制丝线打叶复烤线生产线安装和试运行导则
国家烟草专卖局关于批准发布《卷烟包装标识 警语的测定 图像法》等8项烟草行业标准的通知

YC/T91.3-2016 烟草机械制丝线、打叶复烤线第 3 部分:验收导则 YC/T91.3-1996 2016-11-01 2016-11-1YC/T551-2016 卷烟包装标识警语的测定图像法
2016-11-01 2016-11-15
2 YC/T552-2016 烟草商业领域卷烟营销标准体系
2016-11-01 2016-11-15
3 YC/T553-2016 烟草工业企业机械设备零配件分类与编码
6 YC/T91.1-2016 烟草机械制丝线、打叶复烤线第 1 部分:设计导则 YC/T91.1-1996 2016-11-01 2016-11-15
7 YC/T91.2-2016 烟草机械制丝线、打叶复烤线第 2 部分:安装和试运行导则 YC/T91.2-1996 2016-11-01 2016-11-15
国家烟草专卖局关于批准发布《卷烟包装标识警语的测定图像法》等 8 项烟草行业标准的通知
行业各直属单位:
国家烟草专卖局批准《卷烟包装标识警语的测定图像法》等 8 项烟草 行业标准,现予以发布。
附件:《卷烟包装标识警语的测定图像法》等 8 项烟草行业标准编号 和名称.doc
国家烟草专卖局
2016 年 11 月 1 日
2016-11-01 2016-11-15
4
YC/T547.2-2016 烟草行业专用计量器具技术审核规范第 2 部分:卷烟吸阻和 滤棒压降检测设备
2016-11-01 2016-11-15
5 YC/T547.3-2016 烟草行业专用计量器具技术审核规范第 3 部分:卷烟和滤棒 长度检测设备
2016-11-01 2016-11-15
国家烟草专卖局关于公布烟草专用机械名录的通知

国家烟草专卖局关于公布烟草专用机械名录的通知文章属性•【制定机关】国家烟草专卖局•【公布日期】•【文号】国烟发[2004]294号•【施行日期】2004.06.01•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】专卖、专营正文国家烟草专卖局关于公布烟草专用机械名录的通知(国烟发[2004]294号)行业各直属单位:为适应烟草专卖管理的要求,根据《中华人民共和国烟草专卖法实施条例》的规定,在公开征求相关单位的基础上,国家烟草专卖局制定了《烟草专用机械名录》,现予公布,自2004年6月1日起施行。
烟草专用机械名录本《烟草专用机械名录》中各类机械设备(含单独整机、机组、生产线)均包含用于工艺管理的控制系统。
本《烟草专用机械名录》所称“烟草专用机械”系指烟草专用机械整机,所谓烟草专用机械整机是指在烟草原料及有关辅料的生产加工过程中,完成某项或多项特定加工工序,可独立操作的设备。
1.烟用加温加湿机械专指用于实现对烟叶、烟片、烟梗、烟叶丝、烟梗丝、烟碎叶等进行加温、加湿、去除青杂气、杀虫等处理的工艺设备。
烟用加温、加湿机械包括真空回潮机,微波回软设备,筒式、管式、隧道式、螺旋式回潮机,洗梗机等。
2.烟用解把机械专指用于实现解开烟把并使之松散,可具有切尖、切断功能的工艺设备。
烟用解把机械包括筒式松散机、平台解把机、松包机等。
3.烟用除杂、筛分机械专指用于对烟草中夹杂的沙土、金属及其它杂物进行筛选、分离、剔除,使来料更纯净以及对烟叶、烟片、烟叶丝、烟梗丝、烟梗、烟碎叶等进行筛分、筛选、分离的工艺设备。
烟用除杂机械包括滚筒筛、转辊筛、电磁式金属剔除设备、光学杂物剔除设备、除麻丝机、风选除杂机、各种振筛等。
4.烟用叶梗分离机械专指用于将烟片和烟梗分离的工艺设备。
烟用叶梗分离机械包括卧式打叶机、立式打叶机等。
5.烟用烘烤机械专指用于将已经分离后的烟叶、烟梗经干燥、回潮等处理过程,使物料水分和温度适合于工艺需要并便于储存醇化的工艺设备。
打叶复烤工艺
第三章打叶复烤工艺第一节打叶复烤工艺任务、影响原因及控制手段世界上首先对打叶复烤技术进行研究开发并推了使用旳国家是美国, 我国正式投产旳第一条打叶复烤生产线建在云南楚雄卷烟厂。
打叶复烤厂旳独立设置以及工艺技术使整个烟草行业旳加工工艺深入合理化, 具有许多长处。
其中归纳起来有如下几种方面:1. 可以减少烟叶碎损打叶是一种剧烈旳机械作用过程, 复烤过旳烟叶由于在烤机中通过温度干燥, 脆性增长, 因此, 复烤前打叶必然比复烤后打叶碎损少些。
在打叶复烤厂是单一等级打叶, 烟叶物理性旳差异较小, 有条件根据烟叶旳特点加工, 使梗叶分离旳效果更理想。
2. 可以向烟厂提供规格化旳原料打叶复烤厂提供旳是叶片与烟梗分离得比较彻底、叶片尺寸分布也比较协调稳定旳原料, 这对新式吸风式卷烟机显得尤其重要, 由于前者可以保证烟丝有较高旳纯洁度, 后者可以使长短丝之间保持稳定旳比例。
这些都是保证卷烟机正常工作旳基本条件, 住卷烟厂既有条件下是难以处理好旳。
3. 改善烟厂环境、节省费用采用打叶复烤后来, 砂土、杂物等在复烤生产过程中能在原地排除, 而不进入卷烟厂, 使卷烟厂旳环境明显改观, 此外还可以节省相似比例旳包装、运送和管理费用。
4. 可使加工工艺合理化打叶复烤厂打叶可以使打叶复烤厂得到主线改造, 使卷烟厂缩短制丝工艺, 使整个烟丝车间旳工艺及设备布局更合理。
打叶复烤生产过程由原烟投入开始到成品入库终止。
根据各阶段旳任务, 可将整个过程分为原料准备、烟叶预回潮、(铺叶、切尖)解把, 一次润叶、筛砂分选、定量喂料、二次润叶、梗叶分离、复烤、包装和烟梗碎烟处理等工序。
各工序又可根据详细旳加工目旳和技术分设多种环节。
各工序环节互为前提, 互相制约, 以抵达最终身产目旳。
我国目前打叶复烤技术重要采用两种工艺流程: 全叶打叶工艺流程和切尖打叶工艺流程。
本文根据打叶复烤工艺流程任务, 将工艺流程分为六个工序:预处理工序、叶梗分离工序、叶片复烤工序、叶片包装工序、烟梗处理及包装工序、碎叶处理及包装工序。
打叶复烤厂设计规范正文
1 总则1.0.1为使打叶复烤厂的工程设计贯彻国家有关工程建设的方针、政策,适应行业经济技术发展的需要,使打叶复烤厂能根据行业发展要求进行科学规划和合理设计,特制定《打叶复烤厂设计规范》。
1.0.2打叶复烤厂是卷烟生产的重要环节之一。
打叶复烤厂的设计应为工厂安全生产、保证产品质量、提高劳动生产率、降低消耗、改善劳动条件、保护环境、提高经济效益创造条件。
1.0.3打叶复烤厂的技术改造应按照一次规划、分步实施的原则进行总体规划。
总体规划应根据生产和发展需要,做到整体协调、远近结合、近期为主,并有适当的发展余地,体现可持续发展的思想和原则。
1.0.4应根据行业主管部门的技术装备政策确定工艺和公用设备。
1.0.5应根据行业主管部门的规划确定生产规模。
生产规模应以整线能力为计算依据。
1.0.6本规范适用于烟草行业打叶复烤厂的技术改造工程设计。
1.0.7执行本规范的同时,除应符合本规范外,尚应符合国家现行的有关规范、标准的规定。
应与《烟叶打叶复烤工艺规范》(YC/T146-2001)、《打叶烟叶质量检验》(YC/T147-2001)和《卷烟厂设计规范》(YC/T***-2005)的有关内容相协调,宜与行业有关设备制造标准相衔接。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB5609-85 卷烟包装与储运GB50176-93 民用建筑热工设计规范GB50057-94 建筑物防雷设计规范GBJ16 建筑设计防火规范GB50187-93 工业企业总平面设计规范YC/T38-1996 卷烟厂照明设计标准GBJ140-90 建筑灭火器配置设计规范GBJ65-83 工业与民用电力装置的接地设计规范GB50116-98 火灾自动报警系统设计规范YC0006-92 烟叶储存保管方法YC/T137-1998 复烤片烟包装YC/T146—2001 烟叶打叶复烤工艺规范YC0009—2004 卷烟厂设计规范3 厂址选择3.0.1厂址选择应符合《工业企业总平面设计规范》(GB50187-93)第二章和第三章的规定,并符合所在地区、城市、乡镇总体规划布局。
烟草标准体系

1JS.1基础通用标准JS.2环境条件与生产资料标准JS.3 生产技术标准J S.4 产品标准及质量控制标准JS.5复烤加工与片烟产品标准适用对象:工商企业管理、市场营销、连锁经营、商务管理、财务会计等经管类学生。
二、课程性质和教学目的、教学基本要求《现代企业管理》是面向经济与管理类各专业的一门重要的专业基础课程。
课程定位于为财会类、经济管理类、工商企业管理类各专业课程的学习奠定扎实的理论基础,给学生系统、全面地讲解现代企业管理学的基本概念、基本理论和基本的分析方法。
针对财经大类不同专业的培养目标,这门课程起到帮助学生了解现代企业中重要的基本概念和基本理论,熟悉企业管理中的基本问题的解决思路,了解社会发展的趋势,学会理论联系实际,并能以企业管理学中的相关理论认识、分析和解决现实的企业管理问题。
《现代企业管理》是研究市场经济和现代企业制度条件下企业运行机制及其管理规律和方法的科学。
企业管理作为管理学科的基础课程,对于学生全面掌握市场经济条件下现代企业管理的基本原理、规律和方法,培养适应社会主义市场经济和信息时代要求的高素质复合型管理人才具有重要意义。
本课程教学的主要任务是要求学生掌握现代企业管理的基本理论、基本知识和基本技能,要求学生能够熟练运用所学基本理论、知识和方法分析解决各类企业进行企业管理的相关问题,为日后进一步学习、理论研究和从事实际企业管理工作打下坚实的基础。
三、教学方法和手段、课时安排教学方法和手段:本课程以课堂理论讲授为主,辅助案例或多媒体教学,适时开展一定的课堂研讨和课外参观实践活动。
每一章教学有一定的书面作业。
课时安排:总学时51或68学时,其中课堂授课约占70%,实训或案例教学约占30%,复习和机动时间为2或4课时。
四、教学内容要求和重点项目一形成企业印象要求理解企业的特征及构成要素。
了解企业的基本分类。
