基于MCS—51单片机的普通机床数控改造
毕业设计 基于普通机床的数控改造
四川工程职业技术学院-----毕业设计基于普通机床的数控改造专业:数控技术(维修方向)班级:07-1班姓名:甘亚军学号:200712020020指导教师:冯华勇2010年 5月30日引言 (2)第一章数控机床的概述 (3)1.1 数控技术的产生与发展 (3)1.2数控技术的发展趋势 (3)1.2.1数控装置 (4)1.2.2伺服系统 (4)1.2.3机械结构技术 (4)1.2.4数控编程技术 (4)1.2.5向智能化方向发展 (5)第二章数控改造 (6)2.1机床数控改造总体方案 (6)2.2数控系统的选择 (6)2.3车床机械结构的改造 (8)2.3.1机床改造相关项目参数 (8)2.3.2 机械部分器件选择表 (9)2.3.3数控机床机械结构设计特点 (10)2.3.4主传动系统 (10)2.3.5进给系统 (11)2.3.6滚珠丝杆的选择 (11)2.4 电气部分的改造 (12)2.4.1电气部分的改造参数设计 (12)2.4.2 控制系统的改造 (12)2.4.3 驱动系统改造设计 (13)2.4.5电气改造中的PLC部分 (15)2.4.7主轴变频器电气控制 (17)2.4.8主轴及其控制 (18)2.4.8.1 主轴 (18)2.4.8.2 主轴的控制方式 (19)第三章改造完成后的整机调试 (20)1)。
电源的检查 (20)2)。
参数的设定确认 (21)3)。
机床通电试车 (21)4)机床精度和功能的测试 (22)5)试运行 (23)指令: (24)结论 (25)参考文献 (26) (34)引言制造业是将制造资源(物料、能源、设备、工具、资金、技术、信息和人力)通过制造过程转化为可供人们使用与利用的工业品和生活消费品的行业。
机械制造业就是制造具有以一定形状和尺寸的零件或产品,并把它们装配成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其他行业的生产提供装备,这些行业的产品再被人们所使用。
普通车床的数控化改造设计设计

课程设计说明书设计题目:普通车床的数控化改造设计指导老师:设计:班级:学号:时间:一、概述普通车床是金属切削加工中最常见的一类机床,当工件随主轴回转时,通过刀架的纵向移动和横向移动,车床能加工出内外圆柱面、圆锥面、端面、螺纹面等。
借助成形刀具,车床还能加工各种成形回转表面。
普通车床刀架纵向、横向的进给运动由主轴的回转运动经挂轮传递而来,通过进给箱变速后,由光杆或丝杠带动溜板箱、纵溜板移动。
进给参数要靠手工预先调整好,如果改变参数,则要停车进行操作。
刀架的纵向进给运动和横向进给运动不能联动。
对普通车床进行数控改造,主要是将纵向和横向进给系统改造为CNC装置控制的,能独立运动的进给伺服系统,将刀架改造成为能自动换刀的回转刀架,这样利用CNC装置,车床就可以按顺序进行切削加工。
由于切削参数、切削次序和刀具选择都可以由程序控制和调整,再加上纵向进给和横向进给联动的功能,数控化改造后的车床就可以加工出各种形状复杂的回转零件,并能实现多工序自动切削,从而提高生产效率和加工精度,还能适应小批量、多品种负责零件的加工二、总体方案设计总体方案设计应考虑机床数控系统的运动方式、伺服系统的类型计算机以及传动方式的选择等。
1.数控系统的选择。
普通车床数控化改造后应具有定位、快速进给、直线查补、圆弧查补、暂停、循环加工和螺纹加工等功能,因此,普通车床数控化改造所选用的数控系统应为连续控制系统。
目前,市场上适用于普通车床数控化改造的数控系统较多,如西门子公司的SIEMENS802S型系统、华中数控公司的“世纪星”21/22型系统、广州数控公司的980T型系统等。
2.伺服系统的选择。
普通车床数控化改造后一般为经济型数控机床。
在保证具有一定加工精度的前提下,从改造的成本考虑,应简化结构,降低成本。
因此,进给伺服系统采用一步进电动机为驱动装置的开环系统为宜。
当然,也可以采用以伺服电动机为驱动装置的半闭环系统。
这主要取决于加工精度的要求。
基于单片机普通机床的数控化改造设计

学校工作总结本学期,我校工作在全体师生的大力支持下,按照学校工作计划及行事历工作安排,紧紧围绕提高教育教学质量的工作思路,不断强化学校内部管理,着力推进教师队伍建设,进一步提高学校办学水平,提升学校办学品位,取得了显著的成绩。
现将我校一学期来的工作总结如下:一、德育工作本学期我校德育工作围绕学校工作中心,精心安排了“文明守纪”、“良好习惯养成”、“光辉的旗帜”、“争先创优”等主题教育月活动,从培养学生的行为规范,狠抓养成教育入手,注重务实,探索途径,加强针对性、实效性和全面性,真正把德育工作落到实处。
1.强化学生养成教育,培养学生良好习惯。
本学期,我校德育工作十分注重学生的常规管理,尤其重视对学生的养成教育。
一是利用班队会、红领巾广播站、国旗下演讲对学生进行品德熏陶。
二是以文明监督岗为阵地,继续强化了“文明班集体”的创建评比活动,通过卫生、纪律、两操等各项常规的评比,增强了学生的竞争意识,同时也规范了学生的行为。
三是继续加大值周检查的力度,要求值周领导、教师、学生按时到岗,在校门口检查、督促学生有秩序出入校园,从而使学生的行为规范时时有人抓,处处有人管,形成了良好的局面。
