装配线改善步骤和标准共17页
简述装配线平衡的步骤

简述装配线平衡的步骤摘要:1.装配线平衡的重要性2.装配线平衡的步骤2.1 收集数据2.2 确定工作步骤2.3 计算工作循环时间2.4 评估装配线平衡2.5 制定改进措施3.实施装配线平衡4.监测和调整正文:装配线平衡是提高生产效率、降低生产成本的关键环节。
在现代制造业中,装配线平衡的重要性不言而喻。
本文将详细介绍装配线平衡的步骤,以帮助企业更好地实现生产目标。
1.装配线平衡的重要性装配线平衡能够确保生产过程中各个环节的流畅性,减少生产等待时间,降低在制品库存,提高生产效率。
通过对装配线的平衡,企业可以充分发挥设备潜能,提高生产效益。
2.装配线平衡的步骤2.1 收集数据在进行装配线平衡之前,首先要收集相关数据。
这些数据包括生产线上的工作步骤、工作时间、工作负荷等。
通过收集数据,可以了解生产线现状,为平衡装配线提供依据。
2.2 确定工作步骤根据收集到的数据,明确生产线上的工作步骤。
对于重复性较高的工序,可以进行简化或合并,以降低生产线的复杂性。
2.3 计算工作循环时间计算每个工作步骤的循环时间,即完成一个工作循环所需的时间。
这是评估装配线平衡的关键指标。
2.4 评估装配线平衡根据计算出的工作循环时间,评估装配线的平衡状况。
如果发现某些工作步骤的循环时间明显长于其他步骤,说明装配线存在不平衡现象。
2.5 制定改进措施针对不平衡的装配线,制定相应的改进措施。
这些措施包括调整工作步骤、增加工作人员、优化生产流程等。
3.实施装配线平衡根据制定的改进措施,对生产线进行调整。
在实施过程中,要注意观察改进措施的效果,以确保装配线达到平衡。
4.监测和调整装配线平衡不是一次性的工作,而是一个持续的过程。
在生产过程中,要不断监测装配线的运行状况,根据实际情况进行调整。
通过定期评估和改进,确保装配线始终保持平衡。
总之,装配线平衡是提高企业生产效率的关键环节。
通过以上五个步骤,企业可以实现装配线的平衡,降低生产成本,提高竞争力。
车身装配生产线平衡改善案例
车身装配生产线平衡改善案例白车身装配是汽车生产环节中一个重要的组成部分,是整车质量的关键环节。
防错、标准化作业、定置等精益工具的使用可以有效地改善生产线平衡,达到事半功倍的效果。
精益生产是起源于丰田的一种生产方式,经过二十多年的发展已广泛应用于各行业的制造流程中,其主旨是消除浪费、均衡、注重成本。
生产线不平衡及其所造成的资源浪费严重是所有汽车企业必须面对的问题。
防错、标准化作业、定置、提案、生产线平衡墙等精益工具是生产线平衡改造的利器,在生产线平衡活动中,遵循持续改进原则,逐步改善现状,提高生产率及产品质量,提升企业品牌形象的过程是对不断超越自我的完美诠释。
作为克莱斯勒骄傲的300C车型从推出起,就得到了市场的广泛关注与认可,人们对300C的需求量也越来越大。
而市场需求的压力与生产线产能是一对天然的矛盾,在白车身装配线的生产过程中,瓶颈工位的节拍制约了生产线的产能,也造成了其他工位资源的浪费。
在处理瓶颈工位问题以适应新的节拍要求过程中,本文将对使用防错、标准化作业、定置等精益工具来改进生产线平衡进行论述。
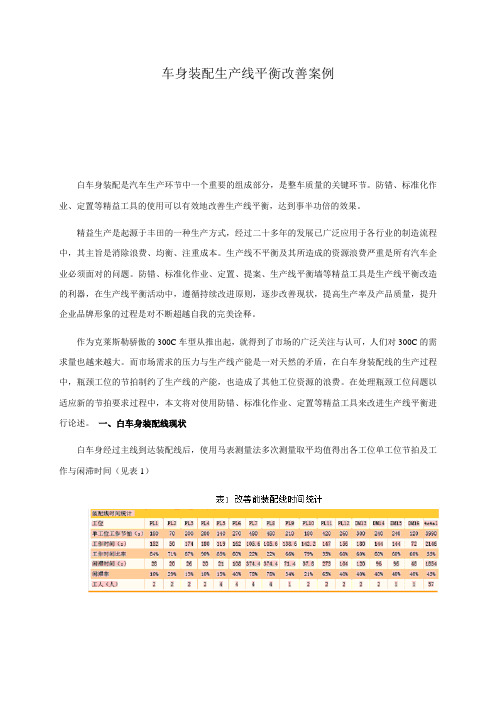
