_翅片防腐喷涂作业指导书
喷涂车间作业指导书(2篇)

喷涂车间作业指导书1.0粉工艺流程电镀件检验后工件清理和准备喷前准备喷粉固化质检入库2.0电镀件的检验参照《电镀作业指导书》43.0喷粉操作规程3.1工件清理和准备3.1.1将待喷工件烘干;3.1.2清理表面残迹;3.1.3清理镀层的疏松层、起泡面;3.1.4清理表面残余物(包括少量的金工缺陷);3.1.5凡打磨过的表面,用天那水作钝化处理;3.1.6对工件免喷处进行保护处理;3.1.7彻底清除表面灰尘等;3.1.8配合喷粉工适时将待喷工件送入喷房。
3.2喷前准备3.2.1准备待喷粉末;3.2.2开启空压机等喷粉辅助设备;3.2.3开启喷房回收系统;3.2.4清理喷房;3.2.5调节静电发生器和喷枪。
3.3喷粉3.3.1待处理好的挂入喷房;3.3.2打开喷枪至出粉正常后开始施喷工件;3.3.3喷粉以先慢后快的施喷方法一层一层的覆盖(一般3~4遍);3.3.4首先喷死角位和反面(包括安装后看不见等非装饰面);3.3.5然后喷涂正面;3.3.6对所喷工件进行检查和修补;3.3.7将喷涂合格的工件挂在烘烤车上;3.3.8吹去挂件时掉落在工件表面上的尘埃(必要时对碰伤处进行修补)。
3.4固化3.4.1打开固化炉门;3.4.2开启燃烧机;3.4.3待固化炉热风循环稳定后(排尘过程);3.4.4将挂满喷粉工件的转序车推入固化炉内;3.4.5关好炉门;3.4.6将炉温设置在180~240℃之间;3.4.7待炉温达到设定值时计时20~30分钟后,打开炉门;3.4.8将固化好的工件转移到待检区。
4.0喷涂制品的质量检验4.1喷粉前工件表面处理符合要求,无油污和灰尘污染,不能有撞伤、毛刺、披锋等缺陷;4.2固化后工件表面无尘粒、针孔、桔皮、露底等外观缺陷;4.3必要时在工件安装后看不到的隐藏面进行附着力检验;4.4参照《静电粉末涂装件/检验标准书》。
喷涂车间作业指导书(2)一、前言喷涂车间是一个对工作环境及作业者要求严格的场所,因此有必要制定一份作业指导书来规范操作流程,确保作业的安全和质量。
翅片和导流片冲制工艺守则(作业指导书)
PE-03-703 翅片和导流片冲制工艺守则(作业指导书)1.总则。
1.1翅片和导流片是板翅式换热器的关键零件,它的质量好坏直接关系到板翅式换热器产品质量和使用性能。
因此,必须严格按JB\T7261-94《铝制板翅式换热器技术条件》的要求进行制造和验收。
1.2本守则为翅片和导流片冲制工作人员的法规性文件,必须认真的贯彻执行。
2. 冲制前的准备和必备条件。
2.1对翅片、导流片冲制的环境应保持清洁整齐、严格防沙、防尘。
又舒适良好的文明生产坏境。
2.2要认真的保养好工装夹具、冲床的精度应保持良好的状态,每月进行一次设备点检,点检精度要求为:工作台面与下模板的等高误差≤0.05。
2.3调整好冲模的高度和间隙,运动部件要加润滑油、进行试运转,检查运动机构是否灵活正常。
2.4装好被冲材料,准备冲制。
2.5冲制铝箔宽度为300mm,要求边缘平整。
如边缘质量达不到要求时,允许铝箔宽度为315mm(采购合同中注明),增加滚剪工序,滚剪达到300mm要求。
如有特殊规格要求,应在工艺卡片和产品材料消耗工艺定额明细表中规定。
3. 冲制3.1每次冲制时都要先预冲几翅,严格检查翅形质量,特别要严格检查高度公差,内翅片的高度公差为+0.05~+0.02;外翅片在计算粒数和拉对长度的高度公差为+0.03~+0.01,如发现不符合上述要求者,应立即停止,分析原因,及时调整高度后才能继续进行冲制。
3.2在检查合格后进入连续冲制的时候,也要经常进行自检和质检员抽检,抽检频次为4/D,如发现问题应及时进行处理。
3.3冲制的翅片、导流片,应根据产品图纸及工艺卡片的要求及时切割成块状(或卷成筒形),冲制高度大于或等于7.5mm时,应对翅片进行整形。
3.4切割好的翅片和导流片应放在专用或通用的工位器具内,摆放要整齐,做好标识。
3.5翅片和导流片咋运输过程中,必须有工位器具盛装,搬运要轻装轻放,保证翅形不受损伤。
3.6为了保持冲模的精度和寿命,应保持被冲材料的清洁度,并经常添加润滑油。
喷涂岗位作业指导书【范本模板】

喷涂标准作业规范一、目的为了规范作业员的工作行为,防止由于人为的疏忽造成的产品的返修、报废。
推动员工操作的规范化、标准化。
二、适用范围钣金生产部喷涂组所有员工。
三、内容1。
组长在分配工作任务时,要根据作业员的技能、经验,并将该产品的加工注意事项、产品的品质要求向作业员交代清楚。
2。
作业员在接受到组长的生产任务后,须对照图纸检查来料是否合格,图纸与零件是否相符,如有异常立即报告给组长。
3.确认来料合格后,作业员须审查工程工艺图纸以及工程原图,看清图纸的技术要求,明确喷漆的种类、颜色、膜厚及有关规定。
4。
刮灰、砂光。
4。
1.对磷化后的产品进行刮灰处理,根据产品的质量要求和技术要求进行刮灰补充,对于凸出部须整平后打磨刮灰,对打磨后凹坑部分进行刮灰,对划痕及缝隙部分进行刮灰补充.4.2.对刮灰后的地方在刮灰完成后,须经过测试,检验刮灰后的平面度是否影响喷涂后的目视感观。
4.3。
对砂光后的产品进行二次检测,如发现仍有凹凸不平进行二次刮灰,力求达到刮灰后最佳平整度.4。
4。
喷粉的产品,用80#—100#砂纸对工件表面进行砂光,并检查此工件是否达到喷涂后能盖住缺陷的效果。
