⛞㓱ϡ㸼䴶ϡ 䍙䖛3mm ˈ ⺼㟇 Ѣ3mm⧚ ḋ䗖⫼Ѣ㾦⛞㓱䍋 ⺼ ⹀B䚼 ⦄ 㠍㠊ⱘ ⧚䋼䞣Ⳃ1. 㣗2. ⧚ ⧚Ҏ ⱘϔ㠀㽕∖3. Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.2 ⛞ 㡎䆘3.3 NDE Ҏ 䌘Ḑ4.4.1 ⱘϔ㠀㽕∖4.2 ㄝ㑻ⱘㄝ5.⛞ ⱘϔ㠀㽕∖5.1 㠍ԧ㒧 䩶⛞ ⱘⳌ5.2 乘⛁ ➹ⱘϔ㠀㽕∖5.3 㠍㠊ⓖ⍂⢊ ∈㒓ҹϟ㠍ԧ ⊩⛞6. ⧚䋼䞣6.1 ⛞ ϔ㠀㽕∖6.2 ⱘ6.3 Ϟ6.4 䚼 ӊˋ ⱘ6.5 䚼 ӊˋ ⱘ ϔ㾦䩶ˋ⧗ 䩶ⱘ䖛⏵6.6 ッ䚼6.7 ⚍㜤㱔ⱘ⛞6.8 㺖㒍ⱘ⛞ ⧚6.9 㸼䴶㺖㒍ⱘ ⺼㗗 ⤂˖1.IACS“ 䋻㠍㠍ԧ㒧 Ẕ偠ǃ䆘Ԅ ⧚ ӊ”2.TSCF“ ⊍㠍㒧 Ẕ 㓈 ”3.TSCF“⊍㠍㒧 Ẕ ⢊ 䆘Ԅ ”4.IACS UR W11“ 䗮 催 㠍ԧ㒧 䩶”5.IACS UR W13“䩶 䩶ⱘ䆌⫼ 䋳 ”6.IACS UR W17“ 䗮 催 㠍ԧ㒧 䩶⛞ 䅸 ”7.IACS UR Z10.1“⊍㠍㠍ԧẔ偠” UR Z10.2“ 䋻㠍㠍ԧẔ偠”㸼ČČ8.IACS UR Z13“㟾㸠Ё ⧚ 㓈 ”9.IACS 㤤 No.12“⛁䔻䩶 䩶㸼䴶䋼䞣㽕∖ ”10. IACS 㤤 No.20“㠍ԧ⛞㓱Ẕ ”1.㣗1.1 䆹 Ў㠍ԧ㒧 ⧚䋼䞣 կ DŽ ⦄ 㠍㠊∌Й ⧚ⱘ㽕∖DŽ䖭ѯ ϔ㠀䗖⫼Ѣ˖ϔ 㾘㠍ϔ㠍㑻⼒㾘㣗䗖⫼ⱘ㠍ԧ䚼ϔ 䗮 催 㠍ԧ㒧 䩶 䗴ⱘ㠍ԧ㒧ӏԩ ϟՓ⫼ 㒣㠍㑻⼒ DŽ䆹 ϔ㠀ϡ䗖⫼Ѣϟ䗄 ⧚˖ϔ⡍⾡㠍㠊ˈ՟ ⇨ԧ㠍ϔ⫼ϡ䫜䩶 Ҫ⾡㉏ ㄝ㑻䩶 ⱘ㒧1.2 њ ⱘ ⧚ ⊩ 䖭ѯ ⧚Ё 䞡㽕䚼 ⱘ ⧚䋼䞣 կњ DŽ䰸 Ё 䇈 ˈҹϟ 㡎∈ Ϟ 䗖⫼Ѣ 㾘䆒䅵ⱘЏ㽕㒧 䴲Џ㽕㒧 DŽ✊㗠ˈ Ѣ㠍ԧⱘЈ⬠ 催 ЎϹḐⱘ ˈ ⾡ϟ 㒣㠍㑻⼒ DŽ䆘Ӌ㠍ԧ㒧 㒧 ӊⱘЈ⬠ ˈ䇋 㾕 㗗 ⤂lǃ2ǃ3DŽ1.3 Ѣ⬅Ѣ ϡ䎇 ԧ䆒䅵ϡ 䍋ⱘ ⱘ ⧚ˈՓП㒧 䖒 ⱘ ˈϡ 㛑 ∌Й ⧚DŽ䖭⾡⢊ ϟˈ䳔㽕 ⱘ 㛑䍙 䆒䅵, Ё ϡ 䖭ḋⱘ 䖯ˈԚ 㗗 㗗 ⤂1ǃ2ǃ3DŽ2.ϔ㠀 ϟˈ 㑻㠍ⱘ㠍ԧ㒧 㽕䖯㸠 ⧚ ˈ ⧚ 㠍㑻⼒偠㠍 ⲥⴷϟ䖯㸠ˈ ⧚ DŽ2.2 ⧚ ✻㠍㑻⼒ⱘ㽕∖ ⱘ㾘 ⬅ ǃ ⧚ 䆕 㛑 䖯㸠㠍ԧ ⧚ 㛑 䆕䋼䞣ⱘҎ 䖯㸠DŽ2.3 ⧚ 㛑 Ѣ ⧚ⱘ ӊϟ䖯㸠ˈ Ѣ 䖒ˈ 㛮 ǃ✻ 䗮亢ⱘ㾘 ˈ⛞ Ϯ 㛑䒆䙓亢䲼䲾ⱘ ӊϟ䖯㸠DŽ2.4 㠍ԧ㒧 ⱘ⛞ ⬅ 䌘Ḑⱘ⛞ ˈ ✻䅸 ⱘ㒣ㅒ ⱘ⛞ 䖯㸠ˈ Փ⫼⬅㠍㑻⼒䅸 ⱘ⛞ ˈ㾕3㡖DŽ⛞ ⧚ ⱘⲥⴷϟ䖯㸠DŽ2.5 㢹 㟾㸠Ё㽕䖯㸠 㛑 㠍㑻ⱘ㠍ԧ ⧚ˈ ⧚ ⧚ⱘ 䯈 ⧚ ˈ ⧚㣗 ⧚乎 ˈ Ѹ㠍㑻⼒偠㠍 DŽ㾕 㗗 ⤂8DŽ3.Ҏ 䌘Ḑ3.1 ⛞ 䌘Ḑ3.1.1 ⛞ 㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˈ EN287ˈIS09606ˈASME IX㡖ˈANSIˋAWS D1.1㗗ḌDŽ Ҫ Ѹ㠍㑻⼒䆘 DŽ ⧚ ⛞ 䌘Ḑ䆄 ˈϨ㛑 㽕∖ կ ⱘ䅸 䆩偠䆕кDŽ3.1.2 Փ⫼ Ẅ䖯㸠 㞾 ⛞ ⱘ Ҏ ˈ 䖭ѯ Ҏ ⛞⛞㓱㛑䖒 㽕∖ⱘ䋼䞣ˈϔ㠀ϡ䳔㽕㒣䖛䅸 䆩偠DŽ✊㗠ˈ Ҏ 䆒 㺙 䴶ⱘ䎇 䆁ˈ 䆁䆄 ѻ 䆩偠㒧 ⬭ ↣Ͼ Ҏ ⱘḜ 䆄 ЁˈϨ 䳔㽕 կ㠍㑻⼒Ẕ .3.2 ⛞ 䆘⛞ ✻㠍㑻⼒ⱘ 䅸 ⱘ 䰙 ˈ EN288ǃ IS09956ǃASMEIX 㡖ǃANSIˋAWSDl.1䖯㸠䆘 . Ҫ Ѹ㠍㑻⼒䆘 .⛞ ⛞ 䆘 䆄 Ў ӊˈ 䇈 к ⛞ 䖛ǃ⛞ ǃ⛞㓱 ǃ El ǃ⛞ ⛞ ԡ㕂DŽ3.3 NDE Ҏ ⱘ䌘Ḑ3.3.1 Ңџ䆘Ӌ ⱘ⛞㓱 ⧚䋼䞣ⱘ ӸҎ ˈ ヺ ⒵䎇㠍㑻⼒㾘㣗 䅸 ⱘ ǃ 䰙 ⱘ䌘Ḑ㽕∖DŽ Ҏ ⱘ䆄 䆕к կ偠㠍 Ẕ DŽ4.4.1 ⱘϔ㠀㽕∖4.1.1 ⧚ Փ⫼ ⱘ㽕∖ϔ㠀Ϣ㠍㑻⼒㾘㣗Ё 䗴㠍ⱘ 㽕∖Ⳍ ˈ( 㗗 ⤂5)DŽ4.1.2 ⱘ ϔ㠀 Ϣ 䅸 ⱘㄝ㑻Ⳍ DŽЎ 䗝 Ḝˈ㠍㑻⼒г ヺ 䅸 ⱘ 䰙 ⱘ ㄝ㑻ˈԚ䖭ѯ Ϣ ⫼ ㄝ㑻㽕∖ㄝ 㒣㠍㑻⼒ DŽ4.2㡖Ёⱘϔ㠀㽕∖ 䗖⫼Ѣ䆘Ԅ䩶 ㄝ㑻ⱘㄝ DŽ4.1.3 䰸䴲㒣㠍㑻⼒⡍ ˈ ϡ ҹԢ 䩶㕂 催 䩶DŽ4.1.4 䗮 催 㠍㒧 䩶 ⬅㠍㑻⼒䅸 ⱘ ✻կ䋻㉏ ㄝ㑻⫳ѻDŽ4.1.5 ⧚Ё Փ⫼ⱘ ⬅㠍㑻⼒ ✻㾘㣗Ё 䗴㠍ⱘ 㽕∖䖯㸠 䆕DŽ ⡍⅞⢊ ϟ ϔ㠀䰤Ѣ 䞣ⱘ ˈ ҹḍ Ҫ ⱘ偠䆕 ⡍ ⱘ ќҹ DŽ䖭⾡ ḍ ↣ 㒣㠍㑻⼒ DŽ4.2 ㄝ㑻ⱘㄝ4.2.1 ㄝ㑻ㄝ 䆘 㟇 ϟ䗄 䴶ⱘ ˖ϔ⛁ ⧚ˋѸ䋻⢊ϔϔ Ẅ 㛑ϔ4.2.2 㸼4.1ⱘϔ㠀㽕∖䗖⫼Ѣ䆘 50mmҹ ˈㄝ㑻 E40ⱘ 䗮 催 㠍ԧ㒧 䩶ⱘㄝ DŽ4.2.3 㸼4.2Ё㒭 њϔѯ䅸 ㄝ Ѣ㠍㑻⼒㾘㣗Ё㾘 ⱘ㠍ԧ㒧 䩶ㄝ㑻ⱘ䩶 ㄝ㑻䗝 DŽ5.