掌握公司的设立、合并、分立、重整和终止。
掌握现代企业制度的内容和形式。
掌握现代企业治理结构的构成。
2024年制丝车间安全生产操作规程(2篇)
2024年制丝车间安全生产操作规程第一章总则第一条为确保制丝车间的安全生产,保障员工及设备安全,依据国家安全生产法律法规以及车间实际情况,特制定本操作规程。
第二条本操作规程适用于制丝车间全体员工及管理人员,需严格遵照执行。
第三条制丝车间须建立全面的安全生产管理制度,定期组织安全生产培训,提高员工安全生产意识。
第四条车间应配备齐全的安全设施和应急救援设备,并定期进行检查和维护,确保其处于良好状态。
第五条制丝车间应设置明显的安全标识,明确划分安全区域与危险区域,确保员工安全。
第六条车间须实施定期的安全检查和隐患排查工作,发现问题及时整改,防范安全事故发生。
第七条为提高员工应急处理能力,制丝车间应定期组织安全演练。
第二章生产操作规程第八条所有操作人员须经过专业培训并取得相应证书后方可上岗,严禁无证操作。
第九条进入制丝车间前,所有人员必须穿戴完整的个人防护装备,包括但不限于防护眼镜、安全鞋、安全帽等。
第十条操作人员必须熟练掌握设备的启停操作,未经许可不得擅自操作设备。
第十一条操作人员须严格按照操作规程操作设备,严禁疲劳操作和超负荷操作。
第十二条一旦发现设备异常或故障,操作人员应立即停机并向上级主管报告。
第十三条定期对设备进行检查,发现问题及时维修或更换,确保设备正常运行。
第十四条禁止在非指定区域吸烟、使用明火和导电物品,严禁私拉电线。
第十五条严禁在设备周围摆放易燃易爆物品,保持车间清洁整齐。
第十六条操作人员必须熟悉并遵守应急预案,发生紧急情况时按预案处理。
第十七条严禁擅自更改设备参数和操作流程,必须按规定执行。
第三章安全防范措施第十八条制丝车间应建立完善的消防设施和防火系统,确保消防安全。
第十九条定期组织员工进行消防演练,提高消防意识和应急处理能力。
第二十条定期对电气设备进行巡检和维护,确保电气安全。
第二十一条定期进行安全检查和隐患排查,及时整改安全隐患。
第二十二条建立人员通行管理制度,严格控制外来人员进入车间。
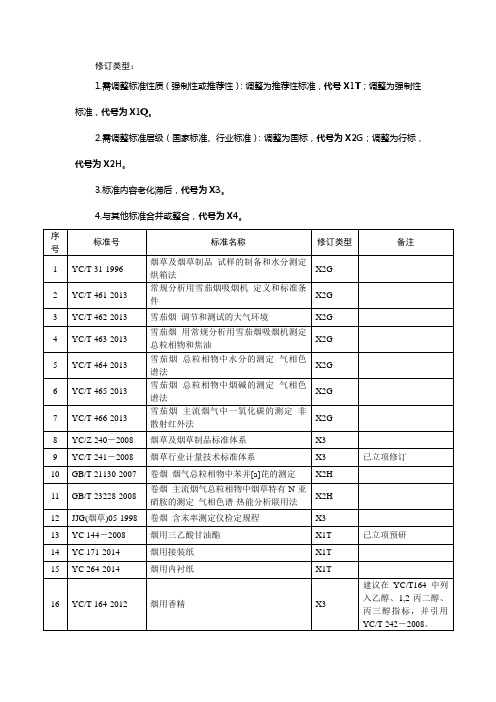
修订类型
YC 171-2014
烟用接装纸
X1T
15
YC 264-2014
烟用内衬纸
X1T
16
YC/T 164-2012
烟用香精
X3
建议在YC/T164中列入乙醇、1,2-丙二醇、丙三醇指标,并引用YC/T 242-2008。
17
GB/T 12655-2007
卷烟纸
X2H
已立项预研
18
GB/T 5605-2011
醋酸纤维滤棒
X2H、X4
行业有关共性要求并入GB/T 5605。
19
GB/T 15270-2002
烟草和烟草制品聚丙烯丝束滤棒
20
YC/T 223.1-2014
特种滤棒第1部分:醋纤维沟槽滤棒
21
YC/T 223.2-2014
特种滤棒第2部分:复合滤棒活性炭-醋纤二元复合滤棒
22
YC/T 223.3-2014
10
GB/T 21130-2007
卷烟烟气总粒相物中苯并[a]芘的测定
X2H
11
GB/T 23228-2008
卷烟主流烟气总粒相物中烟草特有N-亚硝胺的测定气相色谱-热能分析联用法
X2H
12
JJG(烟草)05-1998
卷烟含末率测定仪检定规程
X3
13
YC 144-2008
烟用三乙酸甘油酯
X1T
已立项预研
57
YC/T 457-2013
烤烟散叶烘烤技术规程
58
YC/T 193-2005
白肋烟晾制技术规程
59
YC/T 436-2012
香料烟调制技术规程
60
GB/T 24310-2009
烟草行业标准大全

烟草行业标准大全YC/T 28.3-1996 卷烟物理性能的测定第3部分:圆周光电法YC/T 28.4-1996 卷烟物理性能的测定第4部分:重量YC/T 28.5-1996 卷烟物理性能的测定第5部分:吸阻YC/T 28.6-1996 卷烟物理性能的测定第6部分:硬度点压法YC/T 28.7-1996 卷烟物理性能的测定第7部分:含末率YC/T 28.8-1996 卷烟物理性能的测定第8部分:水分YC/T 28.9-1996 卷烟物理性能的测定第9部分空头YC/T 28.10-1996 卷烟物理性能的测定第10部分爆口YC/T 28.11-1996 卷烟物理性能的测定第11部分熄火YC/T 28.12-1996 卷烟物理性能的测定第12部分外观YC/T 37.3-1996 滤棒物理性能的测定第3部分吸阻YC/T 37.6-1996 滤棒物理性能的测定第6部分:圆度YC/T 312-2009 卷烟工业企业安全现状评价准则YC/T 287-2009 卷烟主流烟气中氮氧化物的测定化学发光法YC/T 289-2009 卷烟配方烟丝结构的测定YC/T 295-2009 卷烟制造过程能力测评导则YC/T 286-2009 卷烟主流烟气中薄荷醇的测定气相色谱法YC/T 239-2008 卷烟生产企业标准化工作的要求及评价YC/T 253-2008 卷烟主流烟气中氰化氢的测定连续流动法YC/T 254-2008 卷烟主流烟气中主要羰基化合物的测定高效液相色谱法YC/T 255-2008 卷烟主流烟气中主要酚类化合物的测定高效液相色谱法YC/T 140-1998 卷烟小盒密封度的测定充气法YC/T 145.8-1998 烟用香精香味质量通用评定方法YC/T 152-2001 卷烟烟丝填充值的测定YC/T 156-2001 卷烟总粒相物中烟碱的测定气相色谱法YC/T 161-2002 烟草及烟草制品总氮的测定连续流动法YC/T 178-2003 烟丝整丝率、碎丝率的测定方法YC/T 185-2004 卷烟侧流烟气中焦油和烟碱的测定YC/T 186-2004 卷烟烟丝弹性的测定方法YC/T 198-2006 卷烟品牌许可生产质量保障通则YC/T 28.3-2002 卷烟物理性能的测定第3部分:圆周激光法YC/T 303-2009 烟草商业企业卷烟物流统计指标体系YC/T 271.5-2008 烟草机械形态设计第5部分:降噪YC/T 169.6-2009 烟用丝束理化性能的测定第6部分:截面形状和径向异形度YC/T 256.1-2008 烟草行业工商统计数据第1部分:数据目录YC 9-1993 卷烟厂设计规范YC/T 276-2008 烟用材料供应企业质量信用等级评价体系YC/T 271.7-2008 烟草机械形态设计第7部分:材料为PMMA和PC的观察窗YC/T 17-1994 烟叶复烤质量及检验方法YC/T 299-2009 烟草加工过程害虫防治技术规范YC/T 25-1995 烤烟实物标样YC/T 169.9-2009 烟用丝束理化性能测定系列标准第9部分:油剂含量YC/T 36-1996 卷烟总粒相物中总植物碱的测定光度法YC/T 223.1-2007 特种滤棒第1部分:醋纤沟槽滤棒YC/T 246-2008 烟草及烟草制品烟碱的测定气相色谱法YC/T 209.1-2006 烟用材料编码第1部分:烟用材料分类代码与产品代码YC/T 210.1-2006 烟叶代码第1部分:烟叶分类与代码YC/T 213.4-2006 烟草机械产品用物料分类和编码第4部分:企业机械标准YC/T 294-2009 烟用香精和料液中砷、铅、镉、铬、镍的测定YC/T 95-1996 烟草机械 ZJ13B型卷接机组YC/T 214.1-2006 烟草机械二氧化碳膨胀叶丝生产线第1部分:设计导则YC/T 89.1-2006 烟草机械振动式筛分机第1部分:型式与基本参数YC/T 305-2009 烟草商业企业卷烟物流配送中心服务规范YC/T 85.1-2006 烟草机械振动式输送机第1部分:型式与基本参数YC/T 87.2-2006 烟草机械贮柜第2部分:技术条件YC/T 89.2-2006 烟草机械振动式筛分机第2部分:技术条件YC/T 302-2009 烟草商业企业卷烟物流仓储管理系统数据交换YC 292-2009 烟草添加剂枣子提取物YC/T 205-2006 烟草及烟草制品仓库设计规范YC/T 298-2009 卷烟工业企业6S管理规范YC/T 114-1996 烟草机械 YF23型滤棒气力输送系统YC/T 238-2008 烟用聚乙烯吹塑地膜YC/T 219-2007 烟草及烟草制品灭多威农药残留量的测定气相色谱法YC/T 212-2006 烟草行业工业企业财会管理信息系统基本功能规范YC/T 175-2003 烟草及烟草制品镁的测定原子吸收法YC/T 206-2006 卷烟销售网络业务规范YC/T 210.2-2006 烟叶代码第2部分:烟叶形态代码YC/T 210.3-2006 烟叶代码第3部分:烟草品种代码YC/T 210.4-2006 烟叶代码第4部分:烟叶部位代码YC/T 210.5-2006 烟叶代码第5部分:烟叶颜色代码YC/T 210.6-2006 烟叶代码第6部分:烟叶等级代码YC/T 215-2007 烟草行业联运通用平托盘YC/T 216-2007 烟草及烟草制品淀粉的测定连续流动法YC/T 158-2002 卷烟通风的测定定义和测量原理YC 002-1990 YS14型滚刀式烟叶切丝机 YS44型滚刀式烟梗切丝机YC/T 274-2008 卷烟纸中钾、钠、钙、镁的测定火焰原子吸收光谱法YC/T 88.1-2006 烟草机械喂料机第1部分:型式与基本参数YC/T 229-2007 润滑槽YC/T 231-2007 金属薄壁整体内螺纹YC/T 283-2009 烟草及烟草制品淀粉的测定酶水解-离子色谱法YC/T 85.2-2006 烟草机械振动式输送机第2部分:技术条件YC/T 86.1-2006 烟草机械带式输送机第1部分:型式与基本参数YC/T 86.2-2006 烟草机械带式输送机第2部分:技术条件YC/T 87.1-2006 烟草机械贮柜第1部分:型式与基本参数YC/T 88.2-2006 烟草机械喂料机第2部分:技术条件YC/T 