4。
5.喷漆的产品,内外表面浅划伤的零件,以磨平处理,且用400#砂纸砂光平整;对内外表面深划伤的零件,必须刮原子灰补平、再用400#砂纸砂平整。
4.6。
零件上挂具喷涂时,分清零件的主观部位。
挂具、挂钩应挂在零件内表面不易察看到的位置。
而且要跟工件铁面接触以便能够起到导电作用,不能挂在胶纸上。
4。
7.零件的表面用高压空气把灰尘杂物清除干净。
并检查前工序是否做到位。
5。
喷涂5.1.1.为了确保喷粉质量,使用的压缩空气应经过过滤器过滤。
5。
1.2。
零件受粉时,静电应调在30-90KVA范围内喷涂;返修件静电应调到20-50KVA。
5.1.3.粉枪根据零件的形状先喷折弯内角处,保持喷枪与零件之间距离约300mm远.5.1.4压缩空气的压力必须达到4-5个压力,压力过低喷枪口雾化不均、粉末乱流。
防腐蚀涂装作业指导书的编写

共 9 页第 页 十头鸟/zblhx84 整理
2
LOGO
附着力测试 其它测试 安全、健康和环保
XXXXXX有限公司
XXXXXXX 工程项目 XXXXXX 钢结构
防腐涂装作业指导书
则 SSPC PA2-2004 PAINT APPLICATION SPECIFICATION NO. 2 —Measurement of Dry Coating Thickness with Magnetic Gages ISO 4624-2002 色漆和清漆-附着力的开法试验 ISO 2409:2007 色漆和清漆-划格试验 ISO 16276-1-2007 防护涂料体系对钢结构的防腐蚀保护-涂层附 着力及粘附力的评定和验收准则-第 1 部分:拉开法测试 ISO 16276-2-2007 防护涂料体系对钢结构的防腐蚀保护—附着力 的评估和验收-划格试验和 X 切试验 NACE SP0188 漏点测试 ISO 15184-1998 色漆和清漆-铅笔法测定涂膜硬度 ISO 2813-1994 色漆和清漆-在 20 度,60 度和 85 度下非金属涂层 反射光泽的测定 表面电阻率测定等等 宜列出在施工所在地的标准规章,不要求 ISO 了。如: GB 12942-2006 涂装作业安全规程 有限空间作业安全技术要求 GB 7691-2003 涂装作业安全规程 安全管理通则 GB 6514-1995 涂装作业安全规程 涂漆工艺安全及其通风净化 等等
例如,以 ISO 为列,常用的标准如下:
用途
标准的型号、名称
ISO 8504-1:1992,涂料和有关产品使用前的钢底材的处理—表面
处理方法—第 1 部分:总则
表面处理作业
ISO 8504-2:2000,涂料和有关产品使用前的钢底材的处理—表面 处理方法—第 2 部分:磨料喷射清理
喷涂作业指导书(2023最新版)

喷涂作业指导书喷涂作业指导书⒈简介⑴目的本作业指导书的目的是为喷涂作业提供详细的指导,确保操作者了解正确的喷涂步骤和注意事项,以确保作业安全及良好的涂装效果。
⒉适用范围本作业指导书适用于所有喷涂作业,包括但不限于工业喷漆、汽车喷漆等。
⒊准备工作⑴材料准备- 喷涂器具:喷枪、喷涂罐等。
- 涂料:根据喷涂工程需要选择适当的涂料,并按照涂料供应商提供的要求进行配制。
- 溶剂:如有需要,根据涂料的要求选择适当的溶剂。
- 研磨材料:用于准备喷涂表面的砂纸、砂轮等。
⑵工作环境准备- 确保喷涂操作区域通风良好,避免有害气体积聚。
- 清理喷涂操作区域,确保无杂物和尘埃,以避免影响喷涂质量。
- 在喷涂区域设置必要的防护措施,如防护帐篷、地布等。
⑶个人防护措施- 戴上防护眼镜和手套,以保护眼睛和手部不受涂料的刺激。
- 戴上口罩或呼吸器,以防止吸入有害气体。
- 穿上适当的工作服,避免直接接触涂料。
⒋喷涂步骤⑴表面准备- 清洁表面:使用清洁剂和布料清洁待喷涂表面,确保表面无尘、无油污。
- 利用砂纸或砂轮磨砂:根据喷涂要求,对表面进行砂纸或砂轮磨砂,以提供良好的粘附性。
⑵涂料配制- 根据涂料供应商提供的要求,按照指定的比例和方法配制涂料。
- 如有需要,加入溶剂并充分搅拌,以确保涂料均匀。
⑶喷涂操作- 调整喷涂器具:根据涂料的粘度调整喷枪的喷嘴直径和喷压,以获得合适的喷涂效果。
- 进行喷涂:从离表面约20-30厘米的距离开始喷涂,保持均匀的喷涂速度和喷涂角度,避免出现漏涂或滴落现象。
- 喷涂层数:根据需求,喷涂多层涂料,每层之间应按照涂料供应商的要求进行干燥和研磨。
⒌注意事项⑴安全- 在喷涂操作过程中,避免吸烟、明火等明显火源。
- 避免涂料喷溅到皮肤和眼睛,如有不慎,应立即用水冲洗,并寻求医生的帮助。
- 注意喷涂区域的通风情况,确保室内空气流通。
⑵质量控制- 根据喷涂作业的要求,检查涂料的质量和配比是否符合规定。
- 检查喷枪的喷嘴和压力是否调整正确,以确保喷涂的均匀性。
喷涂作业指导书

喷涂作业指导书1000字喷涂作业是一项重要的涂装工艺,其涂装效果不仅影响到产品的外观质量,更是直接关系到产品的防护性能。
因此,在进行喷涂作业时需要严格遵循操作规程,保证作业安全和涂装质量。
1. 喷涂前准备(1)清洁表面喷涂前需要将被涂物表面清洁干净,去除油脂、尘土、锈迹等污染物,以免影响涂料的粘附性和附着力。
更好的表面清洁措施是使用排气式研磨机研磨表面,去除原有涂料和污染物。
