千分尺游标卡尺内校规程
游标卡尺内校作业指导书

游标卡尺作业指导书1 目的为保证本公司使用卡尺的测量准确度,实现量值统一与溯源,规范卡尺的校准程序,特制定本作业指导书。
2 适用范围本指导书适用于AML内测量范围≤500mm的卡尺。
3 计量标准经外校合格的量块,外径千分尺及配套装置。
4 校准条件温度: 22±3oC;相对湿度: 10%RH~70%RH。
5 校准周期三个月6 校准过程及方法(参照国标 JJG30-2002)准备校准前,先清洁量具,卡尺、量块及千分尺应平衡温度1~2小时。
外观检查6.2.1 卡尺表面应镀层均匀,标尺标记应清晰,表蒙透明清洁。
不应有锈蚀,碰伤,毛刺,镀层脱落及明显划痕,无目力可见的断线或粗细不均等影响测量准确性和读数准确性的外观质量其他缺陷。
6.2.2 卡尺上的标识完整:制造商,CMC及序列号等。
各部分相互作用6.3.1 尺框在尺身上顺畅地滑动, 无阻碍。
6.3.2 制动螺丝作用可靠。
6.3.3 尺框与尺身配合良好, 无明显间隙。
内爪的示值误差.两个外量爪及两个内量爪能很好地并拢, 游标上的第一刻线及最后一刻线均能与尺身上的相应刻线对齐。
放一个10mm的量块在卡尺的外量爪中间, 锁紧制动螺丝,量块可以移动但不会掉下来, 在此时沿着卡尺身方向测量两个内量爪之间的距离,测量三个点, 其中有最大偏差的读数即为测10mm量块时的误差值,最大误差不超过±, 最大与最小值之差为内量爪的平行度,不可以超过下表规定。
测量范围(mm) 内量爪平行度0-1500-2000-300外量爪的示值误差用外量爪测量量块, 记录卡尺上的示值。
下表列出了外量爪的测量点及允许测量误差:卡尺类型测量范围(mm) 分度值(mm) 允许误差(mm) 测量点(mm)数显式 0-150 ± 10 200-200 ± 200-300 ± 243游标式表盘式 0-150 ± 10 200-200 ± 200-300 ± 2430-500 ± 75 150 250 468 对于每一测量点,用外卡测量时应使用两个位置,靠内的位置及靠外的位置;用内爪测量时使用中间位置2.(图见下页)深度尺校准深度标尺, 检查20mm处的深度值.将20mm的量块放在一级平台上, 用尺身端部与量块接触, 滑动深度标尺与平台面接触, 卡尺的示值误差不能超过下面中的列出值:卡尺类型测量范围(mm) 分度值(mm) 允许误差 (mm)数显式 0-150 ±0-200 ±0-300 ±游标式表盘式 0-150 ±0-200 ±0-300 ±7、结论校准结果在合格范围内,卡尺为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。
量具内部校准规程
1、游标卡尺内部校准规程1目的对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准外校合格的量块。
4环境条件室温5校验步骤检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
调校零位,或使指针对准零点。
取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围根据不同卡尺的精度分为±、±。
测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±、±,将其平均值记录在《量具内部校验记录表》中。
可根据不同量程的卡尺选用不同的基准量块或组合进行校准;历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期每年一次7相关记录《量具内部校验记录表》2、千分尺内部校验规程1目的对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围适用于千分尺的内部校准。
3校验基准外校合格的标准量块。
4环境条件室温5校验步骤检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
扭动千分尺螺栓调校零位,使刻度对准零点。
根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《量具内部校验记录表》内。
允许误差范围为±。