9-2006 卷烟厂设计规范YC/T 228-2007 工件棱边和棱角YC/T 11.8-1993 烟草机械产品图样及设计文件管理规则YC/T 203-2006 烟草行业商业企业财会管理信息系统基本功能规范YC/T 208-2006 滤棒成形纸YC/T 213.5-2006 烟草机械产品用物料分类和编码第5部分:电气器件YC/T 213.6-2006 烟草机械产品用物料分类和编码第6部分:原、辅材料YC/T 214.2-2006 烟草机械二氧化碳膨胀叶丝生产线第2部分:安装和试运行导则YC/T 214.3-2006 烟草机械二氧化碳膨胀叶丝生产线第3部分:验收导则YC/T 227-2007 光滑工件退刀槽YC/T 38-1996 卷烟厂照明设计标准YC/T 272-2008 卷烟联运平托盘电子标签应用规范YC/T 23-1994 卷烟包装设计基本原则YC/T 290-2009 烟草行业农业标准体系YC/T 235.3-2007 一般公差第3部分:冲压件YC/T 190-2005 烟草行业组织机构代码编制规则YC/T 230-2007 80°管螺纹YC/T 232-2007 刻线(字)YC/T 233-2007 零件标识YC/T 234.1-2007 薄平板冲切结构要素第1部分:冲孔YC/T 234.2-2007 薄平板冲切结构要素第2部分:冲槽和切边YC/T 234.3-2007 薄平板冲切结构要素第3部分:吸音胶粘接板YC/T 234.4-2007 薄平板冲切结构要素第4部分:排风格栅YC/T 235.1-2007 一般公差第1部分:概论YC/T 235.2-2007 一般公差第2部分:切削加工件YC/T 235.4-2007 一般公差第4部分:焊接件YC/T 235.5-2007 一般公差第5部分:由塑料半成品加工制成的塑料件YC/T 258.2-2008 烟草行业人力资源代码第2部分:人员代码YC/T 304-2009 烟草商业企业卷烟物流配送中心绩效评价YC/T 261-2008 烟草行业卷烟物流配送中心作业规范YC/T 285-2009 卷烟配方烟丝中薄荷醇的测定气相色谱法YC/T 310-2009 烟草漂浮育苗基质YC/T 6-1992 烟叶储存保管方法YC/T 169.4-2009 烟用丝束理化性能测定系列标准第4部分:丝束卷曲指数及丝束卷曲弹…YC/T 93-1996 烟草机械 YJ23A、YJ23B型滤嘴接装机YC/T 10.9-1993 烟草机械通用技术条件电镀与化学处理YC/T 30-1996 卷烟烟气气相中一氧化碳的测定非散射红外法YC/T 256.2-2008 烟草行业工商统计数据第2部分:代码集YC 0004-1992 烟叶自由燃烧性的测定方法YC/T 169.8-2009 烟用丝束理化性能测定系列标准第8部分水分含量YC/T 271.3-2008 烟草机械形态设计第3部分:面板YC/T 288-2009 烟草及烟草制品多元酸(草酸、苹果酸和柠檬酸)的测定气相色谱法YC/T 271.2-2008 烟草机械形态设计第2部分:门YC/T 237-2008 烟叶标准化生产示范区工作规程YC/T 81-1996 烟草机械 SJ121~128、SJ131~136型加料机YC 144-2008 烟用三乙酸甘油酯YC 263-2008 卷烟条与盒包装纸中挥发性有机化合物的限量YC 264-2008 烟用内衬纸YC/T 10.9-2006 烟草机械通用技术条件第9部分锻件YC/T 11.3-2006 烟草机械产品图样及设计文件第3部分格式YC/T 11.5-2006 烟草机械产品图样及设计文件第5部分完整性YC/T 11.6-2006 烟草机械产品图样及设计文件第6部分更改办法YC/T 11.7-2006 烟草机械产品图样及设计文件第7部分标准化审查YC/T 11.8-2006 烟草机械产品图样及设计文件第8部分管理规则YC/T 146-2001 烟叶打叶复烤工艺规范YC/T 147-2001 打叶烟叶质量检验YC/T 195-2005 烟用材料标准体系YC/T 204-2006 烟草行业信息化标准体系YC/T 207-2006 卷烟条与盒包装纸中挥发性有机化合物的测定顶空-气相色谱法YC/T 209.2-2008 烟用材料编码第2部分:烟用材料物流单元代码与条码标签YC/T 213.1-2006 烟草机械物料分类和编码第1部分:总则YC/T 213.2-2006 烟草机械物料分类和编码第2部分:专用件YC/T 213.3-2006 烟草机械产品用物料分类和编码第3部分:机械外购件YC/T 244-2008 烟草及烟草制品 1,2-丙二醇、丙三醇和山梨醇的测定高效液相色谱法YC/T 265-2008 烟用活性炭YC/T 266-2008 烟用包装膜YC/T 43-1996 烟草原种、良种生产技术规程YC/T 44-1996 烟草国外引种技术规程YC/T 55-1996 烟草机械WF31~38、WF311~318、WF321~322型滚筒式热风润叶机YC/T 169.2-2009 烟用丝束理化性能测定系列标准第2部分:单丝线密度YC/T 91.3-1996 烟草机械制丝线、打叶复烤线第3部分:验收导则YC/T 257.1-2008 烟草行业专卖管理代码第1部分:专卖证件分类与代码YC/T 16-1994 烟草薄片YC/Z 260-2008 烟草行业物流标准体系YC/T 7-1993 烟用检测仪器型号命名原则YC/T 222-2007 烟草及烟草制品 pH的测定YC/T 243-2008 烟草及烟草制品 1,2-丙二醇、丙三醇的测定气相色谱法YC/T 250-2008 烟草及烟草制品汞、砷、铅含量的测定氢化物原子荧光光度法YC/T 309-2009 烟草行业视觉识别系统YC/T 270-2008 烟草机械常用材料YC/T 169.12-2009 烟用丝束理化性能测定系列标准第12部分:包装与外观YC/T 11.11-1996 烟草机械产品图样及设计文件计算机辅助设计管理规则YC/T 99-1996 烟草机械 YJ32型装盘机YC/T 19-1994 烟草种子YC/T 5-1992 烟草成批原料取样的一般原则YC/T 12.5-1993 烟草机械产品工艺文件工艺规程格式YC/T 26-2008 烟用二醋酸纤维素丝束YC/T 90.2-1996 烟草机械金属探测仪第2部分:技术条件YC/T 278-2008 烟用接装纸中汞的测定冷原子吸收光谱法YC/T 169.7-2009 烟用丝束理化性能的测定第7部分:回潮率YC/T 269-2008 烟草及烟草制品硫酸盐的测定连续流动法YC/T 0008-1993 卷烟烟气总粒相物水分和烟碱测定YC/T 271.8-2008 烟草机械形态设计第8部分:表面保护和表面处理YC/T 241-2008 烟草行业计量技术标准体系YC/T 300-2009 片烟贮存养护通用技术要求YC/T 26-1995 烟用二醋酸纤维素丝束YC/T 307-2009 条烟分拣系统安装工程验收规范YC/T 169.1-2009 烟用丝束理化性能测定系列标准第1部分:丝束线密度YC/T 169.10-2009 烟用丝束理化性能测定系列标准第10部分:残余丙酮含量YC/T 37.1-1996 滤棒物理性能的测定第1部分:长度YC 170-2002 烟用接装纸原纸YC/T 10.15-2006 烟草机械通用技术条件第15部分:电气控制系统装配YC/T 10.6-2006 烟草机械通用技术条件第6部分:铸造碳钢件YC/T 100-1996 烟草机械 ZJ15型卷接机组YC/T 104-1996 烟草机械 YL11型纤维开松上胶机YC/T 108-1996 烟草机械 YL22型纤维滤棒成型机YC/T 112-1996 烟草机械 YL23型纤维滤棒成型机YC/T 118-1996 烟草机械 YB61型硬条包装机YC/T 12.1-2006 烟草机械产品工艺文件第1部分:完整性YC/T 122-1996 烟草机械 YB52A型盒外透明纸包装机YC/T 126-1996 烟草机械 YB22B型细长支软盒包装机YC/T 130-1996 烟草机械 ZB22B型细长支软盒硬条包装机组YC/T 134-1996 烟草机械 YB92B型条外透明纸包装机YC/T 137.1-2004 复烤片烟包装瓦楞纸箱包装YC/T 14-1993 烟草机械产品质量特性重要度分级导则YC/T 144-1998 烟用三乙酸甘油酯YC/T 145.4-1998 烟用香精乙醇中溶混度的评估YC/T 149-2002 烟草及烟草制品转基因的测定YC/T 165-2003 烟草水分的测定卡尔费休法YC/T 169.1-2002 烟用丝束测定系列标准第1部分:丝束线密度YC/T 169.10-2002 烟用丝束测定系列标准第10部分:残余丙酮含量YC/T 169.11-2002 烟用丝束测定系列标准第11部分:二氧化钛含量YC/T 169.12-2002 烟用丝束测定系列标准第12部分:包半装与外观YC/T 169.2-2002 烟用丝束测定系列标准第2部分:单丝线密度YC/T 169.3-2002 烟用丝束测定系列标准第3部分:卷曲数YC/T 169.4-2002 烟用丝束测定系列标准第4部分:丝束卷曲指数及丝束卷曲弹性回复率YC/T 169.5-2002 烟用丝束测定系列标准第5部分:断裂强度YC/T 169.6-2002 烟用丝束测定系列标准第6部分:截面形状YC/T 169.7-2002 烟用丝束测定系列标准第7部分:回潮率YC/T 169.8-2002 烟用丝束测定系列标准第8部分:水分含量YC/T 169.9-2002 烟用丝束测定系列标准第9部分:油剂含量YC/T 172-2002 卷烟纸、成型纸、接装纸及具有定向透气带的材料透气度的测定YC/T 173-2003 烟草及烟草制品钾的测定火焰光度法YC/T 174-2003 烟草及烟草制品钙的测定原子吸收法YC/T 176-2003 烟草及烟草制品石油醚提取物的测定YC/T 177-2003 