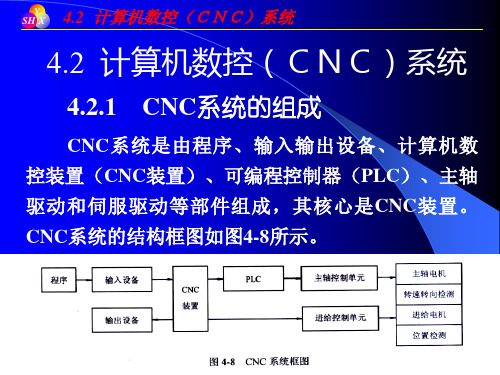
cnc加工中心有哪些系统
机加工行业中数控机床的常用系统

数控机床之所以加工精度好、生产效率高,其主要决定因素是编程的准确性。
编程需要依靠系统来完成。
现在机加工行业中,数控机床比较常用的系统主要有这几家:日本FANUC 数控系统、德国西门子数控系统、日本三菱数控系统、德国海德汉数控系统等等。
下面我们就来针对这些厂家具体对数控机床系统进行介绍。
1、日本FANUC数控系统FANUC公司是世界上领先的数控系统科研、设计、制造公司,规模庞大。
FANUC研发的数控系统具有以下优势:(1)PowerMate 0系列以其高可靠性在业内十分出名,主要用于两轴小型机床,很好的取代了步进电动机的伺服系统,画面清晰、操作简便。
(2)车床加工大多使用的是普及型CNC 0-D系列 0-TD,铣床及小型加工中心可以使用0-MD,圆柱磨床使用的是0-GCD,平面磨床使用的是0-GSD。
(3)0-C系列是全动能型的:0-TC用于车床,0-MC用于钻床、铣床、加工中心。
2、德国西门子数控系统西门子公司是德国老牌电气工程领域企业,其业务涉及广泛,遍布于工业、能源、医疗以及基础设施领域。
并以其不断创新、良好的品质以及超高可靠性被人们所认可。
SIEMENS 公司的数控系统,主要采用的是模块化的结构设计,经济性好,在一种标准的硬件上,配置多种软件,满足各种加工工艺以及各种机床需求。
伴随着电子技术的发展,大规模的集成电路的出现,让新的数控机床系统结构变得更加简便、紧凑、性能更强,价格更低。
SIEMENS公司CNC装置主要系列有SINUMERIK3/8/810/820/850/880/805/802/840系列。
3、日本三菱数控系统日本三菱电机主要生产配电用的机械器具,电加工产品,变频调速器、伺服系统机器、数控装置及其零部件。
在生产中,常用到的三菱数控系统有:M700V系列;M70V系列;M70系列;M60S 系列;E68系列;E60系列;C6系列;C64系列;C70系列。
M700V系列作为高端系列,主要用于高精加工,支持五轴联动。
4.2 计算机数控(CNC)系统
(4-6)
若Fi<0,为了逼近圆弧应沿+Y方向进给一步,
现代电气自动控制技术
Y SH X
4.2 计算机数控(CNC)系统
Xi+1=Xi,Yi+1=Yi+1
新加工点的偏差为
Fi+1=Xi+12+Yi+12-R2=Fi+2Yi+1 (4-7)
由式(4-6)和式(4-7)可知,只要知道前一点的
偏差,就可求出新一点的偏差。加工是从圆弧的起点开
4.2.1.2 CNC装置的软件结构
CNC装置的软件可分为管理软件与控制软件两 部分。管理软件用来管理零件程序的输入、输出; 显示零件程序、刀具位置、系统参数、机床状态及 报警;诊断CNC装置是否正常并检查出现故障的原 因。而控制软件由译码、刀具补偿、速度控制、插 补运算、位置控制等组成。 CNC系统是一个实时计算机控制系统,其基本 功能是由各种功能子程序实现的。不同的系统软件 结构对这些子程序的安排方式亦不同。目前CNC系 统的控制软件基本上有两种常用的典型结构,即前 后台型和中断型,其结构如下: 现代电气自动控制技术
自诊断功能 CNC装置中设置了各种诊断程序。
通信功能 CNC装置通常具有通信接口。
现代电气自动控制技术
Y SH X
4.2 计算机数控(CNC)系统
4.2.3
CNC装置插补原理
数控装置加工的零件轮廓一般由直线、圆弧组 成,对于一些非圆曲线轮廓则用直线或圆弧去逼近。 这种拟合的方法就是插补。插补计算就是数控系统
现代电气自动控制技术
Y SH X
4.2 计算机数控(CNC)系统
(2)数字积分法的直线插补 设在X、Y平面有一直线OA,其起点为坐标原 点O,终点A的坐标为(Xe,Ye)。该直线方程为
3.5国内外常见数控系统简介

3.5 国内、外典型数控装置介绍
11
3.5 国内、外典型数控装置介绍
ห้องสมุดไป่ตู้
12
3.5 国内、外典型数控装置介绍
13
3.5 国内、外典型数控装置介绍
3.5.4 华中数控(HNC)简介
14
结束
2
3.5 国内、外典型数控装置介绍
3
3.5 国内、外典型数控装置介绍
4
3.5 国内、外典型数控装置介绍
FANUC 16i/18i/21i系列系统硬件组成
PC
伺服放大器
FSSB(光纤) NC
机床操作面板
FANUC I/O Link I/O 设 备
主 轴 电 机
伺 服 电 机
伺 服 电 机
伺 服 电 机
计算机数控装置31概述32cnc装置的硬件结构33cnc装置的软件结构34典型数控功能原理及实现35国内外典型cnc系统简介351fanuc35国内外典型数控装置介绍fanuc16i18i21i系列fanuc30i系列简介35国内外典型数控装置介绍35国内外典型数控装置介绍pcncfssblink35国内外典型数控装置介绍fanuc16i18i21i系列系统硬件组成352siemens数控系统简介35国内外典型数控装置介绍35国内外典型数控装置介绍pcmcphhuop031plcplcmpiprofibusncumpimpimpimmccpuprofibus35国内外典型数控装置介绍siemens840d系统硬件结构353海德汉heidenhain数控系统在高档机床上应用非常普遍在我国使用较多的是itnc530tnc620和manualplus620等系统