外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
游标卡尺内部校准规程
游标卡尺内部校准规程1游标卡尺内部校准规程1目的:对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2范围:适用于普通游标卡尺及带表游标卡尺的内部核准。
3校验基准:外校合格的量块。
4环境条件:室温5校验步骤5.1检查卡尺测量接触面是否平整、干净、无污渍、锈迹,带表卡尺表头的指针是否完好,有无松动,刻度是否清晰,推动表头是否平稳、平滑。
5.2调校零位,或使指针对准零点。
5.3取2~3块任意基准量块进行度量,量块被测面要干净、平整。
每块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围根据不同卡尺的精度分为±0.01mm、±0.02mm。
5.4测内径接触面磨损程度:取两块量块(构成测量的基准面)夹紧一块量块成“H”型,然后移动表头,使卡尺上面的测量端张开后靠紧两基准面进行读数,每块测量三次,取平均值。
测量值与标准值根据不同卡尺的精度分为±0.01mm、±0.02mm,将其平均值记录在《检测设备校验记录表》中。
5.5可根据不同量程的卡尺选用不同的基准量块或组合进行校准;5.6历次测量值与标准值之差,均在允许误差范围内,判校准合格;6校准周期:每年一次7相关记录《检测设备校验记录表》2千分尺内部校验规程1目的:对千分尺进行内部校准,确保其准确度和适用性保持完好。
2范围:适用于千分尺的内部校准。
3校验基准:外校合格的标准量块。
4环境条件:室温5校验步骤5.1检查千分尺测量接触面是否平整、干净、无污渍、锈迹,刻度是否清晰。
5.2扭动千分尺螺栓调校零位,使刻度对准零点。
5.3根据不同量程的千分尺选择适宜的标准量块3~4块,(可对标准量块进行组合测量)。
每块量块连续测量三次,每次测量值均应在允许误差范围内,将其平均值记录在《检测设备校验记录表》内。
允许误差范围为±0.01mm。
5.4外径千分尺的校验:任意取5-6块标准量块,取两块量块(构成测量的基准面)夹紧一块量块成“H”型,扭动螺栓使外径千分尺的测量端张开后靠紧两基准面进行读数,每块测量三次,每次测量值均应在允许误差范围内。
千分尺内校作业规范-

8.1.6認真填寫《內校校正報告》並做好相關的記錄;
文件名稱﹕
千分尺內校作業規范
文件編號﹕
工引-生技-9694
版本﹕
A
生效日期﹕
見管制章
頁次﹕
2 OF 2
9.注意事項
9.1拿標準量塊時要戴手套;
2.范圍﹕制程中所有千分尺均屬之;
3.責任部門﹕生技課
4.相關部門:檢測設備使用部門
5.定義﹕溫度23度+/-5度,濕度60%+/-10%
6.標準器件:標準量塊
7.輔助器件:無
8.內容﹕
8.1最大量程為25MM卡尺校準
8.1.1檢查外觀及各部分的相互作用;
8..1.2示值變動性的測試,取10.00mm量块重复测试2次,取两次测量结果之差;
8.1.3示值校準
8.1.3.1用標準量塊(1.00MM)測量,記下示值與標準量塊值之差d1;
8.1.3.2用標準量塊(3.00MM)測量,記下示值與標準量塊值之差d2;
8.1.3.3用標準量塊(5.00MM)測量,記下示值與標準量塊值之差d3;
8.1.3.4用標準量塊(8.00MM)測量,記下示值與標準量塊值之差d4;
12.附錄:無
9.2用完後及時放回盒子中;
9.3校驗前對該檢測設備進行年度保養;
9.3.1看機身是否有損壞,及不靈活現象;
9.3.2檢查機身是否清潔,否則清潔幹凈;
9.3.3千分尺屬精密儀器,在校驗過程中一定要輕拿輕放;
10.應用表單
10.1《內校校正報告》
11.參考文件
11.1《檢測設備校驗規范》
千分尺内校检定规程
1.目的
为检测设备的校验提供依据,保证测试测量的精密度。
2.范围
适用于公司制造部门使用中的千分尺的检定。
3.校准环境
为保证测量结果的有效性,必须在温度为25+5/-3℃,湿度为60+15/-10%RH的条件下对测量仪器进行校准。
4.校验项目
外观、示值检测。
5.校准件
编号为LKB001的量块作为校验标准件。
6.校验程序
6.1外观检查
6.1.1要求
6.1.1.1千分尺及校对用的量块不应有碰伤、锈蚀、带磁或其它缺陷,标尺刻线应清晰、均匀,数显外