一、白车身装配线现状白车身经过主线到达装配线后,使用马表测量法多次测量取平均值得出各工位单工位节拍及工作与闲滞时间(见表1)图1中,最长工序时间(480s)决定装配线节拍,装配线整体节拍为7.5件/h,8h单班日产量为60件。
图1 工作与闲滞时间二、瓶颈分析1、工序分析:BPT1(Basic Pitch Time):工序平均所持加工净值(不含浮余率)。
BPT2:人均所持加工净值(不含浮余率)。
BPT1=总加工时间净值/工序数=(PL1+PL3+PL4+PL4+PL5+PL6+PL7+PL8+PL9+PL10+PL11+ PL12+ DM13+DM14+DM15+DM16)/16=3990/16=249.375s。
BPT2=总加工时间净值/作业人员人数=3990/37=107.9s。
2、制成作业平均时间表□按照工序顺序,记入必要事项:工序号码、工序名称、PT线、加工时间净值。
装配快速换线-流程改善分析ppt课件.pptx
岗位: 职责:
① ② ③ ④
物料员/水蜘蛛
物料员提前30分钟按工位备料至物料车 水蜘蛛将物料送至生产线 水蜘蛛按工位顺序上料 换线后将生产余料归仓
岗位: 职责:
① ② ③
IPQC
按SOP核对物料 按SOP要求设定/点检电烙铁温度、电批扭力参数等 首件检验
岗位: 职责:
① ② ③ ④
多能工
按快速换线要求监督/管理换线过程 协助夹具管理员进行工夹具定位/安装 协助水蜘蛛上料工作(仅换线时)
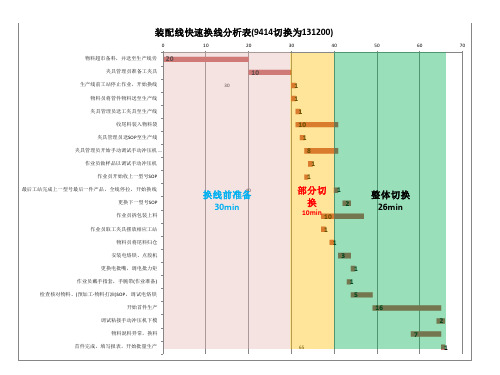
装配线快速换线分析表(9414切换为131200)
0
10
20
30
40
物料超市备料,并送至生产线旁 20
夹具管理员准备工夹具 生产线前工站停止作业,开始换线
物料员将管件物料送至生产线 夹具管理员送工夹具至生产线
收尾料装入物料袋 夹具管理员送SOP至生产线 夹具管理员开始手动调试手动冲压机 … 作业员做样品以调试手动冲压机 作业员开始收上一型号SOP 最后工站完成上一型号最后一件产品 ,全线 停拉, 开始换 线
30
1
物料员将物料(管件/配件/注塑)送至生 产线
1
夹具管理员送工夹具至生产线工位
2
前段作业员收余料装入物料袋
3
夹具管理员更换SOP
2
中段停止作业,作业员收余料装入物 料袋 物料员按工位顺序给前段上料 物料员按工序给中段上料
后段完成,停止作业,作业员收余料 装入物 料袋 前段作业员进行作业准备
换线前准备 30min
更换下一型号SOP 作业员拆包装上料 作业员取工夹具摆放相应工站 物料员将尾料归仓 安装电烙铁、点胶机 更换电批嘴,调电批力矩 作业员戴手指套,手腕带(作业准备) 检查核对物料、(预加工-物料打油)SOP,调 试电烙 铁
装配车间改善报告
4.建议桌子类用刀模(3层纸板)来包装脚管和中架,这也取决于一 定的订单量,如此增加的刀模费用大概在500元左右,可是能减少的 人工成本,产效的提高,气泡袋的材料成本远远大于刀模的费用。
5.第4点的建议同时要将现有的普通袋改为收缩袋,如此能美化外观, 更能确保品质,更重要的是能节约人工成本,方便操作。
我们必须具备一定的危机意识,饮水思源!我们 改善无止境!
以上! 谢 谢!