如果没有研磨机,可以采用手工研磨,但是需要使用合适的砂纸和磨具进行研磨。
(2)涂装准备准备好喷枪、空压机、涂料、稀释剂、输送管道等喷涂设备和辅助设备,保证设备的清洁和正常运转。
同时,需要根据涂料的性质选择适当的喷嘴和涂装压力,保证喷涂质量和效率。
2. 喷涂操作(1)调节喷涂压力喷涂压力的大小直接影响到喷涂的效果和质量,因此需要根据涂料的性质和涂装的要求进行调节。
一般情况下,涂料粘稠度较高时,需要增加喷涂压力;涂料粘稠度较低时,需要减小喷涂压力。
(2)施涂时放稳在喷涂时需要注意施涂的角度和力度,并保持稳定的喷涂速度。
喷涂时的角度要与被涂物表面成垂直方向,喷涂过程中要进行均匀的扫描,喷涂速度要保持恒定。
(3)多次涂覆一般情况下,需要进行多次涂覆才能保证涂层的厚度和质量。
各次涂覆之间需要进行干燥或者鼓风处理,保证涂层的密实性和附着力。
3. 喷涂后处理(1)清洁喷枪喷涂结束后需要对喷枪和涂装设备进行清洁和维护,避免喷涂设备受到污染而影响使用寿命。
清洁喷枪可以采用使用清洁液或清水进行清洗并进行干燥。
(2)涂层干燥涂层干燥是涂装工序中最后一个关键步骤,它直接影响到涂层的防护性能和使用寿命。
一般情况下,涂层的干燥时间要根据涂料的性质和室内环境温度进行调节,以保证涂层能够彻底干燥和固化。
(3)检验涂装质量喷涂作业完成后需要对涂层进行检验,确保涂装质量符合要求。
检验涂装质量包括涂层厚度、涂层平整度、附着力、颜色等多个方面,通过涂层检验可以判断出喷涂过程中存在的问题并及时处理。
喷涂作业指导书

喷涂作业指导书喷涂作业指导书1.简介本文档旨在指导喷涂作业的准备与操作,确保作业安全与效果。
2.作业准备2.1.确定喷涂区域:根据需要喷涂的物体或表面,确定喷涂区域,并确保其周围环境整洁,并清除杂物。
2.2.准备喷涂设备:选择适用的喷涂设备,并进行必要的维护和检查,确保其正常运行。
2.3.准备涂料和溶剂:根据喷涂需求,选择合适的涂料和溶剂,并储存于安全、清洁的容器中。
2.4.个人防护措施:佩戴适当的个人防护装备,如手套、防护面罩、护目镜等。
3.喷涂操作3.1.涂料配制:根据涂料的使用要求,按照推荐的比例混合涂料和溶剂,确保均匀混合。
3.2.喷涂技术:掌握正确的喷涂技术,包括喷涂距离、喷涂角度、喷涂速度等,以确保喷涂均匀、一致。
3.3.喷涂顺序:根据物体的形状和结构,确定喷涂的顺序和方向,从上到下、从内向外的顺序进行喷涂。
3.4.喷涂厚度:根据涂料的要求,控制喷涂的厚度,避免过度喷涂或不足喷涂。
4.安全措施4.1.通风条件:确保喷涂区域通风良好,以避免涂料的挥发物滞留。
4.2.灭火设备:在喷涂区域设置适当的灭火设备,并确保操作人员了解如何使用。
4.3.防火措施:远离明火、静电和其他易燃物,确保喷涂区域的火灾安全。
4.4.废料处理:妥善处理喷涂过程中产生的废料和涂料桶,以避免环境污染。
5.附件本文档所涉及的附件包括:- 喷涂设备检查表- 涂料和溶剂储存区域示意图- 个人防护装备清单6.法律名词及注释- 涂料:涂覆物质,用于保护、装饰和改变物体表面性质的材料。
- 溶剂:起溶液调整作用的液体,用于稀化、溶解涂料,以达到适宜的粘度和流动性。
- 灭火设备:指用于灭火的工具和装置,如灭火器、灭火器具等。
喷涂作业指导书
喷涂作业指导书喷涂作业指导书1.概述喷涂作业是一种常见的表面处理和涂装技术,用于给物体表面涂上各种颜色和保护层。
本指导书旨在提供详细的操作步骤和安全要求,以确保喷涂作业的高质量和安全性。
2.准备工作2.1 确定喷涂材料和设备2.1.1 选择适当的喷涂材料和颜色2.1.2 确保喷涂设备完好,并进行必要的维护和清洁2.2 准备工作区域2.2.1 清理工作区域,确保没有杂物2.2.2 搭建适当的工作台和支架,以便能够方便地进行喷涂作业2.2.3 制定必要的安全措施,例如划定安全区域和使用标志2.2.4 预先准备好所需的辅助工具和备用材料2.3 个人保护措施2.3.1 穿戴适当的个人防护装备,包括呼吸器、防护服、手套和护目镜等2.3.2 避免喷涂材料直接接触皮肤和眼睛2.3.3 喷涂材料应在通风良好的环境中使用3.喷涂操作步骤3.1 准备工件3.1.1 清洁工件表面,去除表面污垢和油脂3.1.2 平整和打磨工件表面,以便涂料能够附着牢固3.2 混合和稀释涂料3.2.1 按照涂料供应商的说明,正确混合和稀释涂料3.2.2 使用适当的工具进行混合和搅拌,确保涂料均匀和稳定3.3 喷涂操作3.3.1 根据工件的形状和大小选择合适的喷枪和喷嘴3.3.2 保持适当的喷涂距离和角度,均匀喷涂涂料3.3.3 运动速度应匀速而稳定,以防止涂层厚度不均匀或出现滴落3.4 完成喷涂3.4.1 喷涂完成后,检查涂层的质量和均匀性3.4.2 根据需要进行涂层的干燥和固化4.安全要求4.1 确保通风良好的作业环境,避免喷涂材料的毒性或有害物质积累4.2 穿戴适当的个人防护装备,保护皮肤和呼吸道4.3 使用和储存喷涂材料时,遵循相关安全操作规程和指南4.4 避免使用过期或已损坏的喷涂材料4.5 喷涂作业时,避免吸烟、使用明火和靠近易燃物品附件:●喷涂设备清单●喷涂材料规格表●个人防护装备清单法律名词及注释:1.职业安全与健康法:指保护劳动者生命安全和身体健康的法律法规,包括工作场所的安全管理和职业病防治等方面的内容。
喷涂作业指导书