径千分尺数字显示应清晰;
6.1.1.2千分尺应附有调整零位的工具,千分尺应具有测力装置、隔热装置和锁紧装置;
6.1.1.3千分尺上应标有分度值、测量范围、制造厂名(或商标)及出厂编号;
6.1.1.4千分尺的微分筒转动和测微螺杆的移动应平稳无卡住现象;
6.1.1.5可调或换测砧的调整或装卸应顺畅,作用要可靠,锁紧装置的作用应切实有效;
6.1.1.6数显外径千分尺各工作按钮应灵活可靠;
6.1.1.8新制的千分尺应符合以上要求,使用中的千分尺不应有影响使用准确度的外观缺陷。
6.1.2检定方法:试验和目力观察。
6.2示值检测
6.2.1要求
6.2.1.2用被检千分尺测量标准量块分段对比,测试出误差值;
6.2.1.3校验点为:1mm、3mm、5mm、10mm、20mm;
6.2.1.4测试误差变化量△≤0.002mm。
6.3检定方法
6.3.1使用前需校对起始值设置是否正确,如不正确则会影响测量结果,立即修正设置;。
卡尺内部校准作业指引
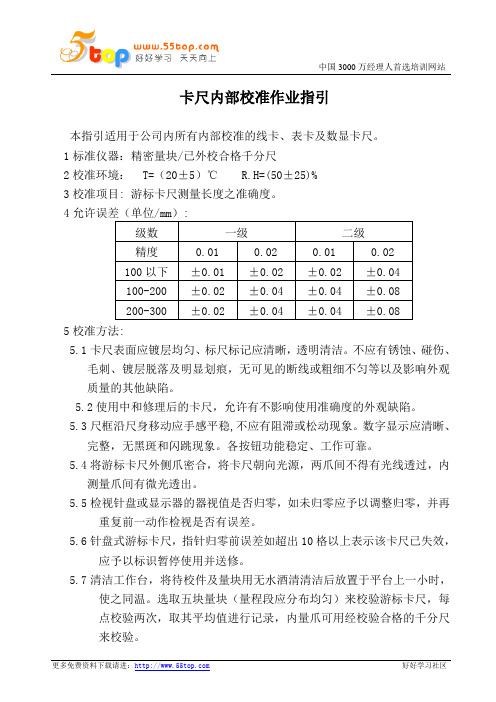
卡尺内部校准作业指引本指引适用于公司内所有内部校准的线卡、表卡及数显卡尺。
1标准仪器:精密量块/已外校合格千分尺2校准环境: T=(20±5)℃ R.H=(50±25)%3校准项目: 游标卡尺测量长度之准确度。
4允许误差(单位/mm):5校准方法:5.1卡尺表面应镀层均匀、标尺标记应清晰,透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无可见的断线或粗细不匀等以及影响外观质量的其他缺陷。
5.2使用中和修理后的卡尺,允许有不影响使用准确度的外观缺陷。
5.3尺框沿尺身移动应手感平稳,不应有阻滞或松动现象。
数字显示应清晰、完整,无黑斑和闪跳现象。
各按钮功能稳定、工作可靠。
5.4将游标卡尺外侧爪密合,将卡尺朝向光源,两爪间不得有光线透过,内测量爪间有微光透出。
5.5检视针盘或显示器的器视值是否归零,如未归零应予以调整归零,并再重复前一动作检视是否有误差。
5.6针盘式游标卡尺,指针归零前误差如超出10格以上表示该卡尺已失效,应予以标识暂停使用并送修。
5.7清洁工作台,将待校件及量块用无水酒清清洁后放置于平台上一小时,使之同温。
选取五块量块(量程段应分布均匀)来校验游标卡尺,每点校验两次,取其平均值进行记录,内量爪可用经校验合格的千分尺来校验。
5.8以上校准合格,贴上校准合格标签,并填写校准记录,如校准不合格,贴上停止使用标签并及时送修,在送修后应重新校准。
送修及校正记录应保存于该卡尺的履历表中。
6校准周期:该校准周期为3-6个月(具体周期依实际情况定)。
033千分尺内校规程

1)受检点的分布:各种千分尺的受检点应均匀分布于测量范围的5点上.
2)每一受检点值用标准千分尺重复测量3-5次,并记录测量数据于量规仪器校验报告上.
3)计算每一规格重复测量的平均值.
4)在对量块取用时须带上手套,且轻拿轻放.
5)对需校正的千分尺重复以上的操作,并记录测量结果与标准千分尺结果进行比较并依判定标准进行判定.
7.2对同一千分尺中所有项目都不在要求范围内的,且不能内修的先贴上暂停使用标签,再报上级进行外修或报废处理.
8其它:
在校验中在确保量测准确度情况下,由校验员自行根据以上校验方法来决定校验的方式.
6.2.1.2.1外观:
1)千分尺及其校对用的量杆不应有碰伤,锈蚀,带磁或其它缺陷,刻线应清晰,均匀.
2)千分尺应附有调整零位的工具,测量上限大于25mm的千分尺应附有校对用的量杆.
3)使用中和修理后的千分尺及其校对用量杆不应有影响使用准确度的外观缺陷.
4)检定结果以合格与不合格记录于量规仪器校验报告上.
1.校正范围:本公司所用来测量产品的千分尺.
2.校正环境:温度22度(+/-2),湿度50%(+/-10%).
3.校正时机:依校验计划或校验周期.
4.校正引用参考文件:以下某些条文来自于外来文件JJG21-1995(国家千分尺检定规程),本标准的引用不会因其变更而修定,这里是做为使用本标准的各方面的探讨而使用以下标准.
5.校正项目:
序号
校正项目
主要校正方式/设备
1
外观
目视
2示值Βιβλιοθήκη 差外校合格的千分尺6.校正步骤:
6.1校正前:
6.1.1用防锈油除去千分尺上的锈并清洁油污及灰层.