⛞ ⱘϔ㠀㽕∖5.1 ⛞ Ϣ㠍ԧ㒧 䩶ⱘⳌ5.1.1 ϡ ㄝ㑻ⱘ㠍ԧ㒧 䩶 IACS UR W17(㾕 㗗 ⤂5)䗝 ⛞ DŽ5.2 乘⛁ ➹ⱘϔ㠀㽕∖5.2.1 ḍ ⱘ ˈ⛞ 䖛 ˈ ⱘ㑺 䳔㽕乘⛁DŽ5.2.2 ⦃ ⏽ ԢѢ0ć ˈ乘⛁⏽ 㟇 Ў5ćˈ ⢊ ϟ⛞ 䆕 ➹DŽ5.2.3 㸼5.1Ё㒭 催 䩶 Ԣ乘⛁⏽ ⱘ 䆂DŽ Ѣ㞾 ⛞ ⫼䕗催 ⛁⏽ ˈ՟ ˈ ⛞ˈ⏽ ҹ䰡Ԣ50ćDŽ 䖨 ⛞ ⛞㓱 ⧚ˈ 㾘 25ćDŽ5.3 㠍㠊ⓖ⍂ ∈㒓ҹϟ㠍ԧ ⱘ ⊩⛞5.3.1 䗮䩶 㾘 ⱘ ϡ䍙䖛355MPaⱘ催 䩶Ϟ⛞ Ϩ 䰤Ѣ 䚼 ⧚ ˈ 䆌 ⓖ⍂㠍㠊∈㒓ҹϟ㠍ԧ 䖯㸠⛞ DŽ⍝ Ҫ催 䩶ⱘ⛞ 㣗 ⧚ⱘ䰆∈ ќҹ⡍ 㗗㰥ˈ ⹂ ⛞ ⱘ㠍㑻⼒ DŽ5.3.2 㠍ԧ䰆∈ Ϟ⛞ ˈ Փ⫼Ԣ⇶⬉⛞ Ԣ⇶⛞ 㡎DŽ⫼Ѣ 䞥 ⛞ⱘԢ⇶⛞ 䆕 Ԣ DŽ5.3.3 Ў 䆕 ➹ 䰡Ԣ 䗳⥛ˈ㒧 ⛞ ⫼ ♃ ㉏Ԑ 乘⛁ˈ㟇 䖒 5ć ⛞ 㡎Ё㾘 ⱘ⏽ DŽ乍Ⳃ㽕∖䇈-C˗ㄝѢ ԢѢ-P S˖ㄝѢ ԢѢ-Mn˗ 㑺Ⳍ Ԛϡ䍙䖛1.6ˁ-㒚 ㉦ ㋴˗ ḋ 䞣-㜅⇻ 㡎CuǃNiǃCrǃMoㄝ ㋴ⱘϡ䍙䖛0.8ˁẄ 㛑- ˖ㄝѢ 催Ѣ- ˗ㄝѢ 催Ѣ-Ԍ䭓⥛˗ㄝѢ 催Ѣ- ˗ Ⳍ 䕗Ԣⱘ⏽ ϟㄝѢ 催Ѣˈ 䗖⫼䰙 ϡ 䍙䖛㠍㑻⼒㾘㣗Ԣ㽕∖80 Nˋmm2Ѹ䋻 ӊⳌ ⛁ ⧚ձ 催⛁䔻⢊ (AR)䔻⢊ (CR)ℷ☿⢊ ˄N)(TM)1)⏀☿ ☿(QT)1)1)TM QT䩶ϡ䗖⫼Ѣ⛁Ⳍ ϹḐ 䆌 䋳 ˖˖0.3mm˖ḍ 䅸 ⱘ ⹂㸼4.1䆘 䗮 催 㠍ԧ㒧 䩶ㄝ㑻ㄝ ⱘ 㣗 Ԣ㽕∖㸼 4.2Ϣ㠍㑻⼒㾘㣗 䗮 催 㠍ԧ㒧 䩶ㄝ㑻Ⳍ↨䕗ⱘ䩶 ㄝ㑻䆂 Ԣ乘⛁⏽ (ć)⺇ 䞣1)t comb<50mm50mm<t comb<70mm2)t comb>70 2) Ceq<0.39---Ceq<0.41---Ceq<0.43- 50 100Ceq.<0.45 50 100 125·Ceq<0.47 100 125 150Ceq.<0.50 125 150 175㸼5.1乘⛁⏽⊼1)Ceq=C+ (Cr4-MO+V)ˋ5+(Ni+Cu)ˋ15(ˁ)2)㒘 tcomb=t1+t2+t3+t4ˈ ⼎6. ⧚䋼䞣6.1⛞ ,ϔ㠀㽕∖6.1 ㉫㊭乍Ⳃ 䰤 ⊼ ㄝ㑻ㄝѢ 催Ѣ 䩶 ㄝ㑻㾕4㡖⛞ IACS UR.W17( 㗗 ⤂6)ḍ ㄝ ⱘ 䰙 䅸ˋ㉫㊭ 㾕⊼㾷 6.1 d<1.5mm ⺼ ⒥乘⛁㾕㸼5.1䩶 ⏽ ϡԢѢ5ć。
船舶建造----施工要领(适合快速理解和适应船厂各个工序)
--船体建造和施工要领---------------一、概述:本船舶建造方案主要统筹和指导协调本船从设计开始至交船期间船舶建造各环节的相关工作,是我厂建造船舶的纲要文件。
本船为入ABS船级社的散货船,尾部单机单浆推进,甲板间4个30吨克令吊,折叠双扇液压舱盖;钢质船体,高强度钢占主结构70%,货舱区船体为纵骨架式,双底双壳结构,机舱和艏尖舱为横骨架式,设有球鼻艏。
(一)主要技术参数和特征:1.船型参数:总长: --垂向间长: -----型宽: ----------型深: ---------设计吃水: -----------结构吃水: ---------服务航速: ----------货舱:由6道水密舱壁分隔为5个货舱,其中3号货舱兼为压载舱。
2.结构参数:肋骨间距: ----- (600mm首/尾)主甲板距基线: ---------主甲板到A甲板: ----------其他生活区甲板: ---------驾驶甲板: ----------艏楼甲板: ---------主甲板梁拱: ---------双层底高度: ---------(二)船体分段划分及基本建造方针1.分段划分原则及方针:根据我厂的情况,采用‘平面分段与立体分段结合’的建造方针,实行:桁材和梁的小组--平(曲)面分段中组---立体分段大组---下水平台立体总段总组---坞内总段大合拢(搭载)的工艺流程;2.分段划分原则上为8米、10米或12 米;3.立体小分段的划分根据预制场地起重能力,原则上不得大于65吨,一般分段应控制在45吨左右;4.分段划分方式详见《分段划分图》;5.艉部分段和艏部分段的搭载分别先后在3#坞东预制场地进行,采用下水驳下水,最后在2#坞内对接合拢;6.尾段包括尾尖舱、机舱、NO.5货舱、NO.4货舱和NO.3货舱后部;7.首段包括首尖舱、NO.1货舱及内部锚链舱等结构、NO.2货舱、NO.3货舱前部;8.尾部上层建筑整体预制并进行预舾装,待船舶主体合拢后整体上船吊装(主甲板上第一层结构散装);9.钢板定货基本尺寸:a.12mx2.4m和10mx2.4m为主b.10mx2.4m和9mx2.4m 和8mx2.4m10.船舶主体分段数量为225个,其中包括平面分段和立体分段;总段数量8个;(三)船舶建造重点考虑内容:1.首尖舱及球鼻首部位的制造工艺、精度控制、线形光顺等;2. 尾轴位置的建造工艺、精度控制、尾轴安装、尾轴镗孔等;3.舵系部分结构及安装调试等;4.甲板舱口围及舱盖液压动力系统的安装调试,舱口围板和舱盖的建造工艺、精度控制等。
钢制内河船舶建造规范2016-