喷涂作业指导书
作业指导书文件编号:HY-JST101
版号:A/0分发日期:2011.8.24标题:喷漆作业指导书
页码:1/1分发编号:011、目的:
为了保证工艺规范的可执行性,确保产品有效控制,使我们提供的产品满足用户的需求。
2、适用范围:
3、适用喷漆组喷漆工序的操作规范和产品质量的有效控制。
4、工作准备:
1.1工作场所应洁净,无尘,明亮
1.2喷漆现场应打扫干净、并将地面洒水。
1.3工件表面灰尘应用气吹干净,用原子灰摸好裂纹等其它缺陷,并将不合格工件挑出。
3.4调整喷枪压力,至漆雾最佳状态。
3.5面戴防护罩。
5、喷漆:
3.1按客户要求的漆色调配油漆配比(漆料:汽车专用油漆=1:4)。
4.2调整空气压力为4-6Mpa范围,使漆雾达到最佳状态。
4.3喷枪与工件的距离为250-300mmo
4.4喷枪出漆量控制在50-300g∕min范围内。
4.5控制漆膜厚度在20-25um范围。
6、喷漆工艺控制:
4.1由熟练操作工人上岗操作喷漆设备。
5.2按要求调配油漆的粘度。
5.3喷涂角度最好是垂直对工件表面喷涂,喷涂操作方法:从里到外、先边角后中心、从上到下、从左到右、腔里均匀,保证各处覆盖均匀一致,防止漏喷或流挂。
6、检验标准:
(1)漆膜光滑平整、润滑,色泽及厚度均匀一致,光泽度高,丰满度好;
(2)无皱纹、泡、流挂、针孔及漏喷;
(3)层间结合严密、粘附良好,无分层、起毛、龟裂。
编写审核批准。
09防腐涂装工序作业指导书14-75
防腐体系依据的技术标准和涂装规范技术要求1、主要引用标准:ISO/DIS 12944 钢结构保护涂层NACE 5-SSPC SP12覆涂前采用高压和超高压水喷射处理并清理钢材及其他硬质材料的表面GB8923 涂装钢材表面锈蚀等级和除锈等级(相对国际标准ISO 8501-1:1988)GB6060.5 表面粗糙度比较样板抛(喷)丸、喷砂加工表面(相对国际标准ISO 8503-2:1995)GB6484 铸钢丸GB6485 铸钢砂GB/T13312 钢铁件涂装前除油程度检验方法(验油试纸法)HG/T3656 钢结构桥梁漆JB/Z350 高压无气喷涂典型工艺GB1764 -79(89) 漆膜厚度测定法GB7692 涂装作业安全规程涂漆前处理工艺安全GB6514 涂装作业安全规程涂漆工艺安全(漆膜的物理机械性能测定执行对应的GB标准)GB/T15957-1995 大气环境腐蚀性分类2、底材表面处理目的:在底材表面形成一个清洁的表面,消除金属腐蚀的隐患,底材表面的粗糙度,洁净度达到相应防腐配套技术要求。
2.1喷砂前底材表面处理和焊缝处理(1)喷砂应在钢材切割、矫正、组装完成后进行。
(2)应除去焊渣、起鳞、割孔、焊孔等表面缺陷,打磨圆顺所有锐边、尖角(Rf2mm)和毛刺,经检验合格后方可进行喷砂作业。
(3)去除底材表面油污,用清洁剂进行低压喷洗或软刷刷洗,并用高压淡水枪冲洗掉所有残余物,干燥后经检验合格,进行喷砂。
2.2喷砂作业的环境条件:钢板表面温度高于露点3摄氏度以上,厂房内相对湿度低于75%,露天作业相对湿度低于90%。
2.3磨料喷砂所用的磨料应符合GB6484、GB6485标准规定。
金属砂为的棱角砂、钢丸、钢丝切丸混合而成,混合比为3:1.9:0.1。
棱角砂的规格为G20、G25、G40钢丸的规格为S330、S390、S460。
2.4喷砂工艺要求检查并确认喷嘴处压缩空气压力在5.5-7公斤。
压缩空气无油无水,必要时进行油纸试验。
喷涂作业指导书
喷涂作业指导书1.0 前处理 1.1 检验对进入烤漆车间的产品进行检验以素材限度样本为准刮伤碰伤明显磨痕不良品要及时检出以免流入下工序1.2 清洗清除产品表面尘埃用去渍油清洗产品表面清洗不掉的隔离放置 1.3 吹气除去表面灰尘杂物用吹气枪对部品表进行除尘表面无灰尘残留 1.4 擦拭清除产品表面污渍水印用棉布头擦拭表面擦拭后表面光泽一致无污渍水印2.0 喷涂 2.1 有色涂装确认1、一经过确认颜色的涂料可直接喷涂,重新用涂料需再确认2、未确认的涂料需按样品或色卡确认并经过受入检验重复确认通过方可喷涂对部品表面进行喷涂 1、涂装色控制在限度样本内2、试作、试产数量要严格控制2.2 上挂部品挂入喷涂工装选用适合生产工序的工装防止上挂对部品的刮伤 2.3 烘干表面烘干温度:150度。
时间:40分钟严格控制温度、附着力、烘干色泽等3.0 成品检验 3.1 下挂烘干后成品下挂报纸包装防止部品刮伤3.2 检验成品检验 1、外观检验 2、附着力抽检 3、牙孔抽检4、检验员旁放置良品样品和主要不良品样品 5、检出各种喷涂以及其它原因造成的不良品以限度样本为准3.3 受入检验对一道检验进行抽检确认严格控制不良品的下一环节流通以限度样品为准3.4 包装入库良品经包装入库用报纸进行包装.4.0 不良品处理 4.1 未喷素材对素材的不良原因分类送整形车间返修处理素检以样品为准4.2 喷涂产品用天拿水脱漆处理经擦拭流入前处理工序备注:。
喷涂作业指导书
喷涂作业指导书第一篇:喷涂作业指导书编号:PTGY-01喷涂工艺喷漆是对经过检验合格后的产品、半成品进行覆盖的表面处理。
喷漆起到防锈、防腐,美观并具有标志的作用。
在喷漆前必须进行前处理,此时要对欲进行喷漆的产品进行整体检查,并对可修复的缺陷进行修整、补救。