计量器具管理内部校准规程
计量器具内部校准规程1.目的对公司计量器具进行管理,确保本公司计量器具能满足产品检验的需要,为产品符合确定的要求提供证据。
2.适用范围适用于本公司生产、检验使用的计量器具。
(不包括送检的样尺)3.校准用基准设备外校合格的游标卡尺、外经千分尺、基准量具。
4.环境条件室温。
5.校准步骤5.1 游标卡尺5.1.1检查游标卡尺的刻度是否清晰、有无机械损伤、操作旋钮是否轻便灵活、定位是否准确,否则更换。
5.1.2校准游标卡尺外尺寸时,采用外尺脚贴紧基准量具端面外尺寸,待校准的游标卡尺量值与基准量具数值进行比对。
5.1.3校准游标卡尺内尺寸时,采用内尺脚贴紧外经千分尺测量其内尺寸,待校准的游标卡尺量值与外经千分尺数值进行比对。
5.1.4依据待校尺的量程分别核对被校游标卡尺和基准量具数值,核对点分别为0 —100mm、0—500mm、0—700mm、0—1200mm任意点,游标卡尺第一次完成后,再进行第二次、第三次,三次读数取平均值。
当核对点为0—100mm时,允许误差±0.02mm;当核对点为0—500mm、0—700mm时,允许误差±0.02mm;当核对点为0—1200mm时,允许误差±0.05mm。
5.2 深度尺5.2.1检查外观有无破损,刻度清晰,可以辨认。
5.2.2 建立基准水平面,测同一基准量具的高度将基准量具的读数与待校深度尺的读数进行比对。
5.2.3 依据深度尺的测量范围分别校对0—150mm、0—350mm任意点,连续校对三次取三次平均值。
5.2.4当校对点为0—150mm、0—350mm时允许误差值为±0.02mm。
5.3钢板尺、钢卷尺5.3.1检查外观有无破损,刻度清晰,可以辨认。
5.3.2建立基准平面,钢板尺放平、钢卷尺拉平使用A1游标卡尺测量其读数与待校钢板尺、钢卷尺的读数进行比对。
5.3.3 依据钢板尺、钢卷尺的测量范围分别校对0—150mm、0—350mm任意点,连续校对三次取三次平均值。
内校规程

内校规程文件编号:编制:审核:批准:分发编号:受控印章:修改记录2013年1月1日实施1. 校验范围:0mm-150mm2. 校验周期:一年3. 使用之标准件:经外校合格(可追溯至国家标准)之块规4. 校验环境:温度:25 ± 5 ℃湿度:60% - 80%5. 校验步骤:5.1.校正前先检查游标卡尺的外观是否有变形、生锈、密合性等是否正常。
5.2.戴上胶质式纯棉手套,用脱脂棉粘高纯度酒精(99.5%或以上),对游标卡尺各部位进行擦拭清洗干凈,并用纸吸干。
5.3.戴上手套将卡尺卡紧,旋转游标卡尺之刻度盘,让指针指正零位或让显示屏显示零数字。
5.4. 卡尺外侧量测之校正5.4.1待校正卡尺两端外侧测爪分别平夹于块规两端之量测面上。
5.4.2正确读取卡尺上的量测读数值,并如实记录于“校验记录表”5.4.3实测差值:差值=游标卡尺读示值-块规标准尺寸。
5.4.4每一个校正点测试1次,并分别将结果数值记录下来,然后用实际测量值与允许误差作比较,以判定是否符合标准。
5.4.5对于所设定之其它校正点,重复以上5.4.1-5.4.4即可。
5.4.6本公司依块规情况,对卡尺所设定校正点及所用块规值和允许误差值列表如下:5.4.7完成校正后清洗干凈所有用过的仪器,将其恢复原状放回仪器柜内, 长时间不用需包一层涂有保护油的纸,以免锈蚀。
5.4.8对校正合格之仪器贴上“合格标签”,校正不合格的仪器贴上“停用标签”。
5.4.9对于各项校正之“内校记录表”应存于质检部, 此记录保存期限为一年。
6 相关记录6.1《内校记录表》………………………………………………FM7.6-01-PG-061. 校验范围:1g-15kg2. 校验周期:一年3. 使用之标准件:经外校合格之砝码4. 校验环境:温度:25 ± 5 ℃湿度:60% - 80%5. 校验步骤:5.1. 校正前先检查电子称的外观是否變形、生銹、密合性等是否正常。
卡尺千分尺内校操作规程
3.4.4对于新购有千分尺/卡尺必须有制造厂商的合格证并包装完善,经过计量人员计量后贴上检定合格标签后,才能交付使用,对于要外校的卡尺必须根据国家计量单位检定合格,有“检定合格证书”的卡尺由计量人员经外观检验,并贴上计量合格标签交付使工作平台;
3.3.2长度视被计量的千分尺/卡尺之长度及A.B,C三种规格的量块,(A.B.C)其中A量块长度规格选取为千分尺/卡尺最小量程,B量块长度规格选取千分尺/卡尺量程一半左右,C量块选取满量程附近;