中国船级社钢质内河船舶建造规范(2016)生效日期:2016年7 月1 日北京总目录总则 ........................................................................................................................................................................... 0-1 第1篇船体 ........................................................................................................................................................... 1-1 第2篇轮机 ........................................................................................................................................................... 2-1 第3篇电气设备 ................................................................................................................................................... 3-1 第4篇控制、监测、报警和安全系统 ............................................................................................................... 4-1 第5篇货物冷藏 ................................................................................................................................................... 5-1 第6篇消防 ........................................................................................................................................................... 6-1 第7篇材料与焊接 ............................................................................................................................................... 7-1 第8篇其他 ........................................................................................................................................................... 8-1中国船级社钢质内河船舶建造规范2016总则总 则1 适用范围1.1 除另有规定外,本规范适用航行于表1.1规定的内河水域且船长大于或等于20m的钢质船舶,但下列船舶除外:(1)军船;(2)渔船;(3)帆船;(4)运动竞赛艇;(5)游艇。
铝合金船建造方案

铝合金船建造方案引言铝合金船舶是使用铝合金材料建造的船舶。
相比于传统的钢铁船舶,铝合金船舶具有更轻的重量、更高的强度和更好的耐腐蚀性能。
本文将介绍铝合金船舶的建造工艺和设计方案。
工艺流程铝合金船舶的建造工艺主要包括如下几个步骤:1.设计阶段:根据船舶的用途和需求,进行船舶的设计和方案制定。
包括船舶的尺寸、结构、布局等。
2.材料准备:选择合适的铝合金材料,并进行切割和加工,以满足船舶建造的需要。
3.缝焊工艺:使用适当的焊接方法,对铝合金材料进行焊接,连接各个船体部件,保证结构的强度和稳定性。
4.表面处理:对焊接后的铝合金进行表面处理,包括除氧化膜、打磨和喷涂等,以提高船舶外观和耐腐蚀性能。
5.装备安装:根据船舶的用途,将相应的设备和系统安装到船体上,包括动力系统、控制系统、通信设备等。
6.舾装工艺:安装并调试船舶的内饰和舾装设施,确保船舶的舒适性和功能完善。
7.测试和调试:对船舶进行各项测试和调试,确保其性能和安全性达到设计要求。
8.交付使用:经过各项检验和验收后,将船舶交付给用户使用。
设计方案在设计铝合金船舶时,需要考虑以下几个方面:1.良好的航行性能:船舶的航行性能是船舶设计中最重要的要素之一。
通过科学的船体设计和船型优化,可以确保船舶具有良好的航行稳定性和操控性能。
2.结构强度:铝合金材料相比于钢铁材料具有较低的密度,但其强度仍然较高。