卷烟企业标准体系的构成及指南YC/T 179-2004 烟草及烟草制品酰胺类除草剂农药残留量的测定气相色谱法YC/T 180-2004 烟草及烟草制品毒杀芬农药残留量的测定气相色谱法YC/T 181-2004 烟草及烟草制品有机氯除草剂农药残留量的测定气相色谱法YC/T 182-2004 烟草及烟草制品吡虫啉农药残留量的测定高效液相色谱法YC/T 183-2004 烟草及烟草制品涕灭威农药残留量的测定气相色谱法YC/T 184-2004 烟草及烟草制品烟草特有N-亚硝胺的测定YC/T 187-2004 烟用热熔胶YC/T 188-2004 高速卷烟胶YC/T 189-2004 烟草及烟草制品监测卷烟的要求和应用YC/T 191-2005 卷烟箱用条码标签YC/T 192-2005 烟叶收购及工商交接质量控制规程YC/T 193-2005 白肋烟晾制技术规程YC/T 194-2005 转基因烟草控制释放操作规程YC/T 196-2005 烟用聚丙烯丝束滤棒成型胶粘剂YC/T 197-2005 卷烟纸阴燃速率的测定YC/T 199-2006 卷烟企业清洁生产评价准则YC/T 200-2006 卷烟名称编制规则YC/T 201-2001 卷烟厂除尘器YC/T 202-2006 烟草及烟草制品多酚类化合物绿原酸、莨菪亭和芸香苷的测定YC/T 226-2007 普通螺纹收尾、肩距、退刀槽和倒角YC/T 251-2008 烟草及烟草制品葡萄糖、果糖、蔗糖的测定离子色谱法YC/T 252-2008 烟用料液葡萄糖、果糖、蔗糖的测定离子色谱法YC/T 37.2-2002 滤棒物理性能的测定第2部分:圆周激光法YC/T 56-1996 烟草机械 WF341~348、WF351~358、WF361~362型滚筒式热风润叶机YC/T 72-1996 烟草机械 SB15~18、SB111~116型白肋烟烘干机YC/T 83-1996 烟草机械 KY11~19型液压式预压机YC/T 86.1-1996 烟草机械带式输送机第1部分:型式与基本参数YC/T 88.1-1996 烟草机械喂料机第1部分P:型式与基本参数YC/Z 204-2006 YC/Z 201-2006YC/T 224-2007 卷烟用瓦楞纸箱YC/T 306-2009 烟草物流设备条烟分拣设备YC/T 96-1996 烟草机械 YJ22型滤嘴接装机YC/Z 240-2008 烟草及烟草制品标准体系YC/T 258.1-2008 烟草行业人力资源代码第1部分:部门代码YC/T 279-2008 烟用接装纸中镉、铬、镍的测定石墨炉原子吸收光谱法YC/T 249-2008 烟草及烟草制品蛋白质的测定连续流动法YC/T 217-2007 烟草及烟草制品钾的测定连续流动法YC/T 236-2008 烟草及烟草制品箱内片烟密度偏差率的无损检测电离辐射法YC/T 268-2008 烟用接装纸和接装原纸中砷、铅的测定石墨炉原子吸收光谱法YC 003-1990 YJ14-YJ23型卷烟机组YC/T 275-2008 卷烟纸中柠檬酸根离子、磷酸根离子和醋酸根离子的测定离子色谱法YC/T 271.6-2008 烟草机械形态设计第6部分:玻璃护罩YC/T 10.11-2006 烟草机械通用技术条件第11部分:涂漆YC/T 10.13-2006 烟草机械通用技术条件第13部分:包装YC/T 10.2-1993 烟草机械通用技术条件板金冲压件YC/T 10.4-1993 烟草机械通用技术条件灰铸铁件YC/T 10.8-2006 烟草机械通用技术条件第8部分:铝合金铸件YC/T 101-1996 烟草机械 YJ16型卷烟机YC/T 102-1996 烟草机械 YJ26型滤嘴接装机YC/T 103-1996 烟草机械 ZJ16型卷接机组YC/T 105-1996 烟草机械 YL21型纤维滤棒成型机YC/T 106-1996 烟草机械 ZL21型纤维滤棒成型机组YC/T 107-1996 烟草机械 YL12型纤维开松上胶机YC/T 109-1996 烟草机械 YJ35、YJ35A型装盘机YC/T 11.2-1993 烟草机械产品图样及设计文件基本要求YC/T 11.4-2006 烟草机械产品图样及设计文件第4部分:编号原则YC/T 11.9-1996 烟草机械产品图样及设计文件计算机辅助设计总则YC/T 110-1996 烟草机械 ZL22、ZL22A型纤维滤棒成型机组YC/T 111-1996 烟草机械 YL13型纤维开松上胶机YC/T 113-1996 烟草机械 ZL23型纤维滤棒成型机组YC/T 116-1996 烟草机械 YB21型软盒包装机YC/T 117-1996 烟草机械 YB51型盒外透明纸包装机YC/T 119-1996 烟草机械 YB91型条外透明纸包装机YC/T 12.3-2006 烟草机械产品工艺文件第3部分:产品结构工艺性审查YC/T 12.6-1993 烟草机械产品工艺文件管理用工艺文件格式YC/T 12.8-2006 烟草机械产品工艺文件第8部分:工艺定额编制YC/T 120-1996 烟草机械 ZB21、ZB21A型软盒硬条包装机组YC/T 121-1996 烟草机械 YB22A型软盒包装机YC/T 123-1996 烟草机械 YB62A型硬条包装机YC/T 124-1996 烟草机械 YB92A型条外透明纸包装机YC/T 125-1996 烟草机械 ZB22A型软盒硬条包装机组YC/T 127-1996 烟草机械 YB52B型细长支盒外透明纸包装机YC/T 128-1996 烟草机械 YB62D型细长支硬条包装机YC/T 129-1996 烟草机械 YB92D型细长支条外透明纸包装机YC/T 131-1996 烟草机械 YB41型硬盒包装机YC/T 132-1996 烟草机械 YB56型盒外透明纸包装机YC/T 133-1996 烟草机械 YB62B型硬条包装机组YC/T 135-1996 烟草机械 ZB41型硬盒硬条包装机组YC/T 136-1998 打叶烟叶叶中含梗率的测定YC/T 137.1-1998 复烤片烟包装瓦楞纸箱包装YC/T 137.2-1998 复烤片烟包装木夹板包装YC/T 138-1998 烟草及烟草制品感官评价方法YC/T 139-1998 卷烟滤嘴总植物碱截留量的测定光度法YC/T 141-1998 烟草包衣丸化种子YC/T 142-1998 烟草农艺性状调查方法YC/T 143-1998 烟草育苗基本技术规程YC/T 145.1-1998 烟用香精酸值的测定YC/T 145.10-2003 烟用香精抽样YC/T 145.2-1998 烟用香精相对密度的测定YC/T 145.3-1998 烟用香精折光指数的测定YC/T 145.5-1998 烟用香精澄清度的评估YC/T 145.6-1998 烟用香精香气质量通用评定方法YC/T 145.7-1998 烟用香精标准样品的确定和保存YC/T 145.9-1998 烟用香精挥发性成分总量通用检测方法YC/T 148-2002 卷烟、雪茄烟基本计量单位YC/T 150-2002 烟草种子转基因的测定YC/T 151.1-2001 卷烟端部掉落烟丝的测定第1部分:旋转笼法YC/T 151.2-2001 卷烟端部掉落烟丝的测定第2部分:旋转箱法YC/T 153-2001 烟草及烟草制品氯含量的测定电位滴定法YC/T 154-2001 卷烟滤嘴中烟碱的测定气相色谱法YC/T 155-2001 烟草和烟草制品空气中气相烟碱的测定气相色谱法YC/T 157-2001 卷烟总粒相物中水分的测定气相色谱法YC/T 159-2002 烟草及烟草制品水溶性糖的测定连续流动法YC/T 16.2-2002 再造烟叶第2部分:稠浆法YC/T 160-2002 烟草及烟草制品总植物碱的测定连续流动法YC/T 162-2002 烟草及烟草制品氯的测定连续流动法YC/T 163-2003 卷烟膨胀梗丝填充值的测定YC/T 164-2003 烟用香精和料液YC/T 166-2003 烟草和烟草制品总蛋白质含量的测定YC/T 167-2003 烟丝膨胀率检测方法YC/T 168-2003 膨胀叶丝二氧化碳法YC/T 2-1996 烟草机械 SQ11~16型直刃水平滚刀式切丝机YC/T 28.1-1996 卷烟物理性能的测定第1部分:包装YC/T 33-1996 烟草及烟草制品总氮的测定克达尔法YC/T 40-1996 烟草病害药效试验方法YC/T 47-1996 烟草机械 WZ21~26型机械式真空回潮机YC/T 51-1996 烟草机械 AL11~14型立式打叶机YC/T 60-1996 烟草机械 WQ71~78、WQ711~714型隧道式叶丝回潮机YC/T 64-1996 烟草机械 SY11~16型压梗机YC/T 68-1996 烟草机械 SH311、SH313型管板式环型烘丝机YC/T 76-1996 烟草机械 KG31~36型烟梗复烤机YC/T 80-1996 烟草机械 SJ21~28、SJ211~212型加香机YC/T 82-1996 烟草机械 SJ221~228、SJ231~236型加香机YC/T 84-1996 烟草机械 KY21~28型液压式打包机YC/T 85.1-1996 烟草机械振动式输送机第1部分:型式与基本参数YC/T 85.2-1996 烟草机械振动式输送机第2部分:技术条件YC/T 86.2-1996 烟草机械带式输送机第2部分:技术条件YC/T 87.1-1996 烟草机械贮柜第1部分:型式与基本参数YC/T 87.2-1996 烟草机械贮柜第2部分:技术条件YC/T 10.13-2006 烟草机械通用技术条件第13部分:包装YC/T 10.2-1993 烟草机械通用技术条件板金冲压件YC/T 211-2006 烟草行业多媒体通信业务系统技术规范YC/T 24-1995 卷烟厂空调机组YC/T 284-2009 烟草及烟草制品硫的测定光度比浊法YC/T 291-2009 烟叶分级实验室环境条件YC/T 245-2008 