5
3.5 国内、外典型数控装置介绍
我国常用数控系统功能比较

我国常用数控系统功能比较摘要数控加工作为现代制造业先进生产力的代表,在航空航天机械电子船舶化工汽车等行业得到广泛应用并逐渐被其它行业广泛使用。
FANUC数控系统和SINUMERIK数控系统是目前国内最流行的机床控制系统,华中数控系统作为国产数控系统中的代表,正逐步扩大自己在行业内的市场份额.本文着重介绍三种系统各自特点,供购买者或选用系统人员参考。
关键字:数控系统FANUC SINUMERIK 华中数控Abstractthe numerical control processing as the modern manufacturing representatives of advanced productivity, in aerospace machinery and electronics ship chemical automotive industries widely used by other industry and gradually widely used. FANUC nc systems and SINUMERIK numerical control system is the present domestic most popular machine control system, huazhong nc system as the domestically produced numerical control system of representative, is gradually expand your market share in the industry. This paper introduces three system characteristics, purchaser or choose system for reference.Key words: numerical control system FANUC SINUMERIK huazhong nc一、日本FANUC 数控系统1、主要特点日本FANUC公司的数控系统具有高质量、高性能、全功能,适用于各种机床和生产机械的特点,在市场的占有率远远超过其他的数控系统,主要体现在以下几个方面。
加工中心常用系统

加工中心常用系统
目前国内加工中心主要用的系统有:
一、使用进口系统
1.日本三菱控制器系统(M64SM,M64AS,E60等)
2.日本发那科系统(Oi,18i,25i)又名富士通和法兰克
3.德国西门子系统
4.西班牙法格系雕铣机)
二、使用国产系统
1.华中数控
2.广州数控
等等另有一些不知名的数控系统有待于市场的验证
目前最普遍使用的系统有日本三菱和发那科,日本三菱的性价比更高一些,而发那科多用于一些高档机,高速机上.
WinCNC数控系统
WinCNC数控系统:引领制造业迈向智能化新时代一、WinCNC数控系统简介WinCNC数控系统是一款集成了先进控制技术、网络通信技术和数据处理技术的智能化控制系统。
它适用于各种数控机床,如车床、铣床、磨床等,能够实现对机床的精确控制,满足不同行业和领域的生产需求。
二、WinCNC数控系统特点1. 高度集成:WinCNC数控系统将多种功能模块集成于一体,简化了机床结构,降低了故障率。
3. 操作简便:WinCNC数控系统采用全中文界面,操作直观,易于上手。
同时,系统提供丰富的帮助文档和视频教程,方便用户学习和使用。
4. 功能丰富:系统支持多种编程语言,如G代码、M代码等,满足各种复杂工艺需求。
5. 智能化程度高:WinCNC数控系统具备故障自诊断、预警等功能,有效降低生产过程中的故障率。
6. 网络化通信:系统支持以太网、串口等多种通信方式,方便实现设备间互联互通。
三、WinCNC数控系统应用领域1. 航空航天领域:WinCNC数控系统在飞机零部件加工中发挥重要作用,提高了加工精度,保证了产品质量。
2. 汽车制造领域:系统应用于汽车零部件生产线,提升了生产效率,降低了生产成本。
3. 模具加工领域:WinCNC数控系统助力模具企业实现精密加工,缩短了生产周期。
4. 五金制品领域:系统在五金制品加工中表现出色,提高了产品合格率,降低了废品率。
四、WinCNC数控系统的优势与创新1. 节能环保:系统优化了加工路径和参数,降低了能耗,减少了废弃物排放,符合绿色制造的理念。
2. 定制化服务:WinCNC数控系统可根据客户需求进行定制化开发,满足特殊工艺和生产流程的要求。
3. 持续更新:研发团队不断对系统进行升级,引入最新技术,确保用户始终处于行业前沿。
4. 技术支持:提供全方位的技术培训和售后服务,确保用户无后顾之忧。
五、WinCNC数控系统在智能制造中的应用1. 数据采集与分析:系统实时采集生产数据,通过数据分析,为企业提供决策依据。