在设计铝合金船舶时,需要综合考虑船体的各个部位,保证船舶整体的结构强度和刚性。
3.耐腐蚀性能:铝合金船舶具有良好的耐腐蚀性能,特别适合用于海洋环境中。
在设计铝合金船舶时,需要选用适当的防腐材料和防腐工艺,以保证船体的耐腐蚀性能。
4.舒适性与安全性:船舶的舒适性和安全性也是设计中需要考虑的重点。
在舾装设计中,需要设计合理的内饰布局和舒适的船舱设施,以满足不同用户的需求。
同时,需要考虑船舶的安全特性,如防滚性、防火性等。
优势和应用铝合金船舶相比传统的钢铁船舶具有许多优势,因此在各个领域有广泛的应用。
12M小船检验规则

中华人民共和国渔业船舶检验局渔业船舶法定检验规则船长大于或等于7m但小于12m沿海渔业船舶法定检验技术规则2009目录第一章总则··································································································第1节一般规定····························································································第2节作业航区划分····················································································第3节定义 ··································································································第4节特别规定····························································································第二章检验和发证····························································································第1节一般规定····························································································第2节检验范围····························································································第3节证书签发····························································································第三章船舶构造与机电设备················································································第1节一般规定····························································································第2节船体 ··································································································第3节轮机 ··································································································第4节电气设备····························································································第四章稳性、载重线、吨位丈量 ·····························································第1节稳性 ··································································································第2节载重线·······························································································第3节吨位丈量····························································································第五章船舶设备·······························································································第1节一般规定····························································································第2节救生设备····························································································第3节消防设备 ·····························································································第4节航行和信号设备 ····················································································第5节无线电设备 ··························································································第6节防污染 ································································································附件1 ···············································································································2第一章总则第1节一般规定1.1.1 法令1.1.1.1 根据《中华人民共和国渔业船舶检验条例》第三条规定,中华人民共和国渔业船舶检验局是依照该条例规定实施检验管理的主管机关。
[整理]船舶建造方案
![[整理]船舶建造方案](https://img.taocdn.com/s3/m/ed87ecfeb9f67c1cfad6195f312b3169a451ead2.png)
0 引言船舶的建造方案是工程管理系统中建造程序计划的核心,而建造程序计划是整个工程管理的主线。
可见,编制好建造方案是一项重要的生产技术准备工作。
它是在合同签订前后的初步设计和详细设计阶段中进行的。
它的编制是以船体为基础、舾装为中心、现代化造船技术为主导,通过工艺、计划、成本、质量、施工等综合平衡的一揽子统筹整体方案,是一部取得最佳综合效益的总纲和工作宪法 [3]。
可见制定优秀良好的建造方案可以在一定程度上节约劳动力的成本和资金的成本,对船厂的生产、发展有着重大的意义。
船舶建造方案的主要内容包括船体建造阶段的具体划分,分(总)段的制造方法,部件和组件的制作方式,船舶在船台上的建造方法和船舶舾装的阶段(分段舾装、单元舾装、船台舾装和码头舾装)和内容的划分,以及应采取的各项技术组织措施等[1]。
因此,船体建造方案是船厂进行生产设计和工艺准备,制订生产计划和指导生产过程的主要依据。
选择船体的建造方案是一项极为重要的任务,一般应满足以下要求[1]:(1)从船厂的实际生产条件出发,充分利用现有设备,并进行船体结构预装配焊接场地的布置,包括平台和胎架的数量、胎架的结构形式、胎架场地的合理布置及分段的堆放场地等。
(2)能保证船厂建造此种船舶的年度计划的完成,应进行船舶建造总顺序及进度安排,确定船舶建造的总周期、船台(船坞)周期及船舶下水前的完工量。
(3)确定船体建造方法,能满足船舶结构及工艺上的合理性要求。
(4)能获得最好的技术经济指标,其中包括提高质量、降低成本、降低材料消耗、缩短造船周期、提高生产效率等。
(5)有利于合理组织劳动力和均衡生产节拍。
有利于扩大机械化、自动化生产,改善施工条件,减轻劳动强度。
(6)解决因产品特点及船厂条件所带来的施工难题。
对于不同产品,建造方案的内容范围也不相同。
影响选择船体建造方案的主要因素是船舶产品的特点和船厂的生产条件两个方面[2]:一、船舶产品的特点(1)船舶主尺度及船型特点的影响(2)产品批量的影响二、船厂生产条件(1)船厂起重运输能力(2)生产场地(3)船厂劳动生产负荷船舶建造方案的编制目前主要就是从船舶产品的特点和船厂的生产条件来进行分析,但由于诸多复杂因素的影响,对设计要求和工艺要求等方面也要进行综合的考虑。
船舶建造理论与工艺完整版
第一章1.造船的定义是什么?造船是为客户(私人、公司、政府等)生产产品(船舶、近海结构浮动设施等)的一门工业。
2.船舶建造过程分哪几个特定阶段?船东需求(设计任务书的确定)一初步设计(初步概念设计)一合同设计一报价投标签合同一详细设计(生产设计)一实际建造。
3.施工设计和生产设计的区别?生产设计是告诉生产者怎样造船。
施工设计是告诉生产者建造怎样的船。
现代造船:初步设计、详细设计、生产设计;传统造船:方案设计、技术设计、施工设计、完工设计。
4.船舶实际建造分哪几个阶段零部件生产、组合件生产、分段生产、船体大合拢。
