除氧器乏汽回收装置
汽阱乏汽回收装置在热力除氧器的应用
汽阱乏汽回收装置在热力除氧器的应用许建芬(福建省东锅节能科技有限公司,福建福州350003)摘要:在不影响除氧器除氧的前提下,利用汽阱乏汽回收装置对除氧器的乏汽进行回收利用,取得了良好的经济效益和社会效益。
关键词:除氧器汽阱乏汽回收效益1 概论某公司热电厂中压锅炉系统共有3台DCM-170型除氧器,采用蒸汽加热方式对送往1-3号锅炉(150t/h,3.82MPa)的给水进行热力除氧,除氧后的富氧余汽从除氧器顶部排空。
这种除氧方式具有简单、可靠和除氧效果好的优点,但也造成一定量的蒸汽随着废气排出,导致热量损失和能源浪费。
而放散的蒸汽量根据统计计算,一般占到除氧总消耗蒸汽量的5%左右。
经测算,1-3号除氧器每小时外排乏汽约1.5吨。
就除氧器乏汽回收而言,要想合理有效回收利用这些乏汽,必须克服以下几个难点:➢热力除氧器乏汽排放压力很低,输送能力很差,无法再直接利用。
➢排汽是蒸汽与高浓度氧气及其它不凝气的混合物,需要分离大部分超标气体。
➢除氧器排汽出口压力不能升高,以免造成除氧效率的降低,这就要求且乏汽回收系统的压力不能提高,否则会对生产工艺产生影响。
➢多台除氧器排汽用同一套系统回收不能相互影响。
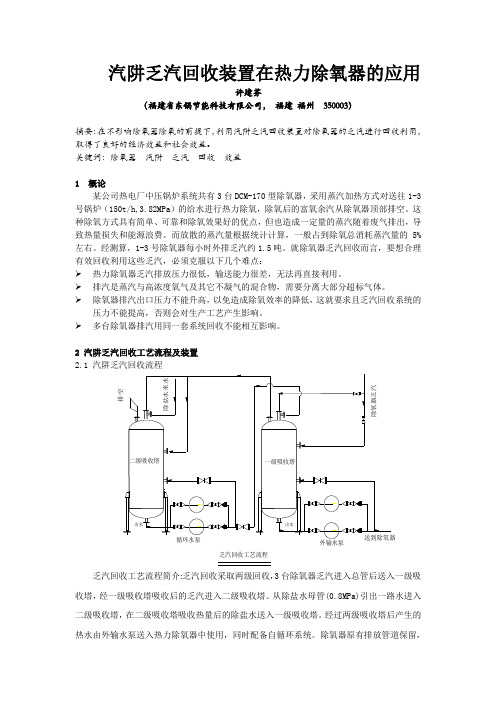
2 汽阱乏汽回收工艺流程及装置2.1 汽阱乏汽回收流程乏汽回收工艺流程乏汽回收工艺流程简介:乏汽回收采取两级回收,3台除氧器乏汽进入总管后送入一级吸收塔,经一级吸收塔吸收后的乏汽进入二级吸收塔。
从除盐水母管(0.8MPa)引出一路水进入二级吸收塔,在二级吸收塔吸收热量后的除盐水送入一级吸收塔。
经过两级吸收塔后产生的热水由外输水泵送入热力除氧器中使用,同时配备自循环系统。
除氧器原有排放管道保留,从排放阀门前引回收管线,经二级吸收塔回收后的不凝气体外排。
控制系统采用独立的可编程控制器进行控制。
在吸收塔塔上安装磁翻板液位计和液位传感器,一方面将实际液位进行现场就地指示,另一方面通过传感器将液位信号送给控制系统。
控制系统将检测到回收器内的实际液位与液位设定值进行比较后,通过电机的变频调速控制液位,连续调节使吸收塔的液位保持稳定。
乏汽回收装置

乏汽回收装置一、现状由于能源价格的不断上涨,国内的煤炭价格也大幅攀升,节约能源、降低企业成本成为各企业最为紧迫的任务。
而企业大量的工业锅炉、电站锅炉在运行中配备除氧器及汽水系统配备的锅炉定排扩容器和疏水扩容器产生大量的低压蒸汽、闪蒸汽(乏汽)向外排放。
另外,很多企业在使用蒸汽的过程中,由于工艺的原因会产生很多排放的低压蒸汽,造成极大的能源损失及浪费,回收经济价值巨大。
如将此类有回收价值的乏汽进行合理回收利用,经济价值非常明显。
根据我们测定,一般除氧器排汽量约1.0t/h左右,疏扩、定扩的排汽量约1.0~1.5t/h,有的达到2~3t/h。
鉴于目前国家、企业对节能减排的日益重视,南京兆泉科技有限责任公司于2005年开发出了具有自主知识产权、国内领先的全自动乏汽热能回收装置,它可以广泛用于除氧器、定连排扩容器、疏水等各类装置排放乏汽的回收,以及各类工艺排放蒸汽的回收。
能为企业的创造巨大的经济效益、改善企业的生产环境,为企业节能减排提供了有力的保障。