1、前处理工艺流程简图预处理→除油→水洗→除锈→水洗→干燥→打腻子→除粉尘2、前处理工艺规范及操作规程 2.1.除锈:2.1.1除锈是根据具体生产现场的条件及被处理工件表面状况的不同,而采取不同的处理手段,消除影响喷漆质量的不利因素。
①薄板件、小零部件产用酸洗、磷化处理;②大工件采用角向磨光机等手动工具或抛丸除锈(氧化皮),除锈处理达Sa2.5(手工St3)或酸洗磷化。
处理后用压缩空气清除锈尘2.1.2除锈的质量检验标准为目视,除锈后的工件应无锈迹或氧化皮残留,机体表面为均匀的银灰色金属基体即可。
2.2.除油2.2.1预处理除油应使用除油剂(或需充分稀释的除油清洗剂)进行擦洗。
严禁使用有机溶剂(如汽油、香蕉水等),以避免工件表面形成有机溶剂固体保护膜影响除油质量。
2.2.2使用除油清洗剂时,应在常温情况下对工件浸渍10分钟。
去除重油污时间要延长。
除油质量的检验方法是:用水冲洗,工件表面水膜连续,即除油干净。
3、前处理操作中的关键环节编号:PTGY-013.1、工件吊装较大、重的零、部件经过预处理时,必须要有合理的吊装,并应避免工件之间堆叠、紧贴。
3.2、干燥3.2.1工件若经过清洗后,必须使用电加热吹风工具对工件表面进行烘干处理(也可使用压缩空气吹干)。
特别是易聚集溶液的地方,在吹干前可先倾斜工件,倒出多余的溶液,然后吹干。
3.2.2喷漆前应用干净的粗布头或纱布将工件表面擦拭干净,并用高压空气吹掉灰尘,严禁未经过檫拭或吹灰进行喷涂。
3.3喷漆前注意事项3.3.1前处理后的工件,在涂装前应有必要的,以防止雨淋、沾水或油污等影响喷漆质量的措施。
3.3.2,前处理后的工件必须在两天内完成喷漆操作,严禁超过两天或久置。
喷涂工艺作业指导书

篇一:喷涂油漆工序通用作业指导书喷涂油漆工序通用作业指导书1范围本标准规定了喷涂工序所遵守的工艺要求,包括根本要求、施工条件、涂装过程技术要求、安全留意事项等。
本标准适用于涂装工序作业者,也可用于治理者对施工者的质量检验。
2根本要求2.1涂装所用的防锈漆、底漆、腻子、二道浆、面漆、稀释剂等,应配套使用。
2.2各种涂漆材料的品种、规格、质量等,均应符合有关标准的规定。
2.3对于双组分涂料,应:a)按当日〔班〕需要量,严格依据产品说明书上规定的比例调配,充分搅拌;b〕放置30min~60min〔熟化期〕,以使充分反响,待气泡消逝后,才能使用。
2.4尽量缩短原材料储存期:a〕做到先来先用;b)凡标签不清、品质不明、包装破损或存期过长的涂料,应经检验鉴定;c〕符合标准规定着方可使用。
2.5开桶前应吃净或擦净桶外壁,严防开桶时灰尘和杂质掉入漆中。
2.6漆料在开桶前应倒置并用力摇荡,开桶后再搅拌均匀,如有杂质、漆皮等需过滤。
2.7涂漆材料的存放应符合安全存放的要求。
3 施工条件3.1涂漆施工场地应:a〕保持施工现场清洁、枯燥、空气流通、光线充分;b〕环境温度保持在 10oc~35oc,相对湿度不大于 75%;c〕如在大于该湿度施工时,应实行防潮措施。
3.2对在室外烈日曝晒或严寒冰冻状态下的外表,不得进展涂漆作业。
3.3涂漆用具应清洁。
4技术要求4.1严格遵守喷涂三原则:4.1.1喷漆三原则,即喷漆距离、喷枪运动方式和喷雾图样搭接的把握原则。
4.1.2依据所用喷枪型号,选择适合的喷漆距离,以涂料损失量最小,且不产生流挂为准。
4.1.3喷涂时:a)喷枪应垂直于喷涂外表,平行运行,并且要求恒速;b〕喷枪移动速度一般把握在 30 cm/s~60 cm/s。
4.1.4喷雾图样的的搭接宽度应保持肯定,前后搭接程度一般为有效喷雾图样的1/4~1/3。
4.1.5手工涂刷时,板刷吃漆要饱满,涂刷均匀,板刷做往复涂刷,使涂刷外表均匀、完整。
油漆防腐工程作业指导书

油漆防腐工程作业指导书为加强对天然气在用管道油漆防腐施工过程中的安全、环保、质量特制定本工艺。
1、油漆防腐前的准备工作:施工人员必须进行有关安全知识教育,现场指定专人负责安全工作,办理用电和动火手续,施工前必须查漏相邻管道是否有泄漏(如有泄漏应处理好以后施工),施工人员必须穿戴好正确的劳保用品,安全帽。
在狭窄或空气不流通处施工,必须提供强力通风。
2、管道表面处理:在用管道一般采用人工,角向磨光机除锈方法,表面处理的好坏是直接影响涂料质量的关键,在涂装前用角向砂轮机对金属表面进行彻底清理,将旧漆膜、氧化皮、铁锈等附着物和杂质清洗干净,达到ST3级除锈质量等级要求,即表面显露出金属光泽,无可见的油脂和污垢,无氧化皮、铁锈等附着物。
3、底漆的选用:H06-1型环氧副锌底漆以环氧树脂为基料并加有超细金属锌料,采用聚酰胺树脂作为固化剂,另加助剂配置而成,具有阴极保护作用,防锈性能优异,附着力强,耐油,耐水性好,适用于管道,钢结构等需重防蚀作为防锈底漆,该底漆干燥时间快:23±2℃,表干≤30min,实干≤24h,漆膜厚度为:湿膜160μm,干膜80μm,熟化时间为:23±2℃,0.5-1h。
4、中间漆的选用:H53-6型环氧云铁防锈漆(双组份)由环氧树脂,鳞片状云氧化铁,防锈添加剂、固化剂等组成具有较高的封团性,耐热、防蚀性良好,并具有广泛的配套性,干燥时间:23±2℃,表干≤2h,实干≤22h,漆膜厚度:湿膜200μm,干膜100μm。