5.造船企业的目标是什么?通过造船获得利润。
6.船舶的定义是什么?船舶是在水中漂浮的复杂建筑物。
7.船舶类型主要有哪些?客船、杂货船、集装箱船、散货船、滚装船、油船。
8.写出中、美、英、德、日、挪威、俄、意船级社英文缩写。
中国一CCS美国一ABS英国一LR德国一GL小日本一NK挪威一DNV俄国一RSU意大利一RINA法国-BV9•四次造船高峰:一二次分别是一二战期间,第三次是20世纪70年代中后期,第四次是21世纪初。
第二章1.什么是现代造船模式?现代造船模式的技术基础有哪些?现代造船模式可理解为统筹优化理论为指导,应用成组技术原理,以中间产品为向导,按区域组织生产,壳舾涂作业在空间上分道,时间上有序,实现设计,生产,管理一体化,均衡,连续的总装造船。
现代化造船模式的技术基础是成组技术等先进的工程技术和科学管理方法,目标是贯彻以“中间产品”为导向的建造策略,实现造船效率,质量,和安全水平的不断提高。
2.现代造船模式的内涵及基本要素是什么?现代模式的内涵:1)应用成组技术的制造原理和相似性原理,以及系统工程的统筹优化理论,是形成现代现代造船模式的理论基础。
2)应用成组技术的制造原理,建立以中间产品为导向的生产作业系统,是现代化造船模式的主要标志。
3)中间产品导向型的生产作业体系的基本特征是以中间产品的生产任务包形式体现的。
船舶建造工艺课件-12-板材成形加工

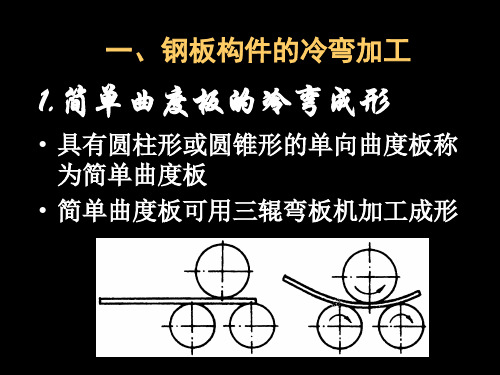
• 冷弯成形:使用辊弯机将钢板弯曲为所需形状。 • 热弯成形:加热钢板后使用机械力弯曲。 • 水压成形:利用水压力将钢板压成所需形状。 • 手工锤击:通过使用锤击工具将钢板锤打成所需形状。
代数控加工方法
• 数控剪切:利用数控切割机精确地剪切钢板。 • 数控冲压:使用数控冲床在钢板上冲出所需形状。 • 激光切割:通过激光束将钢板切割成所需形状。 • 数控成形机:使用数控设备将板材精确成形。
船舶建造工艺课件-12-板 材成形加工
本课件将介绍船舶建造中的关键步骤之一-板材成形加工。探讨了传统方法和 现代数控加工方法,并讨论了应用、缺陷和工艺优化。
什么是板材成形加工?
板材成形加工是一种用于改变钢板形状的方法,以满足船舶建造的要求。通过压力、热力和机械力等手段,将 平板变形为复杂的曲面。
传统的板材成形加工方法
3 皱纹
4 尺寸不准确
调整成形角度和加工参数,保持一致的应力。
确保设备和模具的制造精度。
船舶板材成形加工的工艺优化
1. 精确的姿态和力学分析。 2. 优化模具设计与制造。 3. 智能数控加工设备应用。 4. 精确控制工艺参数和工艺流程。
小结
板材成形加工是船舶建造中至关重要的环节。通过传统和现代方法,我们可以完美演绎船舶的各种曲面。在优 化工艺的指导下,我们能够进一步提高船舶建造的质量和效率。
板材成形加工在船舶建造中的应用
• 船体外壳:将钢板成形为船体的曲面结构,提供船只的强度和防护性。 • 船舶构件:形成船舶的框架、甲板和舱壁等关键构件。 • 船舶设备支架:定制成形加工用于支撑和安装各种设备。
常见板材成形加工缺陷及其解决办法
1 裂缝
2 变形
控制板材材质和温度,使用合适的成形工艺。
应用合适的支撑和压力分布。
船舶建造通用标准(船体)

度保持在 2500C,时间为 2h,烧结型的焊剂为 3500C,时间为 1h,保温温度在 80—1000C待用。 3. 焊前应清除焊缝坡口和焊缝两侧 50mm 范围内的锈、油污、油漆、(不包括车间
第 11 页 共 11 页
拼板预制精度精度标准施工项目标准范围允许极限检测方法005mm10mm塞规01t02t且不大于20mm塞规20mm35mm塞规15mm30mm塞规15mm30mm塞规20mm30mm角尺101000l201000l直尺10mm20mm直尺框架上画线与平台误差10mm15mm20mm30mm1平面分段装配标准mm标准范围允许极限分段宽度曲面分段长度曲面分段方正度曲面1015分段扭曲度10202立体分段装配标准mm标准范围允许极限10上下平面中心线偏差曲面立体15平面立体10上下平面肋位线偏差曲面立体15平面立体1020分段扭曲度大型钢性立体分段曲面立体1525同一水平构件高度偏差船台装配标准大合拢mm标准范围允许极限备注双层底中心线与船台中心线3050甲板平台横舱壁与双层底5080艏艉端点与船台01h015h端点高度上层建筑与甲板4080上舵承中心线与船台中心线4080轴空中心与船台中心线5080底部平台甲板四角水平80120舱壁左右前后水平4060舷侧分段前后水平50100上层建筑四角水平100150分段合拢口肋距1002003060舷侧分段5080上层建筑100150舱壁垂直度01h10mm012h且12mm高度船体总长01船体型宽0101焊接标准对接焊的焊余不得低于钢板表面其上限不得超过下列值
13.船体外板、强力甲板、和舱口围板等重要部位的对接焊缝,咬边深度 d 允许值为: 当板厚 t≤6mm 时 d≤0.3mm 局部 d≤0.5mm 当板厚 t>6mm 时 d≤0.5mm 局部 d≤0.8mm 其它部位的对接焊缝及角焊缝的咬边深度允许值为: 当板厚 t≤6mm 时 d≤0.5mm 当板厚 t>6mm 时 d≤0.8mm 图 3—10 咬边