应用领域:石油化工、电力、冶金、造纸、轻工及其他行业中生产及使用蒸汽的场合,均可利用本装置回收:如:锅炉热力除氧器排汽锅炉定连排扩容器排汽供热设备末端排汽工业透平排汽纸厂蒸球排汽有回收价值的工艺排汽二、排汽热能回收工艺流程乏汽热能回收工艺流程采用了南京兆泉科技有限公司特有的的专利技术。
乏汽热能回收工艺流程见图1、图2。
图1 除氧器乏汽回收系统工艺示意图图2 乏汽回收工艺示意图流程如下:从凝泵出口来的凝结水或化学除盐水在汽水混合器内与除氧器、疏扩、定扩或工艺排放的乏汽进行传热传质混合,排汽被水冷凝成均匀的气—水混合物,进入脱气贮水罐。
在脱气贮水罐中通过除氧设备,被分离的氧气和其它不凝气体与水分离后排放。
热水在液位控制器控制下,经加压泵加压后送到温度相近的低加出口热水管道中或直接进除氧器。
排放乏汽的热能与冷凝水被全部回收。
减少加热用新蒸汽用量,其数量约为排放乏汽量。
除氧器乏汽回收装置
除氧器乏汽回收装置华电电科刘乔兵电厂的除氧器排汽是具有较低压力和温度的饱和蒸汽和空气的混合物,由于其做工能力较低,一般都直接对空排放,未加以利用,带来较大的热量损失和高品质的洁净水损失。
在世界能源危机和水资源紧缺的大背景下,电厂节能减排的目光也投向了原来不起眼的除氧器乏汽的排放上。
目前,对于乏汽回收的方法均采用热交换方式,根据具体换热方式所不同,可分为混合式直接换热和换热器间接换热。
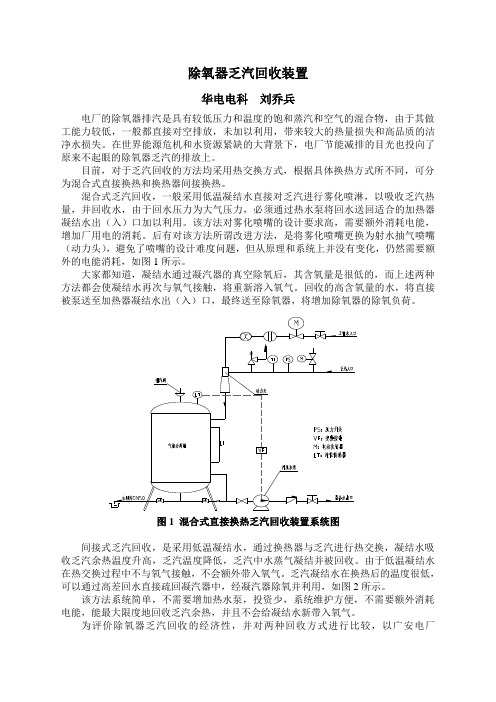
混合式乏汽回收,一般采用低温凝结水直接对乏汽进行雾化喷淋,以吸收乏汽热量,并回收水,由于回水压力为大气压力,必须通过热水泵将回水送回适合的加热器凝结水出(入)口加以利用。
该方法对雾化喷嘴的设计要求高,需要额外消耗电能,增加厂用电的消耗。
后有对该方法所谓改进方法,是将雾化喷嘴更换为射水抽气喷嘴(动力头),避免了喷嘴的设计难度问题,但从原理和系统上并没有变化,仍然需要额外的电能消耗,如图1所示。
大家都知道,凝结水通过凝汽器的真空除氧后,其含氧量是很低的,而上述两种方法都会使凝结水再次与氧气接触,将重新溶入氧气。
回收的高含氧量的水,将直接被泵送至加热器凝结水出(入)口,最终送至除氧器,将增加除氧器的除氧负荷。
图1 混合式直接换热乏汽回收装置系统图间接式乏汽回收,是采用低温凝结水,通过换热器与乏汽进行热交换,凝结水吸收乏汽余热温度升高,乏汽温度降低,乏汽中水蒸气凝结并被回收。
由于低温凝结水在热交换过程中不与氧气接触,不会额外带入氧气。
乏汽凝结水在换热后的温度很低,可以通过高差回水直接疏回凝汽器中,经凝汽器除氧并利用,如图2所示。
该方法系统简单,不需要增加热水泵,投资少,系统维护方便,不需要额外消耗电能,能最大限度地回收乏汽余热,并且不会给凝结水新带入氧气。
为评价除氧器乏汽回收的经济性,并对两种回收方式进行比较,以广安电厂300MW机组乏汽回收进行计算,计算结果见表1。
图2 换热器间接乏汽回收装置系统图广安电厂一期300MW机组除氧器根据运行工况不同乏汽排放所含饱和蒸汽量为1.2~2.0t/h,计算按平均排放量1.6t/h,运行压力0.745MPa,此时饱和温度为167.5℃,冷却用低温凝结水温度34.4℃,动力头回收方式的回水即为供出凝结水,温度设定为与8#低压加热器凝结水出口温度一致,为82.2℃;换热去回收方式回水温度为40℃,供出凝结水温度与8#低压加热器凝结水出口温度一致,为82.2℃。