5、面漆的选用:BS52-12型丙烯酸聚氨脂面漆(双组份)以羟基丙烯酸树脂为基料,以HDI-缩二脲为乙组份漆膜有良好的物理机械性能,优异的防腐性能,而耐热,耐盐雾,保光,保色性及耐候性突出,干燥时间:23±2℃,表干0.5小时,实干24小时,熟化时间为:23±2℃,20分钟,漆膜厚度:湿膜170μm,干膜75μm。
6、涂装工艺及质量控制点:7、涂装环境条件:宜充分利用好天气涂漆,潮湿的表面不宜涂漆,雨天、雾天、落雹天气均不宜施工。
翅片防腐喷涂作业指导书
1. Objective/目的Define the operating parameters and ensure the proper anti-corrosion coating of fins with continuous flatness. /定义操作参数和确保翅片防腐喷涂的涂层厚度的连续性。
2. Scope/范围This work instruction covers anti-corrosion coating performed inside the workshop of our company of fins of all radiators which are using for 8 row tubes’aluminum fins and copper tubes. /适用于8排管纯铝翅片及紫铜管的散热器在本公司车间内的作业喷涂。
3. Responsibility/职责3.1 PE(Production Engineer) and project engineer are responsible for define the operatingparameters. /工艺工程师和项目工程师负责定义操作参数。
3.2 Production workers are responsible for operating coating according to this work instruction andchecking the coating result by themselves. /生产部操作工负责按照本作业指导书作业并且实施自检。
3.3 Inspector of QA dept. is responsible for monitoring the coating process and checking thecoating result. /质保部检验员负责监控喷涂的过程以及检验喷涂效果。
喷涂作业指导书
喷涂作业指导书喷涂作业指导书1:引言本文档旨在提供针对喷涂作业的详细指导,确保作业高效、安全和优质完成。
本文档适用于喷涂作业负责人及相关人员。
2:作业前准备2.1 确定喷涂作业位置及面积2.2 评估作业环境,确保通风良好2.3 配置必要的喷涂设备和工具2.4 准备所需的喷涂材料和溶剂2.5 配置个人防护装备(头盔、防护眼镜、防护口罩、防护服等)2.6 安排作业时间,避免与其他作业冲突3:安全措施3.1 确保工作区域干燥、整洁、没有杂物堆积3.2 提供紧急情况应急措施和联系方式3.3 确保所有涉及到的喷涂设备和电气设备符合安全标准,并定期检查维护3.4 严格遵守有关喷涂操作的安全规定和标准3.5 确保工作人员熟悉急救措施,并定期进行培训4:作业步骤4.1 清洁作业表面,去除油污、灰尘和其他污染物4.2 精心选择喷涂材料,确保其与作业表面兼容4.3 按照搅拌要求充分搅拌喷涂材料,确保其均匀混合4.4 使用合适的喷涂设备和喷嘴进行喷涂,确保均匀涂覆作业表面4.5 喷涂过程中保持适当的间距和喷涂速度,避免出现喷漏或喷阴影4.6 喷涂完成后,立即清洁喷涂设备和工具,避免材料残留和设备损坏4.7 检查作业结果,确保喷涂效果满足要求5:作业后处理5.1 清理作业现场,包括清除喷涂设备和工具,清除作业区域的杂物等5.2 定期检查喷涂设备和工具,进行保养和维修5.3 按照相关要求处理、储存和处置废弃的喷涂材料和溶剂5.4 总结和记录喷涂作业情况,包括作业日期、使用材料、作业效果等6:附件本文档涉及附件,包括但不限于:- 喷涂作业流程图- 喷涂设备和工具清单- 喷涂材料和溶剂说明书- 个人防护装备清单7:法律名词及注释- 喷涂作业:指使用涂料或喷涂剂将其均匀涂覆在作业表面上的工艺过程。
- 个人防护装备:用于保护工作人员的身体和健康不受作业所引起的伤害的装备,例如头盔、防护眼镜、防护口罩、防护服等。
- 废弃物处理:按照相关法律法规和规定对废弃的喷涂材料和溶剂进行储存、处理和处置的过程。
作业指导书实例
文件编号:RYKT/PGZY.006-2013
页码
1
适用场地
生产车间
适用机型
通用
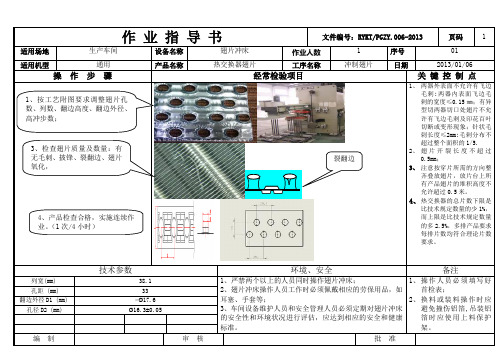
操作步骤
1、按工艺附图要求调整翅片孔 数、列数、翻边高度、翻边外径、 高冲步数;
设备名称 产品名称
3、检查翅片质量及数量:有 无毛刺、披锋、裂翻边、翅片 氧化, 有无加入翅片冲压油;
4、产品检查合格,实施连续作 业。(1 次/4 小时)
翅片冲床
作业人数
热交换器翅片
工序名称
经常检验项目
1 冲制翅片
裂翻边
序号
01
日期
2013/01/06
关键控制点
1、 两器外表面不允许有飞边 毛剌;两器内表面飞边毛 剌的宽度≤0.15 ㎜;有异 型切两器切口处翅片不允 许有飞边毛剌及印花百叶 切断或变形现象;针状毛 刺长度≤2mm;毛剌分布不 超过整个面积的 1/5.