3.3.3计量A.B.C任取一长度规格量块,将量块的标准尺寸填入《校验记录表》标准仪器设备项内,用被计量千分尺/卡尺的内、外端间三次测量任一长度规格量块,将三次实测值分别填入《校验记录表》X1-X3项目内,误差值确定方法以千分尺/卡尺读数与标准量块尺寸之差确定。
3.3.6卡尺外量合并间隙的检定:移动尺框,使两侧量面至手感接触,观察两测量硕间的间隙,以光隙法检定。
3.4计量结果
3.4.1对于三个计量点的误差值在允许范围内的千分尺/卡尺,签贴“合格标签”交付使用(外径千分尺允差值±0.01mm,电子千分尺允差值±0.001mm,卡尺允差值±0.02mm);
3.4.2对于个别计量点超出允许差范围的卡尺/千分尺,作限制使用,在合格标签备注栏注明“限制使用”(根据产品的公差要求定);
3.3.4卡尺内量(内径)尺寸检定:将一块为10MM的2级量块长边持于两外测量面之间,坚固螺钉,用需计量卡尺测刀口内量的尺寸,量测三次,计算出平均值x。误差值确定方法以平均值与标准量块尺寸之差确定。
3.3.5卡尺深度的检定:将1块为10MM的2级量块长边持于两测量面之间,紧固螺钉,用需计量卡尺身端面至深度尺端面的距离,读取卡尺示值。量测三次,计算出平均值X,误差值确定方法以平均值与量块尺寸之差确定;
游标卡尺内部检定规程

游标卡尺内部检定规程游标卡尺校对规程一、范围本规程适用于分度值或分辨率为0.01、0.02、0.05和0.10mm,测量上限至3000mm通用卡尺的内部计量校准。
二、引用标准JJG 1001-1998 通用计量术语及定义JJG 1059-1999 测量不确定度评定与表示三、外观卡尺表面应镀层均匀、标尺标记应清晰,表蒙透明清洁。
不应有锈蚀、碰伤、毛刺、镀层脱落及明显划痕,无目力可见的断线或粗细不匀等以影响外观质量的其他缺陷。
四、各部门相互作用及各部门相对位置。
目力观察和手动测试。
1尺框沿尺身移动应手感平稳,不应有阻滞或松动的现象。
2 未动装置的空程,不超过1/2。
3 游标卡尺表面棱边至主标尺标记表面的距离应不大于0.30mm,用0.3mm厚的塞尺进行比较。
五、标尺标记的宽度和宽度差用读数显微镜检定。
分度值标尺标记宽度标尺标记宽度差0.02 0.08-0.18 0.02六、测量面的表面粗糙度用表面粗糙度比较样块进行比较检定。
应不超过下表分度值(分辨表面粗糙度Ra/um力)/mm 外量爪测量面内量爪测量面0.02 0.2 0.4七、测量面的平面度检定时,用刀口尺分别在外量爪测量面、基准面与测量面的长边、短边和对角线位置上进行比对。
如下图。
其平面度根据各方位的间隙情况确定,取间隙最大的作为平面度。
最大允许误差如下图:测量范围外量爪测量面的平面度0-1000mm 0.003mm 八、圆弧内量爪的基本尺寸和平行度。
1基本尺寸:检定时,首先用数显千分尺平行测量卡尺圆弧内量爪圆弧面,然后变换任意角度测量,取差值。
不超过?0.01mm。
2平行度:检定时,平行度用外径千分尺沿卡尺纵身方向在内量爪距外端2mm处开始检定,以全程范围最大与最小尺寸之差确定。
不大于0.01mm。
九、刀口内量爪的基本尺寸和平行度。
1检定前先用卡尺竖向夹住一个10mm两块,再测量卡尺刀口内量爪的基本尺寸和平行度。
2 用测力为(6-7)N的外径千分尺沿刀口内量爪在平行于尺身方向检定。
游标卡尺及千分尺内校说明
游标卡尺及千分尺内校说明游标卡尺和千分尺是测量长度和精度的主要工具之一。
这两种工具广泛应用于精密机械加工、电子制造和实验室测量等行业中。
为了保证测试结果的准确性,需要定期将这些工具进行内部校准。
游标卡尺游标卡尺是一种用于测量物体长度的工具。
其结构包括一个主尺和一个可滑动的游标。
主尺上有一组固定刻度,代表线性距离的单位。
游标上也有一组刻度,刻度间距与主尺上的刻度相等。
游标与主尺刻度之间的距离被读取,以精确测量物体的长度。
游标卡尺校准游标卡尺需要定期进行校准,以确保其准确性。
以下是游标卡尺校准的步骤:1.清洁游标卡尺:使用干净、柔软的布擦拭游标卡尺,确保其表面干净、无灰尘或其他杂质。
2.校准准备工作:将游标卡尺置于稳定的平面上,并调整游标位置至主尺最末端。
这将确保在校准时游标和主尺位置相等,并减少误差。
3.校准主尺:使用校准尺校准主尺的零点。
将校准尺的一端放在主尺的底部,并调整其位置,使其在主尺上的第一个刻度处刚好对齐。
如果不对齐,使用校准尺上的螺旋调节螺母进行微调。
4.校准游标:将游标移到主尺的第一条标线的位置,并使用校准针调整游标位置直到在主尺上读取的长度与游标上读取的长度一致。
同样,如果不对齐,使用校准针上的螺旋调节螺母进行微调。
5.测试:多次使用游标卡尺测量不同长度的物体,确保其准确性达到预定的标准。
千分尺千分尺是一种更加精确的工具,可以测量小于1毫米的长度。