浅谈我厂除氧器乏汽回收利用
浅谈我厂除氧器乏汽回收利用摘要:除氧器是火电机组及工业锅炉的给水加热系统中重要辅机之一。
它主要用途是除去锅炉给水中的氧和二氧化碳等非冷凝气体,防止设备及其汽水系统管路腐蚀,其次是将锅炉给水加热至除氧器压力下的饱和温度,并汇集回收机组其它方面的余汽、疏水等。
从而提高了机组的经济性,并保证机、炉设备长周期安全运行。
为保证除氧器溶解氧合格,需将溶解在水中的氧气和其他气体全部直接对空排放,这样就造成能源及水资源的极大浪费。
为解决热动力站除氧器乏汽的能源及水资源浪费问题,因此我厂针对除氧器排出的乏汽进行回收利用。
关键词:除氧器乏汽回收利用1、除氧器作用:主要作用就是用它来除去锅炉给水中的氧气及其他气体,保证给水的品质。
同时,除氧器本身又是给水回热加热系统中的一个混合式加热器,起到了加热给水、提高给水温度的作用。
2、除氧器工作原理热力除氧就是利用蒸汽把给水加热到相应的压力下的饱和温度时,蒸汽分压力将接近于水面上全压力,溶于水中的各种气体的分压力接近于零。
因此,水就不具有溶解气体的能力,溶于水中的气体就被析出,从而清除水中的氧和其他气体。
3、我厂除氧器结构型号我厂除氧器型号为:旋膜式除氧设备主要由除氧塔头、除氧水箱两大件以及接管和外接件组成,其主要部件除氧器(除氧塔头)是由外壳、新型旋膜器(起膜管)、淋水篦子、蓄热填料液汽网等部件组成。
⑴、外壳:是由筒身和冲压椭圆形封头焊制成,中、小低压除氧器配有一对法兰联接上下部,供装配和检修时使用,高压除氧器留配有供检修的人孔。
⑵、旋膜器组:由水室、汽室、旋膜管、凝结水接管、补充水接管和一次进汽接管组成.凝结水、化学补水、经旋膜器呈螺旋状按一定的角度喷出,形成水膜裙,并与一次加热蒸汽接管引进的加热蒸汽进行热交换,形成了一次除氧,给水经过淋水篦子与上升的二次加热蒸汽接触被加热到接近除氧器工作压力下的饱和温度即低于饱和温度2-3℃,并进行粗除氧.一般经此旋膜段可除去给水中含氧量的90-95%左右。
一种除氧器乏汽回收利用装置[实用新型专利]
![一种除氧器乏汽回收利用装置[实用新型专利]](https://img.taocdn.com/s3/m/d41028355e0e7cd184254b35eefdc8d376ee1472.png)
专利名称:一种除氧器乏汽回收利用装置专利类型:实用新型专利
发明人:许成林,刘洁祥
申请号:CN202123002466.X
申请日:20211201
公开号:CN216244234U
公开日:
20220408
专利内容由知识产权出版社提供
摘要:本实用新型公开了涉及除氧器领域的一种除氧器乏汽回收利用装置,包括除氧器、板式换热器和安装板,板式换热器端部一侧分别通过管道连接有乏汽进管和冷凝水出管,板式换热器端部另一侧分别通过管道连接有第二除盐水输送管和除盐水出管,乏汽进管和冷凝水出管均通入板式换热器内且相互连通,第二除盐水输送管和除盐水出管均通过板式换热器内且相互连通,除盐水出管的出水端位于除氧器内;该新型管网除盐水能通过乏汽在换热时对温度升高后进入除氧器,有利于节省蒸汽,能对乏汽进行快速冷却冷凝,方便人员后续对冷凝水进行回收利用,适合广泛推广使用。