取放塑料 配件口
建议(二)用冲床冲面料的剪口
该模具使用可调节试刀口
建议(四)产品工艺改善
1.产品的部分横管,支管等,只要是不影响 其结构和功能测试的,建议将管件的壁厚 和直径改小。
2.产品的辅助功能管件或配件,设计过于复 杂,同样能达到的客人的要求,但现实的 生产工艺却能改善很多!比如沙滩躺椅背 部
其次针对治具,工具的改善,让半机械或自动化来代 替人工作业,从而减少员工的劳动强度来提升产能。
再次对于现场的作业流程来改善,秉持以《删除,简 化,合并,重组》的管理核心。
摆放管件载具
物料摆放载具
异形管件载具
扩孔治具
该刀具可以调节扩孔 尺寸,刀片可以拆卸,
可以更换刀片
可调式拉布治具
可调节宽度 和长度
装配车间改善报告
一 改善目的 二 改善对比 三 建议改善 四 工作计划与重点 五 总 结
改善目的
改善是无止境的,改善是企业的生存之本,只有不停 的去改善,才能挖掘潜力,降低成本,减少浪费,增 加附加价值。
现场改善不能犹豫,大则一项工程小则一个配件或动 作。
首先从现场的载具改善入手,让员工作业时取给方便, 减少搬运时间,增加工作效率。
【推荐】装配生产线平衡的改善
装配生产线平衡的改善装配生产线平衡的改善.岑吴蔡三发摘要本文将精益生产有关理论运用在企业生产管理中,通过实例阐述了装配生产线平衡改善的基本原则和方法,并对装配生产线的平衡进行了分析和改善.关键词生产线,生产平衡率,精益生产一,装配生产线平衡衡量生产线平衡状态的效果,可以采用生产平衡率(BalancingRate)这一定量指标来表示:生产线平衡率一各工序时间总和/(人数*CT)*100式中:CT表示生产线中作业时间最长工序的作业周期从生产线平衡率定义可以看出,生产线各相关工序之间的作业量平均与否必然直接影响整个生产过程的整体效率.生产线在一定作业周期内完成一个产品的时间(即生产线周期)是由生产线上作业时间最长工序的时间CT决定的,因为无论其他工序作业速度多快也只能在CT时间内传送产品,从而存在停工待料的现象,造成一定的工时损失.因此,降低瓶颈工序的CT值,使生产线各工序生产负荷平均化是提高生产线平衡率的关键.生产线平衡率越高,生产线的工时损失就越小,生产线工序间的在制品就越少,生产线整体效率就越高.装配线改善的基本原则和方法应该是:对瓶颈工序进行作业改善,如增加工装,工装自动化等;将瓶颈工序的作业内容分担给其它工序;增加作业人员,只要平衡率提高,人均产量也会提高, 单位产品成本会随之下降;合并相关工序,重新进行工序排布;分解作业时间较短的工序,将该工序拆分后并入其它工序;以顾客的需求CT为接近目标.装配生产线的平衡率分析和改善是装配型企业生产管理过程中的一项十分重要的工作,涉及到生产效率的提高,生产成本的降低,消除浪费, 准时化生产等生产指标的达成和不断改进. 二,精益生产精益生产的基本原理是:不断改进;消除对资源的浪费:协力工作;沟通.不断改进是精益生产的指导思想;消除浪费是精益生产的目标;协力工作和沟通是实现精益生产的保证.精益生产的主要内容包括工厂现场管理,新产品开发,与用户的关系,与供应厂家的关系等方面.对于现场管理,主要内容为如何通过看板系统来组织生产过程,实现准时化生产(JIT).准时化生产是指在顾客需要的时候,按顾客需要的量和产品品质,提供顾客需要的产品.准时化生产系统由一系列工具和方法构成:平衡生产周期;持续改进;一个流生产;单元生产;价值流分析;方法研究;拉动式生产;可视化管理;全面生产维护;快速换模.三,实例分析本文以某装配生产线(FIAT出风口装配线)为例,通过精益生产有关理论的运用,对该装配生产线的平衡进行分析和改进,取得了较好的效果.1.现状分析FIAT出风口装配线平面流程现状示意图如图1所示:园圈圈圉囡图圈圉曰图1装配线平面流程现状示意图FIAT出风口装配线一个组的作业密度及平作者简介:岑吴,同济大学经济与管理学院硕士研究生;蔡三发,同济大学经济与管理学院讲师.16《上海管理科学}2005年第5期衡分析如表1和图2所示:2.改善的对策和实施通过以上分析,可以提出该装配线改善的目标为:尽量接近顾客的CT一9.0秒;减少人员;提高平衡率;提高总产量和人均产量;降低生产成本.表1作业密度及平衡分析表工序号123456789装组装弹贴海工序名称装叶片装连杆装胶垫抹油打螺丝总装合件簧片绵垫作业5.693.505.184.505.144.867.386.983.50时间(秒)操作人数111111111CT(cycletime)一PT(pitchtime)一7.38s生产线平衡率一各工序时间总和/(人数*厘鲁平衡分析一厂1厂_]——..LIf.....—JLIrlIlr工序图2作业密度及平衡分析图因此,实施了如下工序作业改善对策表,见表2:3.