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
三、船台装配的准备工作
(一) 船台上的准备工作 1、划船台中心线 (centerline of berth) 方法: ① 拉线架吊线锤法。 ② 激光经纬仪法。
②
①
2、划肋骨检验线(frame station line on berth)
• 按船台安装定位线图,在嵌入船台地面的槽钢上 划出的供船台装配定位用的与船台中心线成90° 交角的垂直线。 • 注意:当船体基线倾斜时,所划的肋骨间距不等 于理论间距值。
3、塔式建造法
以分段为单元进行船台装配,先将基准分段定位固定, 然后向首尾及两舷自下而上地依次吊装各分段,建造过程中 所形成的安装区域呈宝塔状发展。 优点:有利于扩大施工面和船台周期。 缺点:焊接变形不易控制,完工后首尾上翘较大。
4、岛式建造法 将船体划分成2~3个建造区(简称“岛”),每个岛选择 一个基准分段,按塔式建造法同时进行建造,岛与岛之间用嵌 补分段连接起来。 两岛建造法:划分两个建造区。 三岛建造法:划分三个建造区. 优点: 能充分利用船台面积,扩大 施工面,缩短造船周期;焊 接总变形比塔式法小。 缺点: 嵌补分段的装配定位作业比 较复杂。
第二节 船台装配方式
船台装配方式(也称建造法),随产品对象和 船厂生产条件的不同多种多样。 常用的船台装配方式有水平建造法,总段建造 法,塔式建造法,岛式建造法,串联建造法,两段 建造法等。 选择哪种建造方法,应根据船厂的船台条件、 起重能力、船型大小、船体结构特点及建造周期等 因素综合考虑而定。
(二)船体上的准备工作
在分段制造阶段完成,船台装配前检查。 (1)装焊吊环 (2)准备船台装配临时支撑材 (3)划分(总)段船台安装定位线和对合线 典型分段的船台装配定位线: ① 底部分段:分段中心线,肋骨检验线,水平检验线,舱壁 位置线。 ② 舷侧分段:水平检验线(水线1~2根),肋骨检验线, 舱壁位置线,甲板边线。 ③ 甲板分段:分段中心线,肋骨检验线,舱壁位置线。 ④ 舱壁分段:分段中心线,水平检验线(水线1~2根)。
7、整体建造法 将零、部件直接送上船台装焊成整艘船体。 缺点: 船台周期长,施工条件差,高空和手工作业多。 优点: 可因陋就简造船。
8、区域造船法 以统筹优化理论为指导,应用成组技术原理,以中间产 品为导向,按区域组织生产,壳、舾、涂作业在空间上分道, 时间上有序,实现设计、生产、管理一体化,均衡、连续地 总装造船。 主要特征: (1)改变过去的船、机、电系统分工为按区域进行生 产设计的设计、制造、管理一体化; (2)改变按工种车间组织生产为按区域以复合工种组 织生产; (3)改变以现场调度为主的管理方式为实行严格计划、 流水作业定量的自主管理。 实现壳、舾、涂一体化的区域造船法可大大缩短船舶建 造周期,降低成本,提高产品质量,保证安全生产。
串联建造法(tandem shipbuilding method)建造过程示意
回导航
6、两段造船法 将整艘船划分为首尾两 大段,并分别在船台(船坞) 上建造,竣工后下水,然后 再在水上对接成整艘船。 工艺特点: (1)环形大接缝面的公 差应严格控制,接头边缘修 割正确,首尾两段浮力相等; (2)首、尾两段分别下 水; (3)水上大合拢时,接 头处需密封装置; (4)拉拢装配时,要用 特制拉紧定位装置。
3、倾斜船台上基线的勘划
(1)用水平软管划高度标杆上的基线
操作步骤: ① 在船台尾端一根标杆上按合适的高度取a点; ② 将水平软管一端放对a点,另一端放对第二根标杆得b′点; ③ 以b′点为基准向上量 l1sin的距离得b点,b点即为第二根标 杆上的基线位置; ④ 用同样的方法在其余标杆上得c、d、e等各点; ⑤ 所有标杆上的基线高划好后用下式检验其正确性:
(l1 l2 l3 ) sin bb cc dd
(2)用激光经纬仪划高度标杆上的基线
4、划高度标杆上的高度理论线
根据高度样棒,在高度标杆上划基线、水线、甲板边 线等高度线。 (1)高度标杆的设置 水平船台上:在船台中间的左右两侧各设一根。 倾斜船台上:根据测量要求,设置多根。 注意:高度标杆垂直于水平面设置。 (2)高度标杆与船体各高度线的关系
半坞式船台
船体在船台上大合拢
沪东造船集团10万吨级双船台
广船的船台
在 修 船 舶
7000吨级江海直达货轮“长盛”号下水
青山船厂的与水平船台配套的16股梳式下水滑道
青山船厂专门用于修船的北船台
上海外高桥
上海外”滚装船在江南坞修
二、船台工艺装备
5、串联建造法 在船台尾端建造第一艘船舶 的同时,就在船台首端建造第 二艘船舶的尾部,待第一艘船 下水后,将第二艘船的尾部移 至船台尾端,继续吊装其他分 段形成整艘船体,与此同时, 在船台首端建造第三艘船的尾 部,依次类推。 优点: ①提高船台利用率,缩短船 台建造周期; ②提前进行舾装作业; ③能改善生产管理,均衡生 产节奏。 适用条件:船台长≥1.5倍船 长;配移船设备。