申请人:东营齐润化工有限公司
地址:257000 山东省东营市广饶县丁庄镇政府驻地
国籍:CN
更多信息请下载全文后查看。
除氧器余汽余热回收装置的应用及节能效益分析

除氧器余汽余热回收装置的应用及节能效益分析一、引言- 简要介绍除氧器余汽余热回收装置的概念和意义- 突出本文的研究意义和实践价值二、除氧器余汽余热回收装置的工作原理和组成- 介绍余汽余热回收装置的组成和工作原理- 详细解析装置的工作流程和各部分功能三、应用案例分析- 选取典型的工业生产厂家进行案例分析- 根据案例介绍余汽余热回收装置的应用情况- 分析应用的节能效益和经济效益,并与传统加热方式进行比较四、节能效益分析- 分析余汽余热回收装置的节能效益- 介绍不同使用场景下的效益表现- 探讨装置对企业节能降耗的重要性五、结论与展望-总结本文的研究内容和深度分析结论- 回顾余汽余热回收装置在节能方面的价值和意义- 展望未来这一装置的发展前景和新的研究方向六、参考文献一、引言近年来,随着国家对能源节约、环保问题的关注度越来越高,企业的能源使用成本也得到了越来越多的关注。
尤其是在工业领域,各类生产设备都需要消耗大量的能源,但同时也会产生大量余热、余汽等废气废热问题。
如果能够有效回收和利用这些废气废热,不仅可以大大降低企业的能源消耗成本,还可以减少污染排放,起到环保的效果。
因此,除氧器余汽余热回收装置就应运而生。
在工业生产过程中,采用高温高压水为原料进行生产,使水中的氧气、氮气等气体大量溶解在水中。
同时,由于高温高压的影响,水中会产生大量气泡,这些气泡中几乎全部都是氮气。
因此,在生产过程中,需要通过除氧器将水中的气体去除。
而与此同时,除氧器中的气体却可以被回收利用。
这就是除氧器余汽余热回收装置的主要作用。
本文将从除氧器余汽余热回收装置的工作原理和组成、应用案例分析以及节能效益等方面进行深入研究,以期推广这一装置的应用,减少能源消耗,达到节能降耗、环保的目的。
二、除氧器余汽余热回收装置的工作原理和组成1. 工作原理在工业生产过程中,水中气体的排除是至关重要的。
如果不对水体中的气体进行处理,将会极大地影响到工业生产的稳定性和生产质量。
一种除氧器乏汽回收装置[实用新型专利]
![一种除氧器乏汽回收装置[实用新型专利]](https://img.taocdn.com/s3/m/ebca646f83d049649a6658c0.png)
专利名称:一种除氧器乏汽回收装置
专利类型:实用新型专利
发明人:何晨红,郗海波,魏科学,刘兵,计鹏义申请号:CN201922091878.1
申请日:20191128
公开号:CN211011317U
公开日:
20200714
专利内容由知识产权出版社提供
摘要:一种除氧器乏汽回收装置,包括从脱盐水管道引出的脱盐水,所述的脱盐水管道输出端分别两路,分别从顶部和底部连接喷淋罐,喷淋罐上连接有除氧器,所述的喷淋罐顶部设置有丝网除沫器,所述的喷淋罐底部设置有增压泵进口阀,增压泵进口阀通过增压泵提压后经过出口手阀和出口调节阀后进入除氧器。
本实用新型将除氧器乏汽中携带的蒸汽冷却为蒸汽凝液返回除氧器进行回收利用。
具有设计合理,投资少、占地面积小,回收率高的特点。
申请人:陕西润中清洁能源有限公司,彬县煤炭有限责任公司