改善前后对比经过改善,装配生产线平衡率得到了提高,见图3:表3有关数据也可以看出改善后和改善前对比的差距:CT)*100%一71.70%表2工序作业改善对策表NO工序作业时间改善措施PTS预置时间目的与效果1装叶片5.692装连杆3.5O合并为一道工序9.1减少一道工序3装组合件5.184装胶垫4.5O合并为一道工序9.6减少一道工序5装弹簧片5.14合并为一道工序9.8改变作业周期6贴海绵垫4.86增加作业内容,7抹油7.38将8的部分作业调整过来9.6平衡工序时间8打螺丝6.98与9合并8.26合并工序9总装3.5O取消省0.5人说明生产线由原来17人两组,改为15人=组,由此带来生产线平衡率,综合产能及人均产量上的提高厘蓝平衡分析姆图3改善后作业密度及平衡分析图表3改善前后的有关数据对比表项目改善前改善后变化量变化率人员数1715—2—12总产量870pcs/h98lpcs/h11113%人均产量51.265.414.228生产线平衡率71.7O%94.61%22.9%31.10%单件工时消耗70.3s55s——15s一21cycle7.389.80参考文献邱灿华,蔡三发,粟山.运作管理[M].上海;同济大学出版社,2004.刘胜军.精益生产方式现场IEEM].深圳:海天出版社,2002.周密.IE方法实战精解I-M].广州:广东经济出版社,2002.吴杰明.应用FOG方法提高生产线平衡率浅析EJ].上海电力学院,2004,6:49~53.ImprovementofAssemblyLineBalancingCenHaoCaiSanfaAbstract:Thispaperexplainstheapplicationsoflean productionknowledgeinenterpriseproductionmanagement, advancesthebasicprincipleandmethodofassemblylinehal—ancing,analysisandimprovementofoneassemblylinebal—ancing.Keywords:assemblyline;balancingrate;leanpro—duction17?。
装配线精益改善 PPT

Motion
Correction & Defect
After Kaizen 改善中
Remarks: 備考
减少空间浪费,创造有秩序的工作环境。
Name
新技術研究所(Shingijutsu Co., Ltd)
11
团队编号 编号
Kaizen Newspaper
问题
改善构想
负责人
团队名称前段突破 日期2010.11.12
Name 名前
张帝/沈婧/李剑
9
Kaizen title: 改善項目
正面总检改善
Operator number
Problem 問題
Measure taken 方法
Results 結果
总检正面检查工位提片次数的减少 1多层2、.,压正容后检面易不查检造良人查成员工硅太位片多提受4片个损次人,数导过致12的 次 3、 、 .清检制 增洁查定 加频只提 前率需片 面,要取 装变2杂 饰个更物 板人为的 与4小标 桌时准 面/12、 、数 已据 在1收B集线中使用
装配线精益改善
工艺 & 生产线:装配段/装配3线
KAIZEN的需求:
•降低装配段产能过剩 •减少人员等待 •减少流水线长度,提高空间利用率
TAKT TIME:
=3600/(76*33/4/20) =112.5S
当前问题:
备注:
•每条装配线UPH35大于层压机需求
UPH32 •绝缘,EL,工序等待时间太长,均大于
▪ 2.在3线人员数量减少了共4人(焊接1人,绝缘1人,VOC测试2人)
▪ 3.在3线流水线长度减少了3.3M;
▪ 4.在3线WID在线库存减少2块待层压板,
▪ 待层压架子减少2个(20块待层压板)
一条装配生产线的建立和改进.
一条装配生产线的建立和改进—关于TAKT TIME和生产线平衡的应用实例生产流程改善2007-05-29 22:47:05 阅读1716 评论16 字号:大中小昨天2007-5-28,应工厂之邀,去了一家靠近荣昌的不锈钢生产厂。
这是一家私营企业,也有好些年出口东南亚的生产历史了。
与宜家的生意接触是从去年开始,那还是在我加入宜家之前。
因为宜家对供应商的要求比较严格,该工厂也从工厂认证到样品通过差不多经历了一年的时间,终于在上个月迎来第一个订单。
在我之前多次的工厂参观过程中,我发现了工厂的很多问题,比如现场5S很差,大量半制品库存,各种浪费随处可见。
但这篇文章中我想谈的是他们的包装生产线,因为宜家的产品很强调包装,而这家工厂之前在这方面一点经验也没有,他们自己出口的产品几乎不需要特别的包装。
在我们的技术人员对包装流程的指导下,工厂尝试着自己建了一条包装线,总共用了10个工人,在5月份几经坎坷完成了第一个订单。
这次过来,我有意在包装线对工厂做些改进。
以下就结合这个事例讲述如何进行生产线工位的设计和效率的计算以及如何进行生产线平衡。