编制
技术参数
38.1 33 >Ø17.6 Ø16.3±0.05
审核
环境、安全
备注
1、严禁两个以上的人员同时操作翅片冲床; 2、翅片冲床操作人员工作时必须佩戴相应的劳保用品,如 耳塞、手套等; 3、车间设备维护人员和安全管理人员必须定期对翅片冲床 的安全性和环境状况进行评估,应达到相应的安全和健康 标准。
1、 操 作 人 员 必 须 填写 好 首检表;
2、 换 料 或 装 料 操 作时 应 避免撞伤铝箔,吊装铝 箔时应使用上料保护 架。
批准
2、 翅 片 开 裂 长 度 不 超 过 0.5mm;
3、 注意按穿片所需的方向整 齐叠放翅片,放片台上所 有产品翅片的堆积高度不 允许超过 0.5 米定数量的少 1%, 而上限是比技术规定数量 的多 2.5%,多排产品要求 每排片数均符合理论片数 要求。
翅片整理作业指导书
有限公司
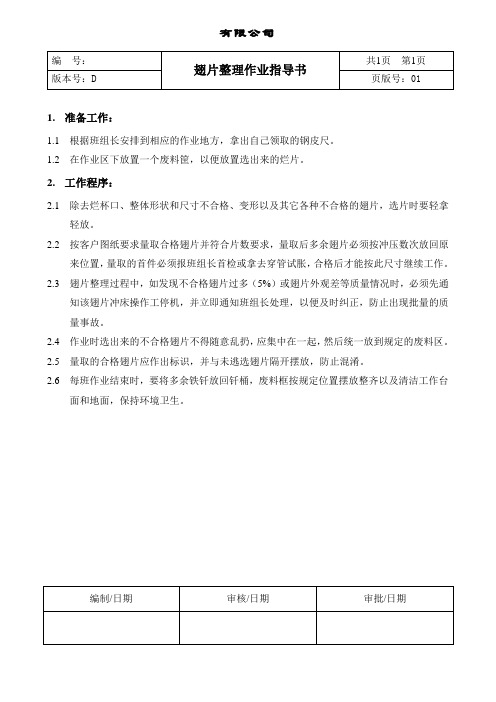
1.准备工作:
1.1根据班组长安排到相应的作业地方,拿出自己领取的钢皮尺。
1.2在作业区下放置一个废料筐,以便放置选出来的烂片。
2.工作程序:
2.1除去烂杯口、整体形状和尺寸不合格、变形以及其它各种不合格的翅片,选片时要轻拿
轻放。
2.2按客户图纸要求量取合格翅片并符合片数要求,量取后多余翅片必须按冲压数次放回原
来位置,量取的首件必须报班组长首检或拿去穿管试胀,合格后才能按此尺寸继续工作。
2.3翅片整理过程中,如发现不合格翅片过多(5%)或翅片外观差等质量情况时,必须先通
知该翅片冲床操作工停机,并立即通知班组长处理,以便及时纠正,防止出现批量的质量事故。
2.4作业时选出来的不合格翅片不得随意乱扔,应集中在一起,然后统一放到规定的废料区。
2.5量取的合格翅片应作出标识,并与未逃选翅片隔开摆放,防止混淆。
2.6每班作业结束时,要将多余铁钎放回钎桶,废料框按规定位置摆放整齐以及清洁工作台
面和地面,保持环境卫生。
喷涂车间作业指导书

喷涂车间作业指导书共4页、第1页1目的使喷涂车间的整个生产处于受控状态,并规范喷涂车间的作业程序。
2作业前的准备2.1作业前材料及工具的准备2.1.1操作工在作业前凭《生产通知单》及《领料单》到相应仓库领取相应的材料(需车队配合)并按指定的区域分类堆放。
3.1.2 检查喷涂生产流水线机电设备是否正常,挂具、擦布、下架用具及作业场地是否准备好。
2.1.2按《工艺作业指导书》的要求,提前上班时间点炉,保证正常上班有序进行2.1.3 检查领到的材料质量是否符合《生产通知单》、《工艺作业指导书》的规定的标准,若发现物料不良要及时上报车间主任,由车间主任及时处理。
2.1.4 每种尺寸的半成品料分类码放整齐,数量准确。
3 作业步骤3.1 酸洗3.1.1 根据酸洗工艺处理流程,做好脱脂、水洗、酸洗、表调、磷化、水洗等工序的浓度、PH值等质量指标的控制。
3.1.2 产品入筐时应轻拿轻放,不能有磕碰现象,漏酸孔必须向下。
3.1.3 护栏、大杠用不带铁网的框装,100套/框,小杠用网子框1500可/框,梯子用字不带铁网框装220—250个/框,Φ38床头用绳子捆40片/捆,绳子必须打紧。
3.1.4 天车操作工要严格按照天车设备操作规程操作,保持酸洗池及产品不能磕碰,出池后要等液体放干净才入其它的池。
3.1.5无锈或轻度浮锈,浸泡时间为5—10分钟,锈蚀严重的情况下,可根据实际情况适当延长浸泡时间,直至洗净为止。
3.1.5 磷化完的产品必须在30分钟内散开,产品放置时漏酸孔向下,批准日期:生效日期批准审核编写喷涂车间作业指导书共4页、第2页小件摊开,要通风透光,尽快将产品风干或烤水,确保磷化后的产品在5天之内不能生锈。
3.2 挂钩3.2.1 凭《生产通知单》对准备好的挂具进行检查,变形或不能受力的挂具不能使用。
3.2.2 挂同一类的产品部件必须统一位置及方向,Φ38床头统一挂钩间距3空档位间隔4空档;40方圆头床头挂钩间距3空档位间隔5空档;拍子挂钩间距5空档位间隔3空档;梯子挂钩间距1空档位间隔1空档;大杠挂钩的间距6空档位间隔2空档。
_翅片防腐喷涂作业指导书

Work Instruction for Anti-Correction Coating of Fins翅片防腐喷涂作业指导书Proposed By制定Verified By审核Reviewed By审核Approved By批准Duty Personnel/Date 责任人/日期Headof Dept./Date部门负责人/日期ManagementRepresentative/Date管理者代表/日期ManagingDirector/Date董事经理Rev. History编写及修改情况记录No. 序号Rev.版号Date日期Description编写及修改说明Signature编写及修改人1 A0 2008-Feb-23 First issue/首次编写顾而明2345678910111213141516171819201. Objective/目的Define the operating parameters and ensure the proper anti-corrosion coating of fins with continuous flatness. /定义操作参数和确保翅片防腐喷涂的涂层厚度的连续性。
2. Scope/范围This work instruction covers anti-corrosion coating performed inside the workshop of our company of fins of all radiators which are using for 8 row tubes’aluminum fins and copper tubes. /适用于8排管纯铝翅片及紫铜管的散热器在本公司车间内的作业喷涂。
3. Responsibility/职责3.1 PE(Production Engineer) and project engineer are responsible for define the operatingparameters. /工艺工程师和项目工程师负责定义操作参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Work Instruction for Anti-Correction Coating of Fins翅片防腐喷涂作业指导书Proposed By制定Verified By审核Reviewed By审核Approved By批准Duty Personnel/Date 责任人/日期Headof Dept./Date部门负责人/日期ManagementRepresentative/Date管理者代表/日期ManagingDirector/Date董事经理Rev. History编写及修改情况记录No. 序号Rev.版号Date日期Description编写及修改说明Signature编写及修改人1 A0 2008-Feb-23 First issue/首次编写顾而明2345678910111213141516171819201. Objective/目的Define the operating parameters and ensure the proper anti-corrosion coating of fins with continuous flatness. /定义操作参数和确保翅片防腐喷涂的涂层厚度的连续性。
2. Scope/范围This work instruction covers anti-corrosion coating performed inside the workshop of our company of fins of all radiators which are using for 8 row tubes’aluminum fins and copper tubes. /适用于8排管纯铝翅片及紫铜管的散热器在本公司车间内的作业喷涂。
3. Responsibility/职责3.1 PE(Production Engineer) and project engineer are responsible for define the operatingparameters. /工艺工程师和项目工程师负责定义操作参数。