地址:713600 陕西省咸阳市长武县五里铺工业园
国籍:CN
代理机构:西安智大知识产权代理事务所
代理人:王晶
更多信息请下载全文后查看。
汽阱乏汽回收装置在热力除氧器的应用

排气 口排出 , 详见图 2 。
汽 阱 就象 一个 立 体 的热 量 黑洞 .专 门
图 1 乏 汽 回 收 工 艺 流 程
吸 收低 压 蒸汽 .它与 普 通热 泵 或 喷射 泵最 大 不 同是 .它 的 乏 汽 流动 空间直径 大 . 可 图 2 乏汽回收装置原理蹦
乏汽回 收工艺流 程简介 :乏汽 回收采 取 2级 回收 , 3台
除氧器 乏汽进入 总管后送入 1级吸收塔 。 1 吸收塔 吸收 经 级
后 的乏汽进入 2级 吸收塔 。 从除盐水 母管 (.MP ) I 1 O8 a i 出 路  ̄
作者简介 : 许建芬 ,0 1 2 0 年毕 业于中南大学热能与动力工程专业 ,0 7年起 中南大学动力工程专业在职工程硕士学 习, 20 曾在 中国铝 业中州分 公 司设计院从事设计及设 计管理 工作任公 用工程 室主任 。0 1 2 1 年起任福建省 东锅节能科技 有限公 司技 术部经理。
特别稳 定 . 时乏汽 一直处 于流通 中 , 存 在被 “ ” 问题 , 同 不 憋 的
年 可 节 约 购 煤 成 本 :0 . 125 4万 元 。
乏汽流量 和压力 较大变 化波动 的能力 . 同时又 把氧气 和空气
等不凝气 分离 出来 。它 为多段沿程走 廊 吸收方式 , 与低 压 这 乏汽 喷射 泵 的小混合 室及 小 喉部 吸收 的单点 小通 径方 式 不 同 . 汽在 流动 的过 程 中被 逐步 的分 段 吸收 . 乏 每一 个小 段 的 吸收 都是 少量 的 . 收发生 在一 个流 动方 向 的立体 内 , 以 吸 所
工 艺 产 生 影 响
吸 收式乏汽 回收装 置分为 3部分 1 为高负荷快 速吸 级 收段 : 果 出现乏汽 为短期 而大 量的排 放 。 如 对其 快速 反应 和
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
除氧器乏汽回收装置
华电电科刘乔兵
电厂的除氧器排汽是具有较低压力和温度的饱和蒸汽和空气的混合物,由于其做工能力较低,一般都直接对空排放,未加以利用,带来较大的热量损失和高品质的洁净水损失。
在世界能源危机和水资源紧缺的大背景下,电厂节能减排的目光也投向了原来不起眼的除氧器乏汽的排放上。
目前,对于乏汽回收的方法均采用热交换方式,根据具体换热方式所不同,可分为混合式直接换热和换热器间接换热。
混合式乏汽回收,一般采用低温凝结水直接对乏汽进行雾化喷淋,以吸收乏汽热量,并回收水,由于回水压力为大气压力,必须通过热水泵将回水送回适合的加热器凝结水出(入)口加以利用。
该方法对雾化喷嘴的设计要求高,需要额外消耗电能,增加厂用电的消耗。
后有对该方法所谓改进方法,是将雾化喷嘴更换为射水抽气喷嘴(动力头),避免了喷嘴的设计难度问题,但从原理和系统上并没有变化,仍然需要额外的电能消耗,如图1所示。
大家都知道,凝结水通过凝汽器的真空除氧后,其含氧量是很低的,而上述两种方法都会使凝结水再次与氧气接触,将重新溶入氧气。