数控机床的十大数控系统
数控机床的十大数控系统
数控机床的操作和监控全部在这个数控单元中完成,它是数控机床的大脑。
今天小编就给大家介绍下数控机床的十大数控系统,大家一起来看看吧。
1、日本FANUC数控系统
日本发那科GS(FANUC)是当今世界上数控系统科研、设计、制造、销售实力最强大的企业,总人数4549人(2005年9月数字),科研设计人员1500人。
(1)高可靠性的PowerMate 0系列用于控制2轴的小型车床,取代步进电动机的伺服系统;可配画面清晰、操作方便、中文显示的
CRT/MDI,也可配性能/价格比高的DPL/MDI。
(2)普及型CNC 0-D系列0-TD用于车床,0-MD用于铣床及小型加工中心,0-GCD用于圆柱磨床,0-GSD用于平面磨床,0-PD用于冲床。
(3)全功能型的0-C系列0-TC用于通用车床、自动车床,0-MC 用于铣床、钻床、加工中心,0-GCC用于内、外圆磨床,0-GSC用于平面磨床,0-TTC用于双刀架4轴车床。
(4)高性能/价格比的0i系列整体软件功能包,高速、高精度加工,并具有网络功能。
0i-MB/MA用于加工中心和铣床,4轴4联动;0i-TB/TA用于车床,4轴2联动;0i-mateMA用于铣床,3轴3联动;0i-mateTA用于车床,2轴2联动。
(5)具有网络功能的超小型、超薄型CNC 16i/18i/21i系列控制单元与LCD集成于一体,具有网络功能,超高速串行数据通讯。
其中FSl6i-MB的插补、位置检测和伺服控制以纳米为单位。
16i最大可控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联。
发那科 数控系统 分类
发那科数控系统分类
发那科(FANUC)数控系统分类
一、数控系统类型
1、标准系统
标准系统是基础控制器,具有一般数控功能,可满足基本的加工要求。
包括:系统控制器、伺服系统、运动控制器、操作面板、指令输入/分析器以及与其他系统的通信接口。
2、进阶控制系统
进阶控制系统是基于标准控制系统增加了更多功能和性能,特别是协助高精度加工和自动化生产。
主要包括:数据输入/输出模块、数据存储器、定位系统、运动控制系统、画面显示系统、自动换刀系统、装夹系统等。
3、高级控制系统
高级控制系统是由各种通信和控制元件组成的、功能强大的控制系统,主要用于多机联控或生产自动化系统。
它包括:自动装夹机、自动上下料机、高速切削机、车床等先进设备的功能控制器。
二、发那科(FANUC)数控系统
发那科(FANUC)公司设计和制造的数控系统的性能卓越,由多种类型组成,可应用于不同行业,这些系统主要包括:
1、标准控制系统
标准控制系统是发那科(FANUC)公司为实现加工精度设计的基本控制系统,具备快速响应、低功耗、高精度、稳定性高的特点,可
应用于各种机器、工具和控制电路上。
2、进阶系统
进阶系统采用发那科(FANUC)公司特有的硬件和技术,专门用于满足更多应用系统的设计要求,如:可靠性、冗余、计算机支持等。
3、高级控制系统
高级控制系统主要用于控制生产自动化系统的运转,它可以接受较复杂的指令并可靠地实施,如运动部件的位置控制、智能装夹等。
cnc加工中心有哪些系统
cnc加工中心有哪些系统一台加工中心的系统当然不只有数控系统,还有很多其他很重要的系统用以辅助加工中心加工,比如还有伺服系统、润滑系统、冷却系统等。
每一个系统的功能作用都不一样,加工中心除了整机的机械机构,就只能靠这些系统来组建成完整的循环。
这些系统功能各异,而且也可以细分为很多不同的选择,例如冷却系统有主轴油冷却系统和主轴中心出水系统的选择。
接下来就由台诚数控带大家一起去了解一下这些加工中心的系统都有什么用。
之所以叫做CNC加工中心,全因一个数控系统,只有配有数控系统才能称得上是CNC加工中心。
没有数控系统的加工中心只能被称作一台机床。
说到底,数控系统就是CNC加工中心的核心,所有指令都是通过数控系统下达,再由数控系统控制各个部件开始工作。
国内可见的数控系统不少,有国产的,也有进口的。
但是最为常见的数控系统一只手就能数完。
每个数控系统都有差异,只有做的比较出色的数控系统才会被选择,所以出现这种情况也不足为奇。
cnc加工中心系统(数控系统)数控系统是数字控制系统简称,英文名称为Numerical Control System,早期是与计算机并行发展演化的,用于控制自动化加工设备的,由电子管和继电器等硬件构成具有计算能力的专用控制器的称为硬件数控(Hard NC)。
20世纪70年代以后,分离的硬件电子元件逐步由集成度更高的计算机处理器代替,称为计算机数控系统。
计算机数控(Computerized numericalcontrol,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。
CNC系统根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置,用于控制自动化加工设备的专用计算机系统。