2.抓好班主任队伍建设,营造全员育人氛围。
班主任是学校德育工作最重要的力量,为了抓好班主任队伍建设,提高班主任素质水平,学校在第十二周组织开展了班主任工作讲座,在学期末举行了班主任工作交流,在活动中探索行之有效的工作方法,总结经验,交流心得,使班级管理工作更上新台阶。
3.充分发挥主题班队会的教育功能。
主题班队会,是对学生进行德育教育的一种特殊而卓见成效的方式之一。
为了充分发挥主题班队会的教育意义,第十三周,四(3)中队举行了“祖国美,家乡好”主题队会观摩活动,有效规范了我校主题中队会程序,强化了主题队会对学生的思想教育作用。
二、学校管理工作1.建立健全规章制度。
学期初,学校制定了出明确的目标计划及管理措施,做到了目标明确、工作具体,有效地增强了全体教师参与学校管理的主人翁意识,充分调动了全体教师的工作积极性,保障了教育教学工作的顺利开展。
数控机床电气传动 02Z4012型钻床数控改造案例
步进电机应用于Z4012型钻床数控改造台钻的机械本体部分;主轴的旋转运动和转速调节不需要改动。
需要改造的是:1.将设计好的一套简易微机数控XY工作台,固定在Z4012型钻床的工作台上,可转动下手柄使工作台上下移动,位置调整好后将其锁定。
X、Y工作台的位置控制采用步进电机;2.根据实际的改造情况,主控器选用MCS—51单片机,3个步进电机采用开环控制的驱动方式。
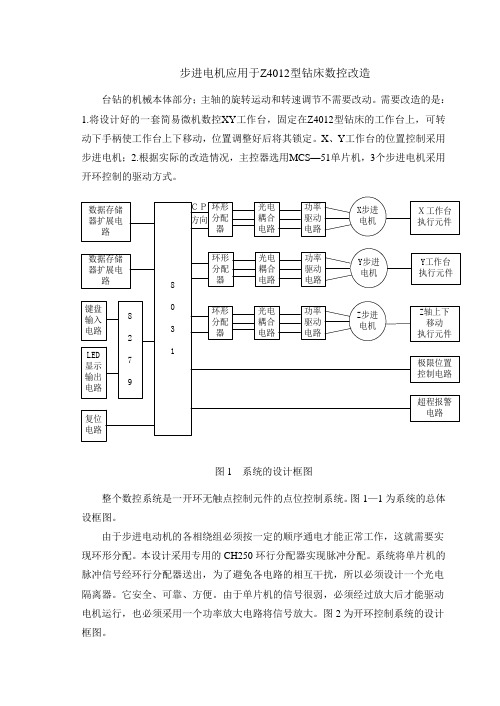
图1 系统的设计框图整个数控系统是一开环无触点控制元件的点位控制系统。
图1—1为系统的总体设框图。
由于步进电动机的各相绕组必须按一定的顺序通电才能正常工作,这就需要实现环形分配。
本设计采用专用的CH250环行分配器实现脉冲分配。
系统将单片机的脉冲信号经环行分配器送出,为了避免各电路的相互干扰,所以必须设计一个光电隔离器。
它安全、可靠、方便。
由于单片机的信号很弱,必须经过放大后才能驱动电机运行,也必须采用一个功率放大电路将信号放大。
图2为开环控制系统的设计框图。
图2 开环控制系统框图1):X、Y工作台的设计计算根据钻床工作台的尺寸初步确定要设计的X、Y 工作台的尺寸及重量;2):钻削工作时切削力的计算切削力与工件材料的硬度、进刀量和孔径等有关;3):滚珠丝杠副的设计计算包括最大动负载、滚珠丝杠螺母副、传动效率、刚度、稳定性的验算等;4):滚动导轨副的设计计算包括导轨长度计算、滚动体尺寸与数目的确定、滚动体承载能力计算等;5):一对减速齿轮的设计计算等。
图3 步进驱动系统示意驱动步进电机的脉冲需要按所要求的顺序供给电机各相。
因此必须有脉冲分配器。
为使电机正常运行并输出一定功率,需要有足够的功率提供给电机,因此需要设计功率放大电路。
脉冲分配器工作电压为12V,单片机工作电压为5V,而驱动电路和电机的工作电压为27V,为避免电源之间的干扰影响和安全防范,所以在它们之间采用光电隔离。
开环控制回路框图见图4。
步进电机的脉冲发生采用硬件实现。
目前已经大量采用可靠性高、外型小、使用方便的集成专用的环形分配器。
单片机控制的数控车床改造毕业设计论文
摘要随着数控技术的飞速发展,机械制造业的生产方式、产品结构、发生了深刻的变化。
在我国数控机床的发展过程中,MCS-51系列单片机在数控技术领域中得到广泛应用,经济型数控系统大多采用MCS-51系列单片机。
本文在分析了数控车床的特点和应该具备的功能后,确定将普通机床改造成经济型数控机床,对C616车床进行了具体的分析改造,普通车床(C616)的数控改造设计内容包括:总体方案的确定和验证、机械改造部分的设计计算(包括纵向、横向进给系统的设计与计算)、主运动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,我一定会在今后的工作中不断学习,不断实践。
关键词:数字控制,单片机系统,数控车床ABSTRACTWith the development of NC, there have been many changes in mechanical industry, such as producing method and struture of product. MCS-51 single microcomputers have been used widely in NC, especially in ecomical NC equipments in china.Based on MCS-51 single microcomputers, the NC lathe training equipment is designed with less money for the professional NC courses.After analyzing the feature of NC lathe and defining the functions of training equipment, Make sure to ordinary machine tools into economic numerical control machine tools,Ordinary lathe (C616) numerical control transformation