回收的高含氧量的水,将直接被泵送至加热器凝结水出(入)口,最终送至除氧器,将增加除氧器的除氧负荷。
图1 混合式直接换热乏汽回收装置系统图
间接式乏汽回收,是采用低温凝结水,通过换热器与乏汽进行热交换,凝结水吸收乏汽余热温度升高,乏汽温度降低,乏汽中水蒸气凝结并被回收。
由于低温凝结水在热交换过程中不与氧气接触,不会额外带入氧气。
乏汽凝结水在换热后的温度很低,可以通过高差回水直接疏回凝汽器中,经凝汽器除氧并利用,如图2所示。
该方法系统简单,不需要增加热水泵,投资少,系统维护方便,不需要额外消耗电能,能最大限度地回收乏汽余热,并且不会给凝结水新带入氧气。
为评价除氧器乏汽回收的经济性,并对两种回收方式进行比较,以广安电厂
300MW机组乏汽回收进行计算,计算结果见表1。
图2 换热器间接乏汽回收装置系统图
广安电厂一期300MW机组除氧器根据运行工况不同乏汽排放所含饱和蒸汽量为1.2~2.0t/h,计算按平均排放量1.6t/h,运行压力0.745MPa,此时饱和温度为167.5℃,冷却用低温凝结水温度34.4℃,动力头回收方式的回水即为供出凝结水,温度设定为与8#低压加热器凝结水出口温度一致,为82.2℃;换热去回收方式回水温度为40℃,供出凝结水温度与8#低压加热器凝结水出口温度一致,为82.2℃。
年运行小时数按5000小时计算,标煤价格按1000元/吨,锅炉效率为91%,上网电价0.41元/度,水价按3.0元/立方,热水泵效率按80%,经济性计算和投资回报结果见表1。
分析计算表明,换热器回收方式较动力头(或喷雾)回收方式具有如下优点:
1.由于换热器回收方式的乏汽凝结水回水温度低于动力头回收方式的混合温度,所以换热器回收方式所回收的热量约高于动力头回收方式,随着乏汽量的增大,差距越大。
2.换热器回收方式保持原工质各自的流程,不会带来氧的重新溶入或其它污染。
3.换热器回收方式的低温凝结水可在通过换热器吸热后直接加以利用,不需要增加热水泵设备,没有新的电能消耗,同时也减少了系统维护费用,提高了系统的运行安全可靠性。
4.换热器回收方式运行操作简单灵活,只需对低温凝结水入口调节阀和乏汽凝结回水水位调节阀进行控制。
5.换热器回收方式投资小,收益高,投资回报年短,不到1.5年。
表1 除氧器乏汽回收不同方法对比计算
名称单位换热器回收动力头回收乏汽中饱和蒸汽量t/h 1.6 1.6
乏汽压力MPa 0.745 0.745
乏汽温度℃167.484 167.484 凝结水泵出口压力MPa 1.2 1.2
低温凝结水温度℃34.4 34.4
回水温度℃40 82.2
单位时间回收热量kw 1153.980 1075.493 年运行5000小时回收热量kJ 2.08E+10 1.92E+10 供出凝结水温度℃82.2 82.2
冷却凝结水量t/h 20.792 19.378
回水泵耗功kw 0.000 8.750
回水泵年耗电量kw.h 0.000 43748.466 回水泵年电费万元0.000 1.794
年节约标煤t 780.108 721.135 节煤年收益万元78.011 72.113
年节水量t 8000.000 8000.000 年节水收益万元 2.4 2.4
年总收益万元80.411 72.720
装置投资万元120.000 160
投资回报年年 1.49 2.20。