CNC系统由数控程序存储装置(从早期的纸带到磁环,到磁带、磁盘到目前计算机通用的硬盘)、计算机控制主机(从专用计算机进化到PC体系结构的计算机)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。
CNC机床加工中的自动化控制系统

CNC机床加工中的自动化控制系统自动化控制系统作为现代CNC机床加工的重要组成部分,通过精确的控制和指令实现对工艺过程的自动化操作。
本文将从系统结构、工作原理和应用前景等方面进行探讨。
一、系统结构CNC机床自动化控制系统由三个主要部分组成:输入设备、控制设备和执行设备。
输入设备用于接收操作者的指令,并将其转化为机床可读取的数据形式;控制设备负责对接收到的指令进行处理和分析,并输出控制信号;执行设备则根据控制信号来驱动机床进行相应的运动和加工。
在CNC机床自动化控制系统中,还有一个关键的组件是计算机数控系统。
该系统通过软件与硬件的配合,实现对机床各轴运动的同时控制,从而精确控制机床运动参数,提高加工质量和效率。
二、工作原理CNC机床自动化控制系统的工作原理可以简单描述为以下几个步骤:1. 操作者通过输入设备输入加工指令,如零件的尺寸、加工路径和加工方式等。
2. 计算机数控系统接收到指令后,根据预设的加工程序和控制算法进行处理,生成对应的控制指令。
3. 控制指令通过控制设备输出给执行设备,该设备根据指令控制机床各轴的运动。
4. 机床执行设备将控制信号转化为运动,实现工件的加工。
通过以上工作原理,CNC机床自动化控制系统实现了对加工过程的全面控制和监控,大大提高了加工的精度和效率。
三、应用前景CNC机床自动化控制系统作为现代制造业的重要工具,具有广泛的应用前景。
首先,在传统的制造业中,CNC机床自动化控制系统可以大大减少人工操作,提高生产效率,降低劳动成本。
相较于传统机床加工,CNC机床加工具有更高的精度和稳定性,并且在加工过程中可以实时监测,及时调整参数,确保产品质量。
其次,随着工业智能化的不断发展,CNC机床自动化控制系统也得到了广泛的应用。
该系统可以与其他智能设备进行连接,实现复杂的自动化生产线。
通过机器人与CNC机床的配合,可以实现更高效的生产流程,并且具备更高的灵活性和应对不同加工需求的能力。
加工中心系统有几种
加工中心系统有几种一、加工中心系统有几种一台加工中心的系统当然不只有数控系统,还有很多其他很重要的系统用以辅助加工中心加工,比方还有伺服系统、润滑系统、冷却系统等。
每一个系统的功能作用都不一样,加工中心除了整机的机械机构,就只能靠这些系统来组建成完整的循环。
这些系统功能各异,而且也可以细分为很多不同的选择,例如冷却系统有主轴油冷却系统和主轴中心出水系统的选择。
接下来就由台诚数控带大家一起去了解一下这些加工中心的系统都有什么用。
二、加工中心数控系统相信有加工中心使用经验的朋友都知道数控系统是加工中心的核心部件之一。
数控系统就相当于人的大脑,机床所有的指令都由数控系统下达,可以说数控系统就是控制着加工中心所有动作。
数控系统的性能高低直接影响到加工中心的性能高低,所以数控系统在加工中心的地位不是其他系统能比的,同时数控系统也是影响一台加工中心价格的重要因素之一。
三、加工中心伺服系统加工中心的伺服系统由伺服电机,也就是我们常说的马达和伺服驱动装置所构成。
如果说数控系统是加工中心的大脑,那么伺服系统就是加工中心的神经中枢。
数控系统下达的指令只是脉冲信号,而伺服系统则是真正将脉冲信号转化为机械构造实际运动的装置,所以说它是加工中心的神经中枢一点也不为过。
伺服系统当中的伺服电机有功率大小之分,大功率的伺服电机可以说切削力度大,小功率的则切削力度较小。
四、加工中心润滑系统加工中心的润滑系统是加工中心的辅助系统之一,润滑系统很容易理解,用于对导轨、机械手等其他机械构造开展润滑。
润滑系统看上去虽然工作简单,但是是加工中心不可缺少的一部分。
虽然说润滑系统只是机床的辅助系统,但是如果一台加工中心没有润滑系统,那么该机使用寿命会大大缩短。
五、加工中心冷却系统加工中心在加工工件时,总是会产生很高的热量,最主要的热量来源是主轴和刀具上,为了防止机床或工件受热变形,那么就需要用到冷却系统。
冷却系统常见的有两种,一种是主轴中心出水系统,另一种是主轴油冷却系统。
CNC加工中心的工作原理
CNC加工中心的工作原理CNC(Computer Numerical Control)加工中心是一种高效、精确的自动化加工设备,它广泛应用于工业制造领域。
本文将通过介绍CNC加工中心的工作原理,来帮助读者更好地理解该设备的运作方式。
一、CNC加工中心的基本概念CNC加工中心是利用计算机控制系统,通过预先编写好的程序指令,驱动工具在加工过程中进行加工操作的设备。
它可以实现多种加工功能,如铣削、钻孔、镗削等,具有高精度、高稳定性和高自动化程度的特点。
二、CNC加工中心的组成部分1. 机床主体:CNC加工中心由床身、滑座、主轴箱、工具库等部分构成。
其中,床身是整个机床的基础结构,用于支撑和固定各个零部件;滑座则用来支持工件和刀具,并进行工件与刀具之间的运动;主轴箱包含主轴、主轴伺服系统和主轴驱动器,用于驱动刀具的旋转。