对于我来讲,设计一条从未见过的生产线也是一种挑战,我的设计步骤如下1. 了解当前生产线的流程2. 分解流程并实际测量每个步骤的实际时间3. 计算产距时间(Takt time)4. 画优先图5. 决定周期时间(CT=Takt time)6. 确定理论工位数7. 排程8. 计算效率9. 生产线再次平衡(如果有需要,特别是考虑到订单的持续增加)以下便是跟据以上步骤进行的包装生产线设计:1.当前的生产流程如下(考虑到商业信息保护,以下图片及流程可能与实际不符,仅作参考实例)2.接下来是每个流程的实际操作时间:可以看到,整个流程分为8个步骤,共用时5分45秒。
3.计算产距时间(Takt Time)先简单解释一下什么是Takt Time, Takt Time是德语,也译为节拍时间,就是生产两件产品的间隔时间,好像有节拍的鼓点一样,在每个鼓点落下的时候我们就生产出一件产品。
汽车制造行业自动化生产装配线优化方案
汽车制造行业自动化生产装配线优化方案第一章概述 (2)1.1 行业背景 (2)1.2 自动化生产装配线发展历程 (3)第二章自动化生产装配线现状分析 (3)2.1 现有自动化生产装配线结构 (3)2.2 生产线存在的问题 (4)2.3 优化需求分析 (4)第三章设备选型与优化 (4)3.1 关键设备选型 (5)3.1.1 设备选型原则 (5)3.1.2 关键设备选型 (5)3.2 设备布局优化 (5)3.2.1 设备布局原则 (5)3.2.2 设备布局优化策略 (5)3.3 设备维护与管理 (6)3.3.1 设备维护 (6)3.3.2 设备管理 (6)第四章生产线流程优化 (6)4.1 工艺流程改进 (6)4.2 物流流程优化 (7)4.3 生产计划与调度 (7)第五章信息化管理与控制系统 (7)5.1 信息采集与传输 (7)5.2 数据分析与处理 (8)5.3 生产调度与监控 (8)第六章自动化设备集成 (9)6.1 应用 (9)6.1.1 选型与配置 (9)6.1.2 编程与调试 (9)6.1.3 与生产线协同作业 (9)6.2 智能传感器与执行器 (9)6.2.1 智能传感器应用 (9)6.2.2 执行器选型与优化 (9)6.2.3 智能传感器与执行器的集成 (10)6.3 生产线自动化控制 (10)6.3.1 控制系统设计 (10)6.3.2 控制系统实施与调试 (10)6.3.3 控制系统维护与管理 (10)第七章质量控制与检测 (10)7.1 质量检测方法 (10)7.2 检测设备与仪器 (11)7.3 质量管理与改进 (11)第八章安全生产与环境保护 (11)8.1 安全生产措施 (11)8.1.1 安全管理制度 (11)8.1.2 安全防护设施 (12)8.1.3 安全操作规程 (12)8.1.4 安全培训与教育 (12)8.2 环境保护与节能减排 (12)8.2.1 环保设施 (12)8.2.2 节能减排措施 (12)8.2.3 环保监管与监测 (12)8.3 应急预案与处理 (12)8.3.1 应急预案 (12)8.3.2 处理 (13)第九章员工培训与管理 (13)9.1 技能培训与认证 (13)9.1.1 培训内容 (13)9.1.2 培训方式 (13)9.1.3 认证体系 (13)9.2 人力资源管理 (14)9.2.1 人员配置 (14)9.2.2 薪酬福利 (14)9.2.3 员工晋升与激励 (14)9.3 职业健康与安全 (14)9.3.1 安全生产 (14)9.3.2 职业健康 (14)9.3.3 应急处理 (14)第十章项目实施与评价 (14)10.1 项目实施计划 (14)10.2 预期效益分析 (15)10.3 项目评价与持续改进 (15)第一章概述1.1 行业背景科技的不断发展和我国经济的持续增长,汽车制造行业作为国民经济的重要支柱产业,正面临着转型升级和市场竞争的双重压力。
汽车制造厂施工工艺的装配线优化

汽车制造厂施工工艺的装配线优化在汽车制造过程中,装配线是一个关键环节,直接影响汽车生产的效率和质量。
为了提高汽车制造厂的生产效率和降低成本,施工工艺的装配线需要进行优化。
本文将探讨汽车制造厂施工工艺的装配线优化的几个关键方面。
一、流程优化装配线的流程优化是实现高效生产的基础。
首先,需要对装配线的整体流程进行分析和评估,找出存在的瓶颈和低效环节。
然后,针对问题进行改进和优化,减少不必要的环节和动作。
例如,可以使用智能化设备替代人工操作,减少人力资源的浪费。
同时,采用合理的工艺和流程,确保每个工序的衔接和协调,避免出现阻塞和等待的情况。
二、设备升级装配线的设备是实现高效生产的关键因素。
通过升级设备,可以提升装配线的生产能力和工艺水平。
首先,需要根据实际需求和生产量的变化选择合适的设备,确保其能够满足生产要求。
其次,引入先进的技术和设备,如机器人装配等,提高装配的自动化程度,减少人工干预的错误和延误。
此外,定期检修和维护设备,确保其正常运行和良好状态,避免因设备故障导致生产中断。
三、质量控制装配线的质量控制是保证产品质量的关键环节。
通过建立完善的质量控制体系,可以有效地减少产品缺陷和不合格品的出现。