其结构也类似于游标卡尺,但是其刻度间距为0.01毫米,达到更高的精度。
千分尺校准千分尺的校准步骤与游标卡尺略有不同,具体如下:1.清洁千分尺:同样使用干净、柔软的布擦拭千分尺的表面。
2.校准准备工作:将千分尺放置于稳定的平面,并调整其刻度以匹配校准尺的零点。
3.校准:将校准尺放置于千分尺上,并调整其位置以对齐刻度。
如果不对齐,可以使用校准尺和调节螺母进行微调。
4.测试:使用千分尺测量不同长度的物体进行多次测试,以确认其准确性。
游标卡尺和千分尺是非常重要的测量工具,但是在使用它们之前需要先进行内部校准。
千分尺、卡尺内部校验操作规程

8、固定钮夹紧心轴应简单确实。
二、综合经度之检验:
1、以块规覆验校正千分尺标准10mm 20mm及块规。
三、判定标准:
1、最小刻度为百分之一公厘,其误差在±0.03mm内为合格。
2、最小刻度为千分之一公厘,其误差在±0.05mm内为合格。
卡尺:
外观检验:
1、以目视检视,外部不得有弯曲变形。
4、检验完毕应于千分尺、游标卡尺后方贴上检验标签,并将结果登录于校验记录”
校准频次:
生产部所使用千分尺、卡尺每周校准一次;
品质部、研发部所使用千分尺、卡尺每月校准一次;
新购仪器或修复仪器必须经过第三方校准,合格后方能使用;
相关记录:
《千分尺校准记录表》
《卡尺校准记录表》
编制:审批:
2、各部的形状,抛光情况,打印,分度等不得有缺点,
(注:分度面应施无光处理,分度打印应使用黑色。)
3、利用目视,螺纹部分应良好,全程应圆滑,而且动作应敏捷。
4、视筒与套筒的间隙应均一,回程时套筒所生之振摆应不显明。
5、心轴与砧座闭合误差,不得防碍使用。
6、手动套筒之扫零调整应容易确实,视筒分度刻线应与套筒读取值一致。
定义:
首次校准---对从未校准过得千分尺、卡尺进行校准,通常是新量具送第三方检测校准;
后续校准---首次校准后的校准;
使用中校准---检验使用中的千分尺、卡尺是否符合要求,是否处于良好的工作状态,使用是否正确可靠;
绝对误差---被校指示值-标准值。
内容:
千分尺:
一、千分尺外观检验:
1、利用目视,各部的的涂层及电镀层,不得脱落及生锈。
±0.06
±0.04
500至700以下
游标卡尺的内校操作规程

游标卡尺的内校操作规程1.0 目的! i0 v6 l# E0 Z对游标卡尺进行内部校准,确保其准确度和适用性保持完好。
2.0 范围适用于本公司游标卡尺的内部校准。
4 ?' S. v# d. d1 ~6 c3.0 校准用基准物质:已经外部校过的合格的测绘仪或游标卡尺。
5 [2 m0 T w0 V: W( U/ i( A9 L4.0 环境条件' t2 e6 ]9 C8 }% ]6 v) c+ H7 ?室温5.0 校准步骤:5.1 方法一:使用经外校合格的测绘仪校准:5.1.1 旋转卡尺调节钮,手感应好,无阻碍现象;外壳应无有失安全性的损伤;刻度清晰;能够读数。
8 }& b0 P" V0 m* E H; ?6 s7 v% S5.1.2 将经外部校准的‘测绘仪’量测三个不同物体的同一特性尺寸,其中三个物体的同一特性尺寸需最少相差50MM以上,把量测的数据记录于《校验报告》内,然后用被校的卡尺量测三个物体的此同一特性尺寸,并读出数据记录于《校验报告》内,将每次结果分别记于《校验报告》内。
5.1.3 被校卡尺的历次测量值与测绘仪测量值之差均在允许误差范围±0.02MM内判校准合格。
5.2 方法二:使用经外校合格的卡尺进行校准:5.2.1 旋转调节钮,手感应好,无阻碍现象;外壳应无有失安全性的损伤;刻度清晰;能够读数。
5.2.2 分三个基准点进行测量:10MM 50MM 150MM4 X$ j/ M/ r( {# l/ N* G5.2.3 将经外部校准的游标卡尺量测一物体,取点为10MM,然后用被校的卡尺量测并读出数据记录于《校验报告》内,用同样的方法测试50MM,150MM点,将每次结果分别记于《校验报告》内。
5.2.4 历次测量值与标称值之差均在允许误差范围±0.02MM内判校准合格。
注:以上二种方法中可任选一种对卡尺进行调校。
7 F% \# Y% D3 {% K/ `' J6. 相关记录《校验报告》Q) v$ D5 S. m。
通用尺内校准规程
通用尺内校准规程1.0目的:对游标卡尺、千分尺、深度尺进行内部校准,确保其准确性和使用性保持完好。
2.0范围:适用于本公司所有千分尺、卡尺维护与校验均适用。
3.0职责:1、品质部对全公司所有千分尺、卡尺进行内部校准2、内校人员正确使用量块标准并负责维护、保养,使其保持良好的技术状态,保证校准的原始数据和有关技术资料的完整;3、各部门负责人有责任对本部门所使用的千分尺、卡尺校准周期截止时通知品质部安排校准。