烟草及烟草制品氨的测定连续流动法YC/T 311-2009 烤烟品种烘烤特性评价YC/T 169.5-2009 烟用丝束理化性能测定系列标准第5部分:断裂强度YC/T 94-1996 烟草机械 YJ13B型卷烟机YC/T 267-2008 烟用白乳胶中乙酸乙烯酯的测定顶空-气相色谱法YC/T 12.7-1993 烟草机械产品工艺文件编号方法YC 171-2002 烟用接装纸YC/T 1-1994 烟草机械产品型号编制规则YC/T 1-2005 烟草机械产品型号编制方法YC/T 10.1-1993 烟草机械通用技术条件机械加工件YC/T 10.1-2006 烟草机械通用技术条件第1部分:切削加工件YC/T 10.10-1993 烟草机械通用技术条件涂漆YC/T 10.10-2006 烟草机械通用技术条件第10部分:金属镀覆与化学处理YC/T 10.11-1993 烟草机械通用技术条件装配YC/T 10.12-1993 烟草机械通用技术条件包装YC/T 10.12-2006 烟草机械通用技术条件第12部分:装配YC/T 10.13-1993 烟草机械通用技术条件低压电器电控设备YC/T 10.14-1993 烟草机械通用技术条件装有电子器件的电控设备YC/T 10.14-2006 烟草机械通用技术条件第14部分:电气控制系统YC/T 10.15-1993 烟草机械通用技术条件电子皮带秤YC/T 10.16-1996 烟草机械通用技术条件电气装配YC/T 10.2-2006 烟草机械通用技术条件第2部分:冷作件YC/T 10.3-1993 烟草机械通用技术条件焊接件YC/T 10.3-2006 烟草机械通用技术条件第3部分:焊接件YC/T 10.4-2006 烟草机械产品工艺文件第4部分:工艺规程设计YC/T 10.6-1993 烟草机械通用技术条件碳素钢铸件YC/T 10.7-1993 烟草机械通用技术条件铜合金铸件YC/T 10.7-2006 烟草机械通用技术条件第7部分:铜合金铸件YC/T 10.8-1993 烟草机械通用技术条件铝合金铸件YC/T 11.1-1993 烟草机械产品图样及设计文件术语YC/T 11.1-2006 烟草机械产品图样及设计文件第1部分:总则YC/T 11.10-1996 烟草机械产品图样及设计文件计算机辅助设计基本要求YC/T 11.2-2006 烟草机械产品图样及设计文件第2部分:基本要求YC/T 11.3-1993 烟草机械产品图样及设计文件格式YC/T 11.4-1993 烟草机械产品图样及设计文件隶属编号原则YC/T 11.5-1993 烟草机械产品图样及设计文件完整性YC/T 11.6-1993 烟草机械产品图样及设计文件更改办法YC/T 11.7-1993 烟草机械产品图样及设计文件标准化审查YC/T 12.1-1993 烟草机械产品工艺文件完整性YC/T 12.2-1993 烟草机械产品工艺文件工艺方案设计YC/T 12.2-2006 燃气采暖热水炉YC/T 12.3-1993 烟草机械产品工艺文件产品结构工艺性审查YC 171-2002 烟用接装纸YC/T 1-1994 烟草机械产品型号编制规则YC/T 1-2005 烟草机械产品型号编制方法YC/T 10.1-1993 烟草机械通用技术条件机械加工件YC/T 10.1-2006 烟草机械通用技术条件第1部分:切削加工件YC/T 10.10-1993 烟草机械通用技术条件涂漆YC/T 10.10-2006 烟草机械通用技术条件第10部分:金属镀覆与化学处理YC/T 10.11-1993 烟草机械通用技术条件装配YC/T 10.12-1993 烟草机械通用技术条件包装YC/T 10.12-2006 烟草机械通用技术条件第12部分:装配YC/T 10.13-1993 烟草机械通用技术条件低压电器电控设备YC/T 10.14-1993 烟草机械通用技术条件装有电子器件的电控设备YC/T 10.14-2006 烟草机械通用技术条件第14部分:电气控制系统YC/T 10.15-1993 烟草机械通用技术条件电子皮带秤YC/T 10.16-1996 烟草机械通用技术条件电气装配YC/T 10.2-2006 烟草机械通用技术条件第2部分:冷作件YC/T 10.3-1993 烟草机械通用技术条件焊接件YC/T 10.3-2006 烟草机械通用技术条件第3部分:焊接件YC/T 10.4-2006 烟草机械产品工艺文件第4部分:工艺规程设计YC/T 10.5-2006 烟草机械通用技术条件第5部分:球墨铸铁件YC/T 10.6-1993 烟草机械通用技术条件碳素钢铸件YC/T 10.7-1993 烟草机械通用技术条件铜合金铸件YC/T 10.7-2006 烟草机械通用技术条件第7部分:铜合金铸件YC/T 10.8-1993 烟草机械通用技术条件铝合金铸件YC/T 11.1-1993 烟草机械产品图样及设计文件术语YC/T 11.1-2006 烟草机械产品图样及设计文件第1部分:总则YC/T 11.10-1996 烟草机械产品图样及设计文件计算机辅助设计基本要求YC/T 11.2-2006 烟草机械产品图样及设计文件第2部分:基本要求YC/T 11.3-1993 烟草机械产品图样及设计文件格式YC/T 11.4-1993 烟草机械产品图样及设计文件隶属编号原则YC/T 11.5-1993 烟草机械产品图样及设计文件完整性YC/T 11.6-1993 烟草机械产品图样及设计文件更改办法YC/T 11.7-1993 烟草机械产品图样及设计文件标准化审查YC/T 12.1-1993 烟草机械产品工艺文件完整性YC/T 12.2-1993 烟草机械产品工艺文件工艺方案设计YC/T 12.2-2006 燃气采暖热水炉YC/T 12.3-1993 烟草机械产品工艺文件产品结构工艺性审查YC/T 12.4-1993 烟草机械产品工艺文件工艺规程设计YC/T 12.4-2006 烟草机械产品工艺文件第4部分:工艺规程设计YC/T 12.5-2006 烟草机械产品工艺文件第5部分:工艺规程格式YC/T 12.6-2006 烟草机械产品工艺文件第6部分:管理用工艺文件格式YC/T 12.7-2006 烟草机械产品工艺文件第7部分:编号方法YC/T 12.8-1993 烟草机械产品工艺文件工艺定额编制YC/T 12.9-1993 烟草机械产品工艺文件工序质量控制通则YC/T 12.9-2006 烟草机械产品工艺文件第9部分:更改办法YC/T 13-1993 烟草机械未注尺寸公差和形位公差YC/T 15-1994 烟草机械产品命名方法YC/T 15-2005 烟草机械产品命名方法YC/T 16.1-2002 再造烟叶第1部分:辊压法YC/T 16.3-2003 再造烟叶第3部分:造纸法YC/T 11.1-1993 烟草机械产品图样及设计文件术语YC/T 11.1-2006 烟草机械产品图样及设计文件第1部分:总则YC/T 247-2008 烟草及烟草制品烟碱纯度的测定硅钨酸重量法YC/T 218-2007 烟草及烟草制品菌核净农药残留量的测定气相色谱法YC/T 28.2-1996 卷烟物理性能的测定第2部分:长度YC 001-1990 烟草机械产品型号编制规则YC/T 273-2008 卷烟包装设计要求YC/T 271.4-2008 烟草机械形态设计第4部分:弓形把手和门锁YC/T 281-2008 烟草工业企业QC小组活动成果现场评价准则YC/T 37.7-1996 滤棒物理性能的测定第7部分:外观YC/T 271.10-2008 烟草机械形态设计第10部分:搬运YC/T 296-2009 烟草及烟草制品硝酸盐的测定连续流动法YC/T 22-1994 烟草种子贮藏与运输YC/T 115-1996 烟草机械 YB11型卸盘机YC/T 282-2009 烟叶游离氨基酸的测定氨基酸分析仪法YC/T 257.3-2008 烟草行业专卖管理代码第3部分:专卖信息统计报表代码YC/T 271.9-2008 烟草机械形态设计第9部分:显示装置YC/T 169.3-2009 烟用丝束理化性能测定系列标准第3部分:卷曲数YC/T 92-1996 烟草机械 YJ14D、YJ14E型卷烟机YC/T 257.2-2008 烟草行业专卖管理代码第2部分:专卖案件代码YC/T 29-1996 卷烟用常规分析用吸烟机测定总粒相物和焦油YC/T 293-2009 烟用香精和料液中汞的测定冷原子吸收光谱法YC/T 297-2009 打叶复烤企业标准化工作的要求及评价YC/T 37.5-1996 滤棒物理性能的测定第5部分:水分YC/T 220-2007 烟草农业科技成果经济效益计算方法YC/T 21-1994 烟草种子包装YC/T 271.1-2008 烟草机械形态设计第1部分:外观YC/T 37.4-1996 滤棒物理性能的测定第4部分:硬度。
YC91.3-1996 烟草机械 制丝线、打叶复烤线 第3部分 验收导则

42 制丝线整线综合技术指标按《 . 卷烟工艺规范》 的规定进行检验。 43 打叶复烤线整线综合技术指标按 Y / 1 . C T 7的规定进行检验
5 资任
整线设计 、 安装和整机责任应按合同办理。
注
1 设 计责任( 包括 电控设计) Y / 9. 按 C T 1中的有关规定 1 2 安装责任按 Y / 9. C T 2中的有关规定 1 3 整机的责任按整机标准规定。
本标准主要起草人 姜广峻 、 黄丽娜 、 王守仁、 解恒慧 、 沈素娟、 段兴强 。
中华人 民共和 国烟草行业标准
烟草机械
制丝线、 打叶复烤线
Y / 9.- 19 C T 3- 96 1
第3 部分 : 验收导则
T b co c iey o ac ma hn r-
国家烟草专卖局 1 9 一 8 0 9 6 0 - 7批准 19 一 1 0 96 1 一 1实施
Y / 9 . 9 6 C T 3 1 -1 9
到产品标准的规定, 整线综合指标基本达到设计要求时, 可进行验收检验。
3 2 整线 中的整机验收 .