2. 数字控制系统:CNC加工中心的数字控制系统是整个设备的核心部分,它由计算机、控制器和驱动器组成。
计算机负责运行加工程序,控制器则用于接收计算机的指令并将其转化为电信号,驱动器则负责将电信号转化为机械运动。
3. 自动换刀系统:CNC加工中心通常配备有自动换刀系统,用于实现不同加工要求下的刀具更换。
通过自动换刀系统,可以实现快速、准确的刀具切换,提高加工效率。
三、CNC加工中心的工作原理CNC加工中心的工作原理主要可以分为以下几个步骤:1. 编写加工程序:操作人员需要基于具体的加工要求,使用相应的编程软件编写加工程序。
加工程序包含了一系列指令,用于控制工具的位置、运动速度、切削力等参数。
2. 加工工件装夹:将待加工的工件装夹在机床主体上,并进行必要的固定。
装夹的方式可以根据工件的形状和尺寸选择合适的方式,如夹具固定、磁吸方式等。
3. 准备工作:操作人员需要合理安排加工刀具,并确保刀具安装正确、刀柄固定牢固。
此外,需要设置加工参数,如切削速度、进给速度等,以确保加工过程的稳定性和精度。
4. 加工操作:将编写好的加工程序加载到数字控制系统中。
3数控铣床(加工中心)数控系统简介

Page 3
LOGO
பைடு நூலகம்
数控铣床(加工中心 )数控系统简介
SIEMENS 数控系统由德国西门子公司开发研制, 该系统在我国数控机床中的应用也相当普遍。目 西门子 前,中国市场上常用的 SIEMENS 系统有SMEMENS 数控系统 840D/C、SIMEMENS 810T/M、802D/C/S 等型号。 除 802S 系统采用步进电动机驱动外,其他型号 系统均采用伺服电动机驱动。
Page 4
LOGO
数控铣床(加工中心 )数控系统简介
国产数 控系统
常用于机电有限公司铣床的国产数控系统有北京 凯恩帝数控系统,如 KND1OOM 等;华中数控系统, 如 HNC-21M 等;广州数控系统;北京航天数控系 统,如 CASNUC2100 等。
Page 5
LOGO
数控铣床(加工中心 )数控系统简介
——数控铣床(加工中心)数控系统简介
数控铣床(加工中心 )数控系统简介
常用数控系统
FANUC 数控系统
西门子 数控系统
国产数 控系统
其他 系统
Page 2
LOGO
数控铣床(加工中心 )数控系统简介
FANUC 数控系统由日本富士通公司研制开发,该 数控系统在我国得到了广泛的应用。目前,中国 FANUC 市场上用于数控铣床(加工中心)的数控系统主 数控系统 要有FANUC 2li - MA/MB/MC、FANUC 18i — MA/ MB/MC、FANUC Oi-MA/MB/MC、FANUC O — MD等。
其他 系统
除了以上三类主流数控系统外,国内使用较多的 数控系统还有日本三菱数控系统、法国施耐德数 控系统,西班牙的法格数控系统和美国的A-B数 控系统等。
5轴数控加工中心的主要驱动系统有哪些?

5轴数控加工中心的重要驱动系统有哪些?5轴数控加工中心采纳了先进的技术和创新的设计,具有高精度、高效率和多功能的特点。
它能够在一台机器上进行多种多而杂零件的加工,大大提高了生产效率和产品质量。
5轴数控加工中心的重要驱动系统包含以下几个部分:1.直线轴驱动系统:直线轴驱动系统负责驱动加工中心的X、Y、Z轴直线运动。
这些轴的运动通常由电机驱动,电机通过传动系统将动力传递到直线轴上,使其进行往复运动。
直线轴驱动系统一般采纳交流伺服电机或直流伺服电机作为动力源,利用数控机床中的掌控系统对电机进行精准明确掌控,从而实现高精度的加工操作。
2.旋转轴驱动系统:旋转轴驱动系统负责驱动加工中心的旋转运动,包含A、B、C 轴。
这些旋转轴通常由伺服电机驱动,通过齿轮或同步带将动力传递到旋转轴上,使其进行旋转运动。
旋转轴驱动系统需要充足高精度、高速度和大扭矩的要求,以确保工件的加工质量和精度。
3.主轴驱动系统:主轴驱动系统负责驱动加工中心的主轴进行旋转运动。
主轴是加工中心的核心部件,用于装夹和加工工件。
主轴驱动系统一般采纳交流电机或直流电机作为动力源,通过减速器将动力传递到主轴上,使其进行旋转运动。
主轴驱动系统需要具备高精度、高速度和强大的扭矩输出本领,以确保加工过程中的稳定性和精度。
4.进给轴驱动系统:进给轴驱动系统负责驱动加工中心的进给轴进行往复运动。
进给轴通常由伺服电机驱动,通过丝杠或同步带将动力传递到进给轴上,使其进行往复运动。
进给轴驱动系统需要充足高精度、高速度和大扭矩的要求,以确保工件的加工质量和精度。
总体来说,5轴数控加工中心的驱动系统需要具备以下特点:1.高精度:为了保证加工过程中的稳定性和精度,驱动系统需要具备高精度和低误差的特点,以确保工件的加工质量和精度。
2.高速度:为了提高加工效率和质量,驱动系统需要具备高速度和快速响应的特点,以实现高速、高效的加工操作。
3.大扭矩:为了充足重切削的需求,驱动系统需要具备大扭矩和强大的动力输出本领,以确保工件的加工质量和精度。
计算机数控系统之CNC系统
计算机数控系统之CNC系统1. 什么是CNC系统?CNC系统是计算机数控系统的简称,全称是Computer Numerical Control System,在机械加工领域中被广泛应用。