4.0内容:4.1校准基准外校合格的游标卡尺、千分尺,标准量块进行校准。
4.2坏境条件室温、正常温度中进行4.3校准步骤一、游标卡尺:1、外观要求:卡尺表面无生锈、碰伤或其他缺陷,有无松动,刻度是否清晰,推动是否平稳、平滑,不能有影响使用准确度的外观缺陷。
检定方法:目视观察。
2、各部分相互作用要求:尺框沿尺身移动平稳,无阻滞现象。
紧固螺钉作用可靠。
深度尺无窜动。
尺身与尺框的配合无明显晃动。
检定方法:目视与试验。
3、外量爪两侧量面的合并归零间隙检定方法:移动尺框,使两量爪测量面归零,观察两量爪测量面间的间隙,以光隙发检定,不透光为准。
测量面的平面度应不大于0.003mm,平行度应不大于0.01mm。
可用平晶检定。
4、内量爪的尺寸和深度要求:受检卡尺为10mm时的偏差,应不超过下表所示的规定。
检定方法:将1块为10mm的3级量块长边夹持于两外测量爪测量面之间,紧固螺钉后,该量块应能在量爪面间滑动而不脱落。
尺寸用测力为6N-7N的外径千分尺沿刀口尺寸之间确定。
在其它任意方向,测量所得之值与量块尺寸之差,应不超过量爪尺寸偏差的上偏差。
将1块为10mm 的3级量块,卡尺测深杆测面贴紧块规齐平,所测值与块规值之间,应不超过以上偏差表之值。
5、外爪示值误差要求:应不超过下表的规定。
检定方法:用3级或6等量块检定。
受检点的分布,为3-6个点,根据卡尺的尺寸范围来确定,也可根据实际使用情况适当增加点位。
检定时,每一受检点应在量爪里端和外端两位置检定。
游标卡尺、千分尺内部校准规程

游标卡尺、千分尺内部校准规程
1目的
对游标卡尺、千分尺进引内部校准,确保其准确度和适用性,保持完好。
2适用范围
适用于普通及指针式游标卡尺和普通千分尺的内部校准。
3校准用基准物质
自备用不锈钢材料经铣床精加工成10mm后,用外校合格的千分尺测量其实际厚度后作为标准量块。
4环境条件
室温
5校准步骤
5.1 检查和校零
5.1.1 游标卡尺:检查游标卡尺测量接触面是否平整、干净、无污渍、锈迹。
指针式卡尺表头的指针是否完好,有无松动。
刻度是否清晰,推动表头是否平稳、平滑。
5.1.2 千分尺:检查千分尺测量接触面是否平整、干净、无污渍、锈迹,旋钮是否灵活。
5.2 调校零位或使指针对准零点。
5.3 用10mm基准量块进引度量,量块被测量面要干净、平整。
5.4 连续测量三次,允许误差卡尺为±0.02mm,千分尺为±0.01mm,取其平均值记录在《内校记录表》内,在度量过程中卡尺(千分尺)要和被测量块方向平直。
5.5 历次测量值与标准值之差均在允许误差范围内,判校准合格。
6相关记录
内校记录表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
千分尺游标卡尺内校规程
文件名称:千分尺、卡尺内校指导书文件编号:3,品管,05 制订部门:品管部制订日期:2001年月日页数:6
文件制修订记录
1.目的:
为确保千分尺、卡尺精密度符合要求,及经常保持正常状态,以验证产品品质,使仪器能事前保养重于事后故障维修。
2.范围:
本公司所有千分尺、卡尺维护与校验(含外借)均适用。
3.作业内容:
3.1千分尺校验指导书
3.1.1千分尺外观检验:
3.1.1.1利用目视,各部的的涂层及电镀层,不得脱落及生锈。
3.1.1.2各部的形状,抛光情况,打印,分度等不得有缺点,注:分度面应施无光处理,分度打印应使用黑色。
3.1.1.3利用目视,螺纹部分应良好,全程应圆滑,而且动作应敏捷。
3.1.1.4视筒与套筒的间隙应均一,回程时套筒所生之振摆应不显明。
3.1.1.5心轴与砧座闭合误差,不得防碍使用。
3.1.1.6手动套筒之扫零调整应容易确实,视筒分度刻线应与套筒读取值
一致。
3.1.1.7棘轮弹簧钮之旋转应圆滑。
3.1.1.8固定钮夹紧心轴应简单确实。
3.1.2综合经度之检验:
以块规覆验校正千分尺标准10mm 20mm及块规。
3.1.3判定标准:
3.1.3.1最小刻度为百分之一公厘,其误差在?0.03mm内为合格。
最小刻度为千分之一公厘,其误差在?0.05mm内为合格。
3.2游标卡尺内校作业指导书
3.2.1校验前:
3.2.1.1以目视检视,外部不得有弯曲变形。
3.2.1.2检验游标卡尺与本尺全程滑动时是否顺畅。
3.2.1.3扫零后以目视观察内外侧量面是否密合。
3.2.1.4检查深度测定杆之磨损状况。
3.2.1.5做好游标卡尺之积屑清洁,上油保养等工作。
3.2.2校验中:
3.2.2.1校验时必须要戴手套(皮质).