design contents include: overall scheme determined and validation of the mechanical design and calculation of the transformation part (including longitudinal horizontal feeding system design and calculation) automatic transmission principle and main movement after reforming machine drive system of the machine speed motor design diagram control circuit design of design and calculation of the electromagnetic clutchIn this graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, for later design work to lay a good foundation, I also realized the place of the shortage deeply at the same time, I will keep learning and practicing constantly in futureKey words: traininge quipment, numeric control, single microcomputer,system第1章绪论数字控制(numerical control——NC)简称数控,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的一种自动化技术。
-基于单片机的车床刀架控制系统(MCS-51)的设计详解

成都工业学院成教院毕业设计(论文)论文题目:基于单片机的车床刀架控制系统(MCS-51) 的设计教学点:重庆学院指导老师:职称:讲师学生姓名:### 学号:专业:机电一体化技术成都工业学院成教院制二〇一四年三月二十一日成都工业学院成教院毕业设计(论文)任务书题目:基于单片机的车床刀架控制系统(MCS-51) 的设计任务与要求:以MCS-51系列8031单片机为控制核心的总体改造设计方案模型; ,微机数控系统硬件组成与软件设计及工作流程;实现并增强其自动化加工、稳定质量、提高工效和适用性。
时间: 2013年 11月 28 日至 2014 年 4 月 17 日共 20 周教学点:重庆科创职业学院学生姓名:学号:专业: 机电一体化技术指导单位或教研室:重庆学院指导教师:职称:讲师成都工业学院成教院制毕业设计(论文)进度计划表日期工作内容执行情况指导教师签字2013.11.28-2013.12.20查找资料,选题2013.12.22-2014.1.31完成论文的初稿2014.2.1-2014.3.15完成论文二稿的写作2014.3.16-2014.4.5完成论文的终稿及格式修改2014.4.6-2014.4.20 定稿,打印论文,做好评阅的准备2014.4.21-2014.4.25论文评阅教师对进度计划实施情况总评签名年月日本表作评定学生平时成绩的依据之一。
摘要了解数控机床的概念,所谓数字控制是按照含有机床(刀具)运动信息程序所指定的顺序自动执行操作的过程。
数控技术是用数字信息对机械运动和工作过程进行控制的技术 ,而数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一体化产品 ,其技术范围覆盖很多领域。
而计算机数控机床就是数控机床在计算机监控下进行工作。
它的优点很多,可以在同一机床上一次装夹可完成多个操作,生产率显著提高等优点,但它的价格昂贵。
由于本文论述了选择PHILPS公司的89C58微控制器,采用I/O接口向系统各部分发出各种命令,同时对车床的参数进行巡回监测、数据处理以及控制计算、逻辑判断,使机床的X、Z轴的动作精度得到控制、刀架实现自动切换。
C6150普通车床的数控化改造设计

C6150普通车床的数控化改造摘要:与普通车床相比较,数控机床作为机电液气一体化的典型产品,可以解决在机械加工中结构比较复杂多变的零件加工的问题,而且加工质量好,生产效率也高。
随着科学技术的快速发展,数控机床的占有率已经成为衡量一个国家机械制造业水平的重要标志。
购买新的数控机床或者从国外进口是提高产品质量和效率的主要方法,但是费用高,许多工厂在较短时间内没有办法实现,这样就严重阻碍企业设备更新的脚步。
采用经济型数控系统对普通机床进行数控化改造,特别适合我国普通机床拥有量大,生产规模小的具体国情。
本次设计是对C6150普通车床的数控化改造设计计算,主要是对原有机床的结构进行创造性的设计,最终使机床达到比较理想的状态。
其中主要对伺服系统、数控系统等方面做了详细的计算和设计。
设计时我先对数控机床系统进行了总体方案的设计,然后对进给系统、齿轮箱传动比及步进电机进行了设计、选型和计算,最后对微机数控系统硬件电路进行了设计。