321 整机验收按整机标准的规定进行验收检验, .. 并做好工作条件记录和验收记录, 作为验收凭证。
卷烟工艺规范 3 基本原则 3 门 验收条件 3 11 验收的制丝线 、 .. 打叶复烤线应符合烟草专卖管理的有关规定 。 112 验收的制丝线 、 . 打叶复烤线的厂房设计 ( 包括公用工程设计) 应符合 Y / 9的规定 。 C T
313 验收的制丝线、 .. 打叶复烤线的安装和试运行应符合 Y / 9. C T 2的规定 1 314 验收的制丝线、 . 打叶复烤线设计资料应完整、 正确。整机 的随机文件和随机附件、 备件符合 Y / 1. C T 2 1 的有关规定。 315 验收的制丝线、 .. 打叶复烤线及其中整机的工作条件应满足整线设计要求和整机标准的规定
国家烟草专卖局整顿和规范市场经济秩序领导小组办公室关于进一步整顿和规范烟草机械市场经济秩序的意见

国家烟草专卖局整顿和规范市场经济秩序领导小组办公室关于进一步整顿和规范烟草机械市场经济秩序的意见文章属性•【制定机关】国家烟草专卖局•【公布日期】2003.01.29•【文号】•【施行日期】2003.01.29•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】专卖、专营正文国家烟草专卖局整顿和规范市场经济秩序领导小组办公室关于进一步整顿和规范烟草机械市场经济秩序的意见各省、自治区、直辖市及大连、深圳市烟草专卖局:几年来,中国烟机工业狠抓基础和整顿规范工作,已取得了技术开发、市场服务、生产经营、产品质量、企业管理的明显成效。
但目前,在烟草机械的整机、大修理、零配件技术开发、生产经营、市场交易中,仍存在不少不规范、不遵章的现象,甚至发生违纪、违法的严重问题。
其主要表现:一是在烟机整机产品生产经营中,有些烟草加工企业在烟机设备采购招标中,擅自允许一些无《烟草专卖生产企业许可证》的企业和单位参加投标,甚至与其签订烟机购销合同;有的烟草加工企业和烟机生产企业,擅自私下签订烟机购销合同;也有的企业在签订烟机整机、特别是属于生产线性质的整线购销合同时,人为地将烟机整机机、电分离,甚至与无《烟草专卖生产企业许可证》的企业或单位签订电控部分的购销合同;还有一些卷烟工业企业和打叶复烤企业,无视依法执行烟机整机产品购销合同的严肃性,长期拖欠烟机设备货款等。
二是在烟机大修理的生产经营中,一些烟草加工企业不报或漏报烟机设备大修合同,有的烟草加工企业的烟机大修理合同额和实际发生的烟机大修理金额严重不符等。
三是在烟机零配件经营管理中,少数烟机零配件生产经营企业,产品质量低劣,恶性低价竞销,有的甚至采用非法手段贿赂用户,以至非法拼装、倒卖烟机设备,使烟机流入非法地下黑烟厂,给烟机零配件市场管理带来混乱。
针对以上问题,为进一步整顿规范烟机市场的生产经营秩序,特提出以下以下意见:一、进一步整顿规范烟机整机生产经营秩序1.烟机生产企业和烟草加工企业必须遵守关于烟机整机经营的有关规定,对违法违规的企业,将以公布不守诚信企业(即“黑名单”)等形式在行业内予以曝光,并对情节严重的依照有关法规进行严肃查处。
复烤厂总规程

复烤厂总规程
打叶复烤生产线各工段、各岗位工作人员实行定岗、定员作业,严格执行各岗位安全操作规程和遵守劳动纪律、管理制度,不准随意换岗、串岗、空岗,各工段长、组长要严格监督执行。
操作人员按照部门要求的时间准时到岗,认真做好生产前的各项准备工作,确保设备准时安全启动、生产准时投料。
全体工作人员听到设备启动警铃后,身体要迅速脱离设备的运动部件,操作人员监护本岗位设备启动、运行状况,如发现异常情况应及时通知工段长;打叶线操作人员及维修人员应严格按照设备启动顺序(启动顺序附后)逐台监护设备的启动运行状况,并和中央控制室(以下简称中控室)随时保持联络,待全线设备启动完毕、运行正常,工段长向值班主任汇报,由值班主任确定投料时间。
生产中发出故障警铃,各岗位操作人员要坚守工作岗位,不准擅自离岗。
摆把、挑选组长要维持好本岗位全体工作人员的秩序。
值班主任、故障段操作人员、工段长及维修人员要迅速抵达故障
现场,查明故障原因采取规范正确的措施排除故障,排除故障时要有可靠的安全防护措施,确保人员和设备的安全。
待故障排除重新启动警铃后,各岗位工作人员重复执行设备启动的监护工作。
若生产中发生重大人员设备事故,操作人员及维修人员有权使用急停开关或带电断开20A以下的隔离开关。
打叶复烤生产线及配套设施项目施工设计方案

(此文档为word格式,下载后您可任意编辑修改!)目录第一章综合说明- 5 -第1节编制目的- 5 -第2节编制说明- 5 -第3节编制依据- 5 -- 6 -第5节选用的规范规程- 6 -第6节工程总体目标- 8 -第7节工程概况- 10 -第二章施工组织机构- 18 -第1节施工组织机构的建立- 18 -第2节管理机构框图- 19 -第3节质量、安全保证体系及质量检验系统23第4节施工组织机构的启动与高效运作26第5节施工组织机构高效运作保障措施27第三章施工部署29第1节指导方针29第2节组织部署30第3节施工顺序安排34第4节现场准备34第5节技术准备35第6节制度准备35第7节现场开工前准备工作36第四章施工方案与技术措施41第一部分土建施工方案与技术措施41第1节施工测量放线施工方案41第2节土方开挖施工方案45第3节钻孔灌注桩施工方案46第4节基础施工方案53第5节土方回填施工方案56第6节主体结构施工方案59第7节脚手架及防护方案91第8节防水施工方案102第9节装饰装修工程施工方案106第二部分钢结构工程施工方案与技术措施124第1节钢结构制作加工技术方案124第2节防腐工艺技术方案139第3节钢结构运输方案142第4节钢结构安装技术方案144第5节彩板加工制作及安装技术方案155第6节门窗工程安装技术方案169第三部份安装工程施工方案与技术措施175第1节施工准备175第2节施工要求176第3节施工布署176第4节施工中采用的技术标准、规范、规程177第5节安装施工记录178第6节施工工序180第7节管道施工技术措施181第8节电气施工技术措施193第9节消防工程施工技术措施206第10节通风空调工程施工方案209第五章质量管理体系与措施213第1节质量方针、目标和贯标工作213第2节管理机构保证措施214第3节质量管理制度、职责保证措施215第4节制度和技术保证措施220第5节劳动力保证措施223第6节原材料保证措施223第7节土建部分施工质量保证措施223第8节钢结构工程质量控制措施228第9节安装质量控制措施239第10节试验、计量的控制240第11节质量控制程序示图241第六章安全管理体系与措施242第1节方针目标242第2节组织管理242第3节安全防护管理243第4节临时用电管理245第5节施工机械管理248第6节消防工作管理249第七章环境保护管理体系与措施253第1节文明施工措施253第2节环境保护措施258第3节地下管线及设施保护加固措施261第4节夜间施工262第八章工程进度计划与措施263第1节工程进度计划263第2节进度计划管理263第3节施工进度图及施工进度计划管理流程图266第4节工期保证措施266第九章资源配置计划272第1节劳动力的配置及实施计划272第2节施工机具需要量计划273第3节试验和检测仪器设备274第4节建筑材料构件需用计划274第5节主要周转材料需用计划276第十章施工总平面布置- 277 -第1节现场总平面布置原则- 277 -第2节景观式施工围墙及临时道路- 277 -第3节临时设施的布置- 278 -第4节施工场地排水、排污- 278 -第5节施工临时用电、用水施工组织设计- 278 -第6节施工现场总平面管理- 281 -第十一章季节性施工技术措施- 283 -第1节雨季施工措施- 283 -第2节冬季施工措施- 287 -第3节高温季节施工措施- 288 -第十二章施工中的配合协调措施- 290 -第1节总包与建设单位的配合管理- 290 -第2节总包与设计单位的配合管理- 290 -第3节总包与监理单位的配合管理- 291 -第4节土建安装与各专业施工单位的协调管理- 291 -第十三章工程交付、质量保修及回访- 293 -第1节工程交付- 293 -第2节竣工后的服务及保修- 293 -第十四章附表- 295 -第一章综合说明第1节编制目的本施工组织设计体现了我公司对宜宾三原烟叶复烤有限责任公司6000kg/h打叶复烤生产线及配套设施项目施工的总体构思与部署,为工程施工提供完整的技术性指导文件,用以指导工程施工,确保“优质、高速、安全”地完成本工程的建设任务。
烟草行业打叶复烤标准体系构建研究

73摘 要:本文介绍了烟草行业打叶复烤现状和发展趋势,阐述了构建科学合理、协调统一的烟草行业打叶复烤标准体系的重要作用。
探讨了打叶复烤标准体系的构建方法和原则,给出了打叶复烤标准体系的框架和内容;旨在为推进打叶复烤标准化工作提供技术参考。
关键词:烟草行业,打叶复烤,标准体系DOI编码:10.3969/j.issn.1674-5698.2021.04.012Study on the Establishment of Threshing and RedryingStandards System in Tobacco IndustryWU Xiao-mei 1 LIU Wei 1 WANG Hai-sheng 1 LI Qing-chang 2* XU Da-yong 2(1.Technical Center, HuaHuan International Tobacco Co. ; 2. Zhengzhou Tobacco Research Institute of CNTC )Abstract: This paper introduces the current situation and development trend of threshing and redrying in tobacco industry, and expounds the important role of threshing and redrying standards system in this industry. It also discusses the construction method and principle and gives the framework and content of threshing and redrying standards system, so as to provide technical reference for promoting threshing and redrying standardization.Keywords: tobacco industry, threshing and redrying, standards system烟草行业打叶复烤标准体系构建研究吴晓梅1 刘 威1 汪海生1 李青常2* 徐大勇2(1.华环国际烟草有限公司;2.中国烟草总公司郑州烟草研究院)基本项目:本文受国家烟草专卖局行业标准制修订项目“烟草行业打叶复烤标准体系 构成与要求”(项目编号:2016B013)资助。
国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知
国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知文章属性•【制定机关】国家烟草专卖局•【公布日期】1993.06.11•【文号】国烟办[1993]第30号•【施行日期】1993.06.11•【效力等级】部门规范性文件•【时效性】现行有效•【主题分类】标准化正文国家烟草专卖局关于批准发布《卷烟厂设计规范》行业标准的通知(国烟办〔1993〕第30号1993年6月11日)各省、自治区、直辖市烟草专卖局(公司)、重庆市烟草专卖局(公司),全国烟草标准化技术委员会,全国烟草科技情报中心,郑州烟草研究院,合肥经济技术学院,青州烟草所:全国烟草标准化技术委员会报批的《卷烟厂设计规范》行业标准,业经我局批准,现予以发布。
编号和名称如下:强制性标准:YC0009—93卷烟厂设计规范该标准自一九九三年九月一日起实施。
附:卷烟厂设计规范第一章总则第1.0.1条为使卷烟厂的工程设计贯彻执行国家有关方针政策,确保设计质量,推进技术进步,体现勤俭建国的精神,为安全生产、保证产品质量、提高劳动生产率、降低消耗、改善劳动条件、保护环境、提高经济效益和社会效益创造必要的条件,特制定本规范。
第1.0.2条本规范适用于年产10万箱及以上的新建、改建、扩建或技术改造的卷烟厂工程设计。
年产小于10万箱的卷烟厂、烟叶复烤厂、雪茄烟厂、涉外卷烟厂的工程设计可参照执行。
第1.0.3条工程设计应执行国家主管部门关于基建和技改现行的有关规定。
第1.0.4条执行本规范的同时,应执行国家有关政策、规定和现行设计标准、规范。
第1.0.5条卷烟厂工程设计应结合地方的规划和规定进行。
第1.0.6条根据本规范进行卷烟厂工程设计时,应与《卷烟工艺规范》的有关内容相协调。
第1.0.7条卷烟厂的技术改造应进行总体规划。
总体规划应根据生产需要,做到整体协调,远近结合,近期为主,适当考虑发展需要。
技术改造应充分挖掘原有生产潜力,合理利用原有建筑物、构筑物、设备及公用设施等。
初级烟草专卖管理员选择题库及答案
经营烟草专卖品进出口业务,经营外国烟草制品寄售业务或者购销业务的企业,必须经( )烟草专卖行政主管部门批准,取得特种烟草专卖经营企业许可证。
A、国务院B、县级以上C、国务院或省级D、省级
63、
烟草专卖行政执法主体不包括( )。
A、烟草专卖行政主管部门B、工商行政主管部门
C、人民法院D、海关
64、
A、2006-12-11B、2007-1-1C、2006-1-1D、2007-12-11
44、
制售假冒卷烟产品活动将造成哪些后果,不合适的是?