首先,要制定严格的质量标准和检测流程,确保每一道工序的质量控制。
其次,引入先进的检测设备和技术,如自动化检测和无损检测等,提高产品质量的检测效率和准确性。
同时,要加强员工的质量意识和培训,提高其对产品质量的责任感和敬业精神。
四、信息管理装配线的信息管理是优化装配线的重要手段。
通过建立完善的信息系统,可以实现生产过程的实时监控和数据分析。
首先,要建立信息采集和传输系统,将各个工序的数据整合和共享,避免信息孤岛和信息断层。
其次,要利用大数据分析和人工智能技术,对生产过程进行数据挖掘和预测分析,及时发现问题和优化方案。
此外,通过信息系统的追溯功能,可以对产品进行全程跟踪和溯源,提高产品质量的可追溯性和可控性。
综上所述,汽车制造厂施工工艺的装配线优化是提高生产效率和降低成本的关键。
简述装配线平衡的步骤。

简述装配线平衡的步骤装配线平衡是一种有效管理和优化生产线的方法,它可以帮助工厂提高生产效率、减少浪费和成本。
本文将简述装配线平衡的步骤,帮助读者了解如何进行装配线的优化。
一、确定产品需求和生产节拍在进行装配线平衡之前,首先需要确定产品的需求量以及生产节拍。
产品需求量可以根据市场需求和销售数据来确定,而生产节拍则取决于产品的工序和生产能力。
确定产品需求和生产节拍可以为后续的装配线平衡提供基本依据。
二、分析流程和工序接下来,需要对当前的装配流程和工序进行详细分析。
这包括对每个工序的操作内容、工时、设备使用情况以及员工技能要求进行了解。
通过对流程和工序的分析,可以找出存在瓶颈和浪费的环节,并为平衡装配线做好准备。
三、制定装配线平衡方案基于对流程和工序的分析,可以制定装配线平衡的方案。
首先,需要确定主要工序和次要工序,将工序按照任务复杂度和时间耗费进行排序。
然后,根据产品需求和生产节拍,在主要工序和次要工序之间进行合理的任务分配,使得每个工人都能平均负荷工作,防止出现工序滞留或者前置工序冗余的情况。
四、平衡装配线在装配线平衡的过程中,需要注意以下几个关键点:1. 了解任务时间:准确估计每个工序所需要的时间是非常重要的,这可以帮助决定每个工人完成任务的速度和节拍。
2. 任务分配:根据每个工序所需时间和产品需求量,将任务合理地分配给每个工人,确保他们的工作负荷相对均衡。
3. 线平衡指数:使用线平衡指数(Line Balancing Index,LBI)来评估装配线平衡的程度。
LBI的计算方式是将所有任务的时间和总时间相除,值越接近1表示装配线平衡度越高。
4. 利用合理工具和设备:为提高装配线平衡的效果,可以考虑使用一些优化工具和设备,例如提供人机协作的机器人、自动化装配设备等。
五、监控和改进装配线平衡不是一次性的过程,而是需要不断监控和改进的。
通过收集和分析实时数据,可以了解装配线的效率和质量,并根据需要进行调整和改进。
装配线IE工业工程改善案例

装配线IE工业工程改善案例为了提高工业生产线的效率和降低成本,企业通常会运用IE (Industrial Engineering,工业工程)的方法来进行改善。
IE工程的目标是通过优化资源和流程,改善生产效率、质量和工作环境。
以下是一个装配线IE工业工程改善案例,其中介绍了如何通过IE的方法来优化生产线的运作:1.分析生产线的瓶颈:首先,需要进行现场调研和分析,确定生产线上的瓶颈环节。
这可以通过观察工人操作、测量工序用时和生产线的吞吐量来完成。
假设在这个案例中,瓶颈环节是装配线上的零件供应。
2.优化物料供应:针对零件供应瓶颈,可以采取以下措施来优化生产线的物料供应:-优化订单和库存管理:通过改进订单和库存管理系统,减少库存积压和订单延迟,提高零件供应的准确性和及时性。
-引入供应链管理技术:运用供应链管理技术,加强与供应商的合作,减少传统的物料采购流程和时间,提高物料供应的效率。
- 采用Kanban系统:在生产线上使用Kanban系统,可以通过可视化和自动补充物料来优化供应链,减少缺货和过剩的情况。
3.优化工序流程:除了优化物料供应,还需要优化工序流程,以提高生产线的效率和质量。
-进行时间研究:通过进行时间研究,可以确定每个工序的标准时间,并评估工序中的浪费和非必要操作。
-减少非价值增加时间:分析并减少非价值增加时间,如等待、运输和修补等,以减少浪费和提高生产效率。
-实施5S方法:通过实施5S方法(整理、整顿、清扫、清洁、素养)来改善工作环境,提高工人的效率和工作满意度。
4.培训和参与员工:在实施改善方案的过程中,培训和参与员工是至关重要的。
- 进行培训:培训员工如何正确使用新工艺和设备,包括如何使用Kanban系统、如何执行时间研究和如何使用5S方法。
-提供激励措施:为员工提供激励措施,以鼓励他们积极参与改善过程和提高生产效率。
-建立沟通机制:建立一个有效的沟通机制,促进员工之间和员工与管理层之间的沟通和合作,以推动改善过程的顺利进行。
发动机装配线平衡改善