关键词:数控改造步进电动机单片微机Reforming design of NC for C6150 general l-atheAuthor’s Name: Qi Yan-ting Tutor: XueXiao-lanABSTRACT: As a representative production of mechanical, electronic, hydraulic and pneumatic integration, numerically controlled machines have a stabilization quality and high efficiency, and can solve problems such as complex structure, high precision, mass production, part variety in machining.Along with the science technical fast fierce development, numerical controlling tool machine has already become the important marking which measures a national machine manufacture industry level.Purchasing new numerically controlled machines is an important way to improve production precision and efficiency, but it may not come true to many enterprises because it cost much. Adopt the economic number controls system to carry on a number to control to turn a reformation to the common tool machine, particularly in keeping with our country the common tool machine own to have great capacity, the small concrete state of the nation of the production scale.This design is to control to turn a reformation to the number of C6150 common lather,mainly on the creative design of original structure of lathe to make lathe relative perfect. While in the process, we do detailed calculation and design of servo system, NC and so on. Design when I first CNC machine tool system, the overall design, and then calculated the feeding system, the gearbox ratio and the stepper motor, computer numerical control system hardware circuit design.KEYWORDS:Numerical transformation of Mechatronics Stepping motor Single chip microcomputer目录1 绪论 (4)2 机床改造总体设计方案的拟定 (5)2.1 设计任务 (5)2.2 总体方案设计内容 (5)2.3 总体方案确定 (6)3 机床伺服系统机械部分设计和计算 (7)3.1 确定系统的脉冲当量 (7)3.2 计算切削力 (7)3.3 滚珠丝杠螺母副的计算和选型 (9)3.4 齿轮箱的计算 (16)3.5 步进电动机的选型和计算 (17)3.6 绘制进给传动机构的装配图 (23)4微机数控系统硬件电路的设计 (24)4.1硬件电路的设计 (24)4.2 8031单片机的简介及其扩展 (26)4.3 步进电机驱动电路 (31)4.4 数控系统的软件设计 (34)5总结 (41)参考文献 (42)1 绪论一个企业要在当前竞争激烈的环境中存活就需要迅速地更新和开发出新产品,以最低价格、最好的质量、最短的时间去满足市场需求的不断变化。
单片机控制的数控车床改造毕业设计论文
摘要随着数控技术的飞速发展,机械制造业的生产方式、产品结构、发生了深刻的变化。
在我国数控机床的发展过程中,MCS-51系列单片机在数控技术领域中得到广泛应用,经济型数控系统大多采用MCS-51系列单片机。
本文在分析了数控车床的特点和应该具备的功能后,确定将普通机床改造成经济型数控机床,对C616车床进行了具体的分析改造,普通车床(C616)的数控改造设计内容包括:总体方案的确定和验证、机械改造部分的设计计算(包括纵向、横向进给系统的设计与计算)、主运动自动变速原理及改造后的机床传动系统图的设计、机床调速电动机控制电路的设计、电磁离合器的设计计算。