A、严重损害了消费者的信赖
B、导致卷烟价格下滑
C、销售量减少,库存增加
D、个体发家致富,不会危害国家利益
45、
卷烟纸宽度一般等于烟支圆周长加( )mm的搭口宽度。
3、
下列关于职业道德的论述中,你认为正确的是( )。
A、加强职业道德能保证企业的正常经营,但总体会减少企业收益
B、加强职业道德能改变人们的思想观念,但与推进技术进步无关
C、加强职业道德只是一项经营之外的事务,往往会加大企业和员工的负担
D、加强职业道德会增加投入,但从总体上看可降低企业的经营成本
4、
以下关于职业道德的说法中,你认为正确的是( )。
48、
在烟草制丝生产线和打叶复烤生产线中,对不同种类的物料进行储存,使物料混合均匀,充分吸收添加的料液,以平衡整线生产能力,达到储存、输送物料等要求的工艺设备,称为( )。
A、烟丝膨胀机械B、烟丝输送机械C、再造烟叶机械D、烟用储存机械
49、
烟用预压打包机械一般应用于( ),是将叶片烟梗压缩到规定的尺寸和重量,并进行包装的工艺设备。
A、市级B、县级以上C、县级或市级D、省级
打叶复烤模块片烟加工的实现

初烤烟来料与模块片烟来料对比
二、选择课题
查新项目名称 查新目的 查新对象
课题查新
打叶复烤模块片烟加工的实现 行业是否有打叶复烤模块片烟加工相关工艺技术的规定/标准或内容
中国烟草科教网
万方数据知识服务平台 国家知识产权局专利服务平台
查询关键词及 结果
查新结果
模块片烟
1条 ,涉及感官品吸, 内容不相关
无
4条,涉及原烟打叶复烤和制 丝线,内容不相关
样本5 3.16 2.69 2.69 3.01 3.73 3.18 样本15 2.9 3.13 2.84 2.41 3.48 3.19
样本6 2.9 2.71 2.52 3.28 3.69 3.09
样本16 2.96 2.52 2.53 3.44 3.52 3.28
样本7 2.75 2.39 2.57 3.09 3.22 3.62 样本17 2.89 2.7 2.25 3.28 3.51 3.13
片烟模块
1条,涉及仓储,内容 不相关
无
2条,涉及烟叶仓储,内容不 相关
片烟回烤
无
无
无
回烤片烟
无
无
无
未查到与打叶复烤模块片烟加工相关工艺技术的规定/标准或内容
二、选择课题
确定课题
模块片烟加工来料形式、主要工艺任务与原烟加工差异较大,需重新规划工艺路径并确定过程参 数,对小组而言是一个全新的挑战,具有重要的现实意义。
烟草行业的常用仪器设备
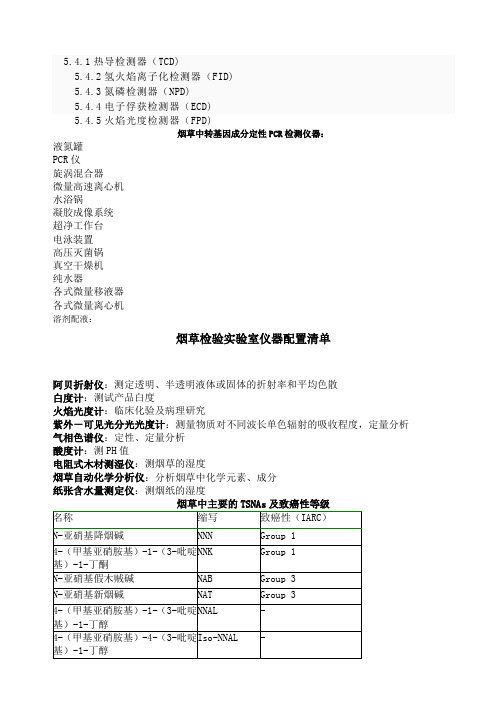
5.4.1热导检测器(TCD)5.4.2氢火焰离子化检测器(FID)5.4.3氮磷检测器(NPD)5.4.4电子俘获检测器(ECD)5.4.5火焰光度检测器(FPD)烟草中转基因成分定性PCR检测仪器:液氮罐PCR仪旋涡混合器微量高速离心机水浴锅凝胶成像系统超净工作台电泳装置高压灭菌锅真空干燥机纯水器各式微量移液器各式微量离心机溶剂配液:烟草检验实验室仪器配置清单阿贝折射仪:测定透明、半透明液体或固体的折射率和平均色散白度计:测试产品白度火焰光度计:临床化验及病理研究紫外-可见光分光光度计:测量物质对不同波长单色辐射的吸收程度,定量分析气相色谱仪:定性、定量分析酸度计:测PH值电阻式木材测湿仪:测烟草的湿度烟草自动化学分析仪:分析烟草中化学元素、成分纸张含水量测定仪:测烟纸的湿度烟草中的有害气体及检验方法✓焦油✓烟碱✓一氧化碳✓TSNAs(4)✓苯并[a]芘✓氮氧化物(2)✓金属(7)✓酚类化合物(7)✓羰基化合物(8)✓芳香胺(4)✓HCN✓氨✓VOCs(5)✓Semi-VOCs(3)卷烟烟气分析的仪器分析方法⏹烟碱(GC)⏹一氧化碳(非散射红外法)⏹氮氧化物(氮氧化物分析或FTIR )⏹多环芳烃(HPLC,GS/MS-SIM)⏹烟草特有的N--亚硝胺(GC-TEA,LC/MS)⏹金属(AAS,ICP/MS)⏹酚类物质(HPLC)⏹羰基化合物(HPLC)⏹芳香胺(GC/MS)⏹VOC(GC/MS)⏹氨(离子色谱)⏹HCN(流动分析仪)多环芳烃的分析技术:(一)纸(板)色谱法(二)气相色谱法(三)高效液相色谱法(四)气相色谱—质谱联用法(04年 CORESTA)烟气中酚类化合物的分析方法➢分光光度法:➢气相色谱法:➢高效液相色谱法:TSNAS分析方法:毛细管柱GC-TEA系统芳香胺的分析技术⏹光度法⏹薄层色谱法⏹气相色谱法⏹液相色谱法⏹气相色谱—质谱联用法⏹毛细管电泳色谱法(CE)羰基化合物、多环芳烃、金属、酚类物质的HPLC方法所用的仪器:超声波振荡器、固相萃取柱分离、液相分析仪多环芳烃、芳香胺、VOC的GC/MS分析方法所用仪器:超声波振荡器、固相萃取柱分离、色-质联用分析烟气中HCN(氰化氢的检测方法)的分析方法所用仪器和试剂:联苯胺和吡啶异烟酸-吡唑啉酮异烟酸-巴比妥酸流动分析仪玻璃滤片分光光度计真空泵自动进样器烟草及烟草制品式样的制备和水分的测定——烘箱法1、烘箱2、粉碎机3、筛网孔径0.45MM4、硅胶干燥器5、称量皿6、广口瓶端部掉落烟丝的测定1、旋转箱法调节箱旋转箱卷烟直径测量分析天平烟丝填充值的测定:烟丝填充值测定仪器必须满足:1、测量桶:施力测头施压速度卷烟厂主要生产车间1、制丝车间控制室贮叶室贮丝房2、卷包、滤棒成型车间3、膨胀烟丝车间4、仓库5、技术中心、质检中心6、空调机房7、除尘室8、维修车间9、生产周转车间卷烟厂的生产工艺1、原料配料及配方叶组:制丝工艺采用片叶、烟梗和再造烟叶为材料。
YC91.2-1996 烟草机械 制丝线、打叶复烤线 第2部分 安装和试运行导则

( 提示的附录) 设备就位 、 找正和找平
A 设备基础尺寸和位置等的质量要求应符合表 A1的要求。 1 表 A1 设备基础尺寸和位置的质量要求
项
1
次
项
目
允许偏 差
士2 0
基础 坐标位 置( 纵横 轴线 )
基 础 各 不 同 平 面 的标 高
2
士 1 。
士2 0
基础上平面外形尺 寸
3
凸台上面外形 尺寸 凹穴 尺 寸
标高
+0 - - 2 o
士5
5 2
H
预埋 活动 地脚 螺栓锚 板
中心位置
不水平度 ( 带槽的锚板 ) 不水平度( 带螺纹孔的锚板)
A 设备就位前, 2 应按施工图并依据有关建筑物的轴线、 边缘线和标高线放出安装基准线。 A 设 备就位前 , 3 必须将设 备支脚清理干净 。灌浆处的基础或地坪表面应凿成麻面 A 设备上一位基准的面、 Q 线或点对安装基准线的平面位置和标高的允许偏差 , 一般应符合表 A 2的规
动、 公安部门颁布的安全、 . 劳动保护等有关规定进行施工和操作。
3 6 试运行应遵照下列顺序进行 : . a )整机空载试运行并达到基本正常 ; b 段 、 空载试运行并达到基本正常; )分线 ( 片) C 整线空载试运行并达到基本正常 ; d >整线负载( 由小到大 , 至额定生产能力) 试运行并达到基本正常 I了 试运行过程 中, 用户应保证整线的工作条件 设计单位、 设备制造厂家和其他有关单位应及时解决 国家烟草专卖局 1 9 一 7 0 9 6 0 一 8批准
B . 链传动的装配应按 Y / 1. 9 3第 1 19 C T 1 -1 9 0 1 0章的规定
B 润滑、 2 液压系统的管路装配
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
制丝线打叶复烤线生产线安装和试运行导则1 范围YC/T 91的本部分规定了制丝线、打叶复烤线设备安装、试运行的基本原则和一般要求。
本部分适用于制丝线、打叶复烤线设备的安装和试运行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 5226.1—2008 机械安全、机械电气设备第1部分:通用技术条件YC/T l0.12 烟草机械通用技术条件第12部分:装配YC/T l0.15 烟草机械通用技术条件第15部分:电气控制系统装配YC/T 91.l 烟草机械制丝线、打叶复烤线第1部分:设计导则3 基本原则3.1 整线设计应符合YC/T 91.l的规定,设计单位应提供设备布置平、立面图,水、气、汽布点图,地基承载图,环境除尘图等有关技术文件。
3.2 设备制造厂应提供产品使用说明书(含产品安装要求)或安装调试手册、安装图、一年半两班制备件目录等技术文件。
3.3 用户应组织相关单位组成协调小组,制定整线安装试运行工作计划,明确有关单位责任和节点进度,统一指挥和协调整线安装试运行工作。
3.4 负责安装和试运行的单位应制定整线安装和试运行的详细施工方案,明确施工步骤、施工节点进度、相关单位的施工界面与配合的责任要求。
3.5 应由专业的安装队伍来施工,安装和试运行过程中应在工程技术人员的指导下进行,并应严格按照设计单位提供的整线设计资料、制造厂提供的设备技术资料和国家有关规定进行施工和操作。
3.6 施工现场应有适当的场地、动力设施、辅助材料及吊装搬运工具等,并符合劳动和公安部门颁布的安全、劳动保护和防火等有关法律、法规的规定。