发动机装配线平衡改善第一章:绪论1.1背景介绍1.2发动机装配线平衡的概念第二章:改进发动机装配线平衡方法2.1相关解释2.2分析发动机装配线平衡影响因素2.3探讨发动机装配线平衡改善措施第三章:实验方法3.1平衡原理说明3.2实验前准备3.3平衡实验步骤第四章:结果分析4.1测试结果4.2性能分析第五章:结论与建议5.1结论5.2建议第六章:总结6.1总结6.2展望第一章:绪论本章主要介绍发动机装配线平衡改善的相关背景信息,以及其基本理念。
1.1背景介绍近年来发动机装配线已成为汽车零部件制造行业的重要组成部分。
随着技术的不断进步和生产效率的不断提高,发动机装配线在生产效率、产品质量方面发挥着重大作用。
然而,由于工厂未能按照标准要求进行装配线平衡,会导致安全风险的存在,影响产品的生产效率,以及特殊耗材的损耗等。
因此,有必要开展对发动机装配线平衡改善的研究,以提高产品的质量和生产效率。
1.2发动机装配线平衡的概念发动机装配线平衡是指利用机械平衡原理,将装配线各部分的重量控制在最佳的范围内,达到最佳的装配线安全性能要求的过程。
该过程旨在确保发动机装配线的安全性和高效运行。
发动机装配线平衡的关键在于对装配线各零部件的重量进行准确的统计,并在安全范围内进行调整。
需要注意的是,装配线平衡要求每一部分的重量之和应与装配线总重量保持一致。
第二章:改进发动机装配线平衡方法本章主要介绍发动机装配线平衡改善的相关解释、分析影响因素、以及改善措施。
2.1相关解释发动机装配线平衡改善是指根据装配线的特性,改变和优化装配线各部分重量,使各部分重量保持平衡,以提高装配线使用寿命和安全性能的操作过程。
2.2分析发动机装配线平衡影响因素发动机装配线平衡影响因素主要有:链条、凸轮、模块、凸轮带和承载件,其中最重要的是凸轮位置,凸轮位置不可太靠近装配线中心,尽量将其放置在一边以增加装配线的稳定性。
此外,还需要考虑发动机装配线的机械特性,如转动惯量、转轴形状、叶片数量、链路长度等。
《装配线精益改善》课件

培训员工:对员工进行持续培训,提高 员工技能和素质
加强管理:加强装配线管理,提高生 产效率和生产质量
工业4.0:智能化、数字化、网络化、个性化生产 精益生产:消除浪费、提高效率、降低成本 结合展望:实现智能制造,提高生产效率和产品质量 持续改进:不断优化生产流程,提高生产效率和产品质量 应用案例:介绍成功案例,展示精益生产与工业4.0结合的效果
整理:区分必要和不必要 的物品,只留下必要的物 品
整顿:将必要的物品按照 规定位置摆放整齐
清扫:保持工作场所的清 洁,防止灰尘和污垢的积 累
清洁:保持工作场所的整 洁,防止灰尘和污垢的积 累
素养:培养员工良好的工 作习惯和素养,提高工作 效率和质量
目的:提高生产效率,降低成本 方法:通过颜色、形状、位置等视觉信号进行管理 应用:生产现场、仓库、办公室等 效果:提高员工工作效率,减少错误率,降低库存成本
企业背景:某机械制造企业,生产汽车零部件 改善目标:提高装配线效率,降低成本 改善措施:引入精益生产理念,优化生产流程,提高自动化程度 改善效果:装配线效率提高20%,成本降低15%,产品质量得到提升
企业背景:某家具制造企业,生 产各类家具产品
改善措施:引入精益生产理念, 优化生产流程,提高员工技能
和废品率
背景:某汽车制造企业面临生产效率低下、质量问题频发的问题 改善措施:引入精益生产理念,优化装配线布局,提高生产效率 效果:生产效率提高20%,质量问题减少50% 启示:精益生产理念在装配线改善中的重要性,以及持续改进的必要性
企业背景:某电子产品制造企业,生产手机、电脑等电子产品 改善目标:提高生产效率,降低成本 改善措施:引入精益生产理念,优化生产线布局,提高自动化程度 改善效果:生产效率提高20%,成本降低15%,产品质量得到提升
装配型流水线的精益改善

对策: 1.全面生产维护TPM 2.加强设备相关人员的管理,培养责任 意识 3.提高维修人员技能水平
4.注重设备的保养
5.生产设备上安装自动检测装置
影响线平衡因素及改善对策-物料
1.物料配送搬运不及时 2.生产布局不合理,导致搬运混乱 3.搬运工责任意识不够 4.搬运设备/工具落后 5.来料品质不良
生产线平衡改善的主要手段
■ 作业分割 ■ 利用或改良工具、机器 ■ 提高作业者的技能 ■ 调换作业者 ■ 增加作业者
生产线平衡的改善模拟图
生产线平衡的改善模拟图
工作站减少工时的方法
1.作业分析与改善 ◆双手作业分析 ◆人机作业分析 ◆联合作业分析
2.动作分析与改善 ◆动作顺序 ◆工装治具 ◆工位布局
平衡管理原则
■ 平衡物流要求,而不是平衡实际的生产能力。 ■ 非瓶颈的利用程度不是由其本身决定,而是由系统的瓶颈决定。 ■ 瓶颈上一个小时的损失则是整个系统的一个小时的损失。 ■ 非瓶颈节省的一个小时无益于增加系统的产销率。
生产线平衡定义
◆
生产线平衡是指构成生产线各道工序所需的时间处于平衡状态,作业 人员的作业时间尽可能的保持一致,从而消除各道工序间的时间浪费 ,进而取得生产线平衡。
谢谢观看!