此次毕业设计中,我熟悉了机电一体化设计的基本过程,并把各门所学的知识融会贯通形成一个有机的整体,为以后的设计工作打下了良好的基础,同时我也深深的体会到了不足之处,我一定会在今后的工作中不断学习,不断实践。
关键词:数字控制,单片机系统,数控车床ABSTRACTWith the development of NC, there have been many changes in mechanical industry, such as producing method and struture of product. MCS-51 single microcomputers have been used widely in NC, especially in ecomical NC equipments in china.Based on MCS-51 single microcomputers, the NC lathe training equipment is designed with less money for the professional NC courses.After analyzing the feature of NC lathe and defining the functions of training equipment, Make sure to ordinary machine tools into economic numerical control machine tools,Ordinary lathe (C616) numerical control transformation design contents include: overall scheme determined and validation of the mechanical design and calculation of the transformation part (including longitudinal horizontal feeding system design and calculation) automatic transmission principle and main movement after reforming machine drive system of the machine speed motor design diagram control circuit design of design and calculation of the electromagnetic clutchIn this graduation design, I acquainted with the machine electricity integral whole to turn the basic process of design, and integrate the knowledge that each one learn to become an organic whole, for later design work to lay a good foundation, I also realized the place of the shortage deeply at the same time, I will keep learning and practicing constantly in futureKey words: traininge quipment, numeric control, single microcomputer,system第1章绪论数字控制(numerical control——NC)简称数控,是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的一种自动化技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引证文献(10条) 1.罗力渊.王启祥.廖洪鹏.阎勤劳 数控机床伺服系统的摩擦效应对响应性的影响[期刊论文]-组合机床与自动化加工 技术 2010(1) 2.李泽艳 CA6140型车床的数控化改造[期刊论文]-青海冶金 2008(3) 3.顾群 MCS-51单片机数控系统接口技术设计[期刊论文]-广西轻工业 2008(11) 4.欧洲.张晓东 CA6132型普通车床的数控化改造[期刊论文]-装备制造技术 2008(9) 5.刘哲.杨建成.汪伟.王磊.周鹏飞 基于单片机控制的极坐标成型凸轮加工研究[期刊论文]-纺织机械 2008(4) 6.商学来.齐德新 CA6140型普通车床的数控化改造[期刊论文]-煤矿机械 2006(1) 7.李国平.孙选.艾长胜 基于单片机控制的3轴经济型数控系统设计[期刊论文]-济南大学学报(自然科学版) 2005(2) 8.陈顶君.刘笑一 CA6140型普通车床的数控化改造[期刊论文]-机械 2005(4) 9.刘宇 五轴数控软片裁片机的软件开发与研究[学位论文]硕士 2005 10.何国伟 龙门钻铣床数控改造技术研究[学位论文]硕士 2004
!