它是一种通过计算机控制机床进行加工操作的技术系统。
CNC系统基于计算机软件和硬件的配合,能够实现对机床的自动化控制。
通过输入加工图纸和参数,CNC系统能够自动计算出机床的动作轨迹,并控制机床按照要求进行加工操作,取代了传统的手工操作,大大提高了加工的精度和效率。
2. CNC系统的主要组成部分CNC系统一般由以下几个主要组成部分组成:数控设备是CNC系统的核心部分,它包括数控机床、数字伺服系统、编码器等硬件设备。
数控机床是根据加工需求来选择的,常见的数控机床包括铣床、车床、钻床等。
2.2 控制设备控制设备由计算机和控制软件组成,用于生成和执行加工程序。
计算机负责接收操作人员输入的加工图纸和参数,通过控制软件生成相应的加工程序,并将程序传输给数控设备执行。
2.3 输入设备输入设备用于向CNC系统输入加工图纸和参数。
常见的输入设备有键盘、鼠标、数控编程器等。
输出设备用于显示和打印加工结果、报表和日志等。
常见的输出设备有显示器、打印机等。
3. CNC系统的工作原理CNC系统的工作原理可以概括为以下几个步骤:3.1 加工图纸的输入操作人员使用输入设备将加工图纸和参数输入CNC系统。
加工图纸一般采用CAD/CAM软件进行设计和编制。
3.2 加工程序的生成CNC系统根据输入的加工图纸和参数,通过控制软件生成相应的加工程序。
加工程序包括切削路径、切削速度、进给速度等信息。
3.3 加工程序的传输CNC系统将生成的加工程序传输给数控设备。
传输方式可以是通过网络、U盘或其他存储介质进行传输。
3.4 加工操作的执行数控设备接收到加工程序后,根据程序指令控制机床进行加工操作。
机床的移动、进给、切削等动作均由数控设备进行控制。
3.5 加工结果的显示和输出CNC系统将加工结果通过输出设备显示或打印出来,供操作人员进行检查和记录。
常用数控系统种类

常用数控系统种类
数控系统是现代机械加工必不可少的一部分,它可以控制机床的运动和工具的位置,从而精确地加工出复杂的零件。
常见的数控系统种类如下:
1.数控系统的分类
根据控制方式的不同,数控系统可以分为点位控制系统和轮廓控制系统两种。
2.点位控制系统
点位控制系统是一种比较简单的数控系统,它主要控制机床工具的位置,从而实现零件的加工。
点位控制系统一般适用于加工简单的零件,如孔、螺纹等。
常见的点位控制系统有GSK、广数、华中数控等。
3.轮廓控制系统
轮廓控制系统可以控制机床工具的运动轨迹,从而实现复杂零件的加工。
轮廓控制系统除了可以控制点位外,还能控制直线、圆弧、椭圆等曲线的加工。
常见的轮廓控制系统有西门子、三菱、发那科等。
4.多轴控制系统
多轴控制系统可以控制多个工具或多个工作台的运动,从而实现多工位、多工序的加工。
多轴控制系统适用于加工复杂的零件和高效率的生产。
常见的多轴控制系统有法格、海德汉、比亚迪等。
5.基于PC的数控系统
随着计算机技术的不断发展,基于PC的数控系统逐渐成为主流。
基于PC的数控系统在硬件上采用通用的PC设备,软件上采用Windows 操作系统和CAD/CAM等软件,使得数控系统更加灵活、易用和高效。
常见的基于PC的数控系统有瑞恩、恒天、鹰眼等。
以上是常用的数控系统种类,不同的数控系统有着不同的特点和适用范围,选择合适的数控系统对于提高生产效率和降低成本都有着重要的作用。
CNC机床的控制系统和运行机制
CNC机床的控制系统和运行机制一、CNC机床的定义CNC机床是一种半自动化机械设备,它的主要任务是根据预先输入的程序,对工件进行加工处理。
CNC机床通过电子、电气、机械和液压等多个系统构成,从而实现对材料的加工和成型。
二、CNC机床的控制系统CNC机床的控制系统是实现加工过程自动化的核心,它由硬件、软件和微处理器等多个部分构成。
1.硬件部分:硬件部分主要包括伺服电机、控制系统、伺服控制电路板、电源、传感器等组成,它们的作用是实现对机床的控制和调节,使机床能够按照预定的轨迹运动。
2.软件部分:软件部分主要由程序编辑器、预处理器、GG代码生成器、仿真器等组成,它们的作用是根据用户的需求产生相应的加工程序,并且通过仿真器进行试运行。
3.微处理器:微处理器是控制系统中最重要的组成部分,它负责执行自动控制和监控加工过程。
现代机床的控制系统已经实现了高度自动化,从而大大提高了加工速度和精度。
三、CNC机床的运行机制CNC机床的运行机制包括以下几个方面:1.加工程序的编写:在CNC机床上进行加工之前,需要事先准备好相应的加工程序,这一步称为编程。
编程是CNC机床加工的关键之一,它的质量直接影响着加工的准确度和成品率。
现在大部分机床已经实现自动编程,大大节省了编程的时间和人力成本。
2.系统的上传下载:在机床上编写好的加工程序可以先保存到计算机中,然后通过传输软件上传到CNC机床的控制系统中。
程序上传完成后,可以按照实际加工需要进行修改和调整,从而确保加工的精度和效率。
3.机床的设置和调试:当加工程序输入成功后,需要对机床的一些参数进行设置和调试。
这个过程主要包括工作台的位置、刀具的进给速度、加工深度、材料的参数以及加工轨迹等参数的设置和调试。