1、总段建造法 将主船体沿船长方向划分成若干总段,以总段为 单元在船台上装配成整个船体的建造法。 优点: ① 船台装焊工作量少,有利于缩短船台周期; ② 有利于减小焊接总变形; ③ 提高预舾装工作量; ④ 能提前进行密性试验。 缺点: 总段重量大,受船台起重能力的限制较大。
2、水平建造法 在船台上先将船底分段装焊完,再向上逐层装焊 直至形成整个船体的建造法。 优点:适用于建造船台散装件较多的船。 缺点:船台周期较长,焊接变形大,难以预舾装。
1、部件装配(sub-assembling )(小合拢) 2、分段装配(section assembling )(中合拢) 3、船台装配( berth assembling )(大合拢)
第一节 船台类型及其工艺装备
一、船台及其类型
1、船台(building berth,berth)
与下水设施相连的具有各种设备将分 (总)段组装成整个船体的工作场所 或固定建筑物 ; 应具有坚实的地基 ; 设置在船体车间附近并靠近水域的地 方。
必须设置移船设备(船台小车、钢 轨)。
第二节 船台装配方式
船台装配方式(也称建造法),随产品对象和 船厂生产条件的不同多种多样。 常用的船台装配方式有水平建造法,总段建造 法,塔式建造法,岛式建造法,串联建造法,两段 建造法等。 选择哪种建造方法,应根据船厂的船台条件、 起重能力、船型大小、船体结构特点及建造周期等 因素综合考虑而定。
1、总段建造法 将主船体沿船长方向划分成若干总段,以总段为 单元在船台上装配成整个船体的建造法。 优点: ① 船台装焊工作量少,有利于缩短船台周期; ② 有利于减小焊接总变形; ③ 提高预舾装工作量; ④ 能提前进行密性试验。 缺点: 总段重量大,受船台起重能力的限制较大。
2、水平建造法 在船台上先将船底分段装焊完,再向上逐层装焊 直至形成整个船体的建造法。 优点:适用于建造船台散装件较多的船。 缺点:船台周期较长,焊接变形大,难以预舾装。
串联建造法(tandem shipbuilding method)建造过程示意
回导航
6、两段造船法 将整艘船划分为首尾两 大段,并分别在船台(船坞) 上建造,竣工后下水,然后 再在水上对接成整艘船。 工艺特点: (1)环形大接缝面的公 差应严格控制,接头边缘修 割正确,首尾两段浮力相等; (2)首、尾两段分别下 水; (3)水上大合拢时,接 头处需密封装置; (4)拉拢装配时,要用 特制拉紧定位装置。
3、船台拉桩 埋在船台两侧及近中线面处,供分段定位时拉曳用。 4、脚手架 设置在舷外或舷内供人员高空来往和作业用的工作台架。
脚手架
5、墩木 • 按布置:龙骨墩,边墩; • 按材料:木墩,金属墩,水泥墩。
墩木
可调节式墩木
(二)水平船台上的工艺装备 拥有倾斜船台的工艺装备;
船台肋骨槽钢
第三节 船台装配工艺过程
一、塔式建造法的船台装配工艺过程 以在纵向倾斜船台上采用塔式建造法为例,说明 船台装配工艺要点。 1、吊装基准分段 (1)吊运基准分段到船台相应位置; (2)基准分段定位
吊装前的准备工作
• 分段的吊起: • 在分段中心线附近各焊一只眼环,并各装两只拉 条的松紧 • 铺设墩木
(一) 纵向倾斜船台上的主要工艺装备
1、船台中心线板(槽钢) • 用槽钢或钢板条制成; • 嵌埋在船台中心线的地面上; • 长度:比能建造的最大船舶长6~10m; • 宽度:100~150mm; • 作用:划船台中心线、标注肋位号。
2、高度标杆 • 设置在船台两侧,铅垂竖立; • 刻有基线、水线、甲板线以及其他高度理论线; • 作用:船台铺墩、分(总)段定位和检验的高度 基准。
底部分段的定位过程:
① 使分段肋骨检验线对准船台上相应的肋骨检验线; ② 使分段中心线对准船台中心线; ③ 使分段船底基线高度与规定的船底基线高度符; ④ 使分段纵倾度与龙骨坡度相符,横向处于水平。
1、确定分段长度方向上的位置
2、确定分段宽度方向上的位置 3、测量分段两端距基线的高度
2、吊装相邻底部分段 (1)将分段吊上船台; (2)定位
船台装配
(The berth assembling)
船台装配(Berth assembling )
定义1:将分段或总段以及少量的零、部件在船 台上组合焊接成整个船体的工艺过程。 定义2:在部件装焊、分(总)段装焊的基础上, 在船台上完成船体整体装焊的工艺阶段。
俗称:大合拢。
船体装配的几个主要工艺阶段:
2、船台的类型
(1)纵向倾斜船台(inclined building berth) • 船台表面与水平面呈一定倾斜度(船台坡度)。 • 地基:钢筋混凝土。 • 两侧:铺设平行的起重机轨道,配置起重能力较 大的起重机。 (2)水平船台(horizontal building berth) • 船台表面呈水平状态,一般与机械化下水滑道结 合使用。 (3)船坞 (dock) • 低于水面,端部设闸门,在闸门关闭后能将水排 干以从事船舶修造的水上建筑物; • 一般配置大跨距大举力的龙门式起重机。