3.7 整线试运行应遵照下列顺序进行:a) 整机空载试运行正常;b) 分线(段、片)空载试运行正常;c) 整线空载试运行正常;d) 整线负载(由小到大,至额定生产能力)试运行正常。
3.8 试运行过程中,用户应保证整机、整线的工作条件。
设计单位、设备制造厂家和其他有关单位,应及时解决存在的问题。
3.9 设计单位应对整线设计的正确性、合理性、工艺性负责,并有责任协助解决安装过程中出现的有关整线的设计问题。
3.10 设备制造厂所提供的设备应符合产品标准和购销合同的要求,应对质量负责,并应及时处理设备安装和试运行中存在的问题。
4 一般要求4.1 设备安装工程所用的机械设备、主要材料或用于重要部位的材料,应符合设计规定和产品标准的要求,并具有出厂合格证。
没有出厂合格证或对质量有怀疑时,应进行检验,符合要求后,方可使用。
4.2 设备安装工程施工前,对临时建筑、运输道路、水源、蒸汽、压缩空气、照明、安全措施、消防设施、主要材料、主要机具和劳动力等应有充分准备,并作合理安排,以确保施工的顺利进行。
4.3 设备安装工程施工前,施工单位应配合用户根据包装发运清单仔细清点检查设备,共同填写《设备开箱记录表》。
4.4设备安装工序中有恒温、防震、防尘、防潮等要求时,安装地点应具备相应的条件或采取相应措施后,方可进行该工序的施工。
4.5利用建筑结构作为起吊搬运设备的承力点时,安装地点应具备起吊搬运承重条件或采取相应措施后具备起吊搬运条件,方可进行该工序的施工。
4.6设备的就位、找正和找平应按制造厂家提供的设备使用说明书及有关技术文件的规定进行操作,未有规定者按附录A进行操作。
4.7设备的清洗和装配应按制造厂家提供的设备使用说明书、有关技术文件和YC/T l0.12的规定进行操作,未有规定者按附录B进行操作。
4.8 电控设备的现场安装应符合GB 5226.1—2008、YC/T 10.15的有关规定。
4.9试运行应按制造厂家提供的设备使用说明书及行业有关规定进行操作,未有规定者按附录C进行操作。
5 安装责任安装责任应在合同中予以明确。
附录A(规范性附录)设备就位、找正和找平A.1 设备基础尺寸和位置设备基础尺寸和位置的要求应符合表A.1的规定。
表 A.1 设备基础尺寸和位置的要求单位为毫米A.2 放线放线前,应将安装现场清理干净,确保放线清晰。
设备就位前,应按施工图并依据有关建筑物的轴线和标高点测出安装纵横基准线。
A.3 清理设备就位前,应将设备支脚清理干净。
预留灌浆的设备基础应凿成麻面。
A.4 设备上定位基准对安装基准线的偏差设备上定位基准的面、线或点对安装基准线的平面位置和标高的允许偏差,一般应符合表A.2的规定。
表 A.2 设备上定位基准的面、线或点对安装基准线的允许偏差单位为毫米A.5 设备找正和找平的测点设备找正和找平的测点,一般应在下列部位中选择:a) 设备的主要工作面,如切尖解把机工作台、包装机工作台等;b)左右对称设备的中心线;c)支承滑动或滚动部件的导向面,如烟片复烤机导轨;d)保持转动部件的导向面或轴线,如打叶机主轴、筒类设备筒体转轴等;e)部件上加工精度较高的表面;f)设备上应水平或铅垂的主要轮廓面(如容器外壁等)。
A.6 设备安装精度偏差的偏向设备安装精度偏差,宜偏向下列方面:a) 能补偿受力或温度变化后所引起的偏差;b) 能补偿使用过程中磨损所引起的偏差;c) 不增加功率消耗;d) 使运转平稳;e) 使机件在负荷作用下受力较小;f) 使有关机件更好地连接配合;g) 有利于被加工件的精度保证。
A.7 固定在地坪上的整线或刚性连接的设备的安装固定在地坪上的整线或刚性连接的设备,安装时不应跨越地坪伸缩缝、沉降缝。
附录B(规范性附录)清洗和装配B.1 一般规定B.1.1设备上需要在安装现场装配的零、部件应根据需要和装配顺序清洗洁净,并涂以适当的润滑油脂。
各类零部件的现场装配应符合YC/T 10.12的有关规定。
B.1.2设备上各种管路应清洗洁净并畅通。
B.1.3设备表面的防锈油脂应予清除或洗净。
B.2 润滑、液压系统的管路装配B.2.1装配润滑、液压系统的管路应符合下列要求:a) 管路的排列应整齐美观,并留有适当间距,便于检查、维护和更换;b) 并列或交叉的压力管路,其管壁之间应有适当的间距并固定牢靠,防止振动干扰;c) 弯管的弯曲半径应大于3倍管子外径,椭圆度不应超过原管径的10 %;d) 管接头螺纹部分的密封填料,可用聚四氟乙烯、硝基漆、虫胶漆或铅油麻丝,低压法兰密封可用耐油橡胶板等垫片。
B.2.2装配吸油管应符合下列要求:a) 吸油管应尽量短,减少弯曲,管口宜为45°斜口。
吸油高度应根据泵的类型决定,一般不应超过500 mm;b) 吸油管应连接紧密,不应漏气。
吸油口应深入油面下并离油箱底面距离H≥2D(D为管径),距箱边不小于3D。
B.2.3装配回油管应符合下列要求:a) 水平回油管的坡度应为0.003~0.005;b) 回油管口应伸至油面下,管口宜为45°斜口,并朝向箱壁,使回油平稳。
B.2.4装配橡胶软管应符合下列要求:a) 弯曲半径不应小于软管外径的l0倍,软管接头至开始弯曲处的最小距离应大于软管外径的6倍;b) 软管的长度应有一定余量,多根软管应尽量平行排列,并无交缠扭转的情况;c) 经常随部件移动的软管,与支架、设备边角和其他管路的接触处,应采取防护措施,防止磨损破裂。
B.2.5液压系统管路装配后,应进行试压。
试验压力为最高工作压力的l.5~2倍,保压时间为l0 min。
B.3 蒸汽、水、压缩空气管路安装B.3.1管子、管件及阀门等元件应按设计要求核对无误,内部应清理干净。
B.3.2装配时应对法兰密封面及密封垫进行外观检查,不得有影响密封性能的缺陷存在。
B.3.3法兰连接时应保持平行,其偏差不大于法兰外径0.15 %,且不大于2 mm,不得用强紧螺栓的方法消除歪斜。
B.3.4法兰连接应保持同轴,其螺栓孔中心偏差不超过孔径的5 %,并保证螺栓自由穿入。
B.3.5安装垫片时可根据需要分别涂以石墨粉,二硫化钼油脂,石墨机油等涂剂。
B.3.6当大口径的垫片需要拼接时,应采用斜口搭接或迷宫形式,不得平口对接。
B.3.7采用软垫片时,周边应整齐,垫片尺寸应与法兰密封面相符,其允许偏差见表B.l 的规定。
表B.1 软垫片直径尺寸的允许偏差单位为毫米B.3.8软钢、铜、铝等金属垫片安装前应进行退火处理。
B.3.9管路装配时遇下列情况螺栓和螺母应涂以二硫化钼油脂或石墨机油以及石墨粉:a) 不锈钢、合金钢螺栓和螺母;b) 管道设计温度高于100 ℃或低于0 ℃。
B.3.10法兰连接应使用同一规格的螺栓,安装方向应一致,紧固螺栓应对称均匀,松紧适度。
B.3.11螺栓紧固后应与法兰面紧贴,不得有缝隙,需加垫圈时,每个螺栓只宜加一个垫圈。
B.3.12疏排水的支管与主管连接时,宜按介质流向稍有倾斜。
不同介质、压力的疏排水支管不应接入同一主管。
B.3.13管路螺纹连结前应仔细检查清洗螺纹,合格后方可安装。
工作温度小于200 ℃的管道其螺纹接头密封材料宜用聚乙烯带或密封膏,拧紧螺纹时不得将密封材料挤入管内。
B.3.14对管内清洁要求较高且焊后不易清理的管道,其焊缝打底宜用氩弧焊施焊。
B.3.15管路上仪表接点的开孔和焊接应在管路装配前进行。
B.4 风机安装B.4.1风机的搬运和吊装应符合下列要求:a) 整体安装的风机,搬运和吊装时的绳索,不得捆缚在转子、机壳或轴承盖的吊环上;b) 现场组装的风机,绳索的捆缚不得损伤机件表面和转子与带轮轴两端中心孔、轴瓦的推力面和推力盘的端面。
机壳水平中分面的连接螺栓孔、转子轴颈和轴封处均不应作为捆缚部位;c) 输送特殊介质的风机转子和机壳内如涂有保护层,应严加保护,不得损伤;d) 不应将转子和带轮直接放在地上滚动或移动。
B.4.2风机的进气管、排气管均应有单独的支撑并与基础或其他建筑物连接牢固。
各管路与风机连接时,法兰面应对中贴平,不应有错位、偏置现象。
风机机壳不应承受其他机件的重量,防止机壳变形。
B.4.3 轴承的冷却水管路应畅通并对整个系统进行试压;试验压力应符合设备技术文件的规定,如无规定时,一般不应低于0.4 MPa。
B.4.4 离心风机轴承座与底座应紧密接合,纵向水平度误差不应超过0.2 %(用水平仪在主轴上测量)。
B.5 电控设备的安装与调试B.5.1 安装条件B.5.1.1 安装开始前,应根据平面图确定设备位置,并在地面上准确地标出。
B.5.1.2 安装环境要求:a)温度:-10 ℃~+40 ℃;b)湿度:5 %~90 %;c)没有剧烈震动和颠簸;d)周围介质没有爆炸性危险,没有导电尘埃及腐蚀金属和破坏绝缘的气体;e)在电控柜附近应通风条件良好或设置空调送风点。
B.5.2 安装要求B.5.2.1电控柜、箱安装应做到:a)设备安装就位过程中应保证电控柜组之间横向不受外力拉伸,电控柜组吊装就位要确保每一面柜均匀受力,以免造成柜组永久性变形;b)不允许损坏柜体表面涂层及面板上的操作件;c)安装位置应方便操作、维修、保养;d)运输用固定电控柜的底座要在就位后撤出;e)确保安装过程中柜组垂直于地面,方向向上,不允许将柜组倾斜、侧立或倒立;f)柜组内不允许进水、进粉尘和机械损伤。