3.2.2.2游标卡尺校验点为下列几点:
150mm:41.2 81.5 121.5mm
200mm:20 41.2 121.5 191.8mm
300mm:41.2 81.5 121.5 191.8 291.8mm 300mm以上:以上述类推
3.2.3标准判定:
校验结果之误差值应在附表之误差范围内方为合格。
本公司采用二级公差(单位:mm)
3.2.4校验后: 3.2.
4.1校验后判定游标卡尺合格应在卡尺后方贴上“量具检验合格”标签。
3.2.
4.2不合格游标卡尺要在高度规后方贴上“不合格”标签,待调整或送
修。
3.2.
4.3遇有游标卡尺外观不良或误差值较大及故障时,仪器室即进行修理
或报废措施。
3.3检验完毕应于千分尺、游标卡尺后方贴上检验标签,并将结果登录于“量测仪器校验记录”上。
3.4千分尺使用指导书:
3.4.1简介:
千分尺系一种高精度的测定器,应予正确使用才不会失去其真正的功能,就本厂而言,最常使用的有外侧千分尺。
3.4.2刻度之种类
3.4.3操作方法:
3.4.3.1对正零点(归零)其步骤如下:
A、在对正零点之前,必须先清拭两个测定面,最好是使用纱布清拭,也可能将一张干净的纸夹入两个测定面间,然后将这张纸轻轻的抽出,就可以简单的将两个测定面拭净,但使用指头去擦拭是最要不得。
B、扭转棘能,将两侧定面接合,此时必须注意转轮螺旋力量问题,当测定扭力达到某一程度时棘轮就会开始空转,最后让它空转1-3次。
C、在判读刻度时眼睛的位置必须经常保持在刻度的正上方,检查是否已经对正零点。
3.4.3.2外侧之测定方法:
A、以左手的姆、食二指夹住被测定物,而以右手去操作棘轮装置的测定法。
B、将被测定物放在台上,双手操作千分尺的基本测定法。
C、单手操作千分尺的方法是用小手钩住框架以求稳定,使用此法时因
为小指无法在到棘轮触止装置,所以必须透过训练才能保持正确的测定压,可经常使用块规来训练自已,练习保持稳定的测定压。
3.4.3.3内侧之测定方法:
A、先将两爪伸进孔内,面且必采取水平(或垂直)的方向,否则无法测得正确的尺寸。
B、慢慢使颚夹向外侧移动,直到两爪与孔径内壁的接触地方成直角为止。
C、其要领与使用游标卡尺时相同。
3.4.3.4读法:
测定值,套管刻度的数量,套管刻度的数值
3.4.4注意事项:
3.4.4.1测定前必须先清拭面上的灰尘或油渍等物。
3.4.4.2假如被测定物为圆型的东西可将之放在V型槽或有沟的台上来测
定。
3.4.4.3常见有人手握套筒猛转框架,这是造成心轴松弛的主要原因,必须
绝对禁止。
3.4.4.4被测定物较长而必须旋转很多次才能张开(或回收)两测定面。
3.4.5保养:
3.4.5.1用干燥而干净的纱布或棉布加以擦拭,尤其砧与心轴的测定面更需
仔细的擦拭。
3.4.5.2涂上酸液较低的防锈油,但螺旋部分应使用优质的油。
3.4.5.3定期卸下套管和心轴,以纯汽油将各部份洗净擦干,伺其完全干燥
后应予心轴抹上一层优质的油。
3.4.5.4避免放在日工光直射或温度变化较大之处,应收藏在专用的保管箱
里,收藏时必须使砧与心轴上的两个侧定面微微张开,保留一点空隙。
4.相关文件:
4.1品质记录管理程序
4.2检验、量测与测试设备之管制程序
5.使用窗体:
5.1量测仪器校验记录 F-07-04。