4.加工过程的监控:CNC机床的控制系统可以实现对加工过程的实时监控,包括加工速度、刀具的位置、工件的位置等方面。
通过实时监控,可以及时调整加工参数,确保加工精度并避免加工事故的发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
cnc加工中心有哪些系统一台加工中心的系统当然不只有数控系统,还有很多其他很重要的系统用以辅助加工中心加工,比如还有伺服系统、润滑系统、冷却系统等。
每一个系统的功能作用都不一样,加工中心除了整机的机械机构,就只能靠这些系统来组建成完整的循环。
这些系统功能各异,而且也可以细分为很多不同的选择,例如冷却系统有主轴油冷却系统和主轴中心出水系统的选择。
接下来就由台诚数控带大家一起去了解一下这些加工中心的系统都有什么用。
之所以叫做CNC加工中心,全因一个数控系统,只有配有数控系统才能称得上是CNC加工中心。
没有数控系统的加工中心只能被称作一台机床。
说到底,数控系统就是CNC加工中心的核心,所有指令都是通过数控系统下达,再由数控系统控制各个部件开始工作。
国内可见的数控系统不少,有国产的,也有进口的。
但是最为常见的数控系统一只手就能数完。
每个数控系统都有差异,只有做的比较出色的数控系统才会被选择,所以出现这种情况也不足为奇。
cnc加工中心系统(数控系统)数控系统是数字控制系统简称,英文名称为Numerical Control System,早期是与计算机并行发展演化的,用于控制自动化加工设备的,由电子管和继电器等硬件构成具有计算能力的专用控制器的称为硬件数控(Hard NC)。
20世纪70年代以后,分离的硬件电子元件逐步由集成度更高的计算机处理器代替,称为计算机数控系统。
计算机数控(Computerized numericalcontrol,简称CNC)系统是用计算机控制加工功能,实现数值控制的系统。
CNC系统根据计算机存储器中存储的控制程序,执行部分或全部数值控制功能,并配有接口电路和伺服驱动装置,用于控制自动化加工设备的专用计算机系统。
CNC系统由数控程序存储装置(从早期的纸带到磁环,到磁带、磁盘到目前计算机通用的硬盘)、计算机控制主机(从专用计算机进化到PC体系结构的计算机)、可编程逻辑控制器(PLC)、主轴驱动装置和进给(伺服)驱动装置(包括检测装置)等组成。
cnc加工中心有哪些系统_常用的CNC数控系统数控系统是CNC加工中心的大脑,它几乎控制着加工中心生产工件和维护设备的全部动作行为。
有人这样说,能够选到好的聪明的数控系统,就是选到了好的加工中心。
藉此机会,让我们盘点一下加工中心一般用什么系统目前国内加工中心运用的多种多样,有一下这些:1、使用进口系统:日本发那科系统又名富士通和法兰克,日本三菱系统,台湾宝元系统,德国西门子系统,西班牙法格系统。
2、使用国产系统华中数控,广州数控。
还有一些不知名的数控系统,其质量及可靠性有待于市场的验证。
发那科(FANUC)系统FANUC系统是日本富士通公司的产品,通常其中文译名为发那科。
FANUC系统进入中国市场有非常悠久的历史,有多种型号的产品在使用,使用较为广泛的产品有FANUC 0、FANUC16、FANUC18、FANUC21等。
在这些型号中,使用最为广泛的是FANUC0系列。
系统在设计中大量采用模块化结构。
这种结构易于拆装、各个控制板高度集成,使可靠性有很大提高,而且便于维修、更换。
FANUC系统设计了比较健全的自我保护电路。
PMC信号和PMC功能指令极为丰富,便于工具机厂商编制PMC控制程序,而且增加了编程的灵活性。
系统提供串行RS232C接口,以太网接口,能够完成PC和机床之间的数据传输。
FANUC系统性能稳定,操作界面友好,系统各系列总体结构非常的类似,具有基本统一的操作界面。
FANUC系统可以在较为宽泛的环境中使用,对于电压、温度等外界条件的要求不是特别高,因此适应性很强。
西门子数控系统西门子(SINUMERIK)数控系统是德国西门子公司的产品。
西门子凭借在数控系统及驱动产品方面的专业思考与深厚积累,不断制造出机床产品的典范之作,为自动化应用提供了日趋完美的技术支持。
SINUMERIK 不仅意味着一系列数控产品,其力度在于生产一种适于各种控制领域不同控制需求的数控系统,其构成只需很少的部件。
它具有高度的模块化、开放性以及规范化的结构,适于操作、编程和监控。
主要包括:控制及显示单元、PLC输入/输出单元(PP)、PROFIBUS总线单元、伺服驱动单元、伺服电机等部分。
三菱数控系统1873年,三菱造船厂更名为三菱商会。
三菱开始涉足采矿、造船、银行、保险、仓储和贸易。
随后,又经营纸、钢铁、玻璃、电气设备、飞机、石油和房地产。
现在,三菱建立了一系列的企业,在日本工业现代化的过程中扮演着举足轻重的角色。
三菱电机自动化一直致力于为客户在工业自动化、电力控制及其他相关业务上提供专业产品设备和解决方案,产品被广泛应用于机械、冶金、电力等多个领域。
广州数控(GSK)系统中国南方数控产业基地,广东省20家重点装备制造企业之一,中国国家863重点项目《中档数控系统产业化支撑技术》承担企业,拥有中国最大的数控机床连锁超市。