改造方案
普通机床进行数控改造后, 系统应能控制主轴
转速并实现其正反转; 控制工作台实现纵向、 横向和 垂直方向的进给运动 (车床刀架能实现纵向和横向 的进给运动并自动转位换刀; 加工螺纹时应保证主 轴转 ! 转, 刀架移动 ! 个被加工螺纹的导程) ; 控制 冷却和润滑; 通过键盘输入加工程序, 由显示器显示 加工状态等。 因此, 普通机床的数控改造内容有以下
(!) 机械部分
主传动系统不变; 进给传动系统
采用滚珠丝杠螺母副代替原有普通丝杠螺母副 (车 床应拆掉进给箱、 溜板箱、 小拖板和刀架, 加装电动 刀架; 主轴加装光电编码器供加工螺纹用) 。 (’) 数控部分 采用 )*+—(! 系列单片机组成 控制系统, 由功率步进电机经一级齿轮减速后驱动 (亦可用联轴器将步进电机与丝杠直接 !、 "、 # 三轴 联结起来, 以减小径向尺寸) 。
收稿日期: ’""! $ "! $ "( 第一作者: 男 %2 岁 讲师
%
数控系统软件设计
本系统主要是通过 &"%! 单片机对步进电机进 行控制, 使机床移动部件 (工作台、 床鞍、 升降台、 刀 架等) 沿 !、 实现刀具与工 "、 # 三个坐标方向移动, 件的相对运动, 完成零件的加工。系统软件框图如 图 ’ 所示。 系统软件由初始化模块、 键盘处理模块、 :4; 显
示模块、 输入数据处理模块、 输出控制模块等组成。 其中步进电机控制程序由软件实现脉冲分配 (即由
, 通过改变 !%&& 相应端口的 !"#$ 单片机实现环分) 状态来完成控制过程。
图$
数控系统硬件结构框图
倍, 而且价格低廉, 系统性能稳定, 是提高企业数控 化率的一条切实可行的途径。 参
版社, $445 3 王恒奎, 廖德刚 3 一种基于主从控制的经济 % 蔡悦华, ($) : 型数控系统 [ 6] 3 机电工程, %""" /" 7 /% 3 # / 白驹珩, 雷晓平 3 单片计算机及其应用 [ .] 成 3 成都: 都电子科学技术大学出版社, $444 3 李 华 3 .)1—&$ 系列单片机实用接口技术 [ .] 3北 京: 北京航空航天大学出版社, $44/ 3
常德师范学院学报 (自然科学版) 第 $# 卷 %5 ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !
数控机床作为一种高精度的自动化机床, 综合 应用了电子、 计算机、 自动控制和机床制造等领域的 先进技术, 在我国工业生产中起着极其巨大的作用, 它很好地解决了现代机械制造中加工对象精密、 结 构复杂、 品种多、 批量小等问题。且产品加工质量稳 定, 生产效率大幅度提高。考虑到我国国情, 价格昂 贵的中、 高精度的全功能数控机床难以被广大生产 企业所接受, 而价格相对低廉的经济型数控系统得 到了迅速地发展。经济型数控系统采用了适合于现 场实时控制和数据采集的单片机作为控制器, 以控 制灵活、 可靠性高的步进电机进行驱动。与传统的 中、 高精度全功能数控系统相比, 经济型数控系统具 有结构简单、 工作性能稳定、 性能价格比较高等特 点。特别是在对现有普通机床进行数控改造方面, )*+—(! 系列单片机体现了无穷的魅力。
’
数控系统的硬件结构与组成
其指令 )*+—(! 是高性能的 & 位单片机系列, 系统功能强、 硬件资源丰富、 可扩展性好。图 ! 为数
[’] 控系统的硬件结构 。本系统采用 &"%! 单片机为 控制器, 扩展 ! 片 &34/56)’72,, 用于存放系统程
序; 扩展 ! 片 &351)2’2, 存放数据; 选用 ! 片可编 程并行 8 9 6 接口芯片 &’(( 作为系统扩展的 8 9 6 口, 对 !、 另扩展 ! "、 # 三轴步进电机及主轴进行控制; 片 &!(( 作为机床开关量、 刀架控制信号及主轴编码 器反馈信号 (车床用) 采用 &’7# 作为键盘 9 显 8 9 6 口; 示器接口, 识别键盘按键信号, 对显示器自动扫描, 完成键盘输入和 :4; 显示控制两种功能 (键盘最多 可有 & < & 个键) ; 为使系统地址统一, 采用 7,:+!%& 译码器 对 系 统 所 扩 展 的 芯 片 进 行 译 码 寻 址, 并由 (亦可由环形分 &"%! 对各轴步进电机进行环形分配 配器进行硬件环分) , 其指令信号经光电隔离和功率 放大后驱动各轴。