3.2 Production workers are responsible for operating coating according to this work instruction andchecking the coating result by themselves. /生产部操作工负责按照本作业指导书作业并且实施自检。
3.3 Inspector of QA dept. is responsible for monitoring the coating process and checking thecoating result. /质保部检验员负责监控喷涂的过程以及检验喷涂效果。
4. Procedure/程序4.1 Cleaning of the fins: /翅片的清洁:4.1.1 Make sure that the ventilators or other parts which will affect the pro-treatment ofaluminum fins are not assembled or they have been dismantled. /确认芯组两边的风机或者其它影响铝翅片预处理的部件未装配,或者已经装配但是现在已经拆除。
4.1.2 If a thick dust blanket is present on the coil, use a vacuum cleaner with soft brushattachment first, before cleaning the coil with water and detergent. /如果芯组表面覆盖了很厚的灰尘,则必须在用水和清洁剂去污脱脂之前,先用带软刷头的真空吸尘器除尘;4.1.3 Detergent maker: Blygold. Detergent type: Refa Coil Clean. Detergent shall be dilutedwith water to a ratio of 1:10. The cleaning unit shall be: max. 120 bar and max. 80℃. /清洁剂的品牌:Blygold公司。
清洁剂的型号:Refa Coil Clean。
清洁剂和水的配比:1:10。
清洗设备最大压力:120公斤,清洗设备最高出水温度:80摄氏度。
4.1.4 When washing the coil, do not aim the pressure washer directly at the coil when initiallysqueezing the trigger. Squeeze the trigger with the gun pointing at the floor and, whilespraying, redirect it at the coil surface to be washed. Failure to do this may result indamage to the fins. /在最一开始打开清洗设备的喷头时,千万不能将喷头直接对着芯组。
必须将喷头对着地面,待水流稳定后方可将其对着盘管进行清洗作业。
如果不按照此规定作业,从喷头里瞬间冲出来的清洗液有可能将盘管上的翅片损坏。
4.1.5 Place the coil in a vertical position. Followings are the photos which show how to cleanthe coil with water and detergent step by step. /将盘管竖立放置,以下是清洗步骤示意图。
Picture 01 / 图01 Picture 02 / 图02Step 1 / 步骤1 Step 2 / 步骤2Picture 03 / 图03 Picture 04 / 图04Step 3 / 步骤3 Step 4 / 步骤44.1.6 Position of the clean gun shall follow the picture 05 below. Picture 06 shows the wrongposition of the clean gun. Do not follow the picture 06. /喷枪的位置必须按照图05所示的方法。
图06显示的是错误的喷枪位置。
千万不能参照图06.Picture 05 / 图05 Picture 06 / 图06Right position of clean gun Wrong position of clean gun 正确的喷枪位置错误的喷枪位置4.1.7 Clean the coil in the opposite direction of the airflow. That means the direction of thewater beam shall be same as the direction of airflow which is forced by ventilator. /在气流相反的方向的一侧清洗翅片,也就是说,从喷枪里出来的水柱方向必须与散热器运行时的气流通过翅片的方向一致。
4.1.8 The Coil Clean detergent must penetrate the coil completely. Distance of the spray gunto the coil depends on the type and dimension of the coil. Waiting 5 to10 minutes forusing water clean after the bundle has been degreased. Distance of spray gun to the coil depends on the type and dimension of the coil.For cleaning, it’s better to use too much water and Coil Clean than too little. /清洗液必须彻底贯穿翅片。
芯组在用清洗剂去油脂后,必须等5~10分钟再用水清洗。
喷枪离芯组距离取决与芯组的形状和尺寸。
对清洗来讲,多用一些水和清洗剂比少用好。
4.1.9 Keep water beam pointing between the fins and move the gun along the tubes withoutwaving it. /必须始终保持喷头出来的水柱在翅片之间,并且沿着铜管的方向平直地移动喷头,不能抖动。
Picture 07 / 图07Clean Gun Moving Direction/喷枪的移动方向4.1.10 Repeat chapter 4.1.5 from step 1 to step 4 three times with water and detergent. Thenwash the coil with only warm water until all the foam is removed thoroughly. /对于条款4.1.5所描述的步骤1到步骤4,重复执行三次。
然后用且只能用温水冲洗盘管,直至所有的泡沫都被清除干净。
4.2 Aligning the fins: /翅片的修整:After pre-treatment of fins, use a proper FPI fin comb to straighten any bent or misaligned fins.Make sure the comb is free of dirt and grease. /完成翅片的预处理后,使用合适片距的翅片梳来梳理倒伏的翅片或方向不正的翅片, 使用前要确认梳子上无灰尘及油污。
4.3 Drying of the coil: /芯组的干燥:4.3.1 After aligning the fins, blow the excessive drops of water on the fins with compressedair. /翅片修整完毕后,用压缩空气将翅片上残留的多余的水珠吹掉。
4.3.2 It is possible to dry the coil by leaving it into the air for long time. /将芯组暴露在空气中,可以让其自然干燥。