公司秉承科技创新、追求卓越品质,以提高用户生产力为先导,以创新技术为动力,为用户提供GSK全系列机床控制系统、进给伺服驱动装置和伺服电机、大功率主轴伺服驱动装置和主轴伺服电机等数控系统的集成解决方案,积极推广机床数控化改造服务,开展数控机床贸易。
GSK 拥有国内最大的数控系统研发生产基地,中国一流的生产设备和工艺流程,科学规范的质量控制体系保证每套产品合格出厂。
GSK产品批量配套全国五十多家知名机床生产企业,是中国主要机床厂家数控系统首选供应商华中数控系统简介华中数控系统有限公司成立与1995年,由华中理工大学,中国国家科技部,湖北省,武汉市科委,武汉市东胡高新技术开发区,香港大同工业设备有限公司等政府部门和企业共同投资组建。
近几年来,公司都以300%的速度迅猛发展。
公司在“八五”期间,承担了多项国家数控攻关重点课题,取得了一大批重要成果。
其中“华中I型数控系统”在中国率先通过技术鉴定,在同行业中处于领先地位,被专家评定为“重大成果”、“多项创新”、“国际先进”。
该项目同时还获得了中国国家863的重点支持。
1997年,华中I型数控系统被国家科技部列入1997年度中国国家新产品计划(742176163004)”和“九五国家科技成果重点推广计划指南项目(98020104A)”。
德国力士乐数控系统力士乐(Bosch Rexroth)是原博世自动化技术部与原力士乐公司于2001年合并组成,属博世集团全资拥有。
博世力士乐是世界知名的传动与制控公司,在工业液压、电子动与控制、线性传动与组装技术、气动、液压传动服务以至行走机械液压方面居世界领先地位。
公司注册总部位于德国斯图加特,而营运总部及董事局总办事处则设于德国洛尔。
2003年公司销售额40亿欧元,员工人数2.5万人。
法国NUM数控系统世界领先的自动化系统生产商---施耐德自动化是当今世界上最大的自动化设备供应商之一,专门从事CNC 数控系统的开发和研究,NUM 公司是法国著名的一家国际性公司,专门从事CNC 数控系统的开发和研究,是施耐德电气的子公司,欧洲第二大数控系统供货商。
主要产品有:NUM1020/1040、NUM1020M、NUM1020T、NUM1040M、NUM1040T、NUM1060、NUM1050、NUM驱动及电机。
西班牙FAGOR数控系统发格自动化(FAGOR AUTOMATION)是世界著名的数控系统(CNC)、数显表(DRO)和光栅测量系统的专业制造商。
发格隶属于西班牙蒙德拉贡集团公司,成立于1972年,发格侧重于在机床自动化领域的发展,其产品涵盖了数控系统、伺服驱动/电机/主轴系统、光栅尺、旋转编码器及高分辨率高精度角度编码器、数显表等产品。
日本MAZAK数控系统山崎马扎克公司成立于1919年,主要生产CNC车床、复合车铣加工中心、立式加工中心、卧式加工中心、CNC激光系统、FMS柔性生产系统、CAD/CAM系统、CNC装置和生产支持软件等。
Mazatrol Fusion 640数控系统在世界上首次使用了CNC和PC融合技术,实现了数控系统的网络化、智能化功能。
数控系统直接接入因特网,即可接受到小巨人机床有限公司提供的24小时网上在线维修服务。
德国海德汉数控系统海德汉研制生产光栅尺、角度编码器、旋转编码器、数显装置和数控系统。
海德汉公司的产品被广泛应用于机床、自动化机器,尤其是半导体和电子制造业等领域。
Heidenhain的iTNC 530控制系统是适合铣床、加工中心或需要优化刀具轨迹控制之加工过程的通用性控制系统,属于高端数控系统。
该系统的数据处理时间比以前的TNC系列产品快8倍,所配备的“快速以太网”通讯接口能以100Mbit/s的速率传输程序数据,比以前快了10倍,新型程序编辑器具有大型程序编辑能力,可以快速插入和编辑信息程序段。
加工中心伺服系统加工中心的伺服系统由伺服电机,也就是我们常说的马达和伺服驱动装置所构成。
如果说数控系统是加工中心的大脑,那么伺服系统就是加工中心的神经中枢。
数控系统下达的指令只是脉冲信号,而伺服系统则是真正将脉冲信号转化为机械结构实际运动的装置,所以说它是加工中心的神经中枢一点也不为过。
伺服系统当中的伺服电机有功率大小之分,大功率的伺服电机可以说切削力度大,小功率的则切削力度较小。
加工中心润滑系统加工中心的润滑系统是加工中心的辅助系统之一,润滑系统很容易理解,用于对导轨、机械手等其他机械结构进行润滑。
润滑系统看上去虽然工作简单,但是是加工中心不可缺少的一部分。
虽然说润滑系统只是机床的辅助系统,但是如果一台加工中心没有润滑系统,那么该机使用寿命会大大缩短。
加工中心冷却系统加工中心在加工工件时,总是会产生很高的热量,最主要的热量来源是主轴和刀具上,为了避免机床或工件受热变形,那么就需要用到冷却系统。
冷却系统常见的有两种,一种是主轴中心出水系统,另一种是主轴油冷却系统。
这两种系统没有说哪个更好,因为不同的冷却系统用于不同的主轴。
主轴中心出水系统顾名思义,就是主轴中心会有水流出,因为主轴是中空而不是实心,所一能实现中心出水,而且一般只在皮带式主轴上使用中心出水系统。
而主轴油冷却系统则是常用于直结式主轴。
内容来源网络,由深圳机械展收集整理!更多相关内容,就在深圳机械展!。