/
结论
普通机床采用 .)1—&$ 单片机进行数控改造 后, 其加工精度有较大的提高, 生产率可提高 # 2 /
(责任编校: 魏承辉)
基于MCS—51单片机的普通机床数控改造
作者: 作者单位: 刊名: 英文刊名: 年,卷(期): 被引用次数: 蔡悦华, 刘文清, 何哲明, CAI Yue-hua, LIU Wen-qing, HE Zhe-min 常德师范学院机械工程系 常德师范学院学报 JOURNAL OF CHANGDE TEACHERS UNIVERSITY 2001,13(1) 10次
考
文
献
[ .] 机械工业出 $ 黄尚先 3 现代机床数控技术 3 北京:
!"# $% &’()*+#’#$! *, -#$#)./ ’.%"&$# !**/ 0.1#2 *$ 1&$-/# 7 %"&( %*’(3!#) ’%1—&$
图% 系统软件框图
!"# $%& 7 ’%(
)#* +&, 7 -.,/
按 ’—’(— (— ()— )— )’—’ 的顺序通电时, 步进 电机正转; 若按 ’—’)— )— ()— (—’(—’ 的顺序 通电, 则步进电机反转。脉冲分配采用查表法, 表格 固化于 *+,-. 中。 系统程序编制通过定时器定时中断产生周期性
[/] 脉冲序列 , 不使用软件定时, 不占用 )+0。
=@@E N;I D?=<@GMB9G E9G PK ID?FE9 7 BCD: B@>:M=9< .)1 7 &$ ;?G G<DJ9G PK I=9: >@=@<3 HC9 D>:<@J9>9?= :E;? @A >;BCD?9 =@@E ;?G B@>:@ID=D@? :<D?BD:E9 @A O) IKI=9> N9<9 ?;<<;=9G, =C9 C;<GN;<9 I=<MB=M<9 ;?G G9IDF? :<@B9II @A I@A=N;<9 N9<9 ;EI@ :<@JDG9G ;A=9< F9?Q 9<;E >;BCD?9 =@@E C;J9 P99? <;DI9G D? N@<RD?F :<9BDID@? ;?G :<@GMBQ =DJD=K 3 S= DI ; A9;IDPE9 N;K A@< 9?=9<:<DI9 =@ <;DI9 =C9 O) B@?=<@E <;=93 :;< =>7?5 ID?FE9 7 BCD: B@>:M=9< .)1 7 &$;F9?9<;E >;Q BCD?9 =@@E;I=9: >@=@<;C;<GN;<9;I@A=N;<9
参考文献(4条) 1.黄尚先 现代机床数控技术 1996 2.蔡悦华.王恒奎.廖德刚 一种基于主从控制的经济型数控系统[期刊论文]-机电工程 2000(01) 3.白驹珩.雷晓平 单片计算机及其应用 1999 4.李华 MCS-51系列单片机实用接口技术 1994
相似文献(1条) 1.期刊论文 丛娟 MCS-51单片机在普通机床数控改造中的应用 -本溪冶金高等专科学校学报2002,4(4)
基于 )*+— (! 单片机的普通机床数控改造
蔡悦华 刘文清 何哲明
,!(""%) (常德师范学院机械工程系 湖南 常德
[!] 两部分 :
摘
要: 介绍了在普通机床上采用适合现场实时控制的
以运行特性好、 可靠性高的 )*+ $ (! 系列单片机为控制器, 步进电机为驱动执行元件的数控改造方法。叙述了机床改 造方案及系统的组成原理, 并给出了系统的硬件及软件设计 框图。普通机床经数控改造后, 其加工精度和生产率有较大 的提高, 是提高企业数控化率的一条切实可行的途径。 关键词: )*+ $ (! 单片机; 普通机床; 步进电机; 硬件; 软件 中图分类号: -.(!!: -/%!! 0 ! 文献标识码: 1