生产线平衡改善的盲点
◆ 生产线的管理人员,如对改善技法缺失了解,如出 现不平衡状态时,习惯用人员增补来弥补,这是一 个不动脑筋的做法,不足为取。
◆ 除了对上面介绍的技法以外,也可对材料、零件包 括设计方法来检讨,有否缩短工时的方法。
◆ 生产线补进新手时,因新手对工作不熟悉,熟练不 足,在配置上尤其要注意,会造成很大的不平衡使 产量大幅度下降,或对新手造成异常的工作压力。
图片1
装配式建筑施工中的工艺流程标准化与工序优化
装配式建筑施工中的工艺流程标准化与工序优化随着社会的发展和建筑业的进步,装配式建筑作为一种快速、环保、高效的建筑形式正在逐渐得到广泛应用。
然而,在实际的装配式建筑施工过程中,工艺流程的标准化和工序的优化是至关重要的。
本文将从这两个方面进行讨论,以探究如何提高装配式建筑施工质量和效率。
一、工艺流程标准化在装配式建筑施工中,每一个环节都需要严格按照规定程序进行操作,以确保整个施工过程顺利进行,并最大限度地避免出现错误和质量问题。
因此,标准化的工艺流程是必不可少的。
1. 施工前准备在开始任何一项施工任务之前,必须做好全面细致的施工前准备。
这包括制定详细完善的施工计划、制定安全交底方案、安排好人员配置等。
只有在做好这些准备之后,才能确保后续的施工过程更加顺利。
2. 材料选用与加工装配式建筑施工的关键是使用质量可靠的材料,并对其进行精确的加工。
因此,在工艺流程标准化中,必须明确指定适用于装配式建筑的优质材料,并规定具体的加工方法和要求。
只有这样,才能保证施工过程中使用的每一个构件都符合设计要求。
3. 模块制造与组装模块化是装配式建筑施工的核心,而模块制造与组装则是其中最重要的环节之一。
在模块制造方面,需要严格按照标准化程序进行生产,并充分利用现代化设备和技术,以提高效率和质量。
在模块组装方面,应精确测量、对齐和连接每一个构件,确保构件之间的协调性和稳固性。
4. 质量检验与控制质量检验是保障装配式建筑施工质量的关键环节之一。
在标准化流程中,必须设置严格有效的质量检测点,并制定完善可行的检测方案。
只有通过多层次、全过程的质量控制,才能确保每一个细节都符合设计和标准要求。
同时,及时发现问题并进行必要的修复和调整也是非常重要的。
二、工序优化在装配式建筑施工中,工序优化可以提高施工效率,并降低成本和资源消耗。
以下是一些常见的工序优化措施:1. 流程精简通过对施工过程进行分析和评估,找出可能存在的冗余环节和瓶颈环节,并采取相应的措施进行流程精简。
装配线改善的步骤和标准
第七步:依据节拍(13分钟,对于超出节拍的员工进行再次的作业观察,进行改 善。)
标准节拍线 (210秒)
现在,需要加工部给一份这项工作的计划和实施每一个分项的担当人。 另外,一定要在一周之内,完成所有的测时任务。(可以是一个型号的产品)
时间观测纸和填写例—对于人的作业观察
生产线平衡分析
Line Balancing
1、从工位器具取左右高卧支架,放入驾驶室; 2、取工具和工具盒,上车,进入作业位置,准备装配; 3、取左、右支架,装配到位; 装高卧支架 王波 等 4、放高顶卧铺到驾驶室内; 5、装高顶卧铺; 6、下车,放回工具盒,回到起始位置 1、从工位器具取前幕帘导轨、侧窗帘导轨,放入驾驶室; 1I 2、取工具和工具盒,上车,准备装配; 3、取前幕帘导轨,装配到位; 装前幕帘导 4、固定顶盖内护板前部(两处); 轨、侧窗导 王波 5、移动至右后侧,取右侧窗帘导轨,装配到位; 轨及衣帽钩 6、顺时针转身,取衣帽钩,装配右侧到位; 等 7、移动至左侧,取衣帽钩,装配左侧到位; 8、顺时针转身,取左侧窗帘导轨,装配到位; 9、下车,放回工具和工具盒,回到起始位置(工位器具)。
线平衡改善的步骤和标准
制造特点和关注点的分析
制造形态 细分 大批量,重 复加工 多品种,少 批量 大批量,流 水线 装配 主要特点 重复生产,批 量大 加工数量少, 设备数量少, 能力大 物动,人不动 代表产品 关注点
加工
汽车、摩托 生产线流线化布局、定生产 车机械零件 节拍、标准作业,SMED,全 员设备管理 单个制造产 齐套性、生产计划与员工作 品的零件 业计划的分解和达成管理 汽车、摩托 定节拍、员工的作业平衡、 车、家电组 标准作业、信息流和物流的 装 关系、外购外协件质量管理, 生产线可动率管理和改善 轮船装配 日别的生产计划达成、生产 异常的解决、设计技术对于 